5.1作业分析 人机
1.人机操作分析
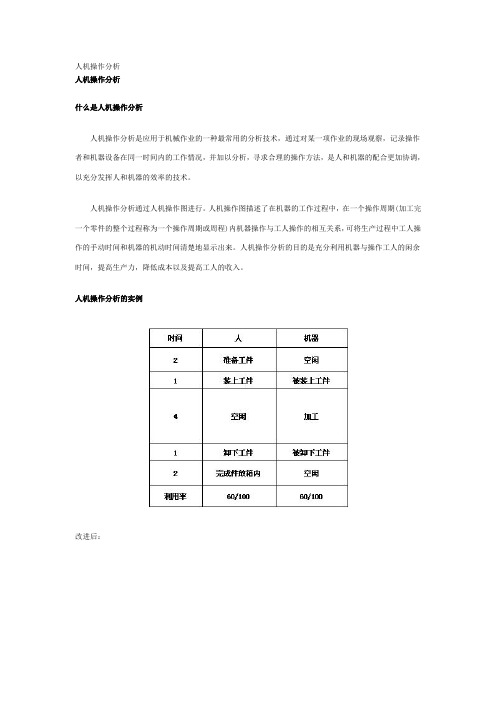
人机操作分析人机操作分析什么是人机操作分析人机操作分析是应用于机械作业的一种最常用的分析技术,通过对某一项作业的现场观察,记录操作者和机器设备在同一时间内的工作情况,并加以分析,寻求合理的操作方法,是人和机器的配合更加协调,以充分发挥人和机器的效率的技术。
人机操作分析通过人机操作图进行。
人机操作图描述了在机器的工作过程中,在一个操作周期(加工完一个零件的整个过程称为一个操作周期或周程)内机器操作与工人操作的相互关系,可将生产过程中工人操作的手动时间和机器的机动时间清楚地显示出来。
人机操作分析的目的是充分利用机器与操作工人的闲余时间,提高生产力,降低成本以及提高工人的收入。
人机操作分析的实例改进后:人机操作分析:人机操作图什么是人机操作图人机操作分析通过人机操作图进行。
人机操作图描述了在机器的工作过程中,在一个操作周期(加工完一个零件的整个过程称为一个操作周期或周程)内机器操作与工人操作的相互关系,可将生产过程中工人操作的手动时间和机器的机动时间清楚地显示出来。
人机操作图能够协助进行工作改善,通过对作业中的各单元,包括准备单元的逐一分析,能够为制定新的方法,提高人和机器的利用率找到有效的途径。
人机操作图的构成人机操作图有多种画法。
一般来说,人机操作图由以下部分构成:1、以适当的线段长短代表时间比例。
2、在纸上采用适当的间隔分开人与机,作出垂线。
最左方为工人操作时的动作单元及垂线,在此垂线上按所取的时间比例,由上向下记录工人每一动作单元所需时间。
当工人操作时用实线(或其他方式)表示,空闲用虚线(或其他方式)表示,机器的表示方法也同样。
3、待人与机器的操作时间均已记录之后,在此图的下端将工人与机器的操作时间、空闲时间及每周期人工时数予以统计,供分析时参考。
例:用电动钻床在铸钢件上钻一个孔时,工人拿起铸件、放上钻模,夹紧,放低钻头,准备进刀,用时间0.5min,然后钻床开始在铸件上钻孔,用时间2.5min,等钻床钻好孔后,工人抬起钻头,取出铸件放在一边,清除钻模的铁屑,用时间0.75min。
人机作业分析

Check 说明
人机作业分析
日期 部门 工序名称 产品型号 机型 作业员名 调查员名
序号
作业员
作业 单 作业时间 元
工作时间
空闲时间 周期时间 利用率
时间
2 4 6 8 10
人(s) 机(s) 人(s) 机(s)
人 机
作业时间
机器 作业单元
序号
序号
作业员
作业 单 作业时间 元
时间
作业时间
机器 作业单元
