锂电池检测作业指导书
锂电池来料检验作业指导书

锂电池来料检验作业指导书
Page 1 of 1
Rev.: A.0三階文件
MLK-W/I-034
I QC 作业指导书
1.目的
为了使操作员工能正确熟悉操作此设备及延长此设备的使用寿命,特制定此规范
2.适宜范围
本公司1202Y锂电池容量管控测试,适用IQC部
物料名称:1202Y锂电池
3.操作权限
经过培训合格的操作员工或工程管理人员方可使用
4.仪器界面功能说明6.注意事项
6.1 执行仪器校准设备精度调整时由专业人员进行,并完全按照说明书操作
6.2 检查此设备各连接线是否正确
6.3 长期不使用时,应保持仪器清洁
5.操作步骤重点简要说明
5.1 将1202Y锂电池电源线插入电源
5.2 电池容量的测试,IQC抽检需加严检验,具体看实际的数量来抽检.
放电测试,100mA的电流放5小时后电池电压需在2.8V以上,否则为不良品(每小时记录一次测试电压和电流)
5.3 需先保证电池充满,(未充满就会显示红等亮,已充满就会显示绿灯)
核准人:日期:编制人:
日期:审批人:日期:100MA
5小时后电池电压需在
2.8V 以上
锂电池接口
开关
将锂电池插入电源。
锂电池生产检测短路作业指导书

三.注意事项:
1.检测短路的电芯应及时返修。
签名&日期
检测短路作业指导书
(组装)
文件编号
JKW-SOP-0028起草Fra bibliotek版本A.0
审核
发行/生效日期
批准
分页/总页
检测短路作业指导书(组装)
操作步骤:
一.作业前的准备:
1.清洁作业环境,戴上手指套。
2.检查短路测试仪是否正常。
二.作业过程:
1.将点焊好负极耳的电芯整齐排放在物料盒内,将不气不直的正极耳盖帽扶直。打开短路测试仪开关,将负极表笔用力顶住钢壳,正极红色表笔轻点盖帽上的正极铆钉处,短路测试仪“嘟嘟”报警的为短路卷芯,将其挑出返修,不报警的为正常合格卷芯,及时转入下一道工序盖帽正极耳点焊定位工序。
锂离子电池生产 磷酸铁锂检验指导书(模板)
6.5
10.0
批量范围
样本数
2 ~8
****
****5
3
2
2
9 ~15
****
* * 13 8 5
3
2
2
16 ~ 25
****
* 20 13 8 5
3
3
2
26~ 50
* * * * 32 20 13 8 5
5
5
3
51~90
* * 80 50 32 20 13 8 7
6
5
4
91 ~ 150
* 125 80 50 32 20 13 12 11 7
4.4.2.5计算 振实密度ρ=(G-G0)/V 注:ρ-振实密度(g/cm3); G—量筒和粉的总重量(g); G0---量筒重量(g); V— 粉末振实后的体积(ml).
4.5检测项目——比表面积 4.5.1质量要求按《磷酸铁锂质量标准》 4.5.2检测方法——检查厂家报告。 4.6检测项目——粒径★ 4.6.1质量要求按《磷酸铁锂质量标准》。 4.6.2 检测方法——百特激光粒度分析仪(如图示例)
表1 检验项目、接受质量限(AQL)和检验水平
小样称取重
序 号 检验项目 质量接受限 AQL
1 包装外观
0.065
2 产品外观
6.5
A 致命缺陷
B 严重缺陷
C 一般缺陷
★ ★
D 轻微缺陷
表 2磷酸铁锂检验项目抽样方案
C=0
(AQL 值)
0.065 0.10 0.15 0.25 0.40 0.65 1.0 1.5 2.5 4.0
备注
3: 允收水准 0.010~0.040 省略。
电池试验、检验指导书

