1.螺纹规格及退刀槽寸法
螺纹的计算及加工方法

螺纹计算及加工该夹具可调偏心范围e为:0≤e≤r/3½。
式中r为定位的半径。
螺钉内伸长量h的计算:h=(4×r2-3×e2)½+e-r,h的偏差可以通过尺寸链解出。
(end) 梯形外螺纹:小径d3=d-P-2*ac梯形内螺纹:小径D1=D-P式中d——外螺纹的的公称直径;D——内螺纹的公称直径;P——梯形螺纹的螺距;ac——牙间间隙;梯形外螺纹:大径d=D;梯形内螺纹:大径D4=D+2*ac式中字母代号同上注:梯形内螺纹的大径不是公称直径!!代号关系式---------------------------------------内外螺纹大径d、D(公称直径)---------------------------------------螺距p---------------------------------------牙顶间隙ac---------------------------------------基本牙型高度H1 H1 = 0.5p---------------------------------------外螺纹牙高h3 h3 = H1 + ac= 0.5p + ac---------------------------------------内螺纹牙高H4 H4 = H1 + ac= 0.5p + ac---------------------------------------牙顶高z z = 0.25p= H1 / 2---------------------------------------外螺纹中径d2 d2 = d - 2z= d - 0.5p---------------------------------------内螺纹中径D2 D2 = d - 2z= d - 0.5p---------------------------------------外螺纹小径d3 d3 = d - 2h3---------------------------------------内螺纹小径D1 D1 = d - 2H1= d - p---------------------------------------内螺纹大径D4 D4 = d + 2ac---------------------------------------原始三角形高H H = 1.866p---------------------------------------外螺纹牙顶圆角R1 R1max = 0.5ac---------------------------------------牙底圆角R2 R2max = ac---------------------------------------车螺纹的步骤与方法:(低速车削三角形螺纹Vく5米∕分)1、车螺纹前对工件的要求:1)螺纹大径:理论上大径等于公称直径,但根据与螺母的配合它存在有下偏差(—),上偏差为0;因此在加工中,按照螺纹三级精度要求。
DIN 76ISO-公制螺纹的螺纹尾扣,螺纹退刀槽(中文)
企业标准 1983年12月M ANB&WISO-公制螺纹的 螺纹尾扣,螺纹退刀槽依据DIN 13标准企业文本DIN 76第1 部分尺寸单位:mm (毫米)1 使用范围本标准根据DIN 13第1和第12部分的标准规范,明确了ISO-公制螺纹(粗牙螺纹和细牙螺纹)螺栓及类似零件的螺纹尾扣和螺纹退刀槽规格。
它适用于所有按照该标准设计的带螺纹的标准件。
必要时也可以使用其简称。
