连接器进料检验规范
连接器制程检验规范

1 OF 28制程检验规范修 订 记 录文件编号:13A/2总页数HLSG3-Q00039版本/次:A/3页 次:日 期:2010032720100327D1003045修订日期变更编号变 更 内 容版本/次会 签 意 见1320091124D0911018修改5.1.1.3/5.4.1/5.6检验标准内容■工程部同意组织架构变更A/3会 签 记 录会签单位会签姓名■营业部同意■财务部同意■人力资源部同意■品控部同意■制造部同意■物流部同意■体系办同意制作单位发 行 章核准审核制定集团体系办品控部2 OF 28制程检验规范文件编号:HLSG3-Q00039版本/次:A/3页 次:日 期:201003273 OF 28页 次:日 期:201003274 OF 28页 次:日 期:201003275 OF 28页 次:日 期:201003276 OF 28页 次:日 期:201003277 OF 28页 次:日 期:201003278 OF 28页 次:日 期:201003279 OF 28制程检验规范文件编号:HLSG3-Q00039版本/次:A/3页 次:日 期:2010032710 OF 28制程检验规范文件编号:HLSG3-Q00039版本/次:A/3页 次:日 期:2010032711 OF 28制程检验规范文件编号:HLSG3-Q00039版本/次:A/3页 次:日 期:2010032712 OF 28制程检验规范文件编号:HLSG3-Q00039版本/次:A/3页 次:日 期:2010032713 OF 28制程检验规范文件编号:HLSG3-Q00039版本/次:A/3页 次:日 期:20100327。
接插件(插针、连接器)检验标准

结构尺寸
结构尺寸符合样板规格书要求。
游标
卡尺
√
配套检查
成套产品配合试装,检查其接触可靠、配合紧密,导通良好,检测导通两端电阻值应<Ω。
数字万用表、试装
√
可焊性
在炉温250±5℃状态下将稳压二极管引脚浸入锡炉2±观察引脚上锡率>95%。
锡炉
√
耐焊接热
将引脚浸入270±5℃的溶锡液(液面离电阻体)10±后取出,经3小时后测其功能,与试验前功能一致并且没有受损。
锡炉
√
备注:1、检验拿取时需戴手套。
2、可焊性和耐焊接热按每批次10PCS抽取。
接插件(插针、连接器)检验标准
文件编号
BC-QM-021
生效日期
批 准
审 核
拟 制
版本/修订号
制订部门
品质部
目的:为使接插件来料符合本厂之产品要求,特制定检验和判定标准。
范 围:适用本公司所有接插件来料检验.
检验环境:在正常光源下,距30CM远,以45°视角观看产品。
检验标准:GB/ 正常检验一次抽样方案,一般检验水平Ⅱ级,特殊检验水平S-3之AQL值CR=0,MA=,MI=进行抽样检查。
检验项目
检验内容
检验方法
判定标准
CR
MA
MI
包装
每个包装箱及内盒袋上必须有相应品名、规格、料号、数量、供应商、出厂检验日期、及标贴环保标志等。
目视
√
不能有混料、错料、潮湿、包装箱变形、箱体破损、每个产品包装方式要用比较得当的保护。
√
外观
表面光洁无缺损,丝印标识清Байду номын сангаас正确。
√
插针类引脚或导电部位无变形、氧化、油污痕迹。
