带提手的桶盖注塑模具设计
模具毕业设计25带提手的桶盖注塑模具设计
毕业设计(论文)说明书题目名称:带提手的桶盖注塑模设计院系名称:机电学院班级:机自学号:学生姓名:指导教师:5月摘要模具制造技术迅速发展,已成为现代制造技术的重要组成部分。
如模具的CAD/CAM技术,模具的激光快速成型技术,模具的精密成形技术,模具的超精密加工技术。
本设计介绍了该注塑模具的设计与制造方法。
该注射模采用了一模一腔的结构,其中的设计内容有塑件的工艺性分析、塑件的体积和质量计算及注射机参数的确定;结构设计:分型面选择、型腔数确定、型腔的排列方式、浇口设计、侧向分型抽芯机构设计、推出及复位机构方式确定;型芯、型腔尺寸计算;模具加热和冷却系统计算;模具闭合高度确定;注射机有关参数的校核;如此设计出的结构可确保模具工作运用可靠。
最后对模具结构与注射机的匹配进行了校核。
并用autoCAD绘制了一套模具装配图和零件图。
关键词:塑料注射模具侧向抽芯AbstractThe die making technology rapidly expand, has become the modern technique of manufacture the important component. For example, mold's CAD/CAM technolo gy, mold's laser fast formation technology, mold's precise form technology, mold's ultra precision sizing technology.This design introduced the injected mold's design and the manufacture method. This injection mold has used 1 mold 1 cavity structures. which is designed as part of the craft-oriented establishment : Plastic Parts of the Process Analysis, Plastic Parts of the size and quality of calculation and the injection parameters set; Structural design : Surface choice cavity determination, Cavity the arrangement, gate design, lateral type pulling mechanism design, launch and reattached body identified; Core, Cavity size calculation; Die heating and cooling system computation; Mold closing high set; Injection machine parameters in the verification; The design of such a structure can be used to ensure reliable die. Finally, the injection mold structure and the matching machine was calibrated. Using a set of auto mapping mold parts and assembly plans.Key word: Plastic injection mold side core目录1 引言 (1)2 注塑件的分析 (2)2.1注塑件零件图 (2)2.2 HDPE塑料概述 (2)2.3 HDPE收缩率的确定 (3)2.4 塑件的尺寸精度及表面质量 (4)2.5塑结构分析 (5)3 注塑成型参数确定 (6)3.1 注塑成型的工艺参数 (6)3.2 注塑机的选择 (7)3.3 模具在注塑机上的安装尺寸校核 (8)4 分型面的确定及行腔数目的定 (10)4.1 分型面的确定 (10)4.1.1分型面的选择原则 (10)4.1.2分型面的形式 (11)4.1.3分型面的设计 (11)4.2行腔数目的确定 (11)4.2.1初步确定行腔数目 (11)4.2.2根据最大注塑量确定行腔数目 (12)5 浇注系统的设计 (13)5.1交流道设计 (13)5.2分流道的设计 (14)5.3浇口设计 (14)5.4冷料穴的设计 (15)6 模具材料的选择及模架的确定 (16)6.1模具材料的选择 (16)6.2模架的确定 (17)6.2.1模架的确定 (17)6.2.2模架的选用 (18)7 确定主要零件结构设计 (19)7.1成型零件工作尺寸计算 (19)7.1.1成型零件尺寸计算的基本内容 (20)7.1.2行腔、型芯工作尺寸计算 (20)7.2斜导柱抽芯机构设计 (21)7.2.1斜导柱的设计 (21)7.2.2滑块的组合形式 (22)7.2.3各项尺寸计算与校核 (22)7.3脱模机构设计 (22)7.4导向机构的设计 (23)7.4.1导柱的设计 (24)7.4.2导套的设计 (24)7.5顶出机构的设计 (24)8 冷却系统的设计 (24)8.1 温度调节对塑件的影响 (24)8.2 对温度调节系统要求 (25)8.3 冷却系统的设计 (25)9 模具排气槽的设计 (26)10 proe参数化设计 (26)11 绪论 (28)12 参考文献 (29)13 致谢 (30)14 附录 (32)附录一塑料制品的公差数值表 (31)附录二常用液压机的技术参数 (32)附录三部分国产常用注射机的主要技术参数 (33)1 引言20世纪80年代开始,发达工业国家的模具工业已从机床工业中分离出来,并发展成为独立的工业部门,其产值已超过机床工业的产值。
桶盖注塑模具课程设计
Hefei University课程设计C O U R S E P R O J E C T题目:桶盖注塑模模具课程设计系别:机械工程系专业: 08材料成型及控制工程(1)班学制:四年姓名:学号:导师:2011年 9 月 17 日目录一.塑件成型工艺性分析 (3)二.拟定模具的结构形式 (4)1.分型面位置的确定 (4)2.确定型腔数量和排列方式 (4)3注塑机型号的确定 (4)(4)注射机有关参数的校核 (5)三.浇注系统的设计 (6)3.1 主流道设计 (6)四、浇口的设计 (7)(2)校核浇口的剪切速率 (7)五、成型零件的结构设计和计算 (7)5.1.成型零件的机构设计 (7)5.2.成型零件钢材选用 (7)5.3.成型零件工作尺寸的计算 (8)5.4. 成型零件尺寸及动模垫板厚度的计算 (9)(1)凹模侧壁厚度的计算 (9)(2)动模垫板的厚度计算 (9)(3)动模垫板厚度与模架的两个垫块有跨度关系 (9)(3)模架的确定和标准件的选用 (10)六.脱模推出机构设计 (11)6.0.脱模力的计算 (11)6.1模架的确定 (13)6.2排气槽的设计 (13)6.3冷却系统的设计 (13)6.4导向和定位结构的设计 (15)6.5模具装配图 (15) (16)七、课程设计总结 (16)八、参考文献 (17)一. 塑件成型工艺性分析本模具注塑件是塑料桶盖,基本尺寸如图。
1.塑件的分析(1)外形尺寸:壁厚4mm,结构对称,适合注射成型。
(2)精度等级:MT5,查表确定每个尺寸的公差。
(3)脱模斜度:PP 为无定型塑料,流动性好,选择该塑件上型芯和凹模的统一脱模斜度为45分。
(4)圆角过渡:半径1.5mm. 2.PP 的性能分析(1)使用性能:密度小,强度高耐热性均优于聚乙烯,可在100°C 左右使用,具有优良的耐腐蚀性高频绝缘性,不受湿度影响,(2)但低温时变脆,不耐磨,易老化。
(3)成型性能:1.结晶料,吸湿性小,易发生熔体破裂,长期与热金属接触易分解。
水桶注塑模具设计毕业设计
分类号密级xxxxx学院毕业设计(论文)水桶塑件注射模设计所在学院专业班级姓名学号指导老师2014年12月01日摘要通过对水桶塑件的设计分析,设计出该塑件的模具。
在整个模具设计过程中,涉及到了塑件的结构设计、注塑机和模架的选择及注塑机的一些重要工艺参数的校核,并详细叙述了模具设计中的分型面设计、浇注系统设计、成型零件设计、脱模机构设计和冷却系统设计,最后还对成型零件制订加工工艺方案。
在模具设计过程中,采用了UG、AutoCAD等著名的设计分析软件,采用这些软件进行设计分析,优化了设计的参数和缩短了设计时间,大大提高了设计效率。