人机操作分析是在机器的工作过程中,调查、了解在操作周期内 机器操作与工人操作的相互关系,以便于充分利用机器与工人的 能量及平衡操作。其目的在于了解工人或机器的闲余能量,设法 利用以提高工效。根据工作性质的不同,闲余能量可以分为以下 两种:(1)机器的闲余能量。在机器加工的过程中,装、卸工件的工 作是为了保证机器加工得以实现的辅助操作,对工件本身的变化 不直接起作用。因此应尽量减少这部分工作所占的时间。此外就 是因机器工作能力的不平衡而发生的空闲,可从平整生产线来解 决。 (2)工人的闲余能量。主要考虑在机器自动加工时而产生的 人工空闲,应注意把两个不同作业交叉进行。
人机作业分析的主要过程:
(1)观察和记录操作者与机器设备在一个作业周 期(周程)内各自的操作步骤和操作内容。
(2)用作业测定法确定这些操作活动的时间,按 照操作者和机器设备操作活动的时间配合关系, 在作业分析图表中清晰地表示出来;
(3)运用工作简化和合并交叉的原则,研究改进 操作的各种可能性,提出切实可行的改进方案。
是应用于机械作业的一种最常用的分析技术通过对某一项作业的现场观察记录操作者和机器设备在同一时间内的工作情况并加以分析寻求合理的操作方法是人和机器的配合更加协调以充分发挥人和机器的效率的技术
作业分析-人机

5.1 5.2 5.3 5.4 作业分析概述 人—机作业分析 联合作业分析 双手作业分析(略)
第一节
作业分析概述
一、作业分析(操作分析)
作业分析:对某道工序中人、机、物的研究,目的是 工作轻松、布置合理、缩短工时。 与程序分析的区别:
分析对象 分析内容 分析基本单元 分析的目的 分析的范围 分析的时间
方 法: 改良方法 机器号码: B3 日 机器 时间 布轮右边 当柱螺栓通过布 轮右边的进料管 即被抛光 期: .
30
30
30
时间单位1=1/1000min 统 工人 空闲时间 工作时间 周 程 利用率 0 30 布轮左边 0 30 计 机 器 布轮右边 0 30
30 / 30 100%
30
30 / 30 100%
去毛刺并检查尺寸(1#)0.5 0.2 空闲 0.3 卸车床1# 空闲 0.3 周程 工作时间 空闲时间 2.6 0.2 2.8 统 人 车床1# 2.8 2 0.8 计 车床2# 2.8 2 0.8
比,工作周程(均为 2.8mi 0.5 车削 空闲 0.5 如果此时工人的空闲时间不足 0.5 n)并未改变,但第二次改 0.3 (<1.3min ), 进方法完成了两件,即单件 空闲 0.8 怎样改进?可以增加其他工作。 0.5 加工时间仅为 1.4min,总产 # 车削 此例说明: 去毛刺并检查尺寸(2 ) 0.5 量增加了50%。 2
改善无止境!
