lean精益生产术语中英文版
精益生产管理常用术语
精益生产管理常用术语为了便于读者进一步学习精益生产,并作为实践的指南,特选用与精益生产有关的术语66条,并加又以解释。
1.精益生产(Lean Production)含义:精益生产起源于日本的丰田生产方式,美国学者对这种生产方式在理论上加以概括与总结,命名为“Lean production”,中文翻译为“精益生产”。
“Lean”的意思是没有脂肪。
这种生产哲学将库存比喻为人体的脂肪,认为动作良好的企业应该是没有库存的,因此命名为2.附加价值(Value Added)含义:附加价值是企业本身创造出的价值。
附加价值愈高则获利能力愈强。
附加价值=销售额—(材料费+委外加工费+折旧费+工资)。
附加价值率的计算方式为:(附加价值/营业收入)×100%%。
比率越高则贡献越大,显示获力愈强,精益企业应达到30%以上。
3.7种浪费含义:精益生产方式将所有浪费归纳成七种——(1)等待的浪费;(2)搬运的浪费;(3)不良品的浪费;(4)动作的浪费;(5)加工的浪费;(6)库存的浪费;(7)制造过多(早)的浪费。
4.价值流图(Value Stream Mapping)含义:所谓价值流,指一个产品/服务在流程中所必须要经过的一组特定活动(包括增值活动和非增值活动),识别价值流,是在这组特定活动中识别浪费和寻找改善机会。
识别价值流的常用工具,就是价值流图。
价值流图把产品或者服务所涉及的所有物流与信息流相关内容用目视图表的方式绘制出来,作为随后即将展开的精益改造的依据。
5.丰田生产方式(Toyota Production System)含义:一般认为,丰田生产方式的支柱有两个,一是“自动化”,二是“及时生产”。
根据大野耐一的描述,丰田生产方式的现场管理,有两个特点,一是流水化制造,二是拉动式计划方法,也就是看板方式。
丰田过去是将车床、铣床分车间集中在一起,后来则改善为依照生产流程将车床、铣床、钻床一台一台流水化排列布置。
精益生产的管理资料——英汉互译

Drive and implement Lean manufacturing across the operations in order to eliminate waste, minimize inventory and maximize flow• Develop procedures in partnering with suppliers in order to achieve Lean manufacturing• Reducing system response time and ensure the production system was capable of immediately changing and adapting to market demands.• Required to collect and analyze data for determining an improvement strategy.• Facilitate and teach Lean manufacturing tools and techniques. Coach existing and new teams with Lean projects.• Ability to strategically prioritize and manage process improvement opportunities in alignment with business goals and objectives.• Working hand in hand with internal six-sigma expert in developing and drive Lean Sigma.• Acts as change agent to instill Lean Sigma culture throughout organization• Must have the ability to lead, work with teams, and understand team dynamics.OEE(Overall Equipment Effectiveness) --- 全局设备效率OEE = (Running time / Loading time) x (Actual Output / Theoretical output) x (Good Output / Actual output)世界级企业的全局设备效率OEE为85%或更好。
精益生产术语

精益生产术语精益生产术语[Labor Linearity (劳动力线性化)一种在生产工序(特别是一个生产单元)中,随着产量的变化灵活调动操作员人数的方法。
按照这种方法,制造每个零件所需仁数,随产量的变化,可以接近于线性。
参见:投资线性化。
Lean Enterprise (精益企业)一个产品系列价值流的不同部门同心协力消除浪费,并且按照顾客要求,来拉动生产。
这个阶段性任务一结束,整个企业立即分析结果,并启动下一个改善计划。
Lean Production (精益生产)一种管理产品开发、生产运作、供应商、以及客户关系的整个业务的方法。