关键词:水桶,模具设计,UG,工艺分析目录摘要 (II)目录 (III)第1章前言 (5)1.1塑料模具行业及产品发展现状 (5)1.2 课题意义 (6)第2章塑件设计分析 (7)2.1 塑件模型建立 (7)2.1.1 模型3D图 (7)2.1.2 塑件2D图技术条件 (7)2.2 塑件参数设计 (8)2.2.1 材料选择 (8)2.2.2 塑件收缩率 (8)2.2.3 塑件的壁厚 (8)2.2.4 塑件的拔模斜度 (9)2.2.5 分型面设计 (9)2.2.6 确定型腔数目以及排列方式 (10)第3章注塑设备选择 (12)3.1注塑设备初选 (12)3.1.1 有关塑件的计算 (12)3.1.2 注射机型号的确定 (12)3.2 注塑机重要参数校核 (13)3.2.1 注塑容量校核 (13)3.2.2 注塑压力校核 (14)3.2.3 塑件在分型面上的投影面积与锁模力校核 (14)3.2.4 开模行程校核 (14)第4章浇注系统设计 (16)4.1 主流道设计 (16)4.1.1 浇口套设计 (16)4.1.2 浇口套的固定形式 (16)4.2 排溢系统的设计 (18)第5章成型零件设计及加工工艺方案制订 (19)5.1 成型零件设计 (19)5.1.1 凹模的设计 (19)5.1.2 凸模的设计 (19)5.2 成型零件主要工作尺寸计算 (19)5.3 加工工艺方案制订 (21)第6章导向及脱模机构设计 (22)6.1 导向机构 (22)6.2 脱模机构 (22)6.2.1 推出零件的设计 (22)6.2.2 推出机构的布局 (22)第7章冷却系统设计 (24)7.1 冷却系统的作用 (24)7.2 冷却系统的设计 (24)7.3 冷却水道的结构设计 (24)8 模具的工艺分析 (26)第9章模具总装图 (1)9.1 模架选择 (1)9.2 导向定位机构方案的确定 (1)9.3导向机构的总体设计 (2)9.4导柱设计 (2)9.5导套设计 (3)总结与展望 (5)参考文献 (6)致谢 (7)第2章塑件设计分析第1章前言1.1塑料模具行业及产品发展现状模具工业是国民经济的基础工业,受到政府和企业界的高度重视,发达国家有“模具工业是进入富裕社会的源动力”之说,可见其受重视之程度,当今“模具就是经济效益”的观念已被越来越多的人所接受,因而包括我国在内的众多国家都将其单列出来作为一个大的行业。
注塑模具不规则桶状模具技术图解
注塑模具不规则桶状模具技术图解桶装注塑模具在模具制造行业应该是常见的,但能把桶状模具做好的厂家还是为数不多,大家可能觉得我开篇的第一句话就在跟我们庞大的注塑模具精英企业宣战,笔者并不是在否认某些精密模具制造企业的实力。
但精密与经验确实概念不同,自然并不能相提并论了,也或者说制造精密模具的注塑模具制造厂就一定哪些模具都能做,当然也不是不能做,只是无论你踏足哪一个行业产品,都得走一些弯路,前期比较吃力,这是在所难免的。
废话不多说,小编今天跟大家实例分析下不规则桶装注塑模具制造过程中的一些常见问题,和一些粗浅的建议方案。
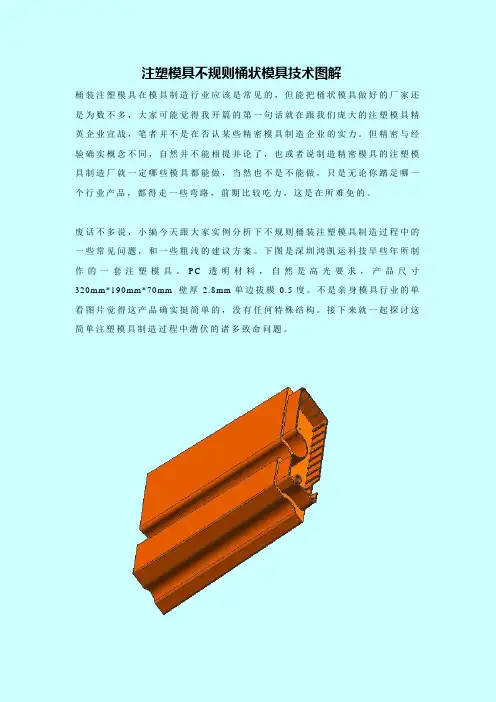
下图是深圳鸿凯运科技早些年所制作的一套注塑模具。
PC透明材料,自然是高光要求,产品尺寸320mm*190mm*70mm 壁厚2.8mm单边拔模0.5度。
不是亲身模具行业的单看图片觉得这产品确实挺简单的,没有任何特殊结构。
接下来就一起探讨这简单注塑模具制造过程中潜伏的诸多致命问题。
注塑模具分为四个系统:浇注系统,型腔系统,冷却系统,顶出系统师出不同,理念不同,设计制造方案自然不同,只能说条条大道通北京。
但四大系统缺一不可,每一个都至关重要。
1、浇注系统:我们生活中有很多类似的产品,比如我们用的盆桶杯子等等。
但基本上都是规则的圆桶状。
我们在注塑模具浇注设计时选择从产品中心点单点进胶,注塑加工过程中匀速包下来。
上图产品则不然,中心单点进胶势必造成四边走胶不均匀,结果型芯冲歪或者胶位壁厚偏差大。
在不规则条件下,我们无法得知平衡进胶点,建议注塑模具开模前先做模流分析。
以减少后续不必要的N次更改和人力成本浪费。
2、型腔系统:自然是根据客户的提供的产品图档,审核,分析其结构的合理性和模具加工中的结构成本,提供合理的改善建议。
在满足客户产品其性能装配等条件的前提下,尽可能的将模具简单化。
即能减小模具的加工难度也可以提高制造效率,减少后续模具的修改概率。
缩短客户产品开发周期。
3、冷却系统:PC料通常都用作高光产品,要达到高光的效果,注塑加工中习惯使用模温机提升模具温度。
桶盖模具设计N
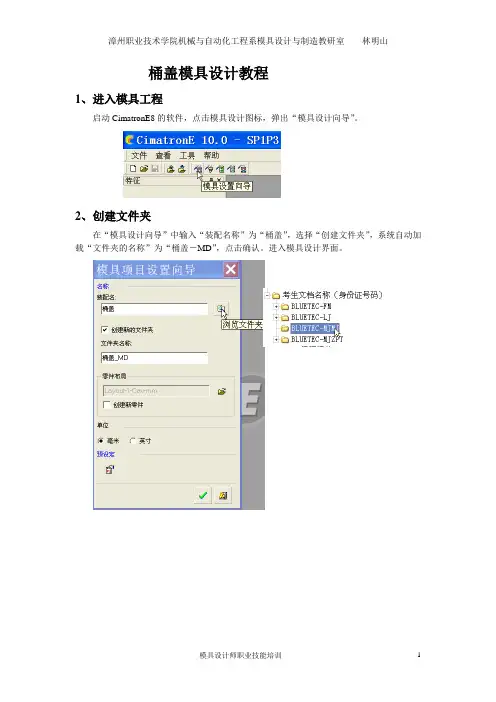
桶盖模具设计教程1、进入模具工程启动CimatronE8的软件,点击模具设计图标,弹出“模具设计向导”。
2、创建文件夹在“模具设计向导”中输入“装配名称”为“桶盖”,选择“创建文件夹”,系统自动加载“文件夹的名称”为“桶盖-MD”,点击确认。
进入模具设计界面。
3、加载工件1)点击模具设计向导(快速模具设计向导)中的“加载工件”,弹出“加载工件”的对话框。
选择“文档名称”的打开图标,弹出“CimatronE的浏览器”,选择要加载的文档。
之后弹回“加载工件”的对话框,并在“设置工作零件”的“文档名称”中加载“桶盖-WORK”,选择“应用收缩于工作模型”,设置“收缩比例”为“1.005”(根据塑料类型的收缩率)。
2)命令行提示“选择放置工件的布局坐标系”,选择当前的坐标系。
3)加载结果4)在“特征向导”中点击确认。
5)特征树的变化,在特征树中的“桶盖-MD 零件中”的文字变为加粗显示。
4、激活零件选择模型零件名,右击鼠标弹出下拉菜单,选择“激活部件”或直接双击模型零件名(有时需要选择模型后再点击激活)。
激活后可以看到零件名的显示为加粗。
5.快速断开1)点击模具设计向导中的“分模”,选择“快速断开”。
“快速断开”:就是定义分模方向并且定义垂直面,按照设定的方向断开实体,该实体可以是开放的,也可以是封闭的,并且允许将特定的属性附属到其曲面上。
“快速断开”断开后,沿着物体断开的边沿能生成分模曲线,而且在以后操作中能使该曲线生成分模面。
2)选择两个方向注:“一个方向”:表示模型只沿着一个方向断开零件,只生成一个分模特征;“两个方向”:表示模型沿着正反两个方向断开零件,生成两个分模特征;“新方向”:允许设计者定义新的方向,断开剩余的未被分配的零件曲面;“分模属性”:允许设计者根据需要将所选择的曲面手动添加到指定的断开的特征上。
3)滑动滑条手工选择垂直面,鼠标在要附属面的底部点击中键,把垂直面附属到底部(在本例中也可以在分模方向设置时,直接设置“垂直面-在底部”)(注:垂直面一般选择“增加到底部”容易分模,在本例中的分模面是在上端面)4)再次滑动滑条,观察附属后的情况6.创建分模线及分模面1)分模线预览,选择“模具设计向导”中的“分模”,选择“分模线预览”,在分模面上显示蓝色轮廓线为外分模线。
带提手的桶盖注塑模具设计开题报告 (111)
毕业设计开题报告题目名称:带提手的桶盖注塑模具设计1 本课题所涉及的内容及其研究的综述1.1 模具工业在国民经济中的地位模具是制造业的重要基础工艺装备,工业产品大批量生产和新产品开发都离不开模具,用模具生产制件所达到的(四高二低)高精度,高复杂程度,高一致性,高生产率和低耗能、低耗材,使模具工业在制造业中的地位越来越重要。
模具品种繁多,共有10大类,包括冲压、塑料、橡胶、铸造、锻压等,用于制造业中几乎所有产品的生产,可见模具的服务范围已包括国民经济的许多方面,现在模具技术已成为衡量一个国家产品制造水平的重要标志之一,没有高水平的模具就没有高水平的产品已成为共识。
以下从四个方面来说明模具工业在国民经济中的地位:第一,模具工业是高新技术产业的一个组成部分。
例如:属于高新技术领域的集成电路的设计与制造,不能没有做引线框架的精密级进冲模和精密的集成电路塑封模;计算机的机壳、接插件和许多元器件的制造,也必须有精密塑料模具和精密冲压模具;数字化电子产品(包括通讯产品)的发展,没有精密模具也不行。
不仅电子产品如此,在航天航空领域也离不开精密模具。
例如:形状误差小于0.1~0.3µ的空空导弹红外线接收器的非球面反射镜,就必须用高精度的塑料模具成形。
因此可以说,许多高精度模具本身就是高新技术产业的一部分。
有些生产高精度模具的企业,已经被命名为“高新技术企业”。
第二,模具工业又是高新技术产业化的重要领域。
用信息技术带动和提升模具工业的制造技术水平,是推动模具工业技术进步的关键环节。
CAD/CAE/CAM 技术在模具工业中的应用,快速原型制造技术的应用,使模具的设计制造技术发生了重大变革。
模具的开发和制造水平的提高,还有赖于采用数控精密高效加工设备。
逆向工程、并行工程、敏捷制造、虚拟技术等先进制造技术在模具工业中的应用,也要与电子信息等高新技术嫁接,实现高新技术产业化。
第三,模具工业是装备工业的一个组成部分。
带凸台塑料盖注塑模具设计
带凸台塑料盖注塑模具设计
注塑模具设计是指将塑料制品的设计图纸转化为具体的模具结构及尺
寸的过程。
在设计带凸台塑料盖注塑模具时,需要考虑到模具的结构、尺寸、材料选择、生产工艺等诸多因素。
下面将从这几个方面详细介绍带凸
台塑料盖注塑模具设计的要点。
首先,模具的结构设计是注塑模具设计中一个非常重要的环节。
带凸
台塑料盖的注塑模具主要包括模具底板、模具芯、模具腔、模具加热系统
等组成部分。
在设计模具结构时,需要考虑到模具的组装与分解方便、零
部件易更换、加工精度高等要求。
其次,模具的尺寸设计需要根据产品的设计要求和注塑设备的规格来
确定。
带凸台塑料盖注塑模具的尺寸设计应考虑到产品的外形尺寸、壁厚、孔径、凹凸台尺寸等要求,以保证模具制造和生产过程中的准确度与稳定性。
然后,材料选择是模具设计中的另一个重要方面。
带凸台塑料盖注塑
模具的材料选择应考虑到模具在工作过程中的耐磨性、耐腐蚀性和刚性等
要求。
常见的模具材料有优质冷作模具钢、热作模具钢等。
根据具体情况
选择合适的模具材料,可以提高模具寿命和生产效率。
最后,生产工艺是带凸台塑料盖注塑模具设计中必须要考虑的一个因素。
根据具体的注塑工艺要求,需要确定模具的浇口位置、冷却系统、顶
针系统等。
通过合理设计生产工艺,可以提高产品成形质量和生产效率。
总结起来,带凸台塑料盖注塑模具设计需要综合考虑模具结构、尺寸、材料选择和生产工艺等多个方面的因素。
合理的设计能够提高模具的性能
和生产效率,为塑料制品的生产提供良好的技术支持。
塑料桶的模具设计
