过程特殊特性清单2013
产品和过程特殊特性清单

5
φ12铆钉铆接力设定值
28-30MPa
▲
6
铆接间隙
铆钉头120°范围内0.2mm塞尺不入
▲
7
3检验、修整
横梁总成宽度
-2.mm
▲
8
上下连接板孔距
150±0.5mm
▲
备注
特殊特性级别分类:
1.关键特性:影响安全、法规性能的特性。符号:★
2.重要特性:影响外观、装配、功能、性能等的特性。符号:▲
批准
宋福臻
审核
刘如全
校对
任道有
编制
张庆国
德州豪沃机械制造有限公司
产品和过程特殊特性清单HW-JL-1119
制定部门:技术部制定日期:2013-10-13
产品编号
AZ9727515850
核心小组
宋福臻、孙珂、朱立成、张顺义、任振国、薛红顺、张庆国
修订日期
产品名称
横梁总成
阶段状态
□第一阶段(初始)■第二阶段
编号
HW2013-0400
编号
过程编号及名称
描述/说明
规范/公差
级别
图示
产品特殊特性
过程特殊特性
1
1装配、铆接上连接板铆钉
横梁、连接板、铆钉外观
无磕碰划伤锈蚀、无缺肉、裂纹、铆模压痕、成形头偏移等
▲
2
φ12铆钉铆接力设定值
28-30MPa
▲
3
铆接间隙
铆钉头120°范围内0.2mm塞尺不入
▲
4
2装配、铆接下连接板铆钉
横梁、连接板、铆钉外观
无磕碰划伤锈蚀、无缺肉、裂纹、铆模压痕、成形头偏移等
产品及过程特殊特性清单
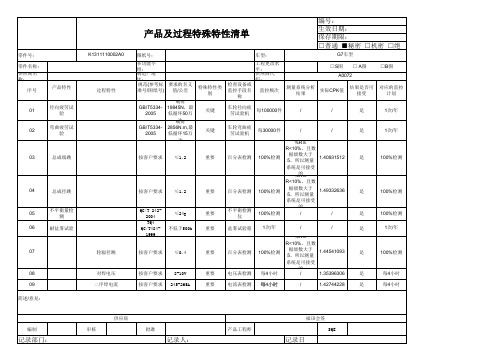
QC/T 2422004 TQ4
QC/T4841999
≤24g 不低于500h
重要 重要
按客户要求 ≤0.4
重要
按客户要求 8-10V
重要
工程更改水 平: 供应商代 码: 检查设备或 监控手段名 监控频次 称
□S图 □ A图 A0072
测量系统分析 结果
实际CPK值
结果是否可 接受
车轮径向疲 劳试验机
是
盐雾试验箱 1次/年
/
/
是
%R&
R<10%,且数
百分表检测
100%检测
据级数大于 5,所以测量
1.44541093
是
系统是可接受
的
电压表检测 每4小时
/
1.35396306
是
□B图 对应的监控
计划 1次/年 1次/年
100%检测
100%检测 100%检测
1次/年 100%检测
每4小时
按客户要求 245-265A
零件号:
零件名称: 供应商名 称:
序号
产品特性
01
径向疲劳试 验
02
弯曲疲劳试 验
03
总成端跳
04
总成跳
05
不平衡量检 测
06
耐盐雾试验
07
08 09 简述/意见:
K1311110002A0 过程特性
轮辐径跳 对焊电压 二序焊电流
产品及过程特殊特性清单
编号: 生效日期: 保存期限: □普通 ■秘密 □机密 □绝
每100000件
/
/
是
车轮弯曲疲 劳试验机
每30000件
/
/
是
%R&
产品和过程的特殊特性清单
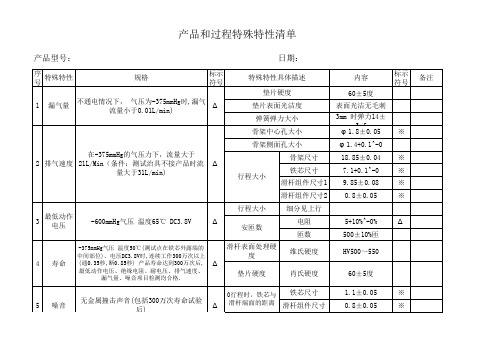
2.9W MAX
Δ
垫片硬度 电压
电阻
附 △:客户要求;※:公司经验
制订:
肖氏硬度 额定电压
电阻 漆包线线径
匝数
审核:
60±5度
3.8V
5Ω +10%^0
Δ
0.24±0.004
500±10%匝
批准:
量大于31L/min)
骨架侧面孔大小
骨架尺寸
行程大小
铁芯尺寸 滑杆组件尺寸1
滑杆组件尺寸2
行程大小
细分见上行
3
最低动作 电压
-600mmHg气压 温度65℃ DC3.8V
Δ
安匝数
电阻 匝数