在此,建议对凡是带ISO-公制螺纹的非标螺栓及类似零件也采用该标准。
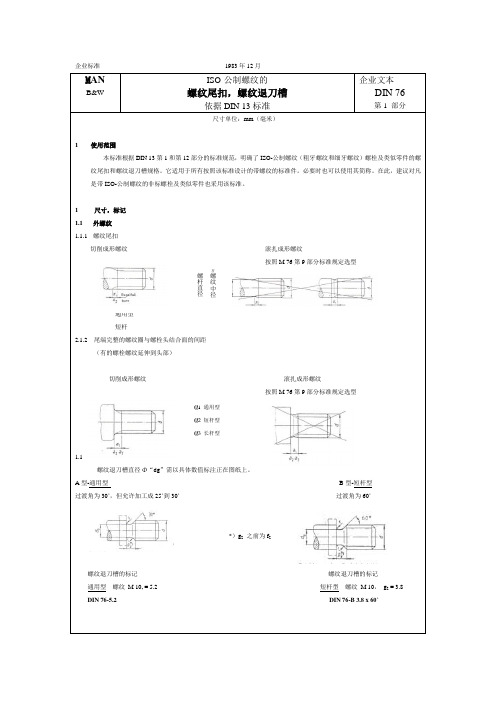
1尺寸,标记1.1 外螺纹 1.1.1 螺纹尾扣切削成形螺纹 滚扎成形螺纹按照M 76第9部分标准规定选型通用型 短杆2.1.2 尾端完整的螺纹圈与螺栓头结合面的间距 (有的螺栓螺纹延伸到头部)切削成形螺纹 滚扎成形螺纹按照M 76第9部分标准规定选型1.1.2 螺纹退刀槽螺纹退刀槽直径Φ“dg ”需以具体数值标注正在图纸上。
A 型-通用型B 型-短杆型 过渡角为30˚,但允许加工成25˚到30˚ 过渡角为60˚螺纹退刀槽的标记 螺纹退刀槽的标记 通用型 螺纹 M 10, = 5.2 短杆型 螺纹 M 10, g 2 = 3.8 DIN 76-5.2 DIN 76-B 3.8 x 60˚≈螺纹中径螺杆直径1 通用型2 短杆型3 长杆型*)g 2 之前为f 2DIN 76第1部分第2页表1:外螺纹1231)如果在相应标准或图纸中没有作其它说明的话,则螺纹尾扣采用x1。
2)只有在因技术原因必须用短螺纹尾扣时才采用x2。
3)如果在相应标准或图纸中没有作其它说明的话,则间距采用1。
4)间距2用于单槽和十字槽螺栓以及因技术原因必须采用小间距使用场合。
5)间距3只用于C级螺栓(之前为g型螺栓)。
6)公差带h12用于公称直径小于3mm的螺纹。
7)如果在相应标准或图纸中没有作其它说明的话,均采用A型退刀槽。
这里与ISO 4755-1983年版不同的是现在用g2 = 3.5 P替代了g2 = 3 P8)只有在因技术原因必须采用窄小退刀槽时才采用B型退刀槽。
螺纹退刀槽标准

螺纹退刀槽标准螺纹退刀槽是机械加工中常见的一种工艺,它在加工过程中起着非常重要的作用。
螺纹退刀槽的标准对于产品的质量和加工效率都有着直接的影响。
因此,我们需要深入了解螺纹退刀槽标准的相关知识,以便在实际生产中能够正确地进行操作。
首先,螺纹退刀槽的标准包括了退刀槽的尺寸、形状和表面质量等方面。
其中,尺寸是指退刀槽的长度、宽度和深度等尺度参数。
在实际加工中,这些尺寸必须符合标准要求,以确保螺纹的加工质量。
形状方面,螺纹退刀槽通常是一个斜面,其角度和斜面形状也是有着严格的要求的。
最后,表面质量是指退刀槽的表面光洁度和平整度,这直接影响着螺纹的密实度和密封性能。
其次,螺纹退刀槽的标准还包括了加工工艺和工艺参数的要求。
在加工过程中,需要选择合适的刀具和切削参数,以确保螺纹退刀槽的加工质量。
此外,还需要注意加工过程中的冷却润滑和切屑清理等工艺环节,以避免加工过程中的质量问题。
最后,螺纹退刀槽标准还包括了产品检验和验收的要求。
在螺纹加工完成后,需要对螺纹退刀槽进行检验,以确保其质量符合标准要求。
只有通过了检验的产品,才能够进行下一步的工艺流程或者出厂销售。
总之,螺纹退刀槽标准是机械加工中非常重要的一部分,它直接关系着产品的质量和加工效率。
因此,我们在实际生产中务必严格按照标准要求进行操作,以确保产品的质量和市场竞争力。
同时,我们也需要不断学习和研究螺纹退刀槽标准的最新发展,以适应市场的需求和技术的变化。
希望大家能够重视螺纹退刀槽标准,不断提高自身的技术水平,为企业的发展贡献自己的力量。
螺纹的标注方法
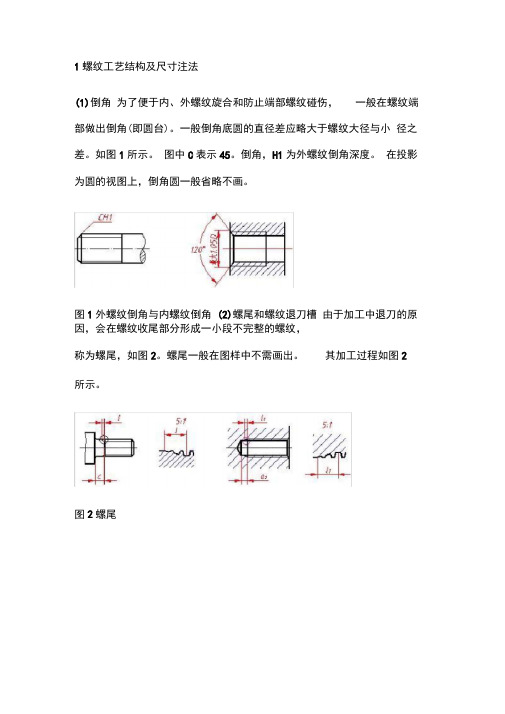
1螺纹工艺结构及尺寸注法(1)倒角为了便于内、外螺纹旋合和防止端部螺纹碰伤,一般在螺纹端部做出倒角(即圆台)。
一般倒角底圆的直径差应略大于螺纹大径与小径之差。