接插件来料检验作业指导书
★
见仪器操作规程
试装
实装不符要求(使用对应的PCB进行试装)。
★
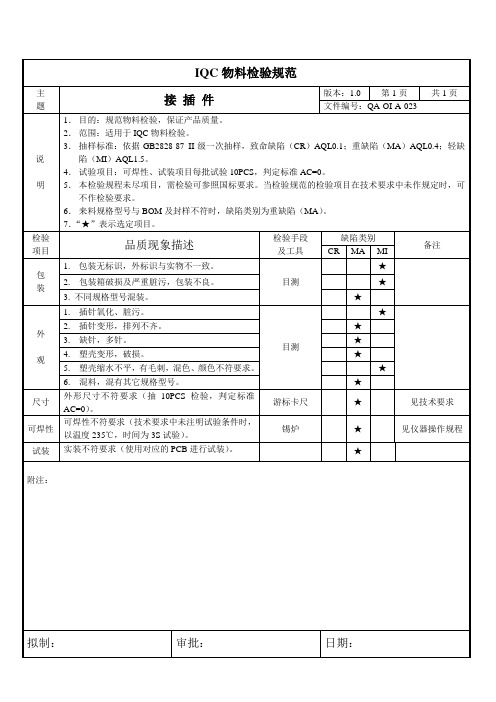
附注:拟制:审批:来自日期:5.本检验规程未尽项目,需检验可参照国标要求。当检验规范的检验项目在技术要求中未作规定时,可不作检验要求。
6.来料规格型号与BOM及封样不符时,缺陷类别为重缺陷(MA)。
7.“★”表示选定项目。
检验
项目
品质现象描述
检验手段
及工具
缺陷类别
备注
CR
MA
MI
包
装
1.包装无标识,外标识与实物不一致。
目测
★
2.包装箱破损及严重脏污,包装不良。
IQC物料检验规范
主
题
接插件
版本:1.0
第1页
共1页
文件编号:QA-OI-A-023
说
明
1.目的:规范物料检验,保证产品质量。
2.范围:适用于IQC物料检验。
3.抽样标准:依据GB2828-87 II级一次抽样,致命缺陷(CR)AQL0.1;重缺陷(MA)AQL0.4;轻缺陷(MI)AQL1.5。
4.试验项目:可焊性、试装项目每批试验10PCS,判定标准AC=0。
★
3.不同规格型号混装。
★
外
观
1.插针氧化、脏污。
目测
★
2.插针变形,排列不齐。
★
3.缺针,多针。
★
4.塑壳变形,破损。
★
5.塑壳缩水不平,有毛刺,混色、颜色不符要求。
★
6.混料,混有其它规格型号。
★
尺寸
外形尺寸不符要求(抽10PCS检验,判定标准AC=0)。
游标卡尺
★
见技术要求
连接器检验规范

制作:审核:核准:一、目的:明确连接器来料品质验收标准,规范检验动作,使检验、判定标准达到一致性。
二、适用范围:适用于我司所有的连接器来料检验。
三、检验条件:照明条件:日光灯600~800LUX;目光与被测物距离:30~45CM;灯光与被测物距离:100CM以內;检查角度:以垂直正视为准±45度;检查员视力:双眼视力(包括戴上眼镜)以上,且视觉正常,不可有色盲,斜视、散光等;四、参照标准:依照MIL-STD-105EⅡ级单次正常抽样标准CR=(正常抽样Ac/Re:0/1);MA=;MI=依照MIL-STD-105EⅡ级单次S-2 特殊抽样标准. AQL:抽样五、检验顺序:包装箱:包装箱应为一次性包装箱,供应商不可回收,包装箱外应标有物料品名、规格、数量、生产日期、出货检验合格章及供应商名称;包装上必须标有我司相应的物料编号,最小包装应无破损、混料现象,在正常储藏条件(温度-5℃~35℃,相对湿度≤75%)下一年内不能出现因包装不善而导致异常。
外观:来料本体上要求有厂商或供应商的标识,规格书须标有额定电压、电流,储存的温度,插座的型号;插座本体无损伤、表面清洁、无明显油污、污迹,成形良好、安装后可见部分不允许有披锋、破损,允许不明显且不影响安装的披锋,来料颜色、结构要求和样品一致,孔槽无堵塞、缺针现象,引脚不能出现变形,上锡端子无氧化。
尺寸:具体的尺寸请按我司相对应的图纸要求,实配PCB板应良好。
接触电阻(导通性):用对应的公母端子相匹配,接触电阻要求≤20mΩ;(测试时公、母端子必须为我司合格的物料)。
额定耐压:指插座的导体与绝缘体所可承受的电压,电压要求应小于或等于标称值。
拉力:被测试线的拉力请根据我司图纸的要求测试,应符合要求。
