压力机精度测量方法和标准
国家伺服压机精度标准

国家伺服压机精度标准
国家伺服压机精度标准主要分为三个等级:一级、二级和三级。
其中,一级伺服压力机的精度最高,通常应用于对零件要求极高的制造领域。
伺服压力机的精度很大程度上决定了产品的质量和性能,不同等级的精度标准主要应用于不同的制造领域。
此外,国家标准《万能试验机》(GB/T 2611)也对伺服压力机的精度指标做出了规定,包括压力精度误差不得超过示值的±1%,以及只破断试验时最大力值需要标明等要求。
不同厂家的伺服压力机在精度上可能存在差异,用户在选购时需要注意对比。
在选择伺服压机时,需要根据实际应用场景选择合适的精度等级,以保证制造的产品符合要求。
压力机标准

标准目录一、电气及安全1、GB 5226.1-2008机械电气安全机械电气设备第1部分:通用技术条件2、GB/T 24343-2009 工业机械电气设备绝缘电阻试验规范3、GB/T 24342-2009 工业机械电气设备保护接地电路连续性试验规范4、GB 4584-2007 压力机用光电保护装置技术条件5、GB 5091-1985 压力机的安全装置技术要求6、GB/T 24344-2009 工业机械电气设备耐压试验规范二、液压及气动1、GB 3766 液压系统通用技术条件2、GB 7932 气动系统通用技术条件3、GB/T 7935-2005 液压元件通用技术条件三、开式压力机1、GB/T 23280-2009 开式压力机精度2、3、GB/T 14347-2009 开式压力机型式与基本参数4、JB/T 6580.1-1999 开式压力机技术条件5、JB/T 6580.2-1999开式压力机性能要求与试验方法6、JB/T 3847-1999 开式压力机紧固模具用槽、孔的分布形式与尺寸三、闭式压力机1、GB/T 10924-2009 闭式单、双点压力机精度2、3、JB/T 1647-1999 闭式单、双点压力机型式与基本参数4、JB/T 9964-1999 闭式压力机技术条件5、JB/T 3228-1999 闭式压力机紧固模具用槽、孔的分布形式与尺寸四、高速及多工位1、JB/T 8782-1998 闭式高速精密压力机精度2、JB/T 10168-2000闭式高速精密压力机技术条件3、JB/T 3848-1999 闭式多工位压力机精度4、JB/T 9961-1999 开式多工位压力机精度五、锻压机械1.GB/T 10923-2009 锻压机械精度检验通则2.JB/T 3623-1984 锻压机械噪声测量方法3. GB 26483-2011 机械压力机噪声限值(包括开式和闭式)4.GB/T 17120-1997 锻压机械安全技术条件5.GB 27607-2011 机械压力机安全技术要求6.JB/T 1829-1997 锻压机械通用技术条件7.JB/T 5775-1991 锻压机械灰铸铁件技术条件8.JB/T 8609-1997 锻压机械焊接件技术条件(学习的目的是增长知识,提高能力,相信一分耕耘一分收获,努力就一定可以获得应有的回报)。
压力机精度测量方法和标准
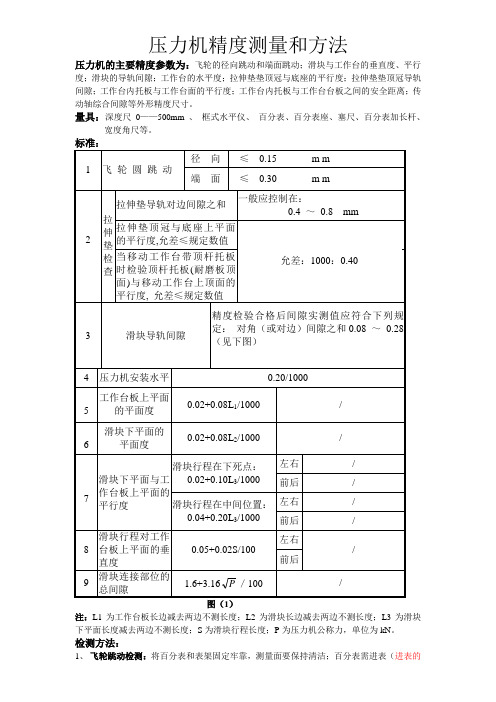
压力机精度测量和方法压力机的主要精度参数为:飞轮的径向跳动和端面跳动;滑块与工作台的垂直度、平行度;滑块的导轨间隙;工作台的水平度;拉伸垫垫顶冠与底座的平行度;拉伸垫垫顶冠导轨间隙;工作台内托板与工作台面的平行度;工作台内托板与工作台台板之间的安全距离;传动轴综合间隙等外形精度尺寸。
量具:深度尺0——500mm 、框式水平仪、百分表、百分表座、塞尺、百分表加长杆、宽度角尺等。