如图1所示。
图中C表示45。
倒角,H1为外螺纹倒角深度。
在投影为圆的视图上,倒角圆一般省略不画。
图1外螺纹倒角与内螺纹倒角(2)螺尾和螺纹退刀槽由于加工中退刀的原因,会在螺纹收尾部分形成一小段不完整的螺纹,称为螺尾,如图2。
螺尾一般在图样中不需画出。
其加工过程如图2所示。
图2螺尾螺尾是不能旋合的,为了消除螺尾,常在工件上预先车出一比螺纹稍深的槽,以便车刀退出,这种槽称为退刀槽,如图3所示图3退刀槽(3)不通螺孔通常不通螺孔可采用攻丝的加工方法制出,如图4所示。
孔底因钻头留下的锥坑,锥顶角简化为120度,且不注尺寸。
如图5所示。
1.按螺纹小径画通孔,其深度 为L3,锥顶简化成120 °。
2.按螺纹大径画螺纹线(圆),其深度为L2,螺孔深度不包括螺尾的长度。
2圆角、倒角工艺结构及尺寸注法对于阶梯状的孔和轴,为了避免转角处产生应力集中,设计和制造零件时,这些地方常以圆角过渡,其尺寸注法如图 5所示,尺寸大小可查有关国家标准。
图5倒圆尺寸标注为了去除零件上因机加工产生的毛刺, 也为了便于零件装配,一般在 零件端部做出倒角,倒角画法和尺寸注法,如图6所示。
画不通螺孔时应注意:阿切 9fd)3退刀槽、砂轮越程槽工艺结构及尺寸注法为了在切削或磨削加工时便于刀具的退出,保证加工质量,并在装配 时容易使两接触零件靠紧等原因,常预先在零件被加工表面的终止处加 工出退刀槽或砂轮越程槽。
(1)退刀槽的形状和尺寸注法,如图7所示。
图7退刀槽尺寸标注 其中:2是槽宽尺寸,①6是槽底轴的直径,1是槽的深度(2)常用的砂轮越程槽结构有多种,如图 8所示图8磨外、内圆的端面砂轮越程槽 4.常见孔的工艺结构及尺寸注法欝注法iw晉通注法说明4WT粹如对钻孔際度无i定要求,可不必标注.F 加工到螺孔梢探即可.■V扌旨同样直径的孔数。
(完整版)螺纹结束、肩宽度、退刀槽、斜切角

完整版)螺纹结束、肩宽度、退刀槽、斜切角螺纹结束、肩宽度、退刀槽和斜切角是机械加工中常见的几个概念和术语。
本文将对这些术语进行详细解释,并介绍它们在机械加工中的应用。
1.螺纹结束螺纹结束是指螺纹加工的末端部分。
在螺纹的最后几圈,为了保证螺纹的质量和精度,通常会使用特殊的加工方式进行处理。
常见的处理方法包括:取消切削刀,逐渐减小进给量和逐渐降低主轴转速等。
螺纹结束的目的是避免螺纹的断裂或质量问题,同时确保螺纹的外观和功能完好。
在实际操作中,螺纹结束的具体方式会因材料、螺纹类型和加工要求而有所差异。
2.肩宽度肩宽度是指在机械加工中,两个平面之间的距离,也可理解为两个平面的垂直间隔。
肩宽度的大小会直接影响到零件的尺寸和安装效果。
在机械加工中,肩宽度常常需要进行精确的控制和测量。
合理的肩宽度设计可以确保零件的功能和稳定性,同时也与装配的精度和工艺要求密切相关。
3.退刀槽退刀槽是指在切削加工过程中,为避免零件表面出现毛刺或提高切削效果而采用的一种刀具退刀方式。
通常是在切削沟槽的末端略微提前让刀具脱离工件表面,以减少切削力和摩擦。
退刀槽的设计和应用可以减少工件切削过程中的瑕疵和问题,提高切削的精度和质量。
退刀槽的适当位置和深度取决于工件的材料和形状,还需要考虑切削的稳定性和刀具的耐磨性等因素。
4.斜切角斜切角是指在机械加工中,刀具切入工件的角度。
斜切角的大小直接影响到切削时的刀力、切削热、切屑的形态等因素。
合理的斜切角设计可以降低切削时材料的变形、提高切削的效率和质量。
对于不同材料和形状的工件,斜切角的选择应根据实际情况,结合经验和加工要求进行合理的确定。