-375mmHg气压 温度50℃(测试点在铁芯外露端的 中间部位)、电压DC3.8V时,连续工作300万次以上
滑杆表面处理硬 度
5+10%^-0% 500±10%匝
HV500~550
60±5度
标示 符号
※
※ ※ ※ ※
Δ
备注
0行程时,铁芯与 铁芯尺寸
1.1±0.05
※
5 噪音
无金属撞击声音(包括300万次寿命试验 后)
Δ
滑杆端面的距离 滑杆组件尺寸
0.8±0.05
※
5 噪音
无金属撞击声音(包括300万次寿命试验
后)
Δ
6 功率
维氏硬度
4 寿命 (通0.35秒,断0.85秒) 产品寿命达到300万次后, Δ
最低动作电压、绝缘电阻、耐电压、排气速度、 漏气量、噪音项目检测均合格.
ห้องสมุดไป่ตู้
垫片硬度
肖氏硬度
内容 60±5度 表面光洁无毛刺 3mm 时弹力14±
过程特殊特性初始清单

紧固力矩:750-900Nm
桁架
后板簧
16×M30U形螺栓力矩:
900-1000Nm
上反作用杆与中后桥连接4×M24螺栓紧固力矩:750-900Nm
桁架
前桥预装及轮胎装配
前桥板簧座4×M24U形螺栓紧固力矩:
650-850Nm
前桥轮胎72×M24
紧固力矩:750-900Nm
驾驶室装配
行车
多方论证小组人员签字:
离合器总泵制
动液加注量:
1.5L
离合器踏板外端面至驾驶室前面板间距间距为255±5mm
左转向角螺栓从螺母处露出长度:
22±0.5mm
右转向角螺栓从螺母处露出长度:
28±0.5mm
前轮胎打正后转向直拉杆两端销轴中心距:
1000±2mm
手动泵液压油加注量:
5L
落装大箱
传动轴套外端面与油泵前端面间距:10±2mm
1、过程特殊特性
产品名称
图号01104570特性 Nhomakorabea参数
过程(工序)
力矩、油量、尺寸
(Nm)、(L)、(mm)
设备
板簧座装配
板簧座加注齿轮油升数1.2-1.5L
未安装板簧前板簧座晃动量:人工手工晃动可以左右晃动,所需力气较大
发动机预装
发动机与变速箱连接螺栓力矩:58-71Nm
发动机内润滑机油升数35L
变速箱内加注齿轮润滑油升数22L
中桥主减速器加油量:21L
行车
后桥主减速器加油量:19L
中后桥单侧轮边加油量:5L
中后桥加油顺序:先轮边后主减
前中后桥装配
下反作用杆与中后桥下部连接8×M22螺栓紧固力矩:600-670Nm
HD10-特殊特性清单及过程流程图
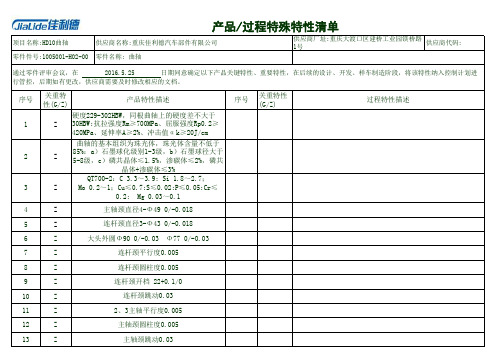
序号
关重特
性(G/Z)
序号
关重特性
(G/Z)
1Z 2Z 3Z
4Z 5Z 6Z 7Z 8Z 9Z 10Z 11Z 12Z 13Z 产品/过程特殊特性清单
顶目名称:HD10曲轴供应商名称:重庆佳利德汽车部件有限公司供应商厂址:重庆大渡口区建桥工业园镁桥路1号供应商代码:
零件件号:1005001-H02-00零件名称: 曲轴
通过零件评审会议,在 2016.5.25 日期同意确定以下产品关键特性、重要特性,在后续的设计、开发、样车制造阶段,将该特性纳入控制计划进行管控,后期如有更改,供应商需要及时修改相应的文档。
产品特性描述过程特性描述
硬度229-302HBW,同根曲轴上的硬度差不大于
30HBW;抗拉强度Rm≥700MPa、屈服强度Rp0.2≥
420MPa、延伸率A≥2%、冲击值αk≥20J/cm
曲轴的基本组织为珠光体,珠光体含量不低于
85%:a)石墨球化级别1-3级,b)石墨球径大于