图(1)注:L1为工作台板长边减去两边不测长度;L2为滑块长边减去两边不测长度;L3为滑块下平面长度减去两边不测长度;S为滑块行程长度;P为压力机公称力,单位为kN。
检测方法:1、飞轮跳动检测:将百分表和表架固定牢靠,测量面要保持清洁;百分表需进表(进表的目的是防止有负值出现)转动飞轮一周读出来的数据就是跳动量。
2、 拉伸垫检测:将拉伸垫顶起,气压应在最大拉伸垫最大工作气压。
用塞尺测量间隙。
(塞尺能够进去但要有一定阻力)读出数值标准如上图(1);拉伸垫顶冠与底座上平面的平行度测量, (如图) 用深度尺测量顶冠的六个点位的数据分别算出各点的差值。
3、滑块导轨间隙:滑块导轨测量的点位共有8个。
滑块的上平面4个下平面4个,用塞尺测量间隙。
(塞尺能够进去但要有一定阻力)读出数值。
标准如上图(1) ;滑块下平面与用百分表找滑块的任意一点数值此时标杆锁死,作为基准值。
分别测出其它点的数据。
测量数据时一定要找滑块下端面与工作台上表面两点之间的最小距离。
测量平行度时有滑块的两个角度和三个位置1、180度2、中间角度(270或90;255或55)和最大装模高度、中间装模高度、最下装模高度三个位置;滑块下平面与工作台板上平面的垂直度:将百分表固定在滑块上,宽度角尺放在滑块与工作台之间。
此时滑块的位置要在下死点,百分表要在角尺的最下端调整好位置,将滑块开到上死点百分表要进表(进表的目的是防止有负值出现)将表盘调整到零位。
用微调开动滑块一周读出数据,180度之前的数据是重中之重数据要求数据密度大,180度之后选270度之前的三个数据和0度数据作为检测数据。
混凝土压力机试验标准

混凝土压力机试验标准一、前言混凝土压力机作为混凝土试验中的一种重要设备,其性能的优劣对混凝土试验结果的准确性、可靠性有着至关重要的影响。
因此,为了保证混凝土试验的准确性和可靠性,需要制定一套完整的混凝土压力机试验标准。
二、试验设备及其性能指标1.试验设备混凝土压力机试验设备应当符合GB/T50081-2002《混凝土试验规程》的要求,包括压力机主机、压力传感器、位移传感器、控制系统等。
2.性能指标(1)压力机主机①规格:压力机主机规格应满足试验需求,常见规格有1000kN、2000kN、3000kN、5000kN等。
②精度:压力机主机的负载精度应符合国家标准GB/T2611-2007《试验机通用技术条件》的要求,负载精度等级应为1级。
③刚度:压力机主机的刚度应符合试验要求,刚度应不小于200kN/mm。
(2)压力传感器①量程:压力传感器的量程应符合试验要求,通常量程为1kN、2kN、5kN、10kN、20kN等。
②精度:压力传感器的精度应符合国家标准JJG475-2005《压力传感器检定规程》的要求,精度等级应为0.5级。
③温度补偿:压力传感器应具有温度补偿功能,温度补偿范围应在-10℃~50℃之间。
(3)位移传感器①量程:位移传感器的量程应符合试验要求,通常量程为10mm、25mm、50mm等。
②精度:位移传感器的精度应符合国家标准GB/T14562-2008《位移传感器检定规程》的要求,精度等级应为0.5级。
③温度补偿:位移传感器应具有温度补偿功能,温度补偿范围应在-10℃~50℃之间。
(4)控制系统①控制方式:控制系统应当采用闭环控制方式,控制方式应符合试验要求。
②控制精度:控制系统的控制精度应符合试验要求,常见控制精度要求为±0.5%。
③数据采集:控制系统应当具有数据采集功能,数据采集频率应符合试验要求。
三、试验方法1.试件制备(1)试件尺寸:试件尺寸应符合试验要求,常见试件尺寸有100mm×100mm×100mm、150mm×150mm×150mm、200mm×200mm×200mm等。