哈尔滨理工大学荣成学院课程设计说明书题目:塑料桶注塑模具设计专业年级:模具10-3班****:**学号:指导教师:张伟鲁德才哈尔滨理工大学荣成学院完成时间:2012 年8 月31 日哈尔滨理工大学荣成学院课程设计任务书目录第1章塑件成型工艺分析 .........................................................................................................1.1 设计任务..............................................................................................................................1.2 塑件的工艺性分析............................................................................................................1.2.1 塑件的原材料分析 .....................................................................................................1.2.2 塑件的尺寸精度分析.................................................................................................1.2.3 塑件结构工艺性分析.................................................................................................1.3 成型设备的选择 ................................................................................................................ 第2章注射模具结构设计 .........................................................................................................2.1 模具总体方案的确定 .......................................................................................................2.2 浇注系统设计.....................................................................................................................2.3 成型零部件的设计与计算 ..............................................................................................2.4 模架的选择 .........................................................................................................................2.5 导向及推出机构的设计...................................................................................................2.6 侧向分型与抽芯机构的设计..........................................................................................2.7 温度调节系统的设计 ....................................................................................................... 第3章模具的总装与校核 .........................................................................................................3.1 模具的总装 .........................................................................................................................3.2 模具的校核 ......................................................................................................................... 参考文献.........................................................................................................................................第1章塑件成型工艺分析1.1设计任务1 课程设计目的(1)培养学生对具体设计任务的理解和分析能力;(2)培养学生编制塑料成型工艺规程的能力;(3)培养学生设计塑料模具的能力;2 课程设计要求(1)查阅有关资料,了解模具技术的发展方向,做好设计准备工作,充分发挥自己的主观能动性和创造性;(2)树立正确的设计思想,综合考虑模具经济性、实用性、可靠性等要求,严肃认真地进行模具设计;(3)要求相关的工艺计算准确,编制的塑料成型工艺规,图样及标注符合国家标准,课程设计任务程合理;3 设计零件如图1-1所示。
模具专业毕业设计论文范文毕业论文参考选题表
毕业论文参考选题表1. 把接头冲二孔模设计(字数:11700.页数:24 168)2. 风扇罩注射成型工艺分析与模具设计(字数:17361.页数:44 168)3. 钩形件斜楔式二次冲弯模设计(字数:15749.页数:34 168)4. 后接头落料模设计(字数:11233.页数:25 168)5. 机床手柄注塑模具设计(字数:22826.页数:46 168)6. 接触片冲压模设计(字数:9861.页数:33 168)7. 空气室上体注射成型工艺分析与模具设计(字数:19110.页数:40 168)8. 立叉切头冲孔模具的设计(字数:8546.页数:28 168)9. 模具电火花加工成形机床纵向进给机构设计(字数:14016.页数:31 168)10. 摩托车尾灯罩成型工艺及模具设计(字数:20117.页数:38 168)11. 汽车横梁后悬架推力杆冲压工艺及模具设计(字数:12459.页数:34 168)12. 汽车轮胎螺栓冷镦模设计(字数:17944.页数:43 168)13. 汽车制动蹄结构件工艺规程设计及模具设计(字数:15296.页数:30 168)14. 下管衬管落料冲孔模设计(字数:12026.页数:28 168)15. 旋钮塑料模具设计(字数:11801.页数:30 168)16. 圆盖塑料模具设计(字数:8159.页数:34 168)17. 螺母盒零件冲压工艺与冲模设计(字数:13477.页数:29 128)18. 座椅支架冲压工艺分析及模具设计(字数:14393.页数:32 148)19. 汽车锁座零件冲压工艺分析及模具设计(字数:11570.页数:35 148)20. 汽车前灯罩的冲压模具设计(字数:12795.页数:35 148)21. 摩托车后轮轮毂模具设计(字数:18671.页数:39 148)22. 鼠标上盖注塑模具设计(字数:19572.页数:49 148)23. CADCAM技术在摩托车护片锻模设计中的应用(字数:19898.页数:48 148)24. 塑料肥皂盒注塑模的CADCAM(字数:13614.页数:40 148)25. 鼠标上盖注塑模的CADCAM(字数:21791.页数:77 148)26. 轴架冲压工艺及模具的设计(字数:13456.页数:36 148)27. 黄铜焊片冲孔落料级进模设计(字数:11612.页数:29 168)28. 吸尘器面板盖注射模的制造工艺设计及CAM模拟(字数:14825.页数:62 98)29. 集成外六角扳手及压铸模具设计(字数:10897.页数:32 118)30. 手机上盖注塑模具设计与仿真加工(字数:25861.页数:62 148)31. 某轴盖零件复合模设计(字数:13002.页数:44 148)32. 托板冲压模具设计(字数:10777.页数:26 148)33. 吊耳加强板零件的冲压工艺与冲模设计(字数:11101.页数:31 148)34. 电饭煲传感器外壳冲压工艺与模具设计(字数:14521.页数:34 148)35. 某型锥形盖冲压工艺及其模具设计(字数:10097.页数:27 148)36. 某型锥口罩冲压工艺及其模具设计(字数:5880.页数:27 118)37. 油箱注油口冲压工艺及模具设计(字数:10161.页数:29 90)38. 中页板零件冲压工艺及模具设计(字数:10628.页数:31 148)39. Φ39转子端盖冲压工艺及冲孔、落料跳步模设计(字数:7983.页数:24 148)40. 打火机金属外壳的冷冲压模具设计(字数:16567.页数:32 148)41. 游标卡尺盒注塑模具设计(字数:17023.页数:39 168)42. 摩托车闸把座的冷冲压模具设计(字数:10107.页数:30 128)43. 带提手的桶盖注塑模具设计(字数:16328.页数:38 168)44. J23-25开式压力机的设计(字数:9984.页数:30 128)45. PA齿轮注塑模CAD(字数:17453.页数:48 128)46. 