热裂纹(凝固裂纹)发生的要因及防止对策
混凝土受热裂缝原理及预防措施
混凝土受热裂缝原理及预防措施一、前言混凝土作为建筑材料,其强度、耐久性、防火性能等方面都具有很好的性能。
但是在受到高温作用时,混凝土往往会出现开裂现象,这会严重影响其使用寿命和安全性能。
因此,混凝土受热裂缝的原理及预防措施是建筑工程中一个重要的研究内容。
二、混凝土受热裂缝原理1.高温引起混凝土开裂混凝土受热裂缝的形成是由于混凝土内部温度升高,导致混凝土产生热胀冷缩,从而产生应力。
当混凝土内部的应力达到一定程度时,就会引起混凝土开裂。
这是混凝土受热裂缝的主要原因。
2.混凝土内部结构变化导致开裂混凝土受热裂缝的形成还与混凝土内部结构的变化有关。
当混凝土受到高温影响时,其内部水分会蒸发,混凝土中的孔隙率会增大,从而导致混凝土内部结构的变化。
这种结构变化会导致混凝土内部应力的集中,从而引起混凝土开裂。
3.混凝土材料本身性质引起开裂混凝土材料本身的性质也会影响混凝土受热裂缝的形成。
例如,当混凝土材料中的骨料含有大量脆性成分时,混凝土在受到高温作用时容易开裂。
此外,混凝土中的冷却剂、膨胀剂等添加剂也会对混凝土的开裂性能产生影响。
三、混凝土受热裂缝预防措施1.控制混凝土内部温度升高为了避免混凝土受热裂缝的形成,可以采取控制混凝土内部温度升高的措施。
例如,在混凝土施工过程中,可以采用降温剂、遮阳网等降低混凝土表面温度的方法。
此外,在混凝土受到高温影响时,可以采用喷水、覆盖湿毛毯等措施降低混凝土内部温度。
2.改善混凝土内部结构为了避免混凝土受热裂缝的形成,还可以采用改善混凝土内部结构的措施。
例如,在混凝土施工过程中,可以加入适量的粉煤灰、硅粉等细微材料,从而减小混凝土中的孔隙率。
此外,可以采用添加剂、增加钢筋等措施改善混凝土的性能。
3.选用合适的混凝土材料为了避免混凝土受热裂缝的形成,还可以选用合适的混凝土材料。
例如,在混凝土施工过程中,可以选用高温强度较高的混凝土材料,从而提高混凝土的抗裂性能。
此外,可以选择骨料含量低、膨胀剂含量低的混凝土材料,从而减小混凝土的开裂倾向。
混凝土结构施工中热裂纹的防治技术

混凝土结构施工中热裂纹的防治技术一、前言混凝土结构是建筑工程中应用最广泛的结构类型之一,但在混凝土结构的施工过程中,由于混凝土的收缩和温度变化等因素,很容易出现热裂纹的问题,大大影响混凝土结构的使用寿命和安全性。
因此,本篇文章将介绍混凝土结构施工中热裂纹的防治技术,以期对混凝土结构施工工作者和相关从业人员有所帮助。
二、热裂纹的形成原因热裂纹是指在混凝土结构中,由于混凝土内部的温度和湿度变化引起的应力超过混凝土的承载能力,从而导致混凝土表面开裂的现象。
其主要形成原因如下:1.混凝土的收缩:混凝土在硬化过程中会发生收缩现象,而收缩会在混凝土中产生应力,当应力达到混凝土的承载能力时,就会引起裂纹的产生。
2.混凝土内部温度变化:混凝土在施工过程中所受到的温度变化也是产生热裂纹的重要原因,当混凝土表面温度快速升高或下降时,混凝土内部会发生温度梯度,产生热应力,从而引起裂纹。
3.混凝土的配合比和材料质量:混凝土的配合比和材料质量也是影响混凝土结构热裂纹产生的因素之一。
配合比不合理或材料质量不佳,容易导致混凝土内部的应力集中,从而引起裂纹的产生。