四柱压力机国家标准

四柱压力机国家标准四柱压力机是一种常见的金属加工设备,广泛应用于各种行业中。
为了确保四柱压力机的安全性、可靠性和稳定性,国家制定了相应的标准,对四柱压力机的设计、制造、使用和维护提出了具体要求。
本文将对四柱压力机国家标准进行介绍和解读。
首先,四柱压力机的国家标准主要包括以下几个方面,机床的结构和性能、安全保护装置、操作规程、维护和保养、使用单位的责任等。
在机床的结构和性能方面,国家标准规定了四柱压力机的主要技术参数、尺寸和精度要求,以及相关的试验方法和检验规则。
安全保护装置是保证四柱压力机安全运行的关键,国家标准对安全保护装置的种类、性能和使用要求进行了详细的规定。
操作规程包括了四柱压力机的操作流程、操作规范和事故处理等内容,维护和保养则涉及到机床的日常维护、定期保养和故障排除。
最后,国家标准还对使用单位在购买、使用和管理四柱压力机时应承担的责任和义务进行了规定。
其次,四柱压力机国家标准的制定对于保障生产安全、提高设备质量和促进行业发展具有重要意义。
通过严格的技术要求和管理规定,国家标准可以有效地规范四柱压力机的设计、制造和使用,提高设备的安全性和可靠性,减少事故的发生,保护操作人员的安全。
同时,国家标准还可以促进四柱压力机制造企业的技术创新和管理提升,推动行业的健康发展,提高产品的竞争力和市场份额。
最后,作为四柱压力机的生产厂家和使用单位,我们应当严格遵守国家标准的相关规定,加强对四柱压力机的设计、制造、使用和维护的管理,确保设备的安全运行,保障操作人员的生命财产安全。
同时,我们也应当关注国家标准的更新和变化,及时调整和完善自己的生产和管理体系,不断提高企业的技术水平和管理水平,为行业的健康发展做出积极的贡献。
总之,四柱压力机国家标准是保障设备安全、促进行业发展的重要依据,我们应当认真学习和遵守国家标准的相关规定,不断提升自身的技术水平和管理水平,共同推动四柱压力机行业的健康发展。
希望通过本文的介绍和解读,能够对四柱压力机国家标准有一个更加清晰和全面的认识,为我们的生产和管理工作提供一定的参考和指导。
四点单动压力机几何精度调试——导柱测量法

1 问 题 的 提 出 压 力机 两项 主要 几何 精度 ( 块 底 面 与 工 作 台 滑
板 上 平 面 的 平 行 度 及 滑 块 行 程 对 工 作 台 板 上 平 面 的
垂直度 ) 整老 方法 为 : 力 机整 机装 配完 。 滑块 、 调 压 将
量导 套下 端 面 至导柱 下端 面 的距 离 ( 3 。 图 )
() 取 右前 为基 准 点 “ 1选 0”
”
作 者简 介 : 玉 霞 (9 3 ) 女 , 程 师 , 事 大 型 锻 压 设 备 工 艺研 究 李 16一 , 工 从
・ “+ ・+ — 。 ・ ・+ ・ ・+ ・+ ・ ・ ・+ ・ ・+ ・ ・+ ・ ・+ ・ ・+ ・ ・+ ・+ ・ ・ ・ ・ + ・+ ・ ・+ ・ ・+ ・ ”+
导 套 , 套 位 置 移 动 后 , 现 导 柱 与 滑 块 连 接 螺 栓 反 导 出
别 、 衡 器 与 导 柱 导 套 反 别 现 象 , 由 于 各 导 柱 在 导 平 且 套 移 动 后 行 程 变 化 不 一 致 , 成 滑 块 运 行 时 , 导 柱 造 各 之 间 相 互 干 涉 , 次 测 量 的 数 据 也 不 准 确 , 复 打 压 再 反 卸荷 , 据更不 可靠 。 法 调试 非 常 困难 , 期 长 。 数 此 周 为 此 ,我 们 研 究 试 验 用 导 柱 测 量 法 调 整 压 力 机 几 何 精