车削
1.5
利用率 2.6/2.8=95% 2/2.8=71% 2/2.8=71%
图5-6 车削时的人机作业图(第二次改进方法)
主要用途:
1.找出影响人机作业效率的因素。 2.确定操作者(单人)能同时操作的机器台数。 3.寻求操作者的安全性和舒适性。
第五章 作业分析
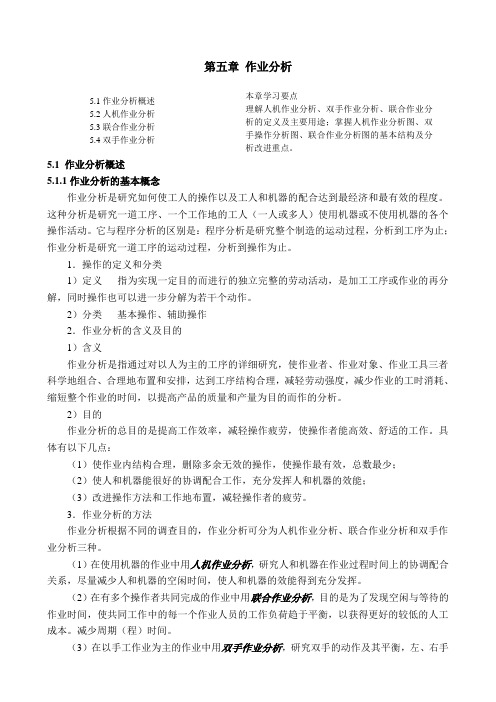
第五章 作业分析5.1 作业分析概述 5.1.1作业分析的基本概念作业分析是研究如何使工人的操作以及工人和机器的配合达到最经济和最有效的程度。
这种分析是研究一道工序、一个工作地的工人(一人或多人)使用机器或不使用机器的各个操作活动。
它与程序分析的区别是:程序分析是研究整个制造的运动过程,分析到工序为止;作业分析是研究一道工序的运动过程,分析到操作为止。
1.操作的定义和分类1)定义 指为实现一定目的而进行的独立完整的劳动活动,是加工工序或作业的再分解,同时操作也可以进一步分解为若干个动作。
2)分类 基本操作、辅助操作 2.作业分析的含义及目的 1)含义作业分析是指通过对以人为主的工序的详细研究,使作业者、作业对象、作业工具三者科学地组合、合理地布置和安排,达到工序结构合理,减轻劳动强度,减少作业的工时消耗、缩短整个作业的时间,以提高产品的质量和产量为目的而作的分析。
2)目的作业分析的总目的是提高工作效率,减轻操作疲劳,使操作者能高效、舒适的工作。
具体有以下几点:(1)使作业内结构合理,删除多余无效的操作,使操作最有效,总数最少; (2)使人和机器能很好的协调配合工作,充分发挥人和机器的效能; (3)改进操作方法和工作地布置,减轻操作者的疲劳。
3.作业分析的方法作业分析根据不同的调查目的,作业分析可分为人机作业分析、联合作业分析和双手作业分析三种。
(1)在使用机器的作业中用人机作业分析,研究人和机器在作业过程时间上的协调配合关系,尽量减少人和机器的空闲时间,使人和机器的效能得到充分发挥。
(2)在有多个操作者共同完成的作业中用联合作业分析,目的是为了发现空闲与等待的作业时间,使共同工作中的每一个作业人员的工作负荷趋于平衡,以获得更好的较低的人工成本。
减少周期(程)时间。
(3)在以手工作业为主的作业中用双手作业分析,研究双手的动作及其平衡,左、右手5.1作业分析概述 5.2人机作业分析 5.3联合作业分析 5.4双手作业分析本章学习要点 理解人机作业分析、双手作业分析、联合作业分析的定义及主要用途;掌握人机作业分析图、双手操作分析图、联合作业分析图的基本结构及分析改进重点。
《人机工程学》第5章人的作业能力与疲劳

PPT文档演模板
《人机工程学》第5章人的作业能力 与疲劳
3. 活动代谢 活动代谢亦称劳动代谢、 作业代谢或工作代谢。 它是人在从事特定活动过程中所进行的能量代谢。 体 力劳动是使能量代谢量亢进的最主要的原因。 因为在 实际活动中所测得的能量代谢率(用AR表示), 不仅包 括活动代谢率, 也包括基础代谢率与安静代谢率, 所 以活动代谢率(用MR表示)应为
三种产能过程可概括于图5 - 1中, 其一般特性列 于表5 - 1。
PPT文档演模板
《人机工程学》第5章人的作业能力 与疲劳
PPT文档演模板
•图5 - 1 肌肉活动时能量的来源示意图
《人机工程学》第5章人的作业能力 与疲劳
• 表5 - 1 三种产能过程的一般特性
PPT文档演模板
《人机工程学》第5章人的作业能力 与疲劳
在肝、 肾内部又合成为糖原。 在食物营养充足地合理
条件下, 经过休息, 可以较快的合成为糖原。
PPT文档演模板
《人机工程学》第5章人的作业能力 与疲劳