总结起来,螺纹结束、肩宽度、退刀槽和斜切角是机械加工中重要的概念和术语。
它们在加工过程中的合理应用,能够确保零件的质量和精度,并提高加工效率和产品的功能性。
在实际操作中,需要根据具体要求进行适当的调整和控制,以达到最佳的加工效果。
DIN76ISO-公制螺纹的螺纹尾扣,螺纹退刀槽(中文)

企业标准 1983年12月MANB&WISO-公制螺纹的 螺纹尾扣,螺纹退刀槽依据DIN 13标准企业文本DIN 76第1 部分尺寸单位:mm (毫米)1 使用范围本标准根据DIN 13第1和第12部分的标准规范,明确了ISO-公制螺纹(粗牙螺纹和细牙螺纹)螺栓及类似零件的螺纹尾扣和螺纹退刀槽规格。
它适用于所有按照该标准设计的带螺纹的标准件。
必要时也可以使用其简称。
在此,建议对凡是带ISO-公制螺纹的非标螺栓及类似零件也采用该标准。
1尺寸,标记1.1 外螺纹 1.1.1 螺纹尾扣切削成形螺纹 滚扎成形螺纹按照M 76第9部分标准规定选型通用型 短杆2.1.2 尾端完整的螺纹圈与螺栓头结合面的间距 (有的螺栓螺纹延伸到头部)切削成形螺纹 滚扎成形螺纹按照M 76第9部分标准规定选型1.1.2 螺纹退刀槽螺纹退刀槽直径Φ“dg ”需以具体数值标注正在图纸上。
A 型-通用型B 型-短杆型 过渡角为30˚,但允许加工成25˚到30˚ 过渡角为60˚螺纹退刀槽的标记 螺纹退刀槽的标记通用型 螺纹 M 10, = 5.2 短杆型 螺纹 M 10, g 2 = 3.8 DIN 76-5.2 DIN 76-B 3.8 x 60˚≈螺纹中径螺杆直径1 通用型2 短杆型3 长杆型*)g 2 之前为f 2DIN 76第1部分第2页表1:外螺纹123数≈1)如果在相应标准或图纸中没有作其它说明的话,则螺纹尾扣采用x1。
2)只有在因技术原因必须用短螺纹尾扣时才采用x2。
3)如果在相应标准或图纸中没有作其它说明的话,则间距采用1。
4)间距2用于单槽和十字槽螺栓以及因技术原因必须采用小间距使用场合。
5)间距3只用于C级螺栓(之前为g型螺栓)。
6)公差带h12用于公称直径小于3mm的螺纹。
7)如果在相应标准或图纸中没有作其它说明的话,均采用A型退刀槽。
这里与ISO 4755-1983年版不同的是现在用g2 = 3.5 P替代了g2 = 3 P8)只有在因技术原因必须采用窄小退刀槽时才采用B型退刀槽。
DIN76ISO-公制螺纹地螺纹尾扣,螺纹退刀槽(中文)
企业标准 1983年12月MANB&WISO-公制螺纹的 螺纹尾扣,螺纹退刀槽依据DIN 13标准企业文本DIN 76第1 部分尺寸单位:mm (毫米)1 使用范围本标准根据DIN 13第1和第12部分的标准规范,明确了ISO-公制螺纹(粗牙螺纹和细牙螺纹)螺栓及类似零件的螺纹尾扣和螺纹退刀槽规格。
它适用于所有按照该标准设计的带螺纹的标准件。
必要时也可以使用其简称。
在此,建议对凡是带ISO-公制螺纹的非标螺栓及类似零件也采用该标准。
1尺寸,标记1.1 外螺纹 1.1.1 螺纹尾扣切削成形螺纹 滚扎成形螺纹按照M 76第9部分标准规定选型通用型 短杆2.1.2 尾端完整的螺纹圈与螺栓头结合面的间距 (有的螺栓螺纹延伸到头部)切削成形螺纹 滚扎成形螺纹按照M 76第9部分标准规定选型1.1.2 螺纹退刀槽螺纹退刀槽直径Φ“dg ”需以具体数值标注正在图纸上。