16、热冲击
1、电池充满电后搁置24小时;
2、充满电的电池放置在烘箱中,温度以(5±2)℃/min的速率升至(150±2)℃并保持30分钟。
实验完毕,电池不爆炸、不起火、不冒烟
17、过充电
(拆除保护板)
1、将接有热电偶的电池置于通风橱中,连接正负极于恒流恒压电源;
4、搁置时间:10分钟
5、循环次数(1~4工步):300次
剩余容量≥80%初始容量;检查电池外观,电池应无损伤、变形、爆裂和漏液现象;电芯厚度不超过初始厚度的5%。
7、恒定湿热
1、将充满电的电池放入温度55±2℃、相对湿度(93%~95%)的恒湿箱中48h;
2、从恒湿箱中取出电池恢复2小时,然后以1C5A(容量大于2000mAh的以0.5C放电)放电至终止电压3.0V.
容量恢复≥65%;检查电池外观,电池应无变形、锈蚀、冒烟、爆裂和漏液现象;电芯厚度不超过初始厚度的5%。
8、振 动
1、将满充电的电池固定在振动台上,按照下面的频率范围和振幅调整试验设备,X、Y、Z三个方向上分别循环扫频振动(90±5)分钟,扫频速率为1Hz/min,扫频范围及振幅如下:
10HZ~55HZ~10HZ 单振幅0.76mm(双震幅1.52mm)
3、将充电结束的电池放入55℃的烘箱中恒温2小时,
4、以1C5A(容量大于2000mAh的以0.5C恒流放电)放电至终止电压3.0V
放电时间应不低于常温容量的85%;放电试验结束后,将电池取出在常温下恢复2小时,检查电池外观,电池应无损伤、变形、爆裂和漏液现象;电芯厚度不超过初始厚度的5%。
3、低温性能
2、调节电流至3C5A、电压为n*10V,然后对电池以3C5A充电,直到电压为n*10V,电流降到接近0A;
锂电池外观尺寸检验作业指示

锂电池外观尺寸检验作业指示
文件阶层 三阶文件 文件编号 版 次 A0
页 码
图 示
检验作业步骤
检验作业要点
1、检查并清洁卡尺;
2、卡尺闭合,将卡尺归零,并按下ON/OFF 打开电源,并按ZERO/ABS 清零;
3、根据工艺标准要求,测定各规格型号电芯的长度;(如图2);
4、将胶纸整理平整,将电芯一端放入通规(检测电芯直径),电芯能轻松穿过,则为良品,否则为不良品。
(如图2、3);
5、检验完成后,检查电芯表面贴胶是否平整,无皱折,无错位、无翘起;(如图4、5);
6、检查电芯有无漏喷码,喷码定迹是否清楚,有无掉字、歪斜等;(如图5);
7、检查红黑胶、侧胶是否错位、平整、起皱等不良。
(如图5)
※在卡尺归零前,在卡测量端分别贴上一块胶纸,以防止测量时造成极耳短路。
※尺寸标准按各型号工艺。
※按AQL 抽样标准,对于发现的不良按其不良等级作出返工、返修处理。
主 料 注意事项
成品圆柱电芯
1、戴好手套或手指套操作,不得戴戒指、留长指甲等;
2、注意工作台面清洁;
3、时刻保持卡尺清洁,测试前保证卡尺量度正确;
4、检查贴在卡尺端的胶纸有无破损、皱折。
辅 料
工装、夹具、设备、仪器
手套、手指套
数显卡尺、通规。
1
2
3
4
5。
锂电池每工序作业指导书SOP