虽然糖酸解时1g分子葡萄糖只能合成2g分子ATP, 但糖酵解的速度比氧化磷酸化的速度快32倍, 所以是 高速提供能量的重要途径。 乳酸系列需耗用大量葡萄 糖才能合成少量的ATP, 在体内糖原含量有限的条件 下, 这种产能方式不经济。 此外, 目前还认为乳酸是 一种致疲劳性物质, 所以乳酸系列提供能量的过程不 可能持续较长时间。
PPT文档演模板
《人机工程学》第5章人的作业能力 与疲劳
3. 乳酸系列
在大强度劳动时, 能量需求速度较快, 相应ATP 的分解也必须加快, 但受到供氧能力的限制。 此时,
则靠无氧糖酵解产生乳酸的方式提供能量, 故称为乳
酸系列:
人机作业分析
人机作业分析特征:
(1)一般用于分析1人操作1台机器或1人操作多台 机器的情况。
(2)人机作业分析借助于人机作业图进行分析。
人机作业分析的主要用途
(1)发现影响人-机作业效率的原因。人-机作业时,若人 与机器的相互关系不协调,人-机分析图能一目了然, 发现产生无效时间的原因。
(2)判断操作者能够同时操作机器的台数,即确定1名操 作者可能操作几台机器,充分发挥闲余能力的作用。
人机作业分析检查与改善表:
项目
内容
1.是否有替代作业可达 到同样目的 2.作业
省略 减轻 合并
3.移动 省略 减轻 组合
1.明确作业目的; 2.其它替代手段;
1.明确有无不必要的东西; 2.变形顺序; 3.使用不同的设备; 4.改变配置(布置); 5.产品设计变更; 6.作业员培训;
1.去除某些作业; 2.改变保管场地; 3.改变配置; 4.改变设备; 5.改变作业程序; 6.设置皮带;
1.材料自动供料; 2.加工的自动化; 3.加工完成后自动卸料; 4.加工完成及产品不良或材料不良时 的自动处理; 5.改善操作者与机械的时间关系;
Check 说明
人机作业分析检查与改善表:
项目
内容
7.机械作业时间的缩短 8.提高械的运转率
1.改良工程; 2.送良提速及高速运转;
1.增加人均数; 2.新型号设备的使用; 3.机械自动运转时间内的作业准备;
序号
12 14 16 18 20
22 24 26 28
30 32 34 36 38 40 42
Check 说明
人机作业分析检查与改善表:
项目
内容
4.检查 省略 减轻 组合
5.等待可否省略
1.2人机作业图实例分析

依作业程序由上而下记录。如用
或
表示人或机器进行工
作,用
表示人或机器空闲,图形的长短由工作或空闲的时间而定,
并在旁边注明每一操作单元的内容
• 只绘出一个操作周程
3. 统计部分:统计内容包括操作周程,人、机在一周程内的工作时间和空 闲时间,以及人和机器时间的利用率
1.2人机作业图
作业名称:车削零件
开始动作:装夹零件
LM N1
L W
•N1:一个工人操作机器的最低数 •L:装卸工件时间 •M:机器加工时间 •W:工人由一台机器走到另一台机器所需时间 •L+W:为工人操作机器所需时间 •L+M:为一台机器的作业周期
1.2闲余能量分析
作业名称:车削零件
开始动作:装夹零件
人
装夹工件
0.5
编号:
图号: 日期:
结束动作:
车削
0.5
空闲
0.8
车削
1.5
空闲时间 0.2min 0.8min
利用率 92.86% 71.73%
1.2人机作业图实例分析
针对某具体工序的改进
人 装夹工件
空闲 86.4
卸下工件 10
统 计
人
周程 106.4s
机
106.4s
机 空闲 10
车削 86.4
空闲 10
工作时间 20s
空闲时间 86.4s
利用率 18.80﹪
86.4s
20s
81.20﹪
1.2人机作业图实例分析
为了提高人机的操作时间的利用率,我们设计了一人操作三台机床,作业 图如下:
人
装车床1#10s 卸车床2#10s 装车床2#10s
卸车床3#10s 装车床3#10s 空闲46.4s 卸车床1#10s
《人机作业分析》课件