三、热裂纹的防治技术1.控制混凝土内部温度变化:控制混凝土内部温度变化是防止混凝土结构热裂纹产生的重要手段之一。
在混凝土浇筑前应进行充分的温度控制,如在高温季节或冬季施工时,应注意对混凝土的温度进行调节,以避免混凝土内部产生温度梯度。
2.合理布置钢筋:钢筋的布置对混凝土结构的稳定性和抗裂性都有着重要的影响,因此在混凝土的施工过程中,应根据结构受力情况合理布置钢筋,以增强混凝土的抗裂性能。
3.加强混凝土的养护:养护是混凝土结构施工中不可或缺的一环,养护不当容易导致混凝土的质量下降和裂纹的产生。
因此,在混凝土浇筑完成后,应及时对混凝土进行养护,保持适当的湿度和温度,以确保混凝土的质量和性能。
4.采用预应力混凝土:预应力混凝土是一种在混凝土浇筑前施加预应力的混凝土结构,具有很高的抗裂性能。
焊接热裂纹产生机理影响因素及防治措施
因素)如 FeS 熔点 1190℃, Ni3S2 熔点为 645℃, Fe3P 熔 点为 1160℃造成晶界局部熔化
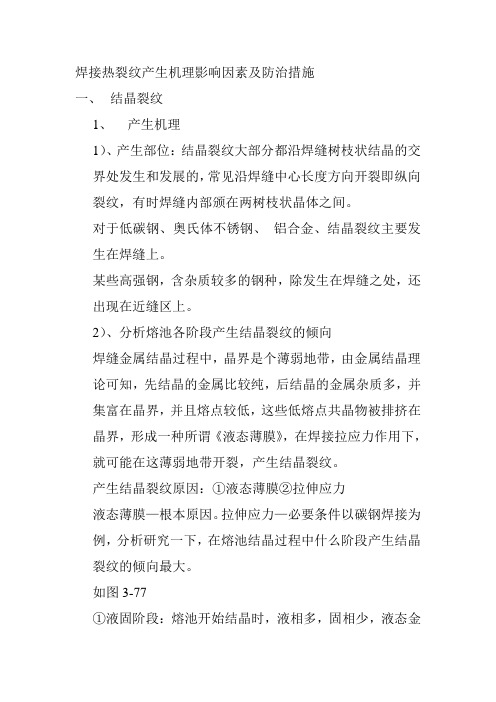
2)、近缝区存在晶间液膜(低熔点共晶体)(主要因素) 低熔点共晶体一般组成物为 S、P 等杂质,碳化物如 NbC、M6C、MC 碳氮化合物、硼化物等。 在较大焊接线能下的焊接条件下,由于不平衡的快速加 热过程,近缝区的晶界发生迁移,晶界恰好与富集溶质 部位重合时,晶界显著发生偏析,易发生液化现象,晶 间液膜主要形成于晶界碳化物 MC 或 MbC 的周围部 位。在焊接快速加热时,MC 趋向分解并向基体扩散, 但时间不充分,在 MC 周围富集浓度高的溶质元素, 与基体小反应而形成低熔点共晶,从而产生液化裂纹的 现象。 例如 18—8Nb 是奥氏体不锈钢,其中含 Nb 由于 Nb 易 偏析元素,晶界上集富较多的 NbC、NbC 与 Fe发生 共晶反应,使晶界在 1340℃~1350℃发生液化,比实 际固相线温度低 70℃。 3、 影响因素 1)、化学成分 2)、工艺因素 4、 防止措施 1)、控制 S、P 等杂质含量 如采用电渣精炼的方法,去除合金中的杂质。 2)、焊接工艺上,采用小线能量,避免近缝区晶粒粗化
固相晶粒之间和固液之间表面张力的平衡关系为
SS
2 SL
cos 2
SL —固体晶粒与残液之间的表面张力
SS —固体晶粒之间的表面张力
—固相与液相的接触角
当 SL 越小 越小
SL / SS =0.5 =0 残液在固体晶粒以薄膜存在裂↑
=180°残液以球状形态分布裂↓
④一次结晶组织形态及组织对结晶裂纹的影响
就慢,加入焊缝中一些提高多边化过程激活能的元素,
可有效阻止多边化过程,如加入(钽、钼、钨、钛)高
温 相存在也会阻碍位错移动,也可阻止二次晶界形成
焊接热裂纹产生的原因及解决方法

焊接热裂纹产生的原因及解决方法焊接裂纹是最危险的焊接缺陷,严重地影响着焊接结构的使用性能和安全可靠性,许多焊接结构的破坏事故,都是焊接裂纹引起的。
裂纹除了降低焊接接头的强度外,不因裂纹的末端有一个尖锐的缺口,将引起严重的应力集中,促使裂纹的发展和焊接结构破坏。
根据形成焊接裂纹的温度可分为热裂纹和冷裂纹,根据裂纹发生的位置可分为焊缝金属中的裂纹和热影响中的裂纹。