绝缘电阻:用DC500V直流电阻仪测试应≥800MΩ高温:高温(根据实验物料的额定温度),在烤箱内放置16h后,室温放置1小时,再测试结果应无异常。
低温:低温(根据实验物料的额定温度),在恒温箱内放置16h后,室温放置1小时,再测试结果应无异常。
USB连接器抽样检验规范
USB连接器抽样检验规范USB连接器抽样检验规范1.0目的:为规范过程中的抽样检验方法和要求,特制订此作业规范。
2.0范围:自进料检验到出货检验之过程均适用之。
3.0抽样方案:3.1公司制订的抽样计划依MIL-STD-105E标准Ⅱ检验水平正常单次抽样水准执行:A.CR(严重缺陷):C=0;B.MA(主要缺陷):AQL:0.40;C.MI(轻微缺陷):AQL=0.65;3.2出货抽样检验时若我司的允收水准低于客户的允收水准时,以客户的允收水准为准,在检验记录表中注明客户允收水准。
4.0抽样的不同形态:4.1标准型抽样:也就是正常抽样标准(MIL-STD-105E标准Ⅱ检验水平正常单次抽样水准);4.2调整型抽样:按检验需求而作出的不同抽样方案,也就是正常检验、加严检验、放宽检验之间的转换调整。
4.2.1正常到加严:采用正常检验时,只要初次检验中连续5批或少于5批中有2批是不可接收的,则转换到加严检验。
4.2.2加严到正常:采用加严检验时,如果初次检验中连续5批是可接收的,恢复正常检验。
4.2.3正常到放宽:采用正常检验时,如果初次检验中连续10批是可接收的,生产稳定,品保部经检讨认为可以放宽检验的,则转移到放宽检验。
4.2.4放宽到正常:采用放宽检验时,有下列任一情况,应恢复正常检验:A.一个批次未经检验判拒收;B.生产不稳定;C.认为恢复正常检验是正当的其他情况;4.3选别型:相当于全检,对于被判为不合格的群体采取整批的检验,并将检验后的不良品退回;4.4连续生产型:用于大量而连续生产的产品不断流动时的抽样检验;5.0进料检验抽样方式与允收水准:5.1电镀品、成品外观项目检验:5.1.1正常状态下,进料检验的抽样方式依3.1抽样计划实施;5.1.2调整型抽样方案的执行可依据供方品质状况的需要进行适用转换调整;5.1.3转换抽检方式要求品保IQC对来料做好进料品质履历记录进行管控。
接插件(插针、连接器)检验标准

插针类引脚或导电部位无变形、氧化、油污痕迹。
V
结构
尺寸
结构尺寸符合样板规格书要求。
游标
卡尺
V
配套
检查
成套产品配合试装,检查其接触可靠、配合紧密,导通良 好,检测导通两端电阻值应V0.5Q。
数字万 用表、 试装
V
可焊 性
在炉温250±5C状态下将稳压二极管引脚浸入锡炉2±0.5S
观察引脚上锡率〉95%
锡炉
V
耐焊 接热
将引脚浸入270±5C的溶锡液(液面离电阻体3.2mm)10±0.5S后取出,经3小时后测其功能,与试验前功能一致并且没有受
锡炉
V
损。
备注:1、检验拿取时需戴手套。
2、可焊性和耐焊接热按每批次10PCS抽取。
接插件(插针、连接器)检验标准
文件编号
BC-QM-021
生效日期
Байду номын сангаас批准
审核
拟制
版本/修订 号
A.0
制订部门
品质部
1.0目的:为使接插件来料符合本厂之产品要求,特制定检验和判定标准。
2.0范围:适用本公司所有接插件来料检验.