案例二:办公室工作流程改进
要点一
总结词
要点二
详细描述
运用人机作业分析方法,改进办公室工作流程,提高工作 效率。
在办公室工作流程改进案例中,人机作业分析被用于研究 办公室工作流程中存在的问题和改进空间。通过观察和记 录办公室员工的工作内容和时间,发现工作流程中的瓶颈 和低效环节。针对这些问题,提出改进措施,如优化工作 流程、调整工作分工和提高沟通效率等,从而提高整个办 公室的工作效率。
《人机作业分析》ppt课件
目 录
• 人机作业分析概述 • 人机作业分析的步骤 • 人机作业分析的应用 • 人机作业分析的案例分析
01
人机作业分析概述
人机作业分析的定义
总结词
人机作业分析是对人机系统中人的作业活动和机器设备的运行进行观察、分析和优化的一种方法。
详细描述
人机作业分析是对人机系统中的作业活动进行系统化、量化的研究,通过观察和分析人的作业动作、 操作程序以及机器设备的运行状态,发现存在的问题,提出改进意见,以提高作业效率、降低劳动强 度、优化人机配合,最终实现人机系统的整体效能提升。
人机作业分析的流程和方法
• 总结词:人机作业分析的流程包括观察、记录、分析、优化四个步骤, 常用的方法有流程图、作业台账、动作分析等。
• 详细描述:人机作业分析的流程一般包括观察、记录、分析、优化四个步骤。在观察阶段,需要全面了解作业环境和作 业过程;在记录阶段,需要详细记录人的作业动作和机器设备的运行状态;在分析阶段,需要运用相关工具和方法对记 录进行分析,找出存在的问题和瓶颈;在优化阶段,需要提出针对性的改进措施并进行实施。常用的方法有流程图、作 业台账、动作分析等。通过这些方法的应用,可以全面了解和分析人机作业过程,提出有效的优化方案,提高人机系统 的整体效能。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
5.1 5.2 5.3 5.4 作业分析概述 人—机作业分析 联合作业分析 双手作业分析(略)
第一节
作业分析概述
一、作业分析(操作分析)
作业分析:对某道工序中人、机、物的研究,目的是 工作轻松、布置合理、缩短工时。 与程序分析的区别: 分析对象 分析内容 分析基本单元 分析的目的 分析的范围 分析的时间 程序分析 零部件(物) 工艺流程 工序 工序的流畅 一条线 之前 作业分析 人、机、物 人机的协调 操作 工时的节省 一个点(面) 程序分析之后
具体请看……
三、人—机作业分析图的应用
工作部门 产品名称 作业名称 机器名称 操作者 制表者 现行方法 表号 B239铸件 精铣第二面 速度v 年龄 人
p
应用1.考察人机作业中协调性? 例5-1(p95)在立铣床上精铣铸件平面的人-机操作记录图
统计项目 周程时间/min 工作时间/min 空闲时间/min 现行的 改进的 节省效果 2.0 1.2 0.8 60% 2.0 0.8 1.2 40% 1.36 1.12 0.24 0.64 0.08 0.56
空闲
空闲 1.5 0.3 2 0.3
卸下工件 统
计
周程 空闲时间 利用率 工作时 注意:判断一个操作者能否多操作一台设备 1.3 46% 2.8 1.3 1.5 人 2.8 的前提条件是: 2 71% 2.8 2 0.8 工人的空闲时间>一台设备的循环时间。 机 2.8
3.进一步改进
作业名称: 车削零件 研 究 者: . 人 装车床1# 卸车床2 # 装车床2# . . 为改进方法,与图 5-6相 车床2# 车床1# 编号: 日期:
改善无止境!
车削
1.5
利用率 2.6/2.8=95% 2/2.8=71% 2/2.8=71%
图5-6 B3 日 机器 时间 布轮右边 当柱螺栓通过布 轮右边的进料管 即被抛光 期: .