热裂纹在焊接过程中,焊缝和热影响区金属冷却到固相线附近的高温区产生的焊接裂纹。
1)热裂纹的形成在焊缝金属中的热裂纹也称为凝固裂纹。
由于被焊接的材料大多都是合金,而合金凝固自开始到最终结束,是在一定的温度区间内进行的,,这是热裂纹产生关系到的基本原因。
焊缝金属中的许多杂质的凝固温度都低于焊缝金属的凝固温度,这样首先凝固的焊缝金属把低熔点的杂质推挤到凝固结晶的晶粒边界,形成了一层液体薄膜,又因为焊接时熔池的冷却速度很大,焊缝金属在冷却的过程中发生收缩,使焊缝金属内产生拉应力,拉应力把凝固的焊缝金属沿晶粒边界拉开,又没有足够的液体金属补充时,就会形成微小的裂纹,随着温度的继续下降,拉应力增大,裂纹不断扩大,这就是凝固裂纹。
当焊缝金属中含有较多的低熔点杂质时,焊缝金属极易产生凝固裂纹,母材和焊接材料中含有害杂质,特别是硫。
硫在钢中与铁化合形成硫化亚铁(FeS),硫化亚铁义与铁发牛反应形成一种共晶物质,凝固温度为988°远低丁钢铁的凝固温度,所以硫足引起钢材焊缝金属中发生凝固裂纹的最主要的元素。
另外,钢材中含碳量较高时,有利于硫在晶界处富集,因而也是促进形成凝固裂纹的原因,所以采用含碳量低的焊接材料有利于防止凝固裂纹的产生。
在热影响区熔合线附近产生的热裂纹称为液化裂纹或称热撕裂。
多层焊时,前一焊层的一部分即为后一焊层的热影响区,所以液化裂纹也可能在焊缝层间的融化线附近产生。
液化裂纹产生的原因基本与凝固裂纹相似。
这种裂纹可以成为冷裂纹的裂纹源,所以危害也很大。
焊接热裂纹的产生原因及防止方法

焊接热裂纹的产生原因及防止方法一、热裂纹产生的原因分析1、焊缝中杂质和拉应力的存在因为焊缝中的杂质在焊缝结晶过程中会形成低熔点结晶。
原因是低熔点共晶物的存在.结晶时被推挤到晶界上,形成液态薄膜,凝固收缩时焊缝金属在拉应力作用下,液态薄膜承受不了拉应力而形成裂纹。
热裂纹就轻易在焊缝金属中产生.所以要控制焊缝金属杂质的含量,减少低熔点共晶物的天生。
同时由此可见结晶裂纹的产生是低熔点共晶体和焊接拉应力共同作用的结果,二者缺一不可。
低熔点共晶体是产生结晶裂纹的内因,焊接拉应力是产生结晶裂纹的外因。
2、焊缝终端部位温度的变化埋弧焊焊接时,当焊接热源靠近纵焊缝的终端部位时,焊缝端部正常的温度场将发生变化,越靠近终端其变化越大.由于引弧板的尺寸远比筒体小,其热容量也小得多,而熄弧板与筒体之间只靠定位焊连接,故可视为大部门不连续.所以终端焊缝部位的传热前提是很差的,致使该部位局部温度升高,熔池外形发生变化,熔深也将随之变大,同时熔池在高温下停留的时间也变长,熔池凝固的速度变慢,尤其当熄弧板尺寸过小、熄弧板与筒体之间的定位焊缝过短、过薄时更为明显. 焊缝外形对结晶裂纹的形成有显著的影响。
熔宽与熔深比小易形成裂纹,熔宽与熔深比大抗结晶裂纹性较高。
3、焊接线能量的影响因为埋弧焊所采用的焊接热输入量往往比其他焊接方法要大得多,焊接线能量的大小直接影响到焊缝的成形,而焊缝的成形外形又直接决定着焊缝凝固后的晶粒分布和低熔点共晶体的存在位置及受力情况,因而对结晶裂纹产生与否影响较大。