5-8级,c)磷共晶体≤1.5%,渗碳体≤2%,磷共
晶体+渗碳体≤3%
QT700-2:C 3.3~3.9; Si 1.8~2.7;
Mo 0.2~1;Cu≤0.7;S≤0.02;P≤0.05;Cr≤
0.2; Mg 0.03~0.1
主轴颈直径4-Ф49 0/-0.018
连杆颈直径3-Ф43 0/-0.018
大头外圆Ф90 0/-0.03 Ф77 0/-0.03
连杆颈平行度0.005
连杆颈圆柱度0.005
连杆颈开档 22+0.1/0
连杆颈跳动0.03
2、3主轴平行度0.005
主轴颈圆柱度0.005
主轴颈跳动0.03。
标准紧固件产品和过程特殊特性清单

标准紧固件产品和过程特殊特性清单
资料编号
顾客名称
编制日期
零件编号
零件名称
螺丝
序号
1 2 3 4 5 6 7 8 9 10 11 12 13 14
15
16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34
类别 工序
产品 过程
特性
要求 单位 指标
○
尺寸5:角度
°
82°±2° 投影仪测量(首件/巡检)
○
尺寸6:弧度
°
R14 投影仪测量(首件/巡检)
○ 交付准时率
%
100% 生产日报表
铣槽 ○
尺寸1:槽宽 mm
2+0.2 显微镜、投影仪
Xbar-R Chart
○
尺寸2:槽深 mm 1.2±0.1 深度规、投影仪
Xbar-R Chart
○ 生产计划达成率 %
控制方法
备注
打头 ○
尺寸1:头径 mm 7.5-0.1 千分尺测量(首件/巡检) Xbar-R Chart
○
尺寸2:头厚 mm 2.95±0.05 投影仪测量(首件/巡检) Xbar-R Chart
○
尺寸3:杆径 mm 3.45+0.05 千分尺测量(首件/巡检)
○
尺寸4:长度 mm 7.5+0.20 游标卡测量(首件/巡检)
100% 生产日报表
抛光/ ○ 研磨 ○
尺寸1:杆径 外观
mm 3.45+0.05 千分尺测量(抽检)
—
无毛刺 目视
搓牙 ○
尺寸1:长度 mm 7.9-0.50 游标卡测量(首件/巡检) Xbar-R Chart
过程特殊特性清单

⊕
压射速度:3.3—5.25m/s
特殊特性
符号说明
⊕—重要特性:①间接影响产品的配合/功能/安装/外观特性;
②间接影响产品的安全/排放/节能/法规/防盗特性;
▽—法规特性:①直接影响产品的燃烧特性/车内人员保护/转向控制/制动特性的;
②直接影响产品的安全/排放/节能/法规/防盗特性的。
◇—关键特性:①直接影响配合/功能/外观/装配特性。
3
⊕
脱膜剂配比: 1:140----180
4
⊕
冲头润滑: 10----15粒
5
⊕
精炼剂用量:添加铝合金炉料重量的0.3%---0.5%
覆盖剂用量:添加铝合金炉料重量的0.25%--0.5%
6
⊕
铝液静置时间:8—10分钟
7
⊕
料柄厚度:20—45mm
8
⊕
铸造周期:120--135S
9
⊕
炉料配比:铝锭≥70%,回炉料≤30%。
□初始■最终第1页共1页
产品/过程
图号
产品/过程
ห้องสมุดไป่ตู้名称
序号
特殊特性符号
设计要求
1
⊕
温度:熔化温度:780℃--800℃精炼温度:710℃---730℃保温温度:650℃---690℃
2
⊕
压力:系统工作压力: 130---150bar;压射氮气压力:118—130bar;
增压氮气压力:115—125bar;压射力:270--350bar
