PLC控制机械滑台
单轴液压动力滑台的PLC控制设计
单轴液压动力滑台的PLC控制设计引言:单轴液压动力滑台是一种常用于工业生产线中的自动化设备,通过液压系统提供动力驱动滑台运动。
为了实现对滑台的精确控制和自动化操作,通常会使用PLC(可编程逻辑控制器)来进行控制。
本文将介绍单轴液压动力滑台的PLC控制设计,包括系统架构、硬件选型、控制逻辑设计和程序编写等方面的内容。
一、系统架构1.PLC主控单元:一般选用功能强大、稳定可靠的PLC主控单元,常用的有西门子、三菱、欧姆龙等品牌。
根据实际需求选择合适的型号和配置,包括CPU性能、存储容量、通信接口等。
2.输入模块:用于接收外部信号的输入模块,包括接近开关、限位开关、按钮等。
通过输入模块将外部信号转换为PLC可以识别的信号,用于触发相应的控制逻辑。
3.输出模块:用于控制外部执行元件的输出模块,包括液压阀、电磁阀、继电器等。
通过输出模块将PLC输出的信号转换为相应的控制信号,用于控制液压系统的工作状态。
4.液压系统:用于提供动力驱动滑台运动的液压系统,包括液压泵、液压缸、液压阀等。
通过液压系统实现滑台的前进、后退和停止等操作。
5.传感器:用于检测滑台的位置和状态的传感器,包括编码器、光电开关等。
通过传感器实时反馈滑台的位置信息,为控制系统提供实时数据。
6.人机界面:用于操作和监控系统的人机界面,包括触摸屏、按钮等。
通过人机界面实现对滑台的手动操作、参数设置和故障诊断等。
二、硬件选型在进行硬件选型时,需要根据具体的控制需求和预算限制综合考虑。
在选择PLC主控单元时,需要考虑其性能、稳定性和可靠性。
输入输出模块的选择应基于需要接口数量和类型,以及其与PLC主控单元的兼容性。
对于液压系统和传感器的选择,需要根据滑台的实际需求和使用环境来确定。
三、控制逻辑设计在进行控制逻辑设计时,首先需要对滑台的动作进行分析和界定。
常见的动作包括滑台的前进、后退、停止和定位等。
根据不同的动作,设计相应的控制逻辑和流程。
例如,当需要滑台前进时,需要打开相应的液压阀并控制液压泵工作;当需要停止时,需要关闭液压阀和液压泵。
基于PLC的液压滑台控制系统设计
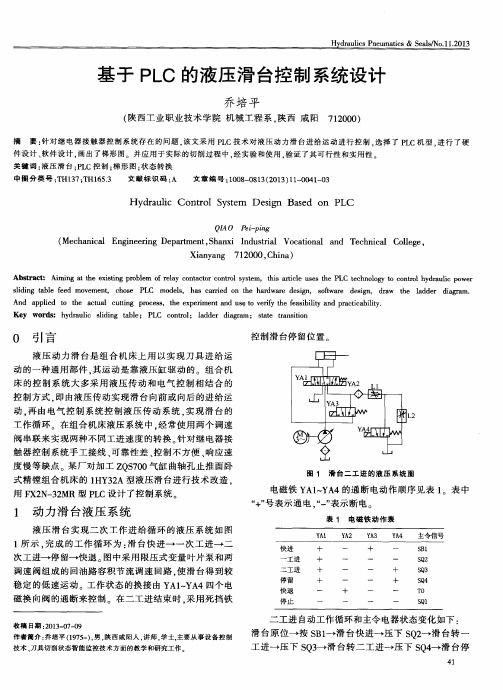
停留
快 退 停 止
+
一 一
—
—
‘
一
一
T O
一
一
S Q1
作者简介: 乔培平( 1 9 7 5 一 ) , 男, 陕西 咸阳 人, 讲师, 学士, 主 要从事设备控制 技术、 刀具切削 状态智能 监控技 术方面的 教学和研 究工作。
要: 针 对 继 电器 接 触 器 控 制 系 统 存 在 的 问题 , 该文采 用 P L C技 术 对 液 压 动 力 滑 台进 给运 动 进 行 控 制 , 选择 了 P L C机 型 , 进 行 了硬
件设计 、 软件设计 , 画 出 了梯 形 图 。并 应 用 于实 际 的切 削 过 程 中 , 经实验和使用 , 验 证 了其 可 行 性 和 实 用 性 。
^ 输一 、 一 l 2 l 2 3 4 3 4
2 P L C控 制设 计
2 . 1 P L C选择
目前 市 场上 的 P L C品种规 格众 多 .控 制功 能 也各 有特点 。综合 分 析液压 滑 台 的动 作要 求 , P L C需要 完成 的控 制功 能较多 . 控制精 度较 高 。系统共 需 开关量 输入 点 l 0个 , 开 关 量输 出点 4个 , 输入 、 输 出点 数 共 计 1 4 个. 并考 虑 整个 系 统 的经 济 和技 术指 标 . 考 虑到 今 后扩
表2 I / 0 分 配 端 口表
名称 起动
停止 原位
一
继 电器 名称
X l l 电磁 铁
输 出
Y A 1
继 电器
Y1 Y 2
X I 2 x 1 x 2
机械动力滑台PLC控制系统设计
攀枝花学院本科课程设计(论文)机械动力滑台PLC控制系统设计学生姓名:***学生学号: ************ 院(系):机械工程学院年级专业:2011 级机械设计制造及其自动化指导教师:助理指导教师:二0一四年十二月摘要机械动力滑台在先进制造领域中扮演着极其重要的角色。
因其有着进给量稳定,慢速无爬行,高速无振动,有良好的抗冲击能力,以及没有液压驱动的管路,泄露,噪声,更便于维修的优点,而应用于我们的制造生产中,为我们生产加工零件带来了方便。
