铸件凝固过程的应力动态测量方法
铸件中常见缺陷

铸件中常见的主要缺陷有:1.气孔这是金属凝固过程中未能逸出的气体留在金属内部形成的小空洞,其内壁光滑,内含气体,对超声波具有较高的反射率,但是又因为其基本上呈球状或椭球状,亦即为点状缺陷,影响其反射波幅。
钢锭中的气孔经过锻造或轧制后被压扁成面积型缺陷而有利于被超声检测所发现,如图2.2所示。
2.缩孔与疏松铸件或钢锭冷却凝固时,体积要收缩,在最后凝固的部分因为得不到液态金属的补充而会形成空洞状的缺陷。
大而集中的空洞称为缩孔,细小而分散的空隙则称为疏松,它们一般位于钢锭或铸件中心最后凝固的部分,其内壁粗糙,周围多伴有许多杂质和细小的气孔。
由于热胀冷缩的规律,缩孔是必然存在的,只是随加工工艺处理方法不同而有不同的形态、尺寸和位置,当其延伸到铸件或钢锭本体时就成为缺陷。
钢锭在开坯锻造时如果没有把缩孔切除干净而带入锻件中就成为残余缩孔(缩孔残余、残余缩管),如图2.3、2.4、2.5所示。
如果铸件的型模设计不当、浇注工艺不当等,也会在铸件与型模接触的部位产生疏松,如图2.28所示。
断口照片中的黑色部分即为疏松部位,其呈现黑色是因为该工件已经过退火处理,使得疏松部位被氧化和渗入机油所致。
图2.28 W18钢铸件-用作铣刀齿,采用超声纵波垂直入射多次底波衰减法发现的疏松断口照片3.夹渣熔炼过程中的熔渣或熔炉炉体上的耐火材料剥落进入液态金属中,在浇注时被卷入铸件或钢锭本体内,就形成了夹渣缺陷。
夹渣通常不会单一存在,往往呈密集状态或在不同深度上分散存在,它类似体积型缺陷然而又往往有一定线度。
4.夹杂熔炼过程中的反应生成物(如氧化物、硫化物等)-非金属夹杂,如图2.1和2.6,或金属成分中某些成分的添加料未完全熔化而残留下来形成金属夹杂,如高密度、高熔点成分-钨、钼等,如图2.29,也有如图2.24所示钛合金棒材中的纯钛偏析。
(a)(b)(c)(d)(e)图2.29 BT9钛合金锻制饼坯中的钼夹杂:(a)剖面低倍照片;(b)X射线照相底片;(c)C扫描显示(图中四个白色点状显示为同一个缺陷,是使用水浸点聚焦探头以不同灵敏度检测的结果,其他分散细小的白色点状为与该缺陷无关的杂波显示);(d)B扫描显示;(e)3D显示5.偏析铸件或钢锭中的偏析主要指冶炼过程中或金属的熔化过程中因为成分分布不均而形成的成分偏析,有偏析存在的区域其力学性能有别于整个金属基体的力学性能,差异超出允许标准范围就成为缺陷,如图2.23和2.24、2.27所示。
防止和消除铸造应力的方法
防止和消除铸造应力是铸造工艺中非常重要的一环,直接关系到铸件的质量和性能。
铸造应力主要来源于铸造过程中的凝固收缩和内部组织结构不均匀所引起的应力,如果不及时处理,将会对铸件的使用性能产生不利影响。
因此,合理的预防和处理铸造应力对于确保铸件质量至关重要。
一、预防铸造应力的方法1. 设计合理的铸件结构在设计铸件时,应尽量避免出现过大的壁厚变化和凸角,避免出现棱角太锐利的部位,以减小凝固收缩引起的应力集中。
同时,在设计时也要考虑到浇注系统和冷却系统,合理设计这些系统可以有效地降低凝固收缩带来的影响。
2. 选用合适的浇注系统浇注系统的设计对于减小铸造应力非常重要。
通过选用合适的浇口形式和位置,可以有效地降低凝固收缩引起的内部应力。
同时,合理设计浇注系统还可以保证金属液流畅,防止气体和杂质的混入,从而减小内部组织不均匀带来的应力问题。