导 柱 、 衡 器 连 接 好 , 块 盘 平 , 衡 器 通 入 压 缩 空 平 滑 平 气 ,开 微 调 或 寸 动 行 程 至 曲柄 转 角 处 于 9 。 2 0 0和 7 。
压力机标准
标准目录一、电气及安全1、GB 5226.1-2008机械电气安全机械电气设备第1部分:通用技术条件2、GB/T 24343-2009 工业机械电气设备绝缘电阻试验规范3、GB/T 24342-2009 工业机械电气设备保护接地电路连续性试验规范4、GB 4584-2007 压力机用光电保护装置技术条件5、GB 5091-1985 压力机的安全装置技术要求6、GB/T 24344-2009 工业机械电气设备耐压试验规范二、液压及气动1、GB 3766 液压系统通用技术条件2、GB 7932 气动系统通用技术条件3、GB/T 7935-2005 液压元件通用技术条件三、开式压力机1、GB/T 23280-2009 开式压力机精度2、3、GB/T 14347-2009 开式压力机型式与基本参数4、JB/T 6580.1-1999 开式压力机技术条件5、JB/T 6580.2-1999开式压力机性能要求与试验方法6、JB/T 3847-1999 开式压力机紧固模具用槽、孔的分布形式与尺寸三、闭式压力机1、GB/T 10924-2009 闭式单、双点压力机精度2、3、JB/T 1647-1999 闭式单、双点压力机型式与基本参数4、JB/T 9964-1999 闭式压力机技术条件5、JB/T 3228-1999 闭式压力机紧固模具用槽、孔的分布形式与尺寸四、高速及多工位1、JB/T 8782-1998 闭式高速精密压力机精度2、JB/T 10168-2000闭式高速精密压力机技术条件3、JB/T 3848-1999 闭式多工位压力机精度4、JB/T 9961-1999 开式多工位压力机精度五、锻压机械1.GB/T 10923-2009 锻压机械精度检验通则2.JB/T 3623-1984 锻压机械噪声测量方法3. GB 26483-2011 机械压力机噪声限值(包括开式和闭式)4.GB/T 17120-1997 锻压机械安全技术条件5.GB 27607-2011 机械压力机安全技术要求6.JB/T 1829-1997 锻压机械通用技术条件7.JB/T 5775-1991 锻压机械灰铸铁件技术条件8.JB/T 8609-1997 锻压机械焊接件技术条件。
压力机传动装置的精度检测与校准方法

压力机传动装置的精度检测与校准方法一、引言压力机是一种常见的工业设备,广泛应用于金属加工、塑料成型等领域。
而压力机的传动装置是其关键组成部分,对其精度进行准确的检测与校准,对保证压力机的正常运行和产品质量有着重要的意义。
本文将介绍压力机传动装置的精度检测与校准方法。
二、精度检测方法1. 齿轮传动装置的精度检测齿轮传动装置是压力机传动装置常见的形式之一。
其精度主要通过测量齿轮齿数、齿面形状和啮合间隙来判断。
常用的检测仪器有齿轮测量中心和齿轮测量仪。
通过这些仪器,可以测量齿轮的模数、压力角、齿面间隙等参数,进而判断齿轮传动装置的精度是否符合要求。
2. 链传动装置的精度检测链传动装置是常见的压力机传动装置之一。
其精度主要通过链条的自由度、链节长度和链节间隙来判断。
常用的检测方法是使用刻度尺或游标卡尺测量链条的长度和间隙,通过计算链节自由度来判断链传动装置的精度是否合格。
3. 曲轴传动装置的精度检测曲轴传动装置是压力机传动装置的另一种常见形式。
其精度主要通过曲轴的偏心距和轴承座的设计来判断。