带有自动送料机构的小型压力机模具设计(字数:15061.页数:35 128)47. 分散剂及烧结工艺对溶胶-凝胶法制备纳米Al2O3的影响(字数:16265.页数:30 128)48. 立杆正挤压受力计算与工艺分析(字数:12088.页数:36 128)49. 汽车底盘支架冲孔模设计(字数:12385.页数:36 128)50. 手机壳体的塑料模具设计与数控编程(字数:19756.页数:39 148)51. 削铅笔机壳体塑料模具设计及成型工艺(字数:13561.页数:32 128)52. 小型立式注塑机设计(字数:14703.页数:44 128)53. 铸件铸造工艺设计和模拟软件Anycasting分析(字数:13220.页数:44 128)54. 冰箱抽屉注塑模设计(字数:22629.页数:48 148)55. 封盖塑料模具设计(字数:14039.页数:41 128)56. 手提包锁及注塑模具设计(字数:11945.页数:33 128)57. 综合制图教模的注射模具设计(字数:17949.页数:37 128)58. 基于CAE的注射成型研究和模具设计(字数:31160.页数:80 98)59. 瓶盖注射模的设计及其虚拟拆装(字数:18895.页数:50 98)60. 家用电风扇三维造型设计及快速成型制作(字数:12278.页数:53 98)61. 微型间歇分度器设计——造型与运动仿真(字数:11785.页数:43 98)62. 往复移动机构等模拟仿真(字数:10706.页数:40 98)63. 吸尘器面板盖注射模设计(字数:19672.页数:59 98)64. 气辅注射成型模具设计和CAE分析(字数:31313.页数:85 98)65. 拉深孔复杂车门拉深成型的数值模拟(字数:22300.页数:44 98)66. 往复间歇机构的模拟仿真(字数:15884.页数:54 98)67. 新型智能线控电感缓速装置研究(字数:18669.页数:50 98)68. 金刚石刀具制造新工艺研究(字数:19785.页数:41 98)69. 运用电子束对橡胶的摩擦特性进行改造(字数:9463.页数:31 98)70. 摩托车覆盖件的逆向造型(字数:26315.页数:67 98)71. 充电器外壳注塑成型CAE及优化研究(字数:16124.页数:60 98)72. 垫块振动整理器—振动送料机构设计(字数:18264.页数:43 98)73. 开关盒盖的模具设计及数控加工(字数:21971.页数:41 98)74. 挂钩注塑模具设计及数控编程(字数:22308.页数:41 98)75. 纸巾盒的UG造型和注射模具设计(字数:20819.页数:38 98)76. NE200料斗侧板冲孔下料组合模具设计(字数:12914页数:27 98)77. NE400料斗侧板冲孔下料组合模具设计(字数:13752.页数:30 98)78. 药盒注塑模设计(字数:10845.页数:35 98)79. 汽车防尘罩拉深模设计(字数:9267.页数:31 98)80. 手机外壳四型腔注塑模具设计(字数:12095.页数:30 98)81. 手机面壳塑料模具设计及成型工艺分析(字数:18562.页数:38 98)82. 手机壳体的注塑模具设计及数控编程(字数:19756.页数:39 98)83. 药盒注塑模具设计(字数:16837.页数:39 98)84. 小台灯底座注塑模具设计(字数:18040.页数:35 98)85. 手机外壳二型腔注塑模具设计(字数:9452.页数:36 98)86. 车灯的逆向造型及其模具设计(字数:17570.页数:43 98)87. 电话机壳体注塑模具设计和数控加工(字数:21374.页数:53 98)88. 相机壳体的注塑模具设计及数控编程(字数:27487.页数:49 98)89. 塑料管道热熔焊机系统开发(字数:12506.页数:35 98)90. 压形、弯爪复合模设计(字数:21973.页数:41 98)91. 相机后盖注塑模具设计及数控编程(字数:26597.页数:46 98)92. 电话机面板三维造型及注塑模具设计(字数:19114.页数:42 98)93. 剃须刀模具设计(字数:22223.页数:44 98)94. 按钮零件注塑模具设计及成型工艺分析(字数:22156.页数:51 98)95. 松凌电器联接座三维造型与注塑模设计(字数:12619.页数:30 98)96. “画法几何教具-笔筒”的合金压铸模设计(字数:13766.页数:31 98)97. 电脑风扇的塑料模具设计与数控加工编程(字数:16112.页数:37 98)98. 工程制图教学模型的注塑模具设计(字数:14562.页数:35 98)99. 吸尘器盖注塑模具设计与数控编程(字数:20456.页数:45 98)100. 基于UG5.0的开关盒壳件注塑模具设计(字数:15383.页数:35 98)101. 音箱面板注塑模具设计及数控编程(字数:19855.页数:36 98)102. 材料疲劳断裂综合参数函数关系的建立与计算编程(字数:12532.页数:32 98) 103. 仪表盖UG三维造型设计及注塑模具的设计(字数:14717.页数:31 98)104. MWCNTsHDPE复合体系的机械性能和热性能研究(字数:16876.页数:35 98) 105. 电池后盖塑料模具设计(字数:11866.页数:37 98)106. 连接支架三维造型及注塑模具设计(字数:14259.页数:38 98)107. 5W—LED恒压驱动电源外壳结构设计(字数:34201.页数:74 98)108. 洗衣机机盖注射模设计(字数:25613.页数:51 98)109. 汽车防尘罩冲孔模设计(字数:12842.页数:34 98)110. 金属材料疲劳强度和寿命估算与程序的编制(字数:14355.页数:36 98)111. LCD盒UG三维造型及注塑模具设计(字数:23074.页数:39 98)112. 鞋底的三维实体造型及其成型工艺与模具设计(字数:14202.页数:29 98)113. 手机上盖3D激光扫描测试、造型设计及注塑模具设计(字数:20017.页数:48 98) 114. 匀速连续转动机构的模拟仿真(字数:12367.页数:34 98)115. 压力机自动送料及冲压模设计(字数:8149.页数:25 98)116. 基于3D的复眼固定座冲压模设计(字数:13700.页数:41 98)117. 橡胶密封件模具设计(字数:24408.页数:47 98)118. 扣盒盖塑料模具设计与数控加工编程(字数:20245.页数:43 98)119. 钢管表面涂层工艺研究(字数:15293.页数:26 98)120. MgO-CeO2-Y2O3改性ZrO2-Al2O3复相陶瓷性能研究(字数:11466.页数:26 98) 121. 电机定子倒装复合冲裁模具的设计(字数:17529.页数:35 98)122. 片式多层陶瓷电容器的设计与制备(字数:9073.页数:28 98)123. 家用水瓢注射模的设计(字数:10897.页数:28 98)124. 一种汽车零件及模具设计(字数:16140.页数:30 98)125. 小型开式冲压机及冲模设计(字数:11643.页数:23 98)126. 雾化器盖模具设计及注塑工艺(字数:12162.页数:32 98)127. 气压瓶盖注塑模具设计(字数:15755.页数:33 98)128. 饮水机接水盒UG三维造型及注塑模具设计(字数:18868.页数:36 98)129. 电器配件注塑模具设计与结构分析(字数:23839.页数:40 98)130. 电池盖注塑模具设计及成型工艺分析(字数:14543.页数:39 98)131. S9-250010型变压器的简单设计(字数:20283.页数:49 98)132. 打印机外罩结构及模具设计(字数:21695.页数:40 98)133. 吸尘器盒UG三维造型及注塑模具设计(字数:17659.页数:32 98)134. SCD630槽板侧板成型模具设计(字数:10572.页数:32 128)135. 充电器盖板的注塑模设计(字数:21887.页数:64 148)136. 喇叭罩成型模设计(字数:14282.页数:28 148)137. 铃盖的注塑模设计(字数:14255.页数:39 148)138. 新型电吹风三维造型设计及快速成型制作(字数:16296.页数:77 168) 139. NE50料斗侧板冲孔下料组合模具设计(字数:8899.页数:24 118)140. SCD630槽板底板成型模具设计(字数:12407.页数:32 118)141. 机械制图教学模型注塑模具的设计(字数:14122.页数:44 128)142. 汽车保险杠模具设计(字数:14211.页数:30 98)143. 汽车电机爪极液态模锻模具及工艺设计(字数:13366.页数:34 118)144. 汽车纵梁模具设计(字数:9497.页数:32 128)145. 枪筒三维造型设计及快速成型加工(字数:11739.页数:46 118)146. 照相机壳体的注塑模具设计与数控编程(字数:20865.页数:41 168)147. 云内498型内燃机气缸垫冲压模设计(字数:15517.页数:32 148)148. NE50内链板冲孔模具设计(字数:16187.页数:34 148)149. NE50内链板下料模具设计(字数:13311.页数:31 148)150. NE100料斗侧板冲孔下料组合模具设计(字数:8550.页数:25 148)151. 齿轮箱外覆盖件造型设计及注塑模具设计(字数:15650.页数:38 148) 152. 充电器外壳注射模的CAD设计(字数:14458.页数:34 168)153. 打印机壳体的注塑模具设计与数控编程(字数:29580.页数:48 168)154. 基于3D的瓶盖注射模设计(字数:11181.