3. 控制浇注温度和速度合理控制浇注温度和速度可以有效降低凝固收缩引起的应力。
通过控制浇注温度,可以减缓凝固速度,减小凝固收缩引起的应力。
同时,控制浇注速度可以使金属液在浇注过程中充分充实,减小气孔的产生,从而减小内部组织不均匀带来的应力问题。
二、消除铸造应力的方法1. 热处理热处理是消除铸造应力的常用方法之一。
通过热处理可以改变铸件的组织结构,减小内部组织不均匀带来的应力问题。
常用的热处理方法包括回火、正火等,可以根据具体情况选择合适的热处理工艺。
2. 振动处理对于一些特殊结构的铸件,可以采用振动处理的方法来消除铸造应力。
通过振动处理可以使内部应力得到释放,从而改善铸件的性能。
3. 应力退火应力退火是一种通过加热和保温的方法来消除应力的工艺。
通过应力退火可以使铸件内部的应力得到释放,提高铸件的稳定性和性能。
4. 热处理组织调整通过改变热处理工艺参数,可以调整铸件的组织结构,从而消除铸造应力。
例如改变回火温度、时间等参数,可以使铸件的组织结构得到调整,从而减小应力。
三、综合措施除了上述方法外,还可以采取一些综合措施来预防和消除铸造应力。
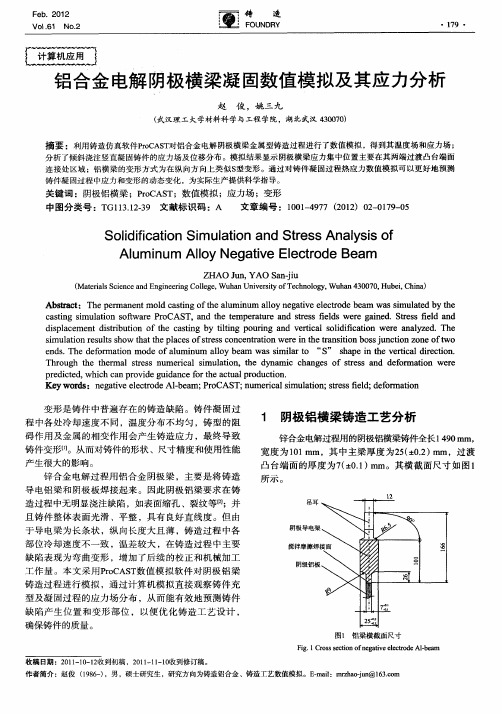
铝合金电解阴极横梁凝固数值模拟及其应力分析
Z AOJn Y a-u H , AOSnj u i
( t a c n e n n ier gC l g, h nU i ri f eh oo yW u a 3 0 0Hu e C ia Mae lS i c dE gne n ol e Wu a nv syo T cn l , hn4 0 7 , b i h ) i r s e a i e e t g , n
p e itd wh c a r vd ud n ef r h cu l r d cin r dce , ihc np o ieg ia c o ea ta o u t . t p o
Ke r s n g t ee e t d 一 e m; r CAS n e i a ia i lc r eA1 a P o v o b T; u rc l mu a i ; t s l ; e o mai m s o r i f o
Ab t c : T e p r n n o d c si g o ea u iu l y n g t e ee to eb a wa i l td b e sr t a h e ma e t m l a t f h l m n m a l e ai l cr d e m ssmu a e y t n t o v h c si g smu a i n s f r r CAS a t i lt o wa e P O n o t T.a d t e t mp r t r n te s f l swe e g i e .S e s f l n n h e e au e a d s s ed r an d t s ed a d r i r i
铸造应力的分类

铸造应力的分类
1. 热应力:由于铸件在铸造过程中的激烈冷却以及不均匀收缩,导致不同部分温度和体积的差异,产生的应力。
2. 冷却应力:铸件在铸造完成后冷却过程中,由于不同部分的收缩速度不一致,导致的应力。
3. 凝固应力:在铸造过程中,液态金属逐渐凝固,形成晶粒,晶粒的体积变化引起应力。