3.0检验环境:在正常光源下,距30CM远,以45°视角观看产品。
4.0检验标准:GB/T2828.1-2012正常检验一次抽样方案,一般检验水平□级,特殊检验水平S-3之AQL
值CR=0 MA=0.65,MI=1.5进行抽样检查。
检验 项目
检验内容
检验方 法
判定标准
CR
MA
MI
包装
每个包装箱及内盒袋上必须有相应品名、规格、料号、数量、 供应商、出厂检验日期、及标贴环保标志等。
连接器进料检验规范
连接器进料检验规范咱今儿就好好聊聊这连接器进料检验的事儿。
我之前在一家电子厂工作的时候,就碰到过这么一档子事儿。
那回新到了一批连接器,大家都没太在意,想着按照往常的流程检验一下应该没啥问题。
结果呢,这批连接器在后续的生产线上出了大乱子!产品组装的时候,怎么都接不上,工人们急得满头大汗。
这一查才发现,原来是这批连接器的尺寸有偏差。
从那以后,厂里对连接器进料检验可重视得不得了。
那到底怎么检验连接器进料才规范呢?首先,咱得看看这连接器的外观。
就像挑水果一样,得瞅瞅有没有破损、划痕、变形这些明显的“伤疤”。
比如说,有一回我检验的时候,拿着连接器对着灯光一照,嘿,发现上面有一道细微的划痕,不仔细看还真发现不了。
这要是没检查出来,后面可就麻烦啦。
然后呢,要量量尺寸。
长度、宽度、高度,还有引脚的间距等等,都得和规定的标准对得上。
有一次,我用卡尺量一个连接器的引脚间距,就差了那么一点点,可别小瞧这一点点,到了生产线上可就装不进去啦。
再就是检查连接器的材质。
是塑料的还是金属的,材质得符合要求,不能以次充好。
我记得有一次,送来的一批连接器,说是金属材质的,可拿在手里感觉轻飘飘的,仔细一检查,发现这金属的纯度不够,这能行?还有啊,得测试一下连接器的插拔力。
太松太紧都不行。
松了容易接触不良,紧了又不好插拔。
有一回我测试的时候,插拔得手都酸了,就为了确保这个力度合适。
对于连接器的电气性能也不能马虎。
电阻、电容、电感这些参数都得达标。
不然的话,产品的性能可就没法保证啦。
最后,别忘了看看包装和标识。
包装得完好无损,标识得清晰准确,这样才能方便管理和追溯。
总之,连接器进料检验可不能马虎,每一个环节都得认真仔细,就像给病人做体检一样,一个小细节都不能放过。
只有这样,才能保证后续生产的顺利进行,生产出高质量的产品。
希望大家都能重视这连接器进料检验的规范,别再像我之前遇到的那样,因为一时疏忽,造成大麻烦。
接插件(插针、连接器)检验标准

文件编号
BC-QM-021
生效日期
批 准
审 核
拟 制
版本/修订号
制订部门
品质部
1.0目的:为使接插件来料符合本厂之产品要求,特制定检验和判定标准。
2.0范 围:适用本公司所有接插件来料检验.
3.0检验环境:在正常光源下,距30CM远,以45°视角观看产品。
4.0检验标准:GB/ 正常检验一次抽样方案,一般检验水平Ⅱ级,特殊检验水平S-3之AQL值CR=0,MA=,MI=进行抽样检查。
检验项目
检验内容
检验方法
判定标准
CR
MA
MI
包装
每个包装箱及内盒袋上必须有相应品名、规格、料号、数量、供应商、出厂检验日期、及标贴环保标志等。
目视
√
不能有混料、错料、潮湿、包装箱变形、箱体破损、每个产品包装方式要用比较得当的保护。
√
外观
表面光洁无缺损,丝印标识清晰正确。
√
插针类引脚或导电部位无变形、氧化、油污痕迹。
锡炉
√Hale Waihona Puke 备注:1、检验拿取时需戴手套。
2、可焊性和耐焊接热按每批次10PCS抽取。
√
结构尺寸
结构尺寸符合样板规格书要求。
游标
卡尺
√
配套检查
成套产品配合试装,检查其接触可靠、配合紧密,导通良好,检测导通两端电阻值应<Ω。