页数:35 168)155. 基于3D的洗衣机机盖注射模设计(字数:15474.页数:38 168)156. 咖啡壶底座注塑模具设计(字数:20282.页数:56 148)157. 矿井保护网支柱的注塑模具设计(字数:14309.页数:33 148)158. 连续拉伸冲压模具设计(字数:8267.页数:29 118)159. 龙门吊油改电集电器设计及三维造型(字数:8833.页数:42 148)160. 旅行电吹风机下壳注塑模设计(字数:16910.页数:31 148)161. 皮碗座的注射模设计(字数:19578.页数:51 148)162. 汽车板壳件模具设计(字数:18203.页数:38 168)163. 汽车保险盒注塑模具设计(字数:14344.页数:44 148)164. 汽车驾驶室储物盒锁扣注塑模具设计(字数:15349.页数:34 148)165. 汽车纵梁冲孔模具设计(字数:12670.页数:31 148)166. 手机外覆盖件(下盖)造型设计及注塑模具设计(字数:16950.页数:44 168) 167. 鼠标下盖塑料模具设计及成型工艺分析(字数:17476.页数:33 148)168. 水箱框架延长件侧修边冲孔侧冲孔复合模具设计(字数:13128.页数:32 148) 169. 外罩零件造型设计及其注塑模具设计(字数:14612.页数:41 148)170. 玩具卡车活塞的模具设计(字数:15597.页数:35 148)171. 压力机自动送料及冲压模设计(字数:10557.页数:28 148)172. 扬声器面板注塑模具设计(字数:21044.页数:44 168)173. 音箱面板注塑模具设计及数控编程(字数:19855.页数:36 168)174. 油缸侧抽型模具设计及数控编程(字数:27488.页数:60 168)175. 渔具收线轮的注塑模具造型设计(字数:21490.页数:47 168)176. CAD图+电动自行车控制器定位板模具设计说明书(字数:17366.页数:36 50) 177. 锐意车扬声器罩双型腔注射模设计(字数:17745.页数:41 118)178. 后泥板冲形冲孔模设计(字数:11068.页数:23 168)179. 赛马车后视镜盖双型腔注射模设计(字数:20919.页数:46 118)180. 自行车平叉接片落料模的设计(字数:6519.页数:20 168)181. 茶杯盖注塑模设计(字数:15851.页数:43 168)182. 民意汽车控制面罩单型腔注塑模设计(字数:26566.页数:63 118)183. 灯架冲三孔模设计(字数:12789.页数:24 168)184. 赛豹车中控盒后烟灰缸支架单型腔注塑模具设计(字数:23851.页数:47 118) 185. 端盖落料拉深复合模设计及CAM(字数:12600.页数:46 168)186. 赛豹车通风百叶窗总成双型腔注塑模设计(字数:19148.页数:43 118) 187. 赛豹车中控盒挡板单型腔注塑模设计(字数:28036.页数:60 118)188. 灯架翻边模设计(字数:8617.页数:23 168)189. 路宝车空调饰板双型腔注塑模设计(字数:20450.页数:46 118)190. 互锁板落料冲孔级进模设计及CAM(字数:10086.页数:34 168)191. 赛豹车中控盒挡板双型腔注塑模设计(字数:28663.页数:48 118)192. 立叉切头冲孔模设计(字数:11142.页数:26 168)193. 路宝车后视镜盖双型腔注塑模设计(字数:20889.页数:46 118)194. 连接板落料冲孔级进模设计及CAM(字数:10737.页数:37 168)195. 赛马车扬声器罩双型腔注射模设计(字数:26580.页数:63 118)196. 护盖冲孔切边复合模设计及CAM(字数:11798.页数:34 168)197. 锐意车A底大风扇叶双型腔注塑模设计(字数:22754.页数:49 118)198. 摇臂落料冲孔级进模设计及CAM(字数:10275.页数:40 198)199. 路宝车锁拉线扣手注射模设计(字数:21378.页数:45 118)200. 前后车圈冲孔模设计(字数:12865.页数:26 168)201. 赛豹车工具箱盖加强件单型腔注塑模设计(字数:14700.页数:41 118) 202. 平叉冲眼切槽模设计(字数:10882.页数:22 168)203. 赛豹车组合仪表罩单型腔注塑模设计(字数:20930.页数:45 118)204. 前叉肩落料冲孔模设计(字数:11260.页数:23 98)205. 锐意车工具箱盖双型腔注射模模具设计(字数:23745.页数:51 118)206. 内燃机水箱注塑模设计(字数:13574.页数:34 168)207. 锐意车左后视镜盖双型腔注塑模设计(字数:18748.页数:44 118)208. 球头销冷镦模设计(字数:12020.页数:25 168)209. 赛豹车锁拉线扣手双型腔注塑模设计(字数:19925.页数:44 118)210. 贮油杯盖注塑模设计(字数:14699.页数:29 168)211. 赛马车A底大风扇叶双型腔注塑模设计(字数:24388.页数:50 118)212. 立叉小管落料冲孔模设计(字数:13144.页数:29 168)213. 赛马车工具箱盖单型腔注射模设计(字数:32794.页数:63 118)214. 内燃机气门顶柱挤压模设计(字数:10757.页数:30 168)215. 锐意车空调控制饰板单型腔注塑模设计(字数:21842.页数:49 118)216. 塑料阀体注塑模设计(字数:16854.页数:39 168)217. 锐意车控制面罩单型腔注射模设计(字数:29060.页数:60 118) 218. 自行车前叉肩压形模设计(字数:8050.页数:24 168)219. 奇瑞车叶片框扣板双型腔注塑模设计(字数:20726,页数:46 148) 220. 东安车叶片框扣板单行腔注塑模设计(字数:20266,页数:42 108) 221. 奇瑞车后门槛饰板双型腔注塑模设计(字数:15595,页数:38 118) 222. 东安车锁拉线扣手单行腔注塑模设计(字数:23644,页数:50 118) 223. 奇瑞车保险杆灯座双型腔注塑模设计(字数:25518,页数:53 118) 224. 奇瑞车锁拉线扣手双型腔注塑模设计(字数:24639,页数:51 128) 225. 东安车烟灰缸盖单型腔注塑模设计(字数:23821,页数:60 108) 226. 奇瑞车副驾驶气囊罩双型腔注塑模设计(字数:16793,页数:40 108) 227. 东安车后门槛饰板单型腔注塑模设计(字数:19415,页数:40 108) 228. 东安车A底大风扇叶双型腔注塑模设计(字数:24743,页数:52 108) 229. 东安车工具箱双型腔注射模设计(字数:23910,页数:50 118)230. MT手机底盖注射模CAD/CAM(字数:15423,页数:54 98)231. 插针罩注塑模模具设计(字数:5351,页数:21 98)232. 衬套注塑模设计(字数:9408,页数:29 128)233. 尾灯罩注塑模模具设计(字数:5871,页数:24 98)234. 底座模具设计(字数:10551,页数:26 98)235. 端盖注射模模具设计(字数:9542,页数:30 128)236. 多格盒注塑模设计(字数:12209,页数:35 128)237. 放大器盒盖注塑模设计(字数:8130,页数:32 118)238. 盖塞注塑模模具设计(字数:6635,页数:28 128)239. 骨架注塑模模具设计(字数:6346,页数:29 98)240. 夹头垫片冲裁模设计(字数:5303,页数:17 50)241. 镜头盖注塑模模具设计(字数:6084,页数:27 128)242. 洗洁精瓶盖注射模设计(字数:16605,页数:38 98)243. 钳柄注塑模模具设计(字数:6422,页数:25 118)244. 收音机壳塑料模具(字数:11000,页数:21 98)245. 水管挤出模模具设计(字数:6593,页数:26 118)246. 塑料齿轮模具设计及其型腔仿真加工(字数:13776,页数:29 148) 247. 塑料提桶模具设计及其型腔仿真加工(字数:10244,页数:27 148) 248. 塑料碗注射模设计(字数:8667,页数:33 50)249. 塑料瓶的模具设计(字数:11780,页数:31 178)250. 接水盒产品造型与模具设计(字数:10127,页数:31 178)251. 汽车扬声器罩注塑模设计(字数:21262,页数:47 118)252. 路宝车控制面罩双型腔注塑模设计(字数:18486,页数:50 118) 253. 路宝车烟灰合盒双型腔注塑模设计(字数:24583,页数:50 118) 254. 锐意车中控盒挡板双型腔注射模设计(字数:20174,页数:44 118) 255. 拉深模设计中拉深壁起皱的分析(字数:24542,页数:56 118)256. 路宝车组合仪表罩单型腔注塑模设计(字数:18300,页数:50 118) 257. 路宝车通风百叶窗总成双腔注射模设计(字数:19743,页数:41 118)258. 赛马车中控盒挡板双型腔注射模设计(字数:26870,页数:50 118) 259. 赛豹车A底大风扇叶单型腔注塑模设计(字数:24975,页数:50 118)260. 路宝车烟灰缸双型腔注塑模设计(字数:22403,页数:62 118)261. 赛马车烟灰缸盖单型腔模具设计(字数:26297,页数:64 118)262. HFJ7110A型汽车烟灰缸盖双型腔注塑模设计(字数:32169,页数:91 118) 263. 