4. 化学应力:在合金铸造中,由于不同组分的化学成分差异,产生的化学反应引起的应力。
5. 内应力:在熔融金属冷却过程中,由于原材料中存在的或形成的缺陷、气包等不均匀性,产生的局部应力。
6. 大气应力:铸造完工的产品暴露在大气环境中,与环境中的温度、湿度等因素相互作用,引起的应力。
7. 机械应力:在铸件冷却完毕后,由于剪切、磨削、切割等机械加工过程中的应变造成的应力。
8. 环境应力:铸件在使用过程中,与周围环境温度、湿度、压力等因素相互作用,产生的应力。
9. 应力集中:在铸造过程中,由于形状、尺寸等因素的变化,导致铸件某些部位应力集中,产生较高的应力。
10. 残余应力:在铸造过程完成后,因冷却和凝固过程中温度、体积等因素的变化,导致的残余应力。
合金的凝固收缩是铸件产生应力、变形和冷裂的基本原因

合金的凝固收缩是铸件产生应力、变形和冷裂的基本原因
合金的凝固收缩是指在铸造过程中,由于合金在冷却过程中体积缩小而产生的现象。
这个缩小是由于合金在液态和固态之间的相变过程中,原子或分子的排列方式发生变化引起的。
合金的凝固收缩会导致以下问题:
1. 应力和变形:凝固收缩会导致铸件内部产生拉应力和挤压应力。
当拉应力超过材料的强度限制时,可能会导致铸件的断裂。
同时,凝固收缩还会导致铸件变形,特别是对于复杂形状的铸件来说,这种变形可能会使铸件失去原有的形状和尺寸。
2. 冷裂:凝固收缩还会导致铸件的冷裂。
当铸件凝固收缩时,内部产生的拉应力可能会超过材料的断裂韧性限制,从而导致铸件的冷裂。
为了解决合金的凝固收缩问题,可以采取以下措施:
1. 添加凝固缩小剂:通过添加凝固缩小剂,可以促进铸件凝固过程中的形变和缩小,从而减少凝固收缩产生的应力和变形。
2. 控制凝固速率:通过控制凝固速率,可以影响合金凝固收缩的行为。
较快的凝固速率可以减少凝固收缩的影响。
3. 使用合理的铸造工艺:选择合适的铸造温度、浇注方式和冷却方式等铸造工艺参数,可以降低合金凝固收缩带来的问题。
总之,合金的凝固收缩是造成铸件产生应力、变形和冷裂的基本原因之一,需要通过适当的措施来解决这个问题。
铸件释放应力的工艺规程

铸件释放应力的工艺规程
铸件在凝固和冷却过程中,由于收缩受阻,各部位冷却速度不同以及组织转变引起体积变化等原因,不可避免地会在铸件内产生内应力。
铸件内应力会使铸件在存放、后续加工及使用过程中产生裂纹或变形,降低铸件的尺寸精度和使用性能,甚至使铸件报废。
因此,对于有较大铸造残留应力的铸件,尤其是形状复杂的大型铸件,应在机械加工前进行消除内应力处理。
铸件在焊补时也会产生内应力,因此,焊补后的铸件也应进行消除内应力处理。
最常采用的铸件消除内应力处理方法是自然时效和人工时效。
自然时效是将铸件平稳地放置在空地上,一般放置6-18个月,最好经过夏季和冬季。
大型铸铁件,如床身,机架等一般采用这种时效方法。
自然时效稳定铸件尺寸的效果比人工时效好,但周期长,因此中小铸件甚至大铸件通常都采用人工时效方法来消除内应力。
人工时效通常指对铸件进行消除内应力回火,即将铸件加热到塑性变形温度范围保持一段时间,使铸件各部位温度均匀化,从而释放铸件内应力,使铸件尺寸趋于稳定,然后使铸件在炉内缓慢冷却到弹性变形温度范围后出炉空冷。
此外,振动时效作为一种消除铸件内应力的新工艺,由于其能耗和处