编制/日期:审批/日期:
PCB过程特殊特性及产品特殊特性清单

过程特殊特性及产品特殊特性
工序控制项目规格▲沉铜沉铜缸NaOH浓度9.5-13g/l ▲沉铜沉铜缸HCHO浓度 3.0-5.0g/l ▲沉铜沉铜缸Cu 2+浓度 1.7-2.3g/l ▲沉铜除胶缸除胶速率0.3-0.5mg/cm 2
▲沉铜沉铜缸沉积速率10-25uin ▲沉铜微蚀缸微蚀速率40-60uin ▲碱性蚀刻蚀刻缸Cu 2+120-155g/l ▲酸性蚀刻蚀刻缸Cu 2+
120-160g/l ▲板镀铜缸CuSO 4.5H 2O 55-75g/l ▲VCP 铜缸CuSO 4.5H 2O 80-100g/l ▲DVCP 铜缸CuSO 4.5H 2O 80-100g/l ▲图镀铜缸CuSO 4.5H 2O 55-75g/l ▲内层酸性蚀刻蚀刻缸Cu 2+120-160g/l ▲棕化线棕化缸微蚀速率
1.0-
2.0um ▲棕化23045-55ml/l ◆内层酸性蚀刻线宽±20%◆内层酸性蚀刻线距±20%◆碱性蚀刻线宽±20%◆碱性蚀刻线距±20%◆外层酸性蚀刻线宽±20%◆外层酸性蚀刻
线距±20%◆绿油阻焊厚度≥10um ◆板电二次电镀铜厚度
≥25.4um ◆钻孔孔粗<25.4um ◆
外形
孔到边公差
±0.13mm ◆
压合板厚±10%
过程特殊特性及产品特殊特性清单
备注:“◆”表示产品特殊特性,“▲”表示过程特殊特性。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
A C
原材料保证 总成包装
一般
5 标识
激光打印设置参数
激光标示打印程序 全检 制定工装、模具保养 计划定期维护保养 关键
A
激光打标机刻永久性标识
工装模具保证
编制:
审核:
批准 :
日期 :
充入气体压力达到 密封性:水密检测,产品 30±1KPa保压30S 无泄漏 检测
A
耐压强度、内压耐久性、 振动耐久性、插入损失、 产品质量,工装保 功率损失比、排气背压: 证 整体产品设计和结构保证 专机焊接
制定工装保养计划 定期维护保养
一次性检验合格
2
焊接质量
焊缝质量 不得 出现 《AKL-TS-PE-WIHB001》中的缺欠。 出口产品 符合 《Q/CC JT098-2011》 标准要求。 执行作业指导书作业生产、检验 排气消声器应有可追溯性永久标排气 消声器应有可追溯性永久标识,标识 内容包括:厂家名称、厂家代码、产 品零部件编号、型号及批次号、生产 日期。 标识应位于整车装配状态下进气管下 部,应有表示排气进出方向的永久性 箭头标记。
过程特殊特性清单
产品型号/名称 产品特殊特性 序号 特性描述 特性值 系统/零部件名称 特殊 特性 符号 三元催化器
编号:AKLபைடு நூலகம்TS-PE-CHT-JH001
系统/零部件编号 过程特殊特性 备注 Q/SDL-4210Q-01-11
过程描述
过程特性值
控制方法
设备一次性设定
频次
全检 关键
1
密封性、耐压强度、内 压耐久性、振动耐久性 符合《Q/CC JT003-2008》 标准 规定 、插入损失、功率损失 。 比、排气背压
B
手工焊接
电流、电压、速度 建立焊接参数表并目 、保护气体流量 外观100%检验 视于现场,定期剖切 剖切实验1次/月 电流、电压、保护 实验 气体流量 材料成分分析 包装规范,包装标 签与产品标示一致 依据材料类别进行材 一次性检验合格 料检验 目测 全检
特殊 (重要)
3 4
有毒有害物质含量 包装