本文通过对机械动力滑台的电气控制、PLC的设计,采用整体化的设计思路,充分考虑了软、硬件各自的特点并进行互补优化。
对系统的输入输出信号的选择、PLC机型选择及各主要电器的选择都进行了最优化的选择。
最后提出了一种简单、易于实现、理论意义明确的控制策略。
关键字:机械动力滑台,可编程控制器(PLC),控制电路,I/O端口AbstractAlso known the hoist another name is winch. Vertical lifting transport machinery is an important component of the tie in with the derrick, mast, pulley blocks, and auxiliary equipment, used to enhance the materials, installation of equipment operations, from human or mechanical power-driven drum, winding traction rope to complete the installation work. Vertical, horizontal or inclined simple tractor Lifting heavy objects. Two types of the hoist are manual and electric two kinds. and Now to the main electric winch. The design of the 5-ton electric hoist motor contions electromotor 、coupling、arrester、retarder、drum、boom sheave 、a system of pulleys set、hook, etc..The design of the drum machine because of its simple structure, handling the installation of a flexible, convenient operation, simple maintenance, and operating environment features such as adaptability, can be applied to lifting metallurgical, construction, operations and other water conservancy, but the design mainly applied to the drum machine for 5-ton overhead crane hoisting mechanism. Heavy winch upgrade is one of the main functions of the design of various types of winches are based on based on this request.KEY WORDS: hoist,drum,drum,shaft目录摘要 (I)Abstract (II)1 系统控制方案的确立 (1)1.1 机械动力滑台工作方式 (1)1.2 采用PLC控制机械动力滑台的优点 (1)1.3 系统设计的基本步骤 (2)2 机械动力滑台的控制电路 (3)3 PLC的输入输出点分配表 (5)4 PLC控制接线图 (6)5 PLC简介 (7)5.1 PLC定义 (7)5.2 PLC的特点 (7)5.3 PLC的使用情况 (8)5.3.1 基本元件 (8)5.3.2 工业过程控制 (9)5.3.3 运动控制 (9)5.3.4 数据处理 (9)5.3.5 通信及联网 (9)6 PLC的选择 (10)6.1 三菱PLC (10)6.1.1 三菱PLC的特点 (10)6.1.2 三菱FXPLC的特点 (10)6.2 西门子PLC (11)6.3 欧姆龙PLC (12)7 PLC控制梯形图及语句表 (14)7.1梯形图 (14)7.2 语句表 (15)8 主要电器件的选择 (17)结论 (19)参考文献 (20)1 系统控制方案的确立1.1 机械动力滑台工作方式动力滑台按结构分有机械动力滑台和液压动力滑台。