数字万用表、试装
√
可焊性
在炉温250±5℃状态下将稳压二极管引脚浸入锡炉2±观察引脚上锡率>95%。
锡炉
√
耐焊接热
将引脚浸入270±5℃的溶锡液(液面离电阻体)10±后取出,经3小时后测其功能,与试验前功能一致并且没有受损。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
日期:20100327修订记录修订日期变更编号变更内容版本/次总页数20091124 D0911017 修订5.3及5.3.9检验项目内容A/2 13 20100327D1003050 组织架构变更A/3 13会签记录会签单位会签姓名会签意见■工程部同意■营业部同意■财务部同意■人力资源部同意■品控部同意■制造部同意■物流部同意■体系办同意核准审核制定集团体系办制作单位发行章日期:20100327品控部一、目的:1.1为确保原材料符合本公司标准要求及环境管制物质标准要求。
二、适用范围:2.1凡本公司直接与产品品质及环保有关的原材料、外调品等均适用。
三、定义:3.1严重缺点:影响人身安全、产品安全的缺陷,违反相关法律法规要求。
3.2主要缺点:使用后丧失其功能,或不能达到设计者所期望的目的、显著降低其实用性的缺陷。
3.3次要缺点:不影响产品的使用性能,在使用和操作效果上无影响的缺陷。
四、职责:4.1品控部:负责物料进料之检验及判定。
五、作业内容:5.1 抽样计划依据:5.1.1外观检验依据ANSI/ASQC StandardII级水准正常单次抽样CR=0 MA(AQL)=0.25MI(AQL)= 0.65检验,特殊情况依据5.3项规定执行。
5.1.2抽检样本数需涵盖送检批量最小包装(如卷/包/最小箱).5.1.3抽样检验时取样原则依《抽样计划》HLSG3-Q00045 5.7要求执行.5.1.4尺寸、装配、性能测试等详见5.3项要求5.1.4抽样检验的时机依附件《进料检验流程图》要求进行5.2 外观检测条件:5.2.1检验光源:一般日光灯光源之正下方30cm。
日期:20100327 5.2.2距离:眼睛离被测物约 30-55cm5.2.3角度:检验面上下左右45度观察。
5.2.4 检测时间:产品六个面均需检验,每个面检验时间至少1-2秒。
5.3 抽样标准及检验标准5.3.1 电镀端子类检验标准:项次检验项目检验依据检验方式样本数/批不良判定CR MA MI1 外观严重压伤样品目视批量在10卷以下产品全检,10卷以上抽检需在原基础上加抽30%,每卷至少需拉开500 -1000mm 长度◎变形歪斜无变形歪斜目视◎毛边工程图投影仪◎缺损无缺损目视◎缠盘方向包装规范目视◎折预断用尖嘴钳/治具夹住预断点折弯,依工程图要求检验尖嘴钳/治具/投影仪◎PIN针排列无缺PIN/歪PIN 目视◎氧化无氧化目视◎刮伤见铜无刮伤见铜目视◎2 尺寸重点尺寸QIP 投影机/卡尺5PCS ◎3 试组配组配无不良目视10PCS ◎4 性能测试(其它要求依工程图)膜厚测试工程图面送实验室测试5PCS ◎盐雾测试工程图面5PCS ◎沾锡性工程图面5PCS ◎折弯试验无镀层起皮脱落5PCS ◎日期:201003275 环境管制物质测试测试结果符合HLSG3-Q00034要求送实验室测试5PCS ◎6 包装检验包装方式依包装规范要求目视批量在10箱以下产品全检,10箱以上抽检需在原基础上加抽30%◎产品标签依包装规范要求目视◎环保标示依包装规范要求目视◎包装标示料号/数量/日期/合格章等目视◎5.3.2电镀五金类检验标准:项次检验项目检验依据检验方式样本数/批不良判定CR MA MI1 