赛豹车中控盒后烟灰缸支架双型腔注塑模设计(字数:18224,页数:40 118) 264. 赛豹车工具箱盖单型腔注塑模设计(字数:29482,页数:58 118)265. 赛豹车烟灰缸盖双型腔注塑模设计(字数:26191,页数:65 118)266. 赛马车A底大风扇叶单型腔注射模的设计(字数:21014,页数:44 118) 267. 赛马汽车烟灰缸盖双型腔注射模(字数:18651,页数:44 118)268. 锐意车左后视镜盖单型腔注射模设计(字数:22744,页数:46 118)269. 赛豹车后视镜盖双型腔注塑模设计(字数:25595,页数:48 118)270. 防火栓垫片复合模设计(字数:9429,页数:30 98)271. 安全帽注塑模具设计及模腔三维造型CAD/CAM(字数:13145.页数:24 100) 272. 商务通上盖模具设计(字数:11734.页数:28 100)273. 抽屉注塑模具设计(字数:13642.页数:22 98)274. 手机上盖注塑模具设计(Nokia)PROE(字数:13321.页数:43 98)275. 光驱外壳注塑模设计(字数:14059.页数:33 98)276. 五寸软盘盖注射模具设计(字数:7673.页数:23 98)277. 家用程控电话外壳及其模具设计(字数:18447.页数:48 98)278. 小型放音机皮带扣注塑模具设计(字数:12135.页数:37 98)279. 注塑模-圆珠笔笔盖的模具设计(字数:5455.页数:13 98)280. 冲大小垫圈复合模(字数:23834.页数:35 118)281. (电机炭刷架)冷冲压模具设计(字数:12694.页数:29 108)282. 电子钟后盖注塑模具设计(字数:26058.页数:64 60)283. 盖子零件注射模设计(字数:8663.页数:20 60)284. 洗衣机水管接口塑料模具的设计(字数:31547.页数:54 148)285. 固定垫板冲裁模具设计(字数:11512.页数:23 108)286. 连接片的冷冲模设计(字数:6396.页数:25 148)287. 垫片冲裁模具设计(字数:1856,页数:10 80)288. 冲压模具在富士康鸿准精密模具公司中的应用(字数:12485,页数:48 90) 289. 基于Mastercam的收音机上壳的模具设计与加工(字数:10562.页数:23 99) 290. 线圈骨架塑料模具(字数:22290.页数:54 178)291. 皮带轮设计(字数:19237.页数:51 178)292. 清洁刷底座注塑模具设计(字数:24648.页数:53 178)293. 拉线盘模具设计(字数:21393.页数:47 178)294. 盒盖的模具设计(字数:26005.页数:46 178)295. 手机充电器塑料模具(字数:23513.页数:59 99)296. 普通开关按钮(字数:7000.页数:16 99)297. 塑料水杯模具的研制(字数:14698.页数:29 50)298. 球形塑料包装盒(字数:11736.页数:30 60)299. 防护罩的模具设计与制造(字数:9996.页数:33 148)300. 塑料模具设计(字数:13952.页数:42 50)301. 机油盖注塑模具设计(字数:13235,页数:28 50)302. 内螺纹管接头注塑模具设计(字数:15739,页数:29 50)303. 模具-注塑-电池充电器的模具设计(字数:9876,页数:28 50)304. 椭圆盖注射模设计(字数:13258,页数:28 50)305. 直角弯头塑料模具设计及成型零件加工工艺研究(字数:8970.页数:32 148) 306. 面向教学可拆卸塑胶按钮模具设计(字数:19630.页数:41 148)307. 贮油杯盖注塑成型工艺及模具设计(字数:8560.页数:23 60)308. 杯盖注射模设计(字数:12211.页数:37 50)309. 方罩盖塑料模具设计(字数:15776.页数:43 128)310. 肥皂盒模设计(字数:10372.页数:24 60)311. 闹钟后盖注塑模具设计(字数:13724.页数:30 60)312. 塑料线卡模具设计(字数:19608.页数:56 98)313. 塑料电话手柄下壳的注塑模设计(字数:10983.页数:34 50)314. 塑料电话手柄上壳的模具设计(字数:9175.页数:29 50)315. 旋纽模具设计(字数:6780.页数:16 50)316. 塑料插座上座模具设计(字数:10740.页数:39 50)317. 电风扇旋扭的塑料模具设计(字数:11140.页数:24 50)318. 玩具的小零件设计(字数:10193.页数:26 60)319. 心型台灯塑料注塑模具设计(字数:30764.页数:53 99)320. 童心吸水杯杯盖注塑设计(字数:11735.页数:27 60)321. 手柄冲孔、落料级进模设计与制造模具(字数:8965.页数:24 60)322. 收放机架安装支架建模和冲压工艺及模具设计(字数:10319.页数:42 108) 323. 防尘盖冲压模具设计(字数:11086.页数:24 118)324. 垫片冲裁模设计(字数:8462.页数:29 80)325. NOKIA8210手机外壳上盖注塑模具设计(字数:18155.页数:45 60)326. 锁片落料冲孔复合模(字数:8035.页数:23 90)327. 油封骨架冲压模具设计(字数:7367.页数:16 60)328. 新型端盖无毛刺冲孔模具(字数:8943.页数:29 99)329. 基于PROE焊接滚轮架的三维设计(字数:11393.页数:22 168)330. 冷冲压复合模具(字数:12425.页数:36 128)331. 管座冲压工艺及模具设计(字数:13515.页数:43 80)332. 冲压汽车灯罩(字数:9464.页数:43 118)333. 摩托车车架冲压件模具设计(字数:13362.页数:37 148)334. 女性手机外覆盖件(上盖)造型设计及注塑模具设计(字数:13758.页数:38 118)。
塑料提桶模具设计方案及其型腔仿真加工
摘要:注塑模具是现在所有塑料模具中使用最广的模具,能够成型复杂的高精度的塑料制品。
本课题是对塑料提桶模具设计及其型腔仿真加工。
本模具考虑到年产量、工厂的设备及塑件的精度要求,选择一模一腔结构。
该塑料桶桶壁较薄,腔深、型芯长,可能会造成因型腔、型芯不同而造成塑料壁厚薄不均,从而造成成型困难,废品率高。
这一点对于薄壁通体尤为重要。
针对这些问题采用了型芯和型腔以导柱、导套定位。
在桶身高度部分采用了独立冷却系统,在用以成型桶底的定模镶件上,采用环形水道冷却,水流的进出口设计在定模固定板上。
型芯冷却采用中间一主水道进水,然后沿圆周均布分成六个分水道出水,从而使型芯各处得到充分冷却,整个模具的温度场比较均匀。
塑件脱模时采用气动顶出。
注塑模具CAD/CAM技术的应用,从根本上改变了传统的塑料产品开发和模具加工方式,大大地提高了产品的质量、缩短了开发周期、降低了生产成本、强有力地推动了模具工业的发展。
一些大型的商品化CAD/CAM 软件,如Pro/Engineer、Unigraphics II、Cimatron、MoldFlow等,都已开发出专门用于注塑模具设计的功能模块,为模具设计提供了十分方便的工具。
有资料统计表明,采用CAD技术可以使模具设计时间缩短50%。
在欧美一些工业发达的国家,CAD /CAM已经成为模具行业一种普遍应用的技术。
在CAD应用方面,已经超越了甩掉图板、二维绘图的初级阶段。
在模具设计中采用三维CAD软件的企业已经接近90%。
目前,国内也有不少企业开始应用CAD软件进行模具设计。
在设计过程中制定了合理的工艺方案,满足了大批量生产要求。
同时,还编制了详细的工艺文件来保证模具的顺利加工及制品的生产。
通过合理的设计,本模具满足生产与应用的要求。
关键词:注塑模具;加工工艺分析;Pro/E;本设计来自:完美毕业设计网登陆网站联系客服远程截图或者远程控观看完整全套论文图纸设计客服QQ:8191040Plastic bucket mold cavity design and simulation processingAbstract:At present ,injection molding is the plastics mould that has being used most extensively , it can mold the complex and high accurate plastic product. The Subject is about the design of the plastic bucket process analysis.This mold considered the annual output, the factory equipment and models the accuracy requirement, chooses a mold cavity structure. The plastic bucket Tongbi thin, deep cavity, the core long, may be caused by mold, and the core of different thickness of thin plastic uneven, resulting in difficulties in forming, the high rejection rate. This is particularly important for the thin-walled plastic bucket. In light of these problems using a