(完整版)plc机械滑台控制
第一章 PLC简介PLC(Programmable logic Controller),是指以计算机技术为基础的新型工业装置。
在1987年国际电工委员会(International Electrical Committee)颁布的PLC标准草案中对PLC下定义:“PLC是一种专门为在工业环境下应用而设计的数字运算操作的电子装置。
它采用可以编制程序的存储器,用来在其内部存储执行逻辑运算、顺序运算、计时、计数和算术运算等操作的指令,并能通过数字式或模拟式的输入和输出,控制各种类型的机械或生产过程。
PLC及其有关的外围设备都应该按易于与工业控制系统形成一个整体,易于扩展其功能的原则而设计。
”1.1 PLC的特点1.1.1可靠性高,抗干扰能力强高可靠性是电气控制设备的关键性能。
PLC由于采用现代大规模集成电路技术,采用严格的生产工艺制造,内部电路采取了先进的抗干扰技术,具有很高的可靠性。
例如三菱公司生产的F系列PLC平均无故障时间高达30万小时。
一些使用冗余CPU的PLC的平均无故障工作时间则更长。
从PLC的机外电路来说,使用PLC构成控制系统,和同等规模的继电接触器系统相比,电气接线及开关接点已减少到数百甚至数千分之一,故障也就大大降低,此外,PLC带有硬件故障自我检测功能,出现故障时可及时发出警报信息。
在应用软件中,应用者还可以编入外围器件的故障自诊断程序,使系统中除PLC以外的电路及设备也获得故障自诊断保护。
这样,整个系统具有极高的可靠性也就不奇怪了。
1.1.2 配套齐全,功能完善,适用性强PLC发展到今天,已经形成了大、中、小各种规模的系列化产品。
可以用于各种规模的工业控制场合.除了逻辑处理功能以外,现代PLC大多具有完善的数据运算能力,可用于各种数字控制领域。
近年来PLC的功能单元大量涌现,使PLC渗透到了位置控制、温度控制、CNC等各种工业控制中。
加上PLC通信能力的增强及人机界面技术的发展,使用PLC组成各种控制系统变得非常容易。
PLC控制组合机床动力滑台液压系统设计解析
目录第1章绪论 (1)1.1组合机床发展背景 (1)1.1.1组合机床发展现状 (1)1.1.2组合机床发展趋势 (1)1.2液压技术和PLC在其中的应用 (3)1.2.1液压技术在其中的应用 (3)1.2.2 PLC在本课题中的重要意义 (3)第2章液压系统设计 (4)2.1设计内容和方案确定 (4)2.1.1设计内容 (4)2.1.2 液压传动方案确定 (4)2.2工况分析 (7)2.2.1动力分析 (7)2.2.2 速度和负载循环图 (8)2.3液压缸主要参数计算 (9)2.3.1确定液压缸主要尺寸 (9)2.4液压元件选择 (11)2.4.1泵和电动机选择 (11)2.4.2阀类元件选取和辅助元件选择 (12)2.4.3油管和油箱确定 (13)2.5验算液压系统性能 (15)2.5.1压力损失验算及液压阀调整值的确定 (15)2.5.2油液温度验算 (16)第3章PLC控制 (18)3.1液压系统的PLC设计概述 (18)3.2软件设计的步骤思考 (18)3.3软件结构设计 (20)3.3.1 PLC外部接线图的设计 (20)3.2.2 继电器梯形图的设计 (20)第4章集成块设计 (22)4.1液压装置结构形式的选择 (22)4.2液压元件的连接方式概述 (22)4.3集成块组液压装置的设计 (23)4.3.1集成块 (23)4.3.2底板 (23)4.3.3顶盖 (23)4.3.4过渡板 (24)4.4绘制集成单元回路 (24)第5章液压站的设计 (25)5.1液压站的介绍 (25)5.1.1液压系统的组成 (25)5.1.2液压站的构成和功用 (25)5.1.3工作原理及设计思路 (26)5.2液压动力源装置的结构选择 (26)5.2.1动力源布局方式选择 (26)5.2.2 按泵装置的机构形式、安装位置布局 (26)5.3液压站的冷却方式选择 (27)5.4油箱形式 (27)第6章系统使用与维护 (28)6.1 安全操作 (28)6.2 常见的故障处理 (28)结论 (29)致谢 ................................................. 错误!未定义书签。