of
18序号数量110
23
版本
1、工作台面清洁无杂物;
2、操作员严格按照以下图示要求配戴劳保用品
3、整个作业过程中电芯不能短路现象,电芯不能跌落。
名称
物料
内阻仪器油笔
1、将电芯正负极接到内阻仪夹具对应正负极上(如图)
2、将内阻仪所测得的实际数据记录在电芯保护膜上(记录电压的数据为第一次电压减去第二 次电压的数值,因此也称为压降值)压降值规定要≤0.8mV/D,根据记录电芯搁置天数算,注:电芯必须搁置≥5D才能测试压降;电芯上线日期与周转盒上标识卡的下仓日期相减 就得到电芯的搁置天数;
作业要求
规格
作业步骤
戴手指套 佩戴静电手环 戴手套 佩戴防护眼镜 当心伤手 当心高温
名称 变更内容
1、打开内阻仪器,调整参数设置;3.80V≤电压≤3.95V;内阻≤50mΩ
如超出0.8mV/D的电芯为不合格电池,并且要将电芯放到不良品盒中隔离
3、电压、内阻不合格(内阻仪报警的电芯)放入对应不良品物料盒中,良品转入下道工序。
工序名测试电压内阻标 准 作 业 指 导 书
作业名测试电压内阻
标准工时(s)
版本A/0审核11.5S
页码
修改履历
2010–010–12生效日期批准2作业准备
工装、夹具、设备、仪器
MCR-RDD-026 A/2
手指套注意事项
制定者
日期
图示流程
828
三
正极
负极
如图记录电芯的压降值和搁置天数,电芯必须搁置≥5D 才能测试压降。
0060代发 A类客户锂电PACK-包标检验作业指导书 01版
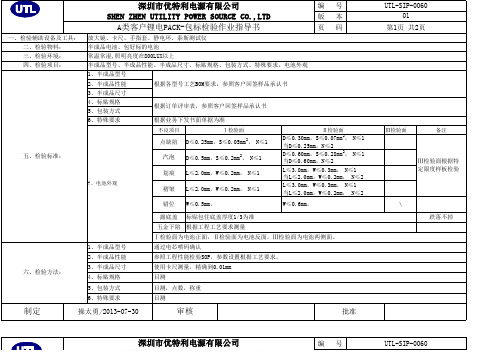
版 本页 码版本号000101A类客户锂电PACK-包装检验作业指导书第2页 共2页7、电池外观SHEN ZHEN UTILITY POWER SOURCE CO.,LTD 七、检验频率:1、半成品型号首检确认:5pcs/每型号,巡检:10pcs/1H,生产自检。
2、半成品性能首检确认:5pcs/每型号,巡检:10pcs/1H,生产全检。
3、半成品尺寸首检确认:5pcs/每型号,巡检:10pcs/1H,生产全检。
4、标贴规格首检确认:5pcs/每型号,巡检:10pcs/1H。
5、包装方式首检确认:5pcs/每型号,巡检:10pcs/1H,生产全检。
6、特殊要求首检确认:5pcs/每型号,巡检:10pcs/1H,生产全检。
从周转盒或流水线上取≤14PCS待检测的电池(具体可进一步参考各型号电池宽度),用左右手分别将其平摆放于距离眼眼睛200--300mm的对折环氧树脂板上(图1),目视全检电池表面外观,将不良挑出放置于不良品盒,确认无不良现象后,再将折板翻至另一面进行检验(图2),检验完后用左右手逐一将电芯叠加收起,依次检验电池头部(图3)、左侧面(图4)、底部(图5)、右侧面(图6)。
将所有不良挑出放置于不良品盒,整齐有序地将收起良品入盒或下转,并做好相关记录标示(图8),2013-7-301、增加检验环境:照明亮度800LUX以上;2、更改外观检验方法7、电池外观首检确认:5pcs/每型号,巡检:10pcs/1H,生产全检。
八、注意事项:1、所用接触人员必须佩戴静电环,静电手套等防静电措施。
2、摆放整齐,严禁堆放。
3、判定有争议的处理方法:①.参照限度看板;②.有明确量化指标的以菲林测量比对。
变更履历变更日期变更内容2013-3-25新版发行制定操太勇/2013-07-30审核批准图1图2图3图4图5图6图7。
锂电池来料检验作业指导书

Page 1 of 1
Rev.: A.0三階文件
MLK-W/I-034
I QC 作业指导书
1.目的
为了使操作员工能正确熟悉操作此设备及延长此设备的使用寿命,特制定此规范
2.适宜范围
本公司1202Y锂电池容量管控测试,适用IQC部
物料名称:1202Y锂电池
3.操作权限
经过培训合格的操作员工或工程管理人员方可使用
4.仪器界面功能说明6.注意事项
6.1 执行仪器校准设备精度调整时由专业人员进行,并完全按照说明书操作
6.2 检查此设备各连接线是否正确
6.3 长期不使用时,应保持仪器清洁
5.操作步骤重点简要说明
5.1 将1202Y锂电池电源线插入电源
5.2 电池容量的测试,IQC抽检需加严检验,具体看实际的数量来抽检.
放电测试,100mA的电流放5小时后电池电压需在2.8V以上,否则为不良品(每小时记录一次测 试电压和电流)
5.3 需先保证电池充满,(未充满就会显示红等亮,已充满就会显示绿灯)
核准人:日 期:编制人:
日 期:审批人:日 期:100MA
5小时后电池电压需在
2.8V 以上
锂电池接口
开关
将锂电池插入电源。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
锂电池检测作业指导书
1核对采购订单及文件。
2任意抽取来料锂电池上、中、下层进行现场检测, 每批抽取10%进行检验。
3外观:锂电池表面无生锈,无残留物,无漏液,无变形,破损,正负极标识清晰、正确。
4结构尺寸:同样品,应符合装配要求。
5万用表连接专用测试架并开直流适当档测其流值,取值范围:
加10K欧负载测试架,电流值为320uA~350uA,电压为:3.0V~3.5V。
6电池正确放入测试架,测试时间控制在5秒内。
7放电测试:250mA/h电流为10mA;200mA/h电流为8mA,放电时间25小时,每批5PCS。
8充电测试:5~6V电压输入测试架,充电12小时,电流为45mA~50mA。
9锂电池严禁堆放。
10详细统计检测数据,不良率≤1%允收,>1~~2%上报组长批示,>2%上报主管批示。