A 型-通用型B 型-短杆型 过渡角为30˚,但允许加工成25˚到30˚ 过渡角为60˚螺纹退刀槽的标记 螺纹退刀槽的标记通用型 螺纹 M 10, = 5.2 短杆型 螺纹 M 10, g 2 = 3.8 DIN 76-5.2 DIN 76-B 3.8 x 60˚≈螺纹中径螺杆直径1 通用型2 短杆型3 长杆型*)g 2 之前为f 2DIN 76第1部分第2页表1:外螺纹1231)如果在相应标准或图纸中没有作其它说明的话,则螺纹尾扣采用x1。
2)只有在因技术原因必须用短螺纹尾扣时才采用x2。
3)如果在相应标准或图纸中没有作其它说明的话,则间距采用1。
4)间距2用于单槽和十字槽螺栓以及因技术原因必须采用小间距使用场合。
5)间距3只用于C级螺栓(之前为g型螺栓)。
6)公差带 h12用于公称直径小于3mm的螺纹。
7)如果在相应标准或图纸中没有作其它说明的话,均采用A型退刀槽。
这里与ISO 4755-1983年版不同的是现在用g2 = 3.5 P替代了g2 = 3 P8)只有在因技术原因必须采用窄小退刀槽时才采用B型退刀槽。
DIN 76ISO-公制螺纹的螺纹尾扣,螺纹退刀槽(中文)资料
企业标准1983年12月通用型1.1.2螺纹退刀槽1 通用型2 短杆型3 长杆型DIN 76第1部分第2页表1:外螺纹1233) 如果在相应标准或图纸中没有作其它说明的话,则间距采用 1。
4) 间距 2用于单槽和十字槽螺栓以及因技术原因必须采用小间距使用场合。
5) 间距3只用于C 级螺栓(之前为g 型螺栓)。
DIN 76第1部分第3页2.2 内螺纹(螺纹基孔)ISO 4755 标准里没有关于内螺纹的规定。
2.2.1 螺纹尾扣 2.2.2 螺纹退刀槽 4) e 1通用型e 2 短杆型通用型结构的螺纹长度“b “和盲孔深度”t “需按照 AN 268第2部分从选项表中选定。
e 1和e 2需圆整到整数mmC 型 通用型 过渡角为 ∝ = 30˚,但允许加工成 25˚到30˚D 型 短杆型 过渡角为 ∝ = 60˚,但无法在数控机床上加工其余尺寸参见2.2.1条g 2 之前为f 2退刀槽 “dg ”需在图纸中以数值标注。
M20,g 2 = 13的“通用型“螺纹退刀槽应标记为:DIN 76-13 M20,g 2 = 9.3的“短杆型“螺纹退刀槽应标记为:DIN 76-9.3 x 60˚1) 当螺纹孔需要带退刀槽时,盲孔深度”t ”需根据AN 268第2 部分从选项表中选定。
2) d a 最小 = 1d , d a 最大 = 1.05d3) 对于特殊角度,如90˚或60˚, 须在图纸中注明。
如果此处配装件为带螺纹尾扣的双头螺栓,建议设计为60˚,同样对中心孔也设计为60˚,而对于配装由轻金属材料加工的双头螺栓则应设计为圆柱形埋头孔。
如果使用阶梯钻头可加工成90˚的埋头孔。
b = 有效螺纹长度4)如果必须要加退刀槽的话,只能用在车削加工件上。
对M20以上的的螺纹孔,可在数控机床上加工退刀槽。
5)如果在图纸上没有标注底孔的形状,则允许用M形顶端的钻头加工底孔。
“M形钻头顶端”,可用立体钻头加工(带转位式刀片的钻头)DIN 76第1部分第4页表2:内螺纹细牙螺纹的螺纹尾扣尺寸和螺纹退刀槽尺寸需按导程P选定有关管螺纹的参数见DIN 76第2部分有关梯形螺纹、锯齿形螺纹和半圆形螺纹以及其它粗制螺纹的参数请参见DIN 76第3部分在此建议,对包括UN-螺纹在内的其它螺纹,在计算其尾扣和退刀槽时要使用表1和表2中以螺纹导程为参数的计算公式,如x1= 2.5P企业标准1984年12月通用型2.1.3 螺纹退刀槽≈螺纹你中径螺杆直径1 通用型2 短杆型3 长杆型螺纹退刀槽的标记DIN 76第2部分第2页 表1: 外螺纹1231) 如果在相应标准或图纸中没有作其它说明的话,则螺纹尾扣采用x 1,间距采用1。