理成本较低,且在消除内应力及保证铸件尺寸稳定性方面效果显著,也越来越受到重视。
铸件凝固动态曲线测定
实验一铸件凝固动态曲线测定1.实验目的合金液相线到固相线之间的温度间隔谓之结晶间隔,凝固过程中逐渐液相线等温面和固相线等温面之间的区域谓之凝固区域,反映凝固区域由表及里推移的最直观方法是凝固动态曲线,凝固区域是液固并存区。
它的宽、窄、结构,向铸件中推进的速度以及最终推进到铸件中心的时间,对铸件的质量,如缩孔、缩松热裂,偏析等的形成都有影响。
因此它是研究铸件凝固问题重要领域之一。
本实验的目的在于学会测定铸件凝固动态曲线,对凝固区域结构建立起直观认识,验证铸件凝固的平方根定律。
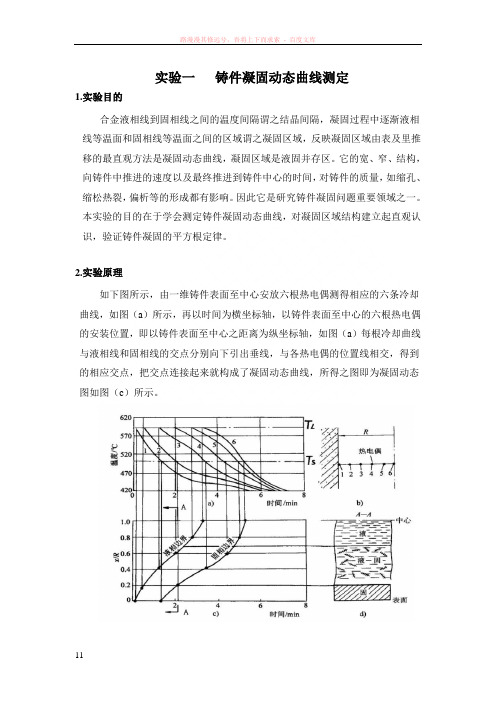
2.实验原理如下图所示,由一维铸件表面至中心安放六根热电偶测得相应的六条冷却曲线,如图(a)所示,再以时间为横坐标轴,以铸件表面至中心的六根热电偶的安装位置,即以铸件表面至中心之距离为纵坐标轴,如图(a)每根冷却曲线与液相线和固相线的交点分别向下引出垂线,与各热电偶的位置线相交,得到的相应交点,把交点连接起来就构成了凝固动态曲线,所得之图即为凝固动态图如图(c)所示。
图(c)左边曲线同液相线相对应(如有过冷,则与一个略低的等温线相对应)。
它表示不同时间铸件断面中凝固开始的部位,故谓之“凝固始液”。
它实质上表示了铸件断面中液相线等温面从铸件表面向中心推进,在不同时间所处之部位,该曲线之斜率就表示液相线等温面向中心推进至速度。
图(c)右边曲线同固相线相对应,它表示不同时间铸件断面中凝固结束的部位,故谓之“凝固终夜”。
它实质上表示了铸件断面中固相线等温面在不同时间时所处之部位,它的斜率就表示了固相线等温面向铸件中心推进的速度。
在凝固动态图(c)上可以看出具有结晶间隔的合金在每个时间,从铸件表面至中心参在固相区(铸件表面至凝固终液),凝固区(凝固终波至凝固始波之垂直距离)和液相区三个区域。
在图上可以看出铸件凝固过程即是凝固区域不断推向铸件中心液相区随之不断缩小以至于消失之过程。
凝固终波到达铸件中心就表示铸件凝固过程已经结束。
所以动态曲线测定原理实际上就是把具有温度-时间坐标的多根冷却曲线转变成具有距离-时间坐标的凝固动态曲线图。
铸造应力的产生机理

铸造应力的产生机理
在现代工业生产中,铸造是一种常见的加工方式,而在铸造过程中,铸造应力的产生是一个不可避免的问题。
那么,铸造应力产生的机理是什么呢?下面将从几个方面进行详细阐述。
第一、温度梯度的影响
在铸造过程中,金属液凝固后会发生收缩,这时候就会产生应力。
其中最主要的就是“固态相变应力”。
它是由于金属在凝固时,由高温到低温有一个温度梯度的分布,导致了铸件的体积收缩不均匀而产生的。
这种应力主要集中于铸件的极端部分,也就是沿着铸件壁厚方向分布。
第二、金属流动的影响
在铸造过程中,金属液在浇注到模型中之后,会在模型中逐渐凝固,这时候颗粒之间的分离,分布不均也会导致应力的产生。
同时,金属液还会受到气流、浇口等因素的影响,因而产生没有规律的金属流动。
这些因素都会导致金属拉伸和压缩变形,从而使得金属内部出现应力。
第三、金属内部组织结构的影响
金属的内部结构是产生应力的关键之一。
铸造过程中,金属液在凝固的过程中,会出现晶粒拒绝现象,从而使得铸造材料存在着不同的晶粒组织和晶界,而不同的晶粒组织和晶界之间的应变状态是不同的,所以也就导致了应力的产生。