另外,焊缝的横向收缩量远比间隙的张开量要小,使终端部位的横向拉伸力比其他焊接方法要大.这对开坡口的中厚板和不开坡口的较薄板尤为明显.4、其他情况如存在强制装配,装配质量不符合要求.二、焊缝裂纹的性质及特点终端裂纹形成的部位有时为终端,有时为距终端四周地区150mm 范围内,有时为表面裂纹,有时为内部裂纹,而大多数情况是发生在终端四周的内部裂纹.裂纹与焊缝的波纹线相垂直,露在焊缝表面的有显著的锯齿外形。
混凝土中热裂纹的防治方法

混凝土中热裂纹的防治方法一、背景介绍混凝土是一种常见的建筑材料,具有高强度、耐久性和较好的耐腐蚀性。
在施工过程中,混凝土的热裂纹是一个常见的问题,严重影响了混凝土结构的安全性和使用寿命。
因此,如何防治混凝土中的热裂纹成为了一个重要的研究方向。
二、热裂纹的成因混凝土在硬化过程中会释放出热量,导致温度升高。
当混凝土内部温度不均匀时,就会产生温度差异,从而引起热应力。
当混凝土内部的热应力超过其承受能力时,就会产生热裂纹。
三、防治方法1. 控制混凝土温度在混凝土硬化过程中,可以采用降温措施,如浇水、覆盖遮阳网等,控制混凝土温度的升高。
此外,在混凝土浇注前,可以采用预冷措施,如在混凝土中加入冰块或冰片,控制混凝土初始温度,从而减小混凝土内部的温度差异。
2. 优化混凝土配合比混凝土配合比的优化可以改善混凝土的性能,减小混凝土的收缩和膨胀。
在混凝土中加入适量的细砂、矿渣粉等细颗粒材料,可以填充混凝土中的孔隙,减小混凝土的收缩率。
此外,在混凝土中加入适量的膨胀剂、纤维等材料,可以增加混凝土的延性,减小混凝土的膨胀率。
3. 采用预应力技术预应力技术是一种有效的防治混凝土热裂纹的方法。
在混凝土浇注前,在混凝土中预埋钢筋或钢束,通过预应力作用来控制混凝土内部的应力分布,从而减小热应力的影响。
此外,在混凝土浇注后,还可以采用加固措施,如加固钢筋、加固板等,进一步增强混凝土的强度和耐久性。
4. 加强施工管理在混凝土浇注过程中,需要严格控制混凝土的浇筑速度、浇筑厚度等参数,避免混凝土内部的温度差异过大。
此外,还需要加强混凝土的养护管理,保持混凝土的湿润状态,避免混凝土的干缩和龟裂。
四、结论混凝土中的热裂纹是一个常见的问题,严重影响了混凝土结构的安全性和使用寿命。
为了防治混凝土中的热裂纹,可以采用控制混凝土温度、优化混凝土配合比、采用预应力技术和加强施工管理等方法。
通过合理的防治措施,可以有效地减小混凝土热裂纹的发生,提高混凝土结构的安全性和耐久性。
混凝土施工中热裂缝处理技巧
混凝土施工中热裂缝处理技巧一、前言混凝土施工中,热裂缝是一种常见的问题。
这种缺陷不仅会影响混凝土的强度和耐久性,还会对建筑物的整体结构造成不良影响。
因此,对于混凝土施工中的热裂缝处理问题,我们需要采取科学有效的技巧和措施,以确保施工质量和建筑物的安全可靠性。
二、热裂缝的成因热裂缝是由于混凝土内部的温度差异引起的。
在混凝土硬化过程中,由于混凝土内部的水分蒸发和化学反应,会产生热量。
如果混凝土内部的温度过高,就会导致混凝土的收缩和开裂。
此外,施工中的温度和湿度等因素也会影响混凝土的收缩和开裂。
三、热裂缝的分类根据热裂缝的位置和形态,可以将其分为以下几种类型:1.水平裂缝:位于混凝土表面水平方向,通常出现在混凝土的底部或边缘。
2.垂直裂缝:位于混凝土表面垂直方向,通常出现在混凝土的中央部位。