(完整版)螺纹终点、肩间距离、退刀凹槽、倒角度
(完整版)螺纹终点、肩间距离、退刀凹槽、倒角度螺纹终点螺纹终点是指螺纹的末端位置。
在螺纹加工中,螺纹终点的确定是非常重要的,因为它直接影响着螺纹连接的牢固程度和紧密度。
螺纹终点通常通过退刀凹槽来标记。
退刀凹槽是在螺纹末端切削过程中形成的凹槽,用于指示螺纹切削结束的位置。
合适的螺纹终点和退刀凹槽能够确保螺纹连接的可靠性和稳定性。
确定螺纹终点的方法有多种,常见的是使用退刀量的原则。
根据具体的工作要求和螺纹标准,可以计算出退刀量,并将其添加到加工终点处,从而得到正确的螺纹终点位置。
肩间距离肩间距离是指螺纹中心与螺纹肩之间的垂直距离。
在螺纹设计和加工中,肩间距离的确定对于确保螺纹连接的精度是至关重要的。
肩间距离的计算需要根据螺纹的参数进行。
根据螺纹的直径、螺距和引导角等参数,可以得到相应的肩间距离。
合适的肩间距离能够确保螺纹连接的稳定性,并减小在螺纹连接过程中产生的应力和变形。
在实际的螺纹加工中,通常会根据螺纹标准和设计要求来选择合适的肩间距离。
同时,还需要考虑到加工工艺和材料特性等因素,以确保螺纹连接的质量和可靠性。
退刀凹槽退刀凹槽是用于标记螺纹切削结束位置的凹槽。
退刀凹槽的形状和大小需要根据具体的螺纹标准和要求进行设计和加工。
退刀凹槽通常位于螺纹终点,并且与螺纹轴线平行。
它的作用是指示刀具在切削时的退刀位置,以便保证螺纹切削的准确性和一致性。
退刀凹槽的加工通常采用机械加工的方法,如铣削或车削。
根据具体的螺纹参数和要求,可以确定合适的退刀凹槽的尺寸和形状,并进行相应的加工。
倒角度倒角度是指螺纹加工中螺纹终点的倒角角度。
倒角是为了减少螺纹终点的锐角,以提高螺纹的强度和耐久性。
倒角度的选择需要考虑到具体的应用要求和螺纹标准。
通常情况下,倒角度会根据螺纹的直径、螺距和引导角等参数进行计算和确定。
在加工中,倒角度通常在螺纹终点处进行,可以使用机械加工方法如铣削或磨削来实现。
合适的倒角度能够减少螺纹终点的应力集中,提高螺纹连接的可靠性和寿命。
【PDF】外螺纹退刀槽加工尺寸
636
M12
126 146
151 177
189 222
168 197
202 237
168 195
201 235
252 297
22 19
155 188 237 209 253 207 250 316
M 5 Y+F≥16.2 M 6 Y+F≥18.5 M 8 Y+F≥23.5 M10 Y+F≥28.5 M12 Y+F≥35.5 M16 Y+F≥45.0 M20 Y+F≥55.0
256 256
307 307
255 255
307 307
384 384
30 30A
30
8 10 12 16 20 36 32
M20 M16
228 228
274 274
343 343
305 305
366 366
304 304
366 366
457 457
仅螺纹长度指定型可指定N。
■台阶型
Type FXBB PFXBB SFXBB
12
13
LXAB
15
PLXAB 16
SLXAB 17
18
螺纹长度
20
指定型
20A
LXNAB 22
PLXNAB 22A
SLXNAB 25
25A
30
30A
Dg6
6 -0.004 -0.012
8 -0.005 10 -0.014 12 13 15 -0.006 16 -0.017 17 18
指定单位1mm
螺纹退刀槽尺寸螺纹退刀槽螺纹退刀槽标准外螺纹退刀槽的画法管螺纹尺寸表螺纹退刀槽画法内螺纹退刀槽螺纹尺寸g12螺纹尺寸g14螺纹尺寸