综上所述,铸造应力的产生机理主要包括:温度梯度的影响、金属流动的影响以及内部组织结构的影响等。
在铸造过程中,我们需要充分考虑这些因素,做好相关工作,以保证铸件的质量和安全性。
同时,在生产过程中,还需要加强管理,提高工人的技能水平,以及加强设备的维护保养,以确保铸造过程的有效运行。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
·960·
铸造
FOUNDRY
!!!!!" 检测技术
!"
铸件凝固过程的应力动态测量方法
Sep. 2007 Vol.56 No.9
!!!!!"
张家锋, 康进武, 柳百成 ( 教育部先进成形制造重点实验室, 清华大学机械工程系, 北京 100084)
摘要: 在砂芯中埋入测力传感器, 间接动态测量了框形铝合金铸件在凝固过程中的应力变化情况。并采用有限差分与
28 890
17 655
4 279
1 115
371
塑 性 硬 化 系 数/MPa
9 676
7 182
3 758
1 568
807
274
226
24
压 (力 ×10) /N
图2 压力与铸件长杆中心点温度的关系 Fig. 2 Pressure versus temperature at center point of casting side pole
试验中测得测力传感器受到的压力与铸件长杆中 心点温度曲线如图2所示。从图2中可以很清楚看到, 总体来说温度较低时测力传感器受到的压力较大; 压 力随温度变化速率最快的是中温阶段, 而在高温、低 温阶段压力变化较为缓慢。上述现象和铸造凝固理论 能够较好符合。浇入金属液之后, 铸件开始凝固, 在 形成固态框架之后就开始产生内应力, 并随着凝固进 程的推进应力不断增大, 测力传感器所受到的压力也 不断增大; 凝固结束后, 铸件的温度仍然很高, 单位 时间降温幅度大, 铸件进一步收缩, 内应力增大, 测 力传感器受到的压力继续攀升; 当铸件温度较低、降
本试验所需要的设备仪器除了合金熔炼、浇注系 统外, 主要有测力传感器、测温热电偶以及数据采集
传统的应力测量手段如盲孔法、剥层法、X射线 系统。其中, 测力传感器使用中国航天科技集团北京
法、磁场法等, 在铸件的残余应力测量领域中具有较 为广泛的应用[2-6]。对于常温、固态的 工件而言, 贴应 变 片 的 方 法 也 能 实 现 应 力 应 变 的 动 态 监 测[7]。 但 铸 造 凝
件施加于砂芯的压缩力的变化情况, 研究其发展规律 固过程中对砂芯施加的压力。铸件设计为方框形, 外框
和内在原因, 间接分析铸件应力的产生和发展; 与此 同时, 采用有限差分与有限元相结合的方法[8], 对该铸
尺寸为310 mm×150 mm, 内框尺寸为260 mm×100 mm, 四周尺寸均匀, 厚度方向为30 mm。浇冒口直接加在端
铸件的应力集中区和危险区做出预测和监控, 是铸造
合金选择: 试验选用目前应用十分广泛的A357铸造
凝 固过程热应力分析的 一个瓶颈。本文作者 在砂芯 中 铝合金, 主要化学成分如表1所示。试验方案设计: 本试
埋入测力传感器, 动态监测凝固过程中框形铝合金铸 验中, 采用砂芯中埋入测力传感器方法, 测量铸件在凝
表1 A357合金的主要化学成分