3.网状裂缝:由多个交叉的裂缝组成,通常出现在混凝土表面。
4.斜向裂缝:位于混凝土表面斜向方向,通常出现在混凝土的角落。
四、热裂缝处理技巧为了有效地处理混凝土施工中的热裂缝问题,我们需要采取以下几种技巧和措施:1.控制混凝土的温度和湿度:在混凝土施工过程中,需要控制混凝土的温度和湿度,以减少混凝土内部的温度差异。
可以通过加水、覆盖保温材料等方式来控制混凝土的温度和湿度。
2.加入热裂缝抑制剂:热裂缝抑制剂是一种专门用于减少混凝土热裂缝的化学添加剂。
它可以在混凝土中形成微观孔隙,减少混凝土内部的收缩和开裂。
3.加入纤维增强剂:纤维增强剂是一种用于增强混凝土抗张强度的材料。
它可以有效地减少混凝土的裂缝和开裂现象。
4.采用合适的混凝土配合比:在混凝土施工过程中,需要根据具体情况采用合适的混凝土配合比。
配合比的合理性直接影响混凝土的强度和耐久性,从而影响混凝土的开裂情况。
5.采用合适的施工工艺:在混凝土施工过程中,需要采用合适的施工工艺,以减少混凝土的收缩和开裂。
例如,可以采用分段浇筑、加强支撑等方式来减少混凝土的收缩和开裂。
热裂纹的主要产生原因及预防措施
一、什么是热裂纹热裂纹是在高温和熔池凝固过程中产生的裂纹,是焊接过程中最常见的裂纹类型,从低碳钢、低合金高强度钢,到奥氏体不锈钢、铝合金和镍基合金等都有产生焊接热裂纹的可能。
热裂纹最常见于焊缝中心,属于结晶裂纹,其形成过程主要与低熔点共晶物和拉应力有关。
二、影响热裂纹的主要因素1、焊缝金属的化学成分焊缝金属中C、S、P、Cu、Zn等低熔点元素及其化合物较多时,会促使形成热裂纹。
在焊缝凝固过程期间,这些低熔点物质容易在焊缝中央聚集偏析,当焊缝边缘结晶凝固时,焊缝中心晶粒间杂质仍处于液态膜状态,在焊缝收缩产生的应力作用下产生裂纹。
2、焊缝横截面形状当焊缝深度比宽度大时,会使凝固颗粒增长垂直于焊接中心,容易产生热裂纹,特别是高熔深的埋弧焊和药芯焊丝气保焊用于厚板窄间隙焊接时更容易发生。
建议焊道宽深比(焊缝宽度/焊缝深度)在1~1.4之间有利于提高抗裂性。
此外,凹形焊缝比凸形焊缝更容易产生裂纹,而高电压、焊接速度过快是凹形焊缝的主要成因,应尽量避免。
3、焊接应力焊件刚性大,装配和焊接时产生较大的焊接应力,会促使形成热裂纹。
三、预防热裂纹的主要措施1、冶金控制方面(1)控制焊缝中有害杂质含量严格限制母材和焊接材料中的C、P、S等有害杂质含量。
(2)改善焊缝结晶组织碳钢和低合金钢主要通过向焊缝添加某些合金元素,如Mo、V、Ti等,以改变结晶组织形态,细化晶粒从而提高抗裂性。
不锈钢则通过加入Cr、Mo等铁素体形成元素,使焊缝中形成适量铁素体,以减少P、S等有害元素在晶界上的分布,同时细化晶粒,从而有效防止裂纹产生。
(3)限制稀释率对于一些易于向焊缝转移某些有害杂质的母材,焊接时必须尽量减少稀释率,如开大坡口、减小熔深、堆焊隔离层等,尤其是中碳钢、高碳钢以及异种金属焊接时。
2、应力控制方面(1)选择合理的接头形式(2)确定合理的焊接顺序总体原则是尽量使大多数焊缝在较小的刚度条件下焊接,避免焊接结构产生较大的拘束应力。
冷热裂纹形成机理影响因素防治措施
冷热裂纹形成机理影响因素防治措施引言冷热裂纹是一种常见的材料力学性能问题,其在工业领域中广泛存在,并对材料的性能和寿命产生负面影响。