plc液压动力滑台课程设计

plc液压动力滑台课程设计一、课程目标知识目标:1. 学生能够理解PLC(可编程逻辑控制器)的基本原理和液压动力滑台的工作机制。
2. 学生能够描述液压系统中的主要部件及其功能,并掌握液压原理在PLC控制中的应用。
3. 学生掌握PLC编程的基础知识,能够运用PLC指令对液压动力滑台进行简单控制程序的编写。
技能目标:1. 学生能够操作PLC模拟软件,设计基本的液压动力滑台控制流程。
2. 学生能够运用所学的PLC知识,对液压动力滑台进行故障诊断和程序调试。
3. 学生通过小组合作,完成一个综合性的PLC液压动力滑台控制项目,提高团队协作能力和问题解决能力。
情感态度价值观目标:1. 学生培养对自动化技术及PLC控制的兴趣,激发探索精神和创新意识。
2. 学生在学习过程中,树立正确的工程伦理观念,认识到技术对社会发展的重要性。
3. 学生通过实践操作,增强自信心,培养严谨的科学态度和良好的学习习惯。
课程性质分析:本课程属于工程技术领域,结合理论知识与实践操作,旨在提高学生的工程应用能力。
学生特点分析:学生处于高年级阶段,具备一定的理论基础,求知欲强,喜欢动手实践。
教学要求:课程需结合实际应用,注重理论与实践相结合,鼓励学生主动探索,注重培养学生的实践能力和创新精神。
通过课程目标的实现,使学生在知识、技能和情感态度价值观方面得到全面提升。
二、教学内容1. PLC基础知识:介绍PLC的组成结构、工作原理,使学生理解PLC在工业控制中的应用。
- 教材章节:第一章 可编程逻辑控制器概述- 内容:PLC的硬件结构、软件系统、工作过程。
2. 液压系统原理:讲解液压系统的基本组成部分、液压油性质、压力控制等,为学生理解液压动力滑台打下基础。
- 教材章节:第二章 液压系统原理- 内容:液压泵、液压缸、液压马达、液压阀、液压油、压力与流量控制。
3. PLC在液压系统中的应用:分析PLC在液压动力滑台控制中的实际应用,使学生掌握PLC编程与液压控制结合的方法。
欧姆龙PlC编程实例
要求:根据给定的设备和仪器仪表,在规定的时间内完成程序的设计、安装、调试等课题一 PLC 控制运料小车一、课题要求:工作,达到课题规定的要求。
二、设计原则:按照完成的工作是否达到了全部或部分要求,由实验老师对其结果进行评价。
三、课题内容:其中启动按钮S01用来开启运料小车,停止按钮S02用来手动停止运料小车(其工作方式见考核要求2选定)。
按S01小车从原点起动, KM1接触器吸合使小车向前运行直到碰SQ2开关停, KM2接触器吸合使甲料斗装料5秒,然后小车继续向前运行直到碰SQ3开关停,此时KM3接触器吸合使乙料斗装料3秒,随后KM4接触器吸合小车返回原点直到碰SQ1开关停止,KM5接触器吸合使小车卸料 5秒后完成一次循环。
四、设计要求:1、编程方法由实验老师指定: ⑴用欧姆龙系列PLC 简易编程器编程⑵用计算机软件编程2、工作方式:A.小车连续循环与单次循环可按S07自锁按钮进行选择,当S07为“0”时小车连续循环,当S07为“1”时小车单次循环;B.小车连续循环,按停止按钮S02小车完成当前运行环节后,立即返回原点,直到碰SQ1开关立即停止;当再按启动按钮S01小车重新运行;C.连续作3次循环后自动停止,中途按停止按钮S02则小车完成一次循环后才能停止;3、按工艺要求画出控制流程图;4、写出梯形图程序或语句程序;5、用欧姆龙系列PLC简易编程器或计算机软件进行程序输入;6、在考核箱上接线,用电脑软件模拟仿真进行调试。
五、输入输出端口配置:输入设备 输入端口编号 接考核箱对应端口启动按钮S01 0000 SO1停止按钮S02 0001 SO2开关SQ1 0002 电脑和PLC自动连接开关SQ2 0003 电脑和PLC自动连接开关SQ3 0004 电脑和PLC自动连接选择按钮S07 0005 S07输出设备 输出端口编号 接考核箱对应端口向前接触器KM1 1000 H01甲卸料接触器KM2 1001 H02乙卸料接触器KM3 1002 H03向后接触器KM4 1003 H04车卸料接触器KM5 1004 H05六、问题:小车工作方式设定:A.小车连续循环与单次循环可按S07自锁按钮进行选择,当S07为“0”时小车连 续循环,当S07为“1”时小车单次循环;B.小车连续循环,按停止按钮S02小车完成当前运行环节后,立即返回原点,直到 碰SQ1开关立即停止;当再按启动按钮S01小车重新运行;C.连续作3次循环后自动停止,中途按停止按钮S02小车完成一次循环后才能停止。