常用的检测方法是使用偏心距测量仪器来测量曲轴的偏心距,通过对比设计要求来评估曲轴传动装置的精度是否合格。
三、校准方法1. 齿轮传动装置的校准方法对于齿轮传动装置的校准,常见的方法是调整齿轮的啮合间隙和齿面形状。
可以通过添加或减少啮合垫片来调整齿轮间隙,通过修整齿轮齿面来调整齿面形状。
校准后,可以再次使用齿轮测量仪对齿轮传动装置进行检测,以确认其精度是否符合要求。
2. 链传动装置的校准方法对于链传动装置的校准,常见的方法是调整链条的自由度和链节间隙。
可以通过加长或缩短链条来调整链条的自由度,通过调整链节的安装位置来调整链节间隙。
校准后,可以再次使用刻度尺或游标卡尺进行检测,以确认链传动装置的精度是否满足要求。
3. 曲轴传动装置的校准方法对于曲轴传动装置的校准,常见的方法是调整曲轴的偏心距和轴承座的设计。
可以通过调整曲轴的安装位置,或者更换合适的轴承座来调整曲轴的偏心距。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
压力机精度测量和方法
压力机的主要精度参数为:飞轮的径向跳动和端面跳动;滑块与工作台的垂直度、平行
度;滑块的导轨间隙;工作台的水平度;拉伸垫垫顶冠与底座的平行度;拉伸垫垫顶冠导轨
间隙;工作台内托板与工作台面的平行度;工作台内托板与工作台台板之间的安全距离;传动轴综合间隙等外形精度尺寸。
量具:深度尺0―― 500mm、框式水平仪、百分表、百分表座、塞尺、百分表加长杆、宽度角尺等。
注:L1为工作台板长边减去两边不测长度;L2为滑块长边减去两边不测长度;L3为滑块
下平面长度减去两边不测长度;S为滑块行程长度;P为压力机公称力,单位为kN。
检测方法:
1、飞轮跳动检测:将百分表和表架固定牢靠,测量面要保持清洁;百分表需进表(进表的
目的是防止有负值出现)转动飞轮一周读出来的数据就是跳动量。
2、拉伸垫检测:将拉伸垫顶起,气压应在最大拉伸垫最大工作气压。
用塞尺测量间隙。
(塞
尺能够进去但要有一定阻力)读出数值标准如上图(1);拉伸垫顶冠与底座上平面的平行度测量,(如图)用深度尺测量顶冠的六个点位的数据分别算出各点的差值。
工作台内托板与工作台面的平行度测量方法等同于拉伸垫测量方法
3、滑块导轨间隙:滑块导轨测量的点位共有8个。
滑块的上平面4个下平面4个,用塞尺测量间隙。
(塞尺能够进去但要有一定阻力)读出数值。
标准如上图(1);滑块下平面与
工作台板上平面的平行度:(如图)用百分表找滑块的任意一点数值
此时标杆锁死,作为基准值。
分别测出其它点的数据。
测量数据时一定要找滑块下端面与工作台上表面两点之间的最小距离。
测量平行度时有滑块的两个角度和三个位置1、180度2、中间角度(270或90; 255或55)和最大装模高度、中间装模高度、最下装模高度三个位置;滑块下平面与工作台板上平面的垂直度:将百分表固定在滑块上,宽度角尺放在滑块与工
作台之间。
此时滑块的位置要在下死点,百分表要在角尺的最下端调整好位置,将滑块开到上死点百分表要进表(进表的目的是防止有负值出现)将表盘调整到零位。
用微调开动滑块一周读出数据,180度之前的数据是重中之重数据要求数据密度大,180度之后选270度之
前的三个数据和0度数据作为检测数据。
测量垂直度有左右和前后,有三个位置:最大装模高度、中间装模高度、最下装模高度。
4、滑块连接部位的总间隙:滑块位置应在下死点将平衡器的气压调到与总气源大小相等,关闭平衡器进气阀门。
百分表放在滑块的下方调整百分表为零位。
滑块每个角都要有百
分表。
进行排放平衡器气压得出各个气压点的间隙。
直到最后的平衡器气压为零的最大总间
隙。