了解冷热裂纹的形成机理、影响因素以及相应的防治措施对于提高材料的可靠性和使用寿命至关重要。
本文将深入探讨冷热裂纹的相关知识,帮助读者了解该问题,并提供有效的防治措施。
冷热裂纹形成机理冷热裂纹的形成机理是由于材料在冷却或加热过程中产生的内部应力超过了其破坏强度,导致裂纹的生成和扩展。
一般来说,冷热裂纹的形成可以归结为以下几个主要机制:1.温度差异引起的热应力:在材料冷却或加热的过程中,温度变化引起了材料的热膨胀或收缩,从而产生内部应力。
当这些内部应力超过材料的破坏强度时,就会形成裂纹。
2.材料组织的不均匀性:材料内部的组织不均匀性会导致不同部分的热膨胀或收缩程度不同,从而引起内部应力的积累。
这种内部应力的不均匀分布会促使裂纹的形成。
3.金属材料中的相变:某些金属材料在冷却或加热过程中会发生相变,进而引起内部应力的产生。
这种内部应力可以导致裂纹的形成。
4.加工工艺缺陷:不合理的加工工艺,如快速冷却或加热,过高的加工温度等,可能会导致材料内部应力过大,从而引发冷热裂纹。
影响因素冷热裂纹的形成受到多种因素的影响,下面将介绍其中一些主要因素:1.材料特性:材料的热膨胀系数、热导率、弹性模量等性质会影响材料在温度变化时的应变和应力分布,从而对冷热裂纹的形成起到重要作用。
2.加工工艺:加工工艺的合理性直接关系到冷热裂纹的形成。
材料的加工温度、冷却速率、加热速率以及冷却或加热时所采用的手段等都会对冷热裂纹的发展起到影响。
3.材料结构:材料的晶体结构和晶粒尺寸也会影响冷热裂纹的形成。
晶体结构不完善或晶粒尺寸过大都会削弱材料的抗裂性能,增加冷热裂纹的发生风险。
4.环境条件:环境因素如湿度、氧化性、腐蚀性等也会对冷热裂纹的形成产生一定影响。
特别是在存在湿度和腐蚀性较高的环境中,冷热裂纹的形成更容易发生。
热裂纹
脆性温度区 TB 越大,收缩应力的作用时间就越长,
产生T的/℃应变量越大,形成热裂纹的倾向越大。 TL TH
δmin
TB内金属的塑 性δmin越低, 产生热裂纹的 倾向越大。
δ=Φ(T)
TB
TS
TS'
1
2
ε= f (T)
3
ε,δ
TB 内的图应11变-48增长产率生凝∂ε固/裂∂T纹越的大条,件越容易产生裂纹。 线ε-2应所变对应δ-的塑∂性ε/∂TTL-为液临相界线应变TS增-固长相率线,用“CST”
元善素硫,化并物能的加形剧态硫,﹑使磷薄及膜其状他改 温 元变素为的球有状害,作提用高。金碳属能的明抗显裂增性。度
加钢结中晶碳温含度量区增间加,时并,且M随n着的碳加
T/ ℃
含入量量的也增要加相,应初增生相加可。由当δwC相<
转0为.16γ%相时。,由w于Mn硫/wS和>磷25在即γ可相防
中止的热溶裂解纹度的比产在生δ 。相但中是低当很多wC, 如>果0初.16生%相(为包γ晶相点,)则时析,出磷的的
液化裂纹
高温失延裂纹的形成机理
在固相线以下的高温阶段,金属处于不断增长的固相收缩
应力作用之下,变形方式主要是依靠位错或空位沿着晶界的
扩散、移动进行。当沿晶界的扩散变形遇到障碍时(如三晶
粒相交的顶点),就会因应变集中导致裂纹。空穴开裂理论
认为晶界滑动和晶界迁移同时发生,两者共同作用可形成晶