外观破损/氧化无破损/氧化目视ANSI/ASQCStandardII级水准◎杂色/色差无杂色/色差目视◎划伤/变形无划伤/变形目视◎毛边/油污无毛边/油污目视◎过IR起泡无起泡不良目视印字/模痕符合工程图目视◎2 尺寸重点尺寸QIP投影机/卡尺5PCS ◎3 试组配/牙孔组配组配无不良目视5PCS ◎4 性能测试膜厚测试工程图面送实验室测试5PCS ◎盐雾测试工程图面5PCS ◎沾锡性工程图面5PCS ◎折弯试验无镀层起皮脱落5PCS ◎高温试验(镀镍层铁过IR高温260℃,持续10秒,外观无起泡不良/依客户要100PCS ◎日期:20100327壳系列)求5 环境管制物质测试测试结果符合HLSG3-Q00034要求送实验室测试5PCS ◎6 包装检验包装方式依包装规范要求目视批量在10箱以下产品全检,10箱以上抽检需在原基础上加抽30%◎产品标签依包装规范要求目视◎环保标示依包装规范要求目视◎包装标示料号/数量/日期/合格章等目视◎5.3.3 色粉/胶料类检验标准:项次检验项目检验依据检验方式样本数/批不良判定CR MA MI1 外观色差样品比对无色差目视100袋抽 1袋◎杂色无杂色目视◎混料无混料目视◎颗粒颗粒均匀目视◎2 环境管制物质测试测试结果符合HLSG3-Q00034要求送实验室测试10g ◎日期:201003273 包装检验包装方式依包装规范要求目视批量在10袋以产品全检,10袋以上抽检需在原基础上加抽30%◎产品标签依包装规范要求目视◎环保标示依包装规范要求目视◎包装标示料号/数量/日期/合格章等目视◎5.3.4铜材类检验标准:项次检验项目检验依据检验方式样本数/批不良判定CR MA MI1 外观压/刮伤无压/刮伤目视10卷抽1卷,每卷至少需拉开 500-1000 mm长度◎色差样品比对目视毛边无毛边目视杂色黑点无杂色目视◎日 期: 20100327表面光滑样品 目视◎ 2尺寸承认书卡尺/千分尺 (厚度)3卷◎3 硬度值 承认书送实验室测试100mm ◎4性能 测试折弯试验 无表面裂痕现象100mm◎5 环境管制物质测试 测试结果符合HLSG3-Q00034要求送实验室测试 100g ◎6包装检验包装方式 依包装规范要求 目视 全检◎产品标签 依包装规范要求目视◎ 环保标示 依包装规范要求 目视 ◎ 包装标示料号/数量/日期/合格章等目视◎5.3.5铁材/钢材/铝材类检验标准: 项次检验项目检验依据 检验方式样本数 /批不良判定 CR MA MI 1外观刮伤 无刮伤 目视 ANSI/ ASQC Standar dII 级 水准/ 10卷抽◎ 纹理样品对比 目视 ◎ 变形 片料变形不可超过0.2mm 目视/高度尺◎ 氧化/生锈无氧化、生锈目视◎日期:20100327杂色无杂色目视1卷,每卷至少需拉开50 -100cm 长度◎黑点无黑点目视◎2 尺寸承认书卡尺/千分尺/治具(铝板)3卷/5PCS◎3 硬度值承认书送实验室测试100mm/1PCS◎4 性能测试折弯试验无表面裂痕现象送实验室测试100mm◎5 环境管制物质测试测试结果符合HLSG3-Q00034要求送实验室测试100g ◎6 包装检验包装方式依包装规范要求目视全检◎产品标签依包装规范要求目视◎环保标示依包装规范要求目视◎包装标示料号/数量/日期/合格章等目视◎5.3.6包材类检验标准:项次检验项目检验依据检验方式样本数/批不良判定CR MA MI1 外观印字承认书目视ANSI/ASQCStandardII级水准或100卷抽 1卷◎色差无色差目视◎变形无变形目视◎日期:20100327破损无破损目视◎脏污无脏污目视◎2 尺寸承认书卷尺/卡尺5pcs/抽 3卷◎3 试组配无组配不良目视5pcs/1卷抽1M◎4 