PLC机械滑台工艺流程控制模板
PLC机械滑台工艺流程控制模板机械滑台工艺流程控制3如下免责申明,下载者必读!!!免责申明:本报告及其程序仅供参考,交流之用,若出现调试意外,本人概不负责。
程序部分在本机上基本能够运行,不排除其中有bug.其它未提及等错误情况,需要下载者逬一步思考完善。
若在其它试验机型调试中出现意外,本人概不负责。
报告部分因时间比较紧,难免出错,望下载者细细阅读思考后,发现错误并指明。
本报告初期有引用她人资料之嫌,后已大加改逬,如若还有雷同相似之处,望有疑冋者联系本人,本人与之再行商榷。
XXXX大学电气与自动化工程学院«PLC控制技术实训》资料内容仅供您学习参考,如有不半或者侵权,请联系改正或者删除。
题曰:机械滑台工艺流程枠制3姓名:学号:班级: 指导教师: 起止日期:目录1..................................................................................................... 设计任务书 (1)L1设计任务1.2设计目的及要求1.3设计内容及报告要求2基础实训项目一: (5)2.1总体设计方案2.2I/O地址分配表2.3PLC外部接线图2.4元件及功能表2.5流程图2.6程序3基础实训项目二: (9)3.1总体设计方案3.2I/O地址分配表3.3PLC外部接线图3.4元件及功能表3.5流程图3.6程序4. ..................................................................................................... 综合型自主实训项目 . (14)1 •总体设计方案1.1方案的确定1.2设计方案2.I/O地址分配表3元件及功能表4.流程图,顺序功能图,梯形图及指令表4.1流程图4.2顺序功能图4.3梯形图4.4程序说明5•程序的调试运行及其结果5」手动控制的调试运行及结果5.2单步控制的调试运行及结果5.3自动循环控制的调试运行及结果5................................................................................. 个人小结316.............................................................................. 参考文献32资料内容仅供您学习参考,如有不半或者侵权,请联系改正或者删除。
欧姆龙PLC编程实例
课题一 PLC控制运料小车一、课题要求:要求:根据给定的设备和仪器仪表,在规定的时间内完成程序的设计、安装、调试等工作,达到课题规定的要求。
二、设计原则:按照完成的工作是否达到了全部或部分要求,由实验老师对其结果进行评价。
三、课题内容:其中启动按钮S01用来开启运料小车,停止按钮S02用来手动停止运料小车(其工作方式见考核要求2选定)。
按S01小车从原点起动, KM1接触器吸合使小车向前运行直到碰SQ2开关停, KM2接触器吸合使甲料斗装料5秒,然后小车继续向前运行直到碰SQ3开关停,此时KM3接触器吸合使乙料斗装料3秒,随后KM4接触器吸合小车返回原点直到碰SQ1开关停止,KM5接触器吸合使小车卸料 5秒后完成一次循环。
四、设计要求:1、编程方法由实验老师指定:⑴用欧姆龙系列PLC简易编程器编程⑵用计算机软件编程2、工作方式:A.小车连续循环与单次循环可按S07自锁按钮进行选择,当S07为“0”时小车连续循环,当S07为“1”时小车单次循环;B.小车连续循环,按停止按钮S02小车完成当前运行环节后,立即返回原点,直到碰SQ1开关立即停止;当再按启动按钮S01小车重新运行;C.连续作3次循环后自动停止,中途按停止按钮S02则小车完成一次循环后才能停止;3、按工艺要求画出控制流程图;4、写出梯形图程序或语句程序;5、用欧姆龙系列PLC简易编程器或计算机软件进行程序输入;6、在考核箱上接线,用电脑软件模拟仿真进行调试。