30
30
30
时间单位1=1/1000min 统 工人 空闲时间 工作时间 周 程 利用率 0 30 布轮左边 0 30 计 机 器 布轮右边 0 30
30 / 30 100%
30
30 / 30 100%
30
30 / 30 100%
30
图5-4 打光螺栓的人机作业图(改造后)
4.实施:
•改进前每小时只生产: •改进后每小时生产:
60 1132 件/h 53 / 1000
60 2 4000 件/ h 30 / 1000
•工作效率提高:
4000 1132 2.5倍 1132
效果: 减少了空闲时间,提高工效。 工人工作时安全、轻松。
机
改进后的人机作业图如图 空闲 0.5 5-6。
车削
的。
解:
1.绘制人机作业图(图55), 2.用“5W1H”提问技术 和“ECRS”原则进行分 析
卸下工件 去毛刺并检查尺寸 周程 3.3 3.3
2 0.3
人的空闲时间 2 多,利用率仅 空闲 为39%
0.5 空闲时间 2 1.3 利用率 1 . 3 / 3 . 3 39 % 2 / 3 . 3 61 %
解:
1. 首先绘出原方法的人机作业图(图5-2)
图 打光螺栓的人 机作业图 (原方法)
作业名称: 打光柱螺栓 机器名称: 布 轮 操 作 者: . 研 究 者: . 人
方 法: 现行方法 机器号码: B3 问题:右边布轮没用;左 日 机器 时间 期:
边布轮利用率也仅 14/53=2 . 6%。
布轮右边
0.5 统 计 工作时 1.3 2
人 机
图5-5
改进后的车削人机作业 进一步的改善:
作业名称: 车削零件 开始动作: 装夹零件 人 编号:
装夹工件 去毛刺并检查尺寸
0.5 0.5
一台机床时工人操作的时间为 问:是否增加了设备和工 图号: 日期: . 1.3min,而目前工人有1.5min 具? 的空闲时间, 结束动作: 卸下零件 研究者: . 没有!只是重新编排了机器 1.5(空闲) > 1.3(工作) 与手工操作的时间。 机 可以增加一台机床。 问:那否进一步改善? 空闲 0.5 答:可以。 通过重排,周程由3.3分钟缩 短为2.8 分钟(人由2分钟空 车削 闲时间变为1.5分钟空闲时 间),提高了人机工效。
操作者 移开铣成件以压缩空气 清洗之 量面板深度
问题:铣床的利用 进给量f 铣削深度a 时间利用率/% 83% 改进:重新安排工作后,不 23% 0.64 。 周程时间/min 1.36 率仅为 40% 需增加设备和工具,在 2min 分析:工人的对夹具的操作必须 技术等级 文化程度 0.8 机 工作时间/min 空闲时间/min 0.56 内就节省了工时 0.64 0.64min, 在机床停止时进行,但用压缩空 改进后的 审定者 时间利用率/% 59% 19% 提高工效 32%。 气清洁零件及检验工件的深度等 记录图 改进方法 时间 是否也要机床停止? (min) 机器 机器 操作者
二、人机分析的主要工具
作业分析图: 反映人机工作时间关系的图表。 构成: 1.表头——具体内容视情况而定(建议用excel) 2.图表——画法:
①时间:用适当的“线段”表示(min/cm) ②人机分开记录(一般左右分开)。 空闲用: ③工作状态表示: 工作用:
3.统计——人、机的工作及空闲的时间。
问:能否进行改进? 编号: 答:可以, 图号: 日期: . 机床车削时间为 2分钟, 结束动作: 卸下零件 研究者: . 去毛刺并检查用0.5分钟 时间
(min) 0.2 0.4 0.6 0.8 1.0 1.2 1.4 1.6 1.8 2.0 2.2 2.4 2.6 2.8 3.0
0.5(人)<2(机)
问:为什么布轮右边 时间 布轮左边 操作者 完全没有被利用? 答:因为操作者用双 握紧柱螺栓并把 16 空闲 一端对着布轮 手握着螺栓进行打 磨,只需用一边。
碰着布轮旋转柱 问:为什么布轮左边有那 螺栓 么多空闲时间? 答:因为工人要进行三次 调整柱螺栓另一 端对着布轮 操作:握紧螺栓一端对着 布轮、调换螺栓的另一端 碰着布轮旋转柱 再对着布轮、处理打光的 螺栓 螺栓。此三次动作时,机 处理打光过的柱 器空闲着。 螺栓 7 打光柱螺栓
应用3.判断操作者同时操作机器的台数 例5-2(p96)某工人操作车床车削工件作业程序及时间值为:
作业名称: 车削零件 装夹工件:0.5min, 开始动作: 装夹零件 车削:2.0min, 人 卸下零件:0.3min, 装夹零件 去毛刺并检查尺寸: 0.5 0.5min, 该车床自动加工。试绘制问:为什么去毛刺、 检查尺寸要在机器停 出此作业的人机作业图,止时做? 空闲 并对其进行改进。 答:过去一直是这样
机的空闲时间多!