界台阶,进而形成空穴并发展成微裂纹。
Ni,Ni2B(B4) Ni3B2,NiB(B12) γNi,Ni3Al(Ni89) Zr,Zr2Ni(Ni17) Ni,Ni2Mg(Ni11)
共晶温度/℃ 988 1050 1260 1200 1120 1340 645 880 1106 1140 990 1385 961 1095
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
热裂纹(凝固裂纹)发生的要因及防止对策
在这里,对热裂纹中最有代表性的凝固裂纹的发生原因和防止对策进行说明。
一般地,凝固裂纹是在冷却过程中的凝固温度附近,结晶粒界处残余的液相或脆弱的不纯物的液体薄膜不能支撑由于凝固进行而发生的收缩应力而发生开裂。
因此,凝固裂纹发生的原因是:
Ⅰ. 凝固形态
Ⅱ. 母材及焊接材料的化学成分
Ⅲ. 焊接施工条件等的冶金因素和机械的因素
实际上这些因素互相影响而发生裂纹。
种种发生要因和相应的防止对策总结如下:
A
材料的化学成分
(a) C,P,S的影响---焊缝金属中C,P,S的含有量高
防止对策: 尽可能选用低C,P,S的焊丝和母材。
用高Mn系焊丝,增加Mn/S的比。
标准:C≦0.13%→Mn/S>20~30
焊缝金属中的P+S≦0.04。
用添加Ti,Zr,Nb的焊丝。
(b)Ni的影响---焊缝金属中Ni的含有量高
防止对策: 尽可能选用成为低P,S焊缝的焊丝.标准: P+S≦0.02%
用高Mn系焊丝,增加Mn/S的比。
标准: Mn/S≥50
(c)Si,Nb的影响---焊缝金属中Si,Nb的含有量高
防止对策: 避免多余的Si,Nb的添加如母材中Si,Nb的成分高时,用低Si 的焊丝
B 焊接施工条件
(a)焊接电流・电弧电压・焊接速度
a----电流过大,会使熔深过深
防止对策: 以能得到安全的断面形状为限,降低电流值。
调整导电嘴和母材的距离,降低电流值。
焊接量有保证的场合,使用细径焊丝
以能获得熔深浅宽的焊缝,设定施工条件。
b-----电压过低,焊缝幅窄,最终凝固区域成为焊缝的内部
防止对策: 为获得适当的凝固形态,设定提高电压值的值
c-----速度过快,柱状晶的突出变成凝固
防止对策: 为使柱状晶的形成呈向上的状态,减慢速度
(b) 焊枪角度---焊枪太过于倾斜
防止对策: 焊枪角度以垂直±20°为标准
特别是后退角会使焊缝幅变窄,熔深变深,尽可能避免使用.
(c) 弧坑---弧坑处理不彻底
防止对策: 弧坑处电流为焊接电流×0.6~0.7
采用事后处理
C 其他
(a) 预焊 ---预焊部的处理不彻底
防止对策: 预焊尽可能不要熔断。
(未熔合的根源,在预焊焊缝处裂纹发生焊缝裂纹的起点)
预焊焊缝不要过小。
尽可能用低电流形成长的焊缝.
(b) 拘束度 ---拘束度过高,拘束应力过高
防止对策: 避免过高的拘束度
零件形状复杂时,要考虑焊接顺序,考虑不要有局部的拘束。
焊接时过度抑制应变将成为开裂的根源。
有可能时进行预热(250℃~300℃), (250℃~300℃时降伏应力急剧下降), (c) 其他---电弧不稳定的要因管理不适当
防止对策: 除去焊接面(包括反面)的油、锈、涂料等
确保气体的保护性
整备焊丝的输送机构。