五、输入输出端口配置:输入设备 输入端口编号 接考核箱对应端口启动按钮S01 0000 SO1停止按钮S02 0001 SO2开关SQ1 0002 电脑和PLC自动连接开关SQ2 0003 电脑和PLC自动连接开关SQ3 0004 电脑和PLC自动连接选择按钮S07 0005 S07输出设备 输出端口编号 接考核箱对应端口向前接触器KM1 1000 H01甲卸料接触器KM2 1001 H02乙卸料接触器KM3 1002 H03向后接触器KM4 1003 H04车卸料接触器KM5 1004 H05六、问题:小车工作方式设定:A.小车连续循环与单次循环可按S07自锁按钮进行选择,当S07为“0”时小车连 续循环,当S07为“1”时小车单次循环;B.小车连续循环,按停止按钮S02小车完成当前运行环节后,立即返回原点,直到 碰SQ1开关立即停止;当再按启动按钮S01小车重新运行;C.连续作3次循环后自动停止,中途按停止按钮S02小车完成一次循环后才能停止。
PLC控制机械滑台的设计与模拟调试机械滑台参
一、试题: PLC控制机械滑台的设计与模拟调试。
设计任务和要求如下:1.任务:工作台来回往复运动由直流电动机带动蜗轮驱动工作台,工作台速度和方向由限位开关SQ1-SQ4控制。
工作台循环工作过程为:工作台起动→向右移动工进→减速至换向→左移快速返回→减速至换向→进入正向工作状态。
2.要求:(1) 电气原理图设计,工作方式设置为自动循环、点动二种。
(2) PLC梯形图设计,工作方式设置为自动循环、点动、单周循环和步进四种。
(3)有必要的电气保护和联锁。
(4) 自动循环时应按上述顺序动作。
二、考核考核要求:1、电路设计:根据任务、加工工艺,设计电气原理图,列出 PLC 控制 I/O 口(输入、输出)元件地址分配表,根据电气原理图设计梯形图及 PLC 控制 I/O 口接线图,根据梯形图,列出指令表。
2、程序输入及模拟调试:熟练操作 PLC 键盘,能正确地将所编程序输入 PLC,按照被控设备的动作要求利用按钮开关进行调试,达到设计要求。
3、工具仪表使用正确,4、安全文明操作,5、满分 40 分,考试时间 240 分钟。
评分标准:电路设计(20 分)1、电气控制原理设计不全或设计有错,每处扣 2 分;2、输入输出地址遗漏或搞错,每处扣1 分;3、PLC 控制 I\O 口接线图设计不全或设计有错,每处扣 2 分;4、梯形图表达不正确或画法不规范,每处扣 2分;5、指令有错,每条扣 2 分。
程序输入及模拟调试(20 分)1、PLC 键盘操作不熟练,不会使用删除、插入、修改、监测、测试指令扣 5 分;2、不会利用按钮开关模拟调试扣 5 分;3、调试时没有严格按照被控设备动作过程进行或达不到设计要求,每缺少一项工作方式扣 5 分。
参考解答:PLC 控制机械滑台的设计与模拟调试一、电气控制原理图二、I/O 分配表输入信号输出信号名称代号地址名称代号地址工进转减速SQ1 X1 右移接触器KM1 Y0 减速转快退SQ2 X2 左移接触器KM2 Y1 快退转减速SQ3 X3 工进接触器KM3 Y2 减速转工进SQ4 X4 减速接触器KM4 Y3 手动向右工进SB1 X10快速接触器KM5 Y4 手动向右减速SB2 X11手动向左快退SB3 X12手动向左减速SB4 X13启动SB5 X26停止SB6 X27手动方式SA1 X20步进方式SA3 X22单周方式SA4 X23自动循环方式SA5 X24。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
题目:PLC控制机械滑台的设计与模拟调试。
设计任务和要求如下:
1 •任务:工作台来回往复运动由直流电动机带动蜗轮驱动工作台,工作台速度和方向由限位
开关SQ1—SQ4控制。
工作台循环工作过程为:工作台起动一向右移动工进一减速至换向一左移快速返回一减速至换向一进入正向工作状态。
2.要求:
(1)电气原理图设计,工作方式设置为自动循环、点动二种。
(2)PLC梯形图设计,工作方式设置为自动循环、点动、单周循环和步进四种。
(3)有必要的电气保护和联锁。
(4)自动循环时应按上述顺序动作。
起点快进一
减速SD-
、〔工减速
SQ3
I/O分配表
梯形图
MSJO?