Table 1 Chemical composition of A357 alloy
元素
Si
Mg
Mn
Cu
Fe
含量
7
0.5
0.1
0.2
0.2
wB ( %) Al
其余
( a) 试验方案图
( b) 试验现场照片
图1 测力传感器和热电偶布置位置
Fig. 1 Position of stress sensor and thermal couples
( 3) 该试验方法能够从一 定程度 上 反 映 铸 件 凝 固 过程中的应力产生和发展变化情况, 结果可靠。
压 (力 ×10) /N
图4 模拟计算侧杆中心截面压力与实测压力曲线比较 Fig. 4 Comparison of calculated force and experiment force
温平缓时, 铸件内应力的变化较小, 测力传感器受到 的压力也基本维持在一个较为稳定的数值, 因此低温 阶段测量压力最大。另外, 铸件在高温和中温阶段停
留时间短, 而高温阶段铸件尚未完全凝固, 压力变化 缓慢, 因此测量压力曲线在中温阶段随温度变化速率 最快。
将试验测得的铸件侧杆中心点温度曲线与模拟计 算结果相对比, 如图3所示。比较发现, 二者较为接 近。在压力数据分析之前, 先做两个假设: ①框形铸 件对于砂型的压缩, 所有压力均分布在铸件内腔长方 体内; ②考虑到砂型小的弹性模量和切向模量, 认为 铸件对于砂型的纵向压力 ( 侧杆轴向) , 均由测力传感 器承担。
件凝固过程进行数值模拟计算分析, 并与试验结果相 部短杆上方。选用S型测力传感器, 端部连接承力杆、
基金项目: 国家重点基础研究发展规划项目 ( 2005CB724105) 。收稿日期: 2007- 05- 20。 作者简介: 张家锋 ( 1980-) , 男, 湖北麻城人, 博士研究生, 主要从事材料热加工过程应力分析及尺寸控制研究。
在上述假设基础上, 根据力学平衡原理, 可认为侧 杆截面压力在数值上与测力传感器所受到压力大小相 等。因此将试验测量的测力传感器所受到的压力与模拟 计算得到的侧杆中心截面压力相对比, 如图4所示。
·962·
FOUNDRY
Sep. 2007 Vol.56 No.9
3 结论
图3 模拟计算与试验测量得到的铸件侧杆中心点温度曲线比较 Fig. 3 Comparison of calculated and experiment temperature histories
E-mail: zhangjiafeng03@mails.tsinghua.edu.cn。
铸造
张家锋等: 铸件凝固过程的应力动态测量方法
·961·
承力片, 传感器工作温度为室温。试验中为了提高测 量精度, 应该让传感器尽量靠近铸件; 同时为了保护 传感器, 应在传感器外面包裹绝热材料进行隔热。具 体 布 置 方 案 如 图1a所 示 。 试 验 采 用 水 玻 璃 石 英 砂 型 。 在造型完成后, 表面钻气孔以便于通二氧化碳气体硬 化 以 及 铸 造 排 气 。 图1b是 浇 注 后 试 验 现 场 图 片 。
Tl /℃ 615
Ts /℃ 555
表3 计算中用到的主要力学性能参数
Table 3 Main mechanical pr oper ties used in the simulation
温 度/℃
21
150
250