dynamic, scheduled to die-guided, guided sets of positioning. In the barrels are high partly based on an independent cooling system, for forming a barrel at the end of the module inserts, a circular cooling water, the flow of imports and exports in the design of the fixed-board. Core Cooling by the middle of a water main waterway, and then along the circumference are divided into six sub-cloth effluent water, so that the entire core is fully cooled, the whole mold of relatively uniform temperature field. Stripping plastic parts used in air to the top.Injection Mould CAD / CAM technology applications, to fundamentally change the traditional mold plastic product development and processing, greatly enhance the quality of the products and shorten the development cycle and reduce the cost of production, astrong impetus to the mold industry. Some large-scale commercialization of the CAD / CAM software, such as Pro / Engineer, Unigraphics II, Cimatron, MoldFlow, have been developed specifically for the injection mold design function modules for the mold design provides a very convenient tool. Statistics show that there are data, the use of CAD technology can shorten the time to die design 50 percent. Europe and the United States in some industrialized countries, CAD / CAM die industry has become a universal application of the technology. In CAD applications, has surpassed get rid drawing board, two-dimensional drawings of the initial stage. Die Design in the use of 3D CAD software enterprises have been close to 90 percent. At present, there are many domestic enterprises began to die of CAD software design. In the design process of formulating a reasonable programme to meetthe requirements of mass production. At the same time, has also prepared a detailed document of the process to ensure the smooth processing and mould products production. Through rational design, production and application of molds to meet the requirements.Key words: injection molding; processing technology analysis; Pro / E;目录1 前言.............................................................12 总体设计方案.....................................................33 具体设计说明.....................................................4 3.1 塑件的测绘.....................................................4 3.2 塑件的造型.....................................................4 3.3 塑件材料性能分析...............................................6 3.4 塑件的结构分析.................................................6 3.5 型腔数的确定...................................................6 3.6 浇口位置选择...................................................7 3.7 浇口结构形式的选择.............................................8 3.8 浇口尺寸的确定.................................................8 3.9 浇注系统的平衡.................................................8 3.10分型面的设计.................................................. 8 3.11 主流道的设计..................................................9 3.12 冷却系统设计..................................................10 3.13 导向装置......................................................12 3.14 顶出系统设计..................................................12 3.15侧抽芯的设计..................................................12 3.16 确定各模板尺寸................................................13 3.17 凸凹模结构形式................................................14 3.18 加工零件工艺审查..............................................153.19基准选择......................................................164 Cimatron 仿真加工................................................174.1 设计步骤.......................................................175 结论.............................................................24 参考文献...........................................................25 致谢...............................................................26 附录...............................................................271前言随着塑料行业的不断发展,对塑料模具提出越来越高的要求,因此,精密、大型、复杂、长寿命塑料模具的发展将高于总量发展速度。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
毕业设计(论文)说明书题目名称:带提手的桶盖注塑模设计院系名称:机电学院班级:机自073班学号: 200600314327学生姓名:张军超指导教师:胡敏2011 年5月摘要模具制造技术迅速发展,已成为现代制造技术的重要组成部分。
如模具的CAD/CAM技术,模具的激光快速成型技术,模具的精密成形技术,模具的超精密加工技术。
本设计介绍了该注塑模具的设计与制造方法。