I
.
1
1
.
程序验证指导:
(一)手动方式
按下X20并按紧:
按下手动向右工进按钮X10 一右移接触器丫0和工进电磁阀丫2同时得电,工作
台向右工进;
按下手动向右工进按钮X11 一右移接触器丫0和减速电磁阀丫3同时得电,工作台向右减速;
按下手动向右工进按钮X12 一左移接触器丫1和快速电磁阀丫4同时得电,工作台向左快退;
按下手动向右工进按钮X13 一左移接触器丫1和减速电磁阀丫3同时得电,工作台向左减速;
(二)回原点方式
按下X21并按紧,再按下回原点启动按钮X25:右移接触器丫0复位,同时左移接触
器丫1和快速电磁阀Y4同时得电,工作台向左快退;当工作台压到原点条件按钮X4的时候,回原点继电器闭合,回原点完成;
注意:回原点在这个图上只做过渡作用,因为题目要求没有要求编回原点方
(三)自动方式<包含:单步方式、单周方式、连续方式>
注意:每次在手动方式转为自动方式之前都要经过回原点;
(1)单步方式
按下X22并按紧,按一下X26一右移接触器丫0置位得电和工进电磁阀丫2得电工作台向右工进一工进到位即压下X1-工进电磁阀丫2断电一按一下X26一减速电磁阀丫3得电,工作台向右减速f减速到位即压下X2,Y3断电f按一下X26f右移接触器丫0复位失电,左移接触器丫1置位得电和快速电磁阀丫4工作台向左快退f快退到位即压下X3f Y4断电f按一下X26f 减速电磁阀丫3得电f工作台向左减速f减速到位即压下X4, 丫1复位失电,丫3失电f按一下X26f右移接触器丫0置位得电和工进电磁阀丫2得电工作台向右工进f (重复……)
(2)单周方式
按下X23并按紧,按一下X26一右移接触器丫0置位得电和工进电磁阀丫2得电工作台向右工进一工进到位即压下限位开关X1 (工进转减速)-工进电磁阀丫2失电同时减速电磁阀
Y3得电,工作台向右减速f减速到位即压下限位开关X2 (减速转快退)f减速电磁阀丫3 失电和右移接触器丫0复位失电同时左移接触器丫1置位得电和快速电磁阀丫4工作台向左快退f快退到位即压下限位开关X3 (快退转减速)f快速电磁阀丫4失电同时减速电磁阀丫3 得电f工作台向左减速f减速到位即压下限位开关X4 (减速转工进),左移接触丫1复位失电,丫3减速电磁阀失电f停止。
(3)连续方式
按下X23并按紧,按一下X26f右移接触器丫0置位得电和工进电磁阀丫2得电工作台向右工进f工进到位即压下限位开关X1 (工进转减速)f工进电磁阀丫2失电同时减速电磁阀
Y3得电,工作台向右减速f减速到位即压下限位开关X2 (减速转快退)f减速电磁阀丫3 失电和右移接触器丫0复位失电同时左移接触器丫1置位得电和快速电磁阀丫4工作台向左快退f快退到位即压下限位开关X3 (快退转减速)f快速电磁阀丫4失电同时减速电磁阀丫3 得电f工作台向左减速f减速到位即压下限位开关X4 (减速转工进),左移接触器丫1复位失电,丫3减速电磁阀失电f右移接触器丫0置位得电和工进电磁阀丫2得电工作台向右工进f (下一个循环)。
无论什么时候,按X27,将停止。