320
400
500
510
520
弹 性 模 量/MPa
54 819
38 023
33 840
从图4中可以看到, 模拟计算得到的侧杆中心截面 压力随时间变化规律和试验测得的测力传感器所受到 的压力随时间变化曲线具有很好的相似性, 曲线变化 趋 势 一 致 , 最 终 稳 定 值 分 别 约 为 8×9.8N、 和 7×9.8N。 考虑到试验条件、测量精度的限制, 可以认为二者吻 合良好。
上述结果表明, 试验结果能够和模拟计算较好统 一, 该试验方法能够从一定程度上反映铸件凝固过程 中的应力产生、发展变化情况, 结果可靠。
( 1) 采用在砂芯中埋入测 力传 感 器 的 方 法, 动 态 监测凝固过程中框形铸件施加于砂芯的压力变化, 间 接地测量铸件的应力产生及发展情况。
( 2) 采用有限差分与有限 元相 结 合 的 方 法, 对 试 验中框形铸件凝固过程进行了数值模拟分析, 并将结 果与实测温度、压力曲线比较, 在试验误差范围内可 认为能较好地吻合。
在铸造生产中, 经常由于铸件结构方面的原因及 比较。
工艺处理不当而出现热裂或者在某些部位存在较大的 残余应力和变形, 严重影响了铸件质量和使用寿命,
1 试验方法
给工业生产造成了巨大损失。这两种铸造缺陷都直接 1.1 试验设备仪器
和凝固过程中应力的产生和发展有关, 因此对铸件凝 固 过 程 应 力 的 研 究 和 监 测 具 有 十 分 重 要 的 意 义[1]。
参数 A357
!(/ W·m-1·K-1) 152.00
表2 计算中用到的主要热物性参数
Table 2 Main ther mal pr oper ties used in the simulation
cp(/ J·kg-1·K-1) 962.32
"(/ kg·m-3) 2.68×103
hf(/ J·kg-1) 3.89×105
嘉祥高科技开发公司的BK-2型称重传感器; 测温热电 偶 使 用 普 通K型 热 电 偶 ( 镍 铬-镍 硅) ; 试 验 测 得 的 压 力、温度信号通过数据采集卡采集, 传送到计算机中
固过程中, 由于高温和液固相变的存在, 很难通过试 进行处理。
验方法动态测量铸件应力的分布及发展情况, 难以对 1.2 试验方案
S tudy on Dyna mic Me a s ure me nt of The rma l S tre s s During
S olidifica tion of a Ca s ting S pe cime n
ZHANG J ia -fe ng, KANG J in-wu, LIU Ba i-che ng ( Ke y La bora tory for Adva nce d Ma nufa cturing by Ma te ria ls P roce s s ing Te chnology, De pa rtme nt of
有限元相集成的方法对铸造试件的凝固过程进行了热应力数值模拟。结果表明, 凝固开始后, 铸件对砂芯的压缩力逐 渐增长, 且增大的速度较快; 一定时间之后, 压缩力基本保持在一个稳定值。模拟计算结果能与测量结果较好吻合。
关键词: 砂型铸造; 应力; 动态测量; 数值模拟 中图分类号: TG21+3 文献标识码: A 文章编号: 1001- 4977 ( 2007) 09- 0960- 03