纸箱抗破强度承认书送实验室测试5PCS/批◎5 环境管制物质测试测试结果符合HLSG3-Q00034要求送实验室测试100g ◎6 包装检验包装方式依包装规范要求目视全检◎产品标签依包装规范要求目视◎环保标示依包装规范要求目视◎包装标示料号/数量/日期/合格章等目视◎5.3.7铝板类半/成品检验标准:项次检验项目检验依据检验方式样本数/批不良判定CR MA MI1 成品外观生锈、氧化样品目视 1.ANSI/ASQC StandardZ1.4-Ⅱ级水准◎压伤样品目视◎日期:20100327缺料样品目视2.抽检样本数需涵盖送检批量最小包装(如卷/包/最小箱)总数的20%. 3.批量在10(箱/卷/包)以下产品全检◎印字样品、工程图目视◎划伤、毛边刮伤W≥0.15mmL≥10mm允许0.01mm公差,毛边不可大于0.15mm目视◎长边变形L=0-0.5mm 厚薄规/大理石◎短边变形W=0-1.5mm 厚薄规/大理石◎卡勾断裂样品、工程图目视◎烤漆外观色差样品目视◎漏白/溢漆产品烤漆面不可有漏白,非烤漆面不可有溢漆目视◎氧化/污点样品目视◎脏污/油污产品表面不可有脏污/油污/手印等现象目视◎2 尺寸重点尺寸工程图投影机/卡尺/治具依客户要求◎3 卡勾实配与客户提供剪刀实配无不良目视5PCS ◎日期:201003274 信赖性实验百格测试用百格刀在喷漆表面10*10CM的方块内分割为1*1mm方格100个,然后贴上长度为10CM之3M600胶纸1分钟,以45度角10CM/秒速度快拉胶纸,不可有喷漆脱落百格刀/3M600胶纸5PCS/每批◎耐酒精测试用沙布沾乙醇后,以1KG力在喷漆处来回擦试50次,不可见底材.(沙布需包裹8层/min于砝码上)乙醇/沙布/砝码5PCS/每批◎耐磨耗性测试用沙布施以1KG力,60次/min来回移动擦试200回无喷漆脱.(沙布需包裹8层/min于砝码上)沙布/砝码5PCS/每批◎5 环境管制物质测试测试结果不符合HLSG3-Q00034要求送实验室测试依客户要求◎6 包装检验包装方式依包装规范要求目视20箱(含)以下:全检20箱以上:抽检 40%◎产品标签依包装规范要求目视◎环保标示依包装规范要求目视◎包装标示料号/数量/日期/合格章等目视◎日期:201003275.3.9补充说明5.3.9.1供应商必须为《合格供应商名单》内列出的厂商,不是判定为“到厂辅导”或“重新评鉴”的供应商、来料产品必须经我司承认。
以上要求有一项不符合,则此批拒收。
来料如为采购临时调料,或有其它原因,导致生产急需,必须有正式联络单通知工程、品控、生产单位,经品控最高主管及事业部经理签核,工程提供临时检验标准供品控进行检验。
生产时工程、品控、生产单位共同随线管控来料品质状况。
5.3.9.2信赖性试验及环保测试,相同的原料,有多家供应商交货的,应分别执行测试。
每次来料必须核对供应商出货报告内容,环境管制物质可参照第三方测试报告。
5.3.9.3外购类素材检验项目同《制程检验规范》中产品进行相关检验.5.3.9.4外购半/成品材料检验项目参照《制程检验规范》。
5.3.9.5为保证生产进度需要,进料可先检验尺寸、外观后入库,信赖性测试可依厂商提供测试报告内容作判定,异常品按《不合格品控制程序》要求进行处理。
5.4进料检验流程如下:5.4.1入库验收:材料到达公司后采购担当和资材担当共同接料并按送货单清点数量,同时通知IQC检验,如数量不符直接退回供应商。
采购担当在点收OK后打印《接收检验单》并送资材担当,资材担当将《接收检验单》与随货同行的出货检验报告及《送货单》送给IQC.5.4.2 IQC在接到《接收/检验单》确认OK后,依5.3项要求进行检验及入库的动作。