16
7 空闲 53
18
空闲
7 5
打光柱螺栓 空闲 代表空闲 统 工人 0 53 53
7 5 时间单位1=1/1000min 计 机 布轮左边 39 14 53 器 布轮右边 53 0 53 0
代表工作
问:有无改进的方法? 答:若采用夹具自动进 料,则省去用人手握(一 种夹具)螺栓,可节省对 空闲时间 调螺栓时间和人力,同时 工作时间 将右边的布轮利用。
0.2 0.4 移开铣成件 用压缩空气吹净夹具装毛坯 原因:当工人操作 开动铣削 0.6 时,机床停止工作 0.8 锉去毛刺,吹净 (机床自动切削时, 在铣床台上用样板量深度 1.0 工人则无事做) 成品入箱,取毛坯至台面 1.2 1.4 1.6 1.8 2.0
锉锐边,压缩空气清洗之 放入箱内,取新铸件 压缩空气清洗机器 将铸件夹上夹头开机床 进刀
去毛刺并检查尺寸(1#)0.5 0.2 空闲 0.3 卸车床1# 空闲 0.3 周程 工作时间 空闲时间 2.6 0.2 2.8 统 人 车床1# 2.8 2 0.8 计 车床2# 2.8 2 0.8
比,工作周程(均为 2.8mi 0.5 车削 空闲 0.5 如果此时工人的空闲时间不足 0.5 n)并未改变,但第二次改 0.3 (<1.3min ), 进方法完成了两件,即单件 空闲 0.8 怎样改进?可以增加其他工作。 0.5 加工时间仅为 1.4min,总产 # 车削 此例说明: 去毛刺并检查尺寸(2 ) 0.5 量增加了50%。 2
二、分类
人机作业分析
(一人)
作业分析
联合作业分析
(多人)
双手作业分析
(左手和右手)
第二节 人—机作业分析
一、人机作业的概念 人机作业分析:
分析人(单人)和机的协调性,目的是寻求工时 的最短。
主要用途:
1.找出影响人机作业效率的因素。 2.确定操作者(单人)能同时操作的机器台数。 3.寻求操作者的安全性和舒适性。
本题的关键:
合理排序
应用2.发现影响人机效率的重要原因 例. 打光发动机螺栓
打光用于飞机发动机上的螺栓。 原方法是:操 作者从工作台上的贮藏箱中拿起一个螺栓,用手握 住螺栓的一端靠近布轮(布轮旋转着),用手旋转 去掉毛刺,然后再换螺栓的另一头去掉毛刺。打光 后的螺栓被扔到放在桌上右边贮藏盒内,试绘制人 机作业图并进行改进。
周 程 利用率
53 / 53 100%
14 / 53 26%
2.分析和改进
3.建立新方法
方法改进:安装一个如下图5-3所示的简单夹具。 改进后的人机作业图如下图5-4。
本题的关键:
1.储藏合、2.导管、3.螺栓、4.操作者、 5.电机、6.布轮、7.供给合
手段的改进
作业名称: 打光柱螺栓 机器名称: 布 轮 操 作 者: . 研 究 者: . 工人 操作者 双手各拣起一个 柱螺栓,插入进 料管并放手 时间 布轮左边 当柱螺栓通过布 轮左边的进料管 即被抛光