该注射模采用了一模一腔的结构,其中的设计内容有塑件的工艺性分析、塑件的体积和质量计算及注射机参数的确定;结构设计:分型面选择、型腔数确定、型腔的排列方式、浇口设计、侧向分型抽芯机构设计、推出及复位机构方式确定;型芯、型腔尺寸计算;模具加热和冷却系统计算;模具闭合高度确定;注射机有关参数的校核;如此设计出的结构可确保模具工作运用可靠。
最后对模具结构与注射机的匹配进行了校核。
并用autoCAD绘制了一套模具装配图和零件图。
关键词:塑料注射模具侧向抽芯AbstractThe die making technology rapidly expand, has become the modern technique of manufacture the important component. For example, mold's CAD/CAM technolo gy, mold's laser fast formation technology, mold's precise form technology, mold's ultra precision sizing technology.This design introduced the injected mold's design and the manufacture method. This injection mold has used 1 mold 1 cavity structures. which is designed as part of the craft-oriented establishment : Plastic Parts of the Process Analysis, Plastic Parts of the size and quality of calculation and the injection parameters set; Structural design : Surface choice cavity determination, Cavity the arrangement, gate design, lateral type pulling mechanism design, launch and reattached body identified; Core, Cavity size calculation; Die heating and cooling system computation; Mold closing high set; Injection machine parameters in the verification; The design of such a structure can be used to ensure reliable die. Finally, the injection mold structure and the matching machine was calibrated. Using a set of auto mapping mold parts and assembly plans.Key word: Plastic injection mold side core目录1 引言 (1)2 注塑件的分析 (2)2.1注塑件零件图 (2)2.2 HDPE塑料概述 (2)2.3 HDPE收缩率的确定 (3)2.4 塑件的尺寸精度及表面质量 (4)2.5塑结构分析 (5)3 注塑成型参数确定 (6)3.1 注塑成型的工艺参数 (6)3.2 注塑机的选择 (7)3.3 模具在注塑机上的安装尺寸校核 (8)4 分型面的确定及行腔数目的定 (10)4.1 分型面的确定 (10)4.1.1分型面的选择原则 (10)4.1.2分型面的形式 (11)4.1.3分型面的设计 (11)4.2行腔数目的确定 (11)4.2.1初步确定行腔数目 (11)4.2.2根据最大注塑量确定行腔数目 (12)5 浇注系统的设计 (13)5.1交流道设计 (13)5.2分流道的设计 (14)5.3浇口设计 (14)5.4冷料穴的设计 (15)6 模具材料的选择及模架的确定 (16)6.1模具材料的选择 (16)6.2模架的确定 (17)6.2.1模架的确定 (17)6.2.2模架的选用 (18)7 确定主要零件结构设计 (19)7.1成型零件工作尺寸计算 (19)7.1.1成型零件尺寸计算的基本内容 (20)7.1.2行腔、型芯工作尺寸计算 (20)7.2斜导柱抽芯机构设计 (21)7.2.1斜导柱的设计 (21)7.2.2滑块的组合形式 (22)7.2.3各项尺寸计算与校核 (22)7.3脱模机构设计 (22)7.4导向机构的设计 (23)7.4.1导柱的设计 (24)7.4.2导套的设计 (24)7.5顶出机构的设计 (24)8 冷却系统的设计 (24)8.1 温度调节对塑件的影响 (24)8.2 对温度调节系统要求 (25)8.3 冷却系统的设计 (25)9 模具排气槽的设计 (26)10 proe参数化设计 (26)11 绪论 (28)12 参考文献 (29)13 致谢 (30)14 附录 (32)附录一塑料制品的公差数值表 (31)附录二常用液压机的技术参数 (32)附录三部分国产常用注射机的主要技术参数 (33)1 引言20世纪80年代开始,发达工业国家的模具工业已从机床工业中分离出来,并发展成为独立的工业部门,其产值已超过机床工业的产值。
改革开放以来,我国的模具工业发展也十分迅速。
近年来,每年都以15%的增长速度快速发展。
许多模具企业十分重视技术发展。
加大了用于技术进步的投入力度,将技术进步作为企业发展的重要动力。
此外,许多科研机构和大专院校也开展了模具技术的研究与开发。
模具行业的快速发展是使我国成为世界超级制造大国的重要原因。
今后,我国要发展成为世界制造强国,仍将依赖于模具工业的快速发展,成为模具制造强国。
中国塑料模工业从起步到现在,历经了半个多世纪,有了很大发展,模具水平有了较大提高。
在大型模具方面已能生产48"(约122CM)大屏幕彩电塑壳注射模具,6.5KG大容量洗衣机全套塑料模具以及汽车保险杠和整体仪表板等塑料模具,精密塑料模方面,以能生产照相机塑料件模具,多形腔小模数齿轮模具及塑封模具。
经过多年的努力,在模具CAD/CAE/CAM技术,模具的电加工和数控加工技术,快速成型与快速制模技术,新型模具材料等方面取得了显著进步;在提高模具质量和缩短模具设计制造周期等方面作出了贡献。
尽管我国模具工业有了长足的进步,部分模具已达到国际先进水平,但无论是数量还是质量仍满足不了国内市场的需要,每年仍需进口10多亿美元的各类大型,精密,复杂模具。
与发达国家的模具工业相比,在模具技术上仍有不小的差距。
本次毕业设计的题目是带提手的桶盖注塑模具设计。
本课题给出带提手的桶盖注塑模塑件图,要求做出生产此塑件的模具。
要完成此课题,首先要根据塑件的外形测绘出创建这个塑件的3D所需要的各个参数。
用3D软件所这个塑件做出来,并按要求把它的零件图画出来。
最后再用CAD的方法把加工此塑件的模具给做出来。
2 注塑件的分析2.1 注塑件零件图塑件零件图:如图2-1所示年产量:小批量材料:HDPE图2-1 注塑件零件图2.2 HDP E塑料概述高密度聚乙烯(High Density Polyethylene,简称为“HDPE”),是一种结晶度高、非极性的热塑性树脂。
原态HDPE的外表呈乳白色,在微薄截面呈一定程度的半透明状。
PE具有优良的耐大多数生活和工业用化学品的特性。
某些种类的化学品会产生化学腐蚀,例如腐蚀性氧化剂(浓硝酸),芳香烃(二甲苯)和卤化烃(四氯化碳)。
该聚合物不吸湿并具有好的防水蒸汽性,可用于包装用途。
HDPE具有很好的电性能,特别是绝缘介电强度高,使其很适用于电线电缆。
中到高分子量等级具有极好的抗冲击性,在常温甚至在-40F低温度下均如此。
各种等级HDPE的独有特性是四种基本变量的适当结合:密度、分子量、分子量分布和添加剂。
不同的催化剂被用于生产定制特殊性能聚合物。
这些变量相结合生产出不同用途的HDPE品级;在性能上达到最佳的平衡。
这是决定HDPE 特性的主要变量,虽然被提到的4种变量确实起到相互影响作用。
乙烯是聚乙烯主要原料,少数的其它共聚单体,如1一丁烯、l一己烯或1一辛烯,也经常用于改进聚合物性能,对HDPE,以上少数单体的含量一般不超过1%-2%。
共聚单体的加入轻微地减小了聚合物的结晶度。
这种改变一般由密度来衡量,密度与结晶率呈线性关系。
美国一般分类按ASTM D1248规定, HDPE的密度在0.940g/cm以上;中密度聚乙烯(MDPE)密度范围0.926~0.940g/cm。
其它分类法有时把MDPE归类于HDPE或LLDPE。
均聚物具有最高密度、最大的刚度,良好的防渗透性和最高的熔点,但一般具有很差抗环境应力开裂(ESCR)。
ESCR是PE抗由机械或化学应力所引起的开裂性的能力。
更高的密度一般改进了机械强度性,例如拉伸强度、刚度和硬度;热性能如软化点温度和热变形温度;防渗透性,如透气性或水蒸气透过性。
较低的密度改进其冲击强度和E-SCR。
聚合物密度主要是受共聚单体加入的影响,但较少程度也受分子量影响。
高分子量百分数使密度略有降低。
例如,在一个较宽分子量范围内均聚物具有不同的密度。
2.3 HDPE收缩率的确定由于影响收缩率的因素较多中,在选取收缩率时应根据塑件的具体情况区别对待,一般来说应遵循以下原则:1)对收缩率范围较小的塑料,取平均收缩率;2)对收缩率范围较大的塑料,可根据塑件的形状选取。
对壁厚的制品取上限,对壁薄的制品取下限;3)应考虑注射成型中的工艺对收缩率的影响(注射压力越高,收缩率越小;注射温度越高,收缩率越大;注射时间越短,收缩率越大);4)当塑料的收缩率很大时,可根据有关的图表选取。
由表2-2查出HDPE的收缩率为:1.5%-3.5%,根据收缩率选取的原则确定HDPE的收缩率为2%。