与大批量生产系统形成对比的是,精益生产强调以更少的人力,更少的空间,更少的投资,和更短的时间,生产符合顾客需求的高质量产品。
精益生产由丰田公司在第二次世界大战之后首创,到1990年的时候,丰田公司只需要用原来一半的人力,一半的制造空间和投入资金,生产相同数量的产品。
在保证质量和提高产量的同时,他们所花费的在产品开发和交货的时间,也远比大批量生产更有效益。
(Womack,Jones和Roos1990, P.13)“精益生产”这个术语由MIT国际机动车辆项目的助理研究员John Krafcik于20世纪80年代最先提出。
Lean Logistics (精益物流)在沿着价值流的各个公司和工厂之间,建立一个能够经常以小批量进行补给的拉动系统。
我们假设A公司(一个零售商)直接向顾客销售产品,而且从B公司(一个制造商)大批量、低频率的补给货物。
精益物流将会在零售商(A公司)安装一个拉动信号,当他售出若干的货物之后,这个信号就会提示制造商,补充相同数量的货物给A,同时制造商会提示他的供应商补充相同数量的原料或半成品,以此一直向价值流的上游追溯。
精益物流需要拉动信号(EDI,看板,网络设备,等等),来保证价值流各工序之间的平衡生产,举个例子,用频繁的小批量装运方法,将零售商、制造商、以及供应商,联成一条“送牛奶”的供应链。
Lean相关名词解说
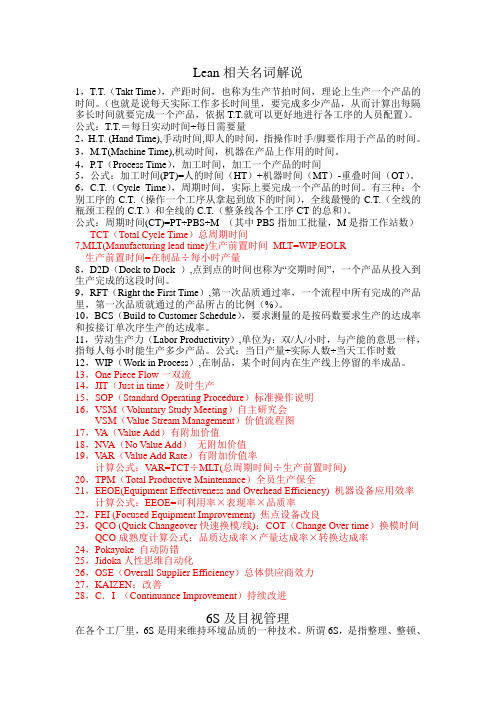
Lean相关名词解说1,T.T.(Takt Time),产距时间,也称为生产节拍时间,理论上生产一个产品的时间。
(也就是说每天实际工作多长时间里,要完成多少产品,从而计算出每隔多长时间就要完成一个产品,依据T.T.就可以更好地进行各工序的人员配置)。
公式:T.T.=每日实动时间÷每日需要量2,H.T. (Hand Time),手动时间,即人的时间,指操作时手/脚要作用于产品的时间。
3,M.T(Machine Time),机动时间,机器在产品上作用的时间。
4,P.T(Process Time),加工时间,加工一个产品的时间5,公式:加工时间(PT)=人的时间(HT)+机器时间(MT)-重叠时间(OT)。
6,C.T.(Cycle Time),周期时间,实际上要完成一个产品的时间。
有三种:个别工序的C.T.(操作一个工序从拿起到放下的时间),全线最慢的C.T.(全线的瓶颈工程的C.T.)和全线的C.T.(整条线各个工序CT的总和)。
公式:周期时间(CT)=PT÷PBS÷M (其中PBS指加工批量,M是指工作站数)TCT(Total Cycle Time)总周期时间7,MLT(Manufacturing lead time)生产前置时间MLT=WIP/EOLR生产前置时间=在制品÷每小时产量8,D2D(Dock to Dock ),点到点的时间也称为“交期时间”,一个产品从投入到生产完成的这段时间。
9,RFT(Right the First Time),第一次品质通过率,一个流程中所有完成的产品里,第一次品质就通过的产品所占的比例(%)。
10,BCS(Build to Customer Schedule),要求测量的是按码数要求生产的达成率和按接订单次序生产的达成率。
11,劳动生产力(Labor Productivity),单位为:双/人/小时,与产能的意思一样,指每人每小时能生产多少产品。
精益生产术语
精益生产术语为了便于大家进一步学习精益生产,并作为实践的指南,特选用与精益生产有关的术语66条,并加以解释.1.精益生产(Lean Production)含义:精益生产起源于日本的丰田生产方式,美国学者对这种生产方式的理论上加以概括与总结,命名为“Lean Production”,中文翻译为“精益生产”。
“ Lean”的意思是没有脂肪。
这种生产哲学将库存比喻为人体的脂肪,认为动作良好的企业应该是没有库存的,因此命名为“Lean Production”。
2.附加价值(Value Added)含义:附加价值是企业本身创造出的价值。
附加价值愈高则获得能力愈强。
附加价值=销售额-(材料费+委外加工费+折旧费+工资)。
附加价值率的计算方式为:(附加价值/营业收入)*100%。
比率越高则贡献越大,显示获利能力愈强,精益企业应达到30%以上。
3.7种浪费(Seven Wastes)含义:精益生产方式将所有浪费归纳成七种——(1)等待的浪费;(2)搬运的浪费;(3)不良品的浪费;(4)动作的浪费;(5)加工的浪费;(6)库存的浪费;(7)制造过多(早)的浪费。
4.价值流图(Value Stream Mapping)含义:所谓价值流,是指一个产品/服务在流程中所必须要经过的一组特定活动(包括增值活动和非增值活动).识别价值流,是在这组特定活动中识别浪费和寻找改善机会.识别价值流的常用工具,就是价值流图.价值流图把产品或者服务所涉及的所有物流与信息流相关内容用目视图表的方法绘制出来,作为随后即将展开的精益改造的依据.5.丰田生产方式(Toyota Production System)含义:一般认为,丰田生产方式的支柱有两个,一是"自动化",二是“及时生产”。
根据大野耐一的描述,丰田生产方式的现场管理,有两个特点,一是流水化制造,二是拉动式计划方法,也就是看板方式。
丰田过去是将车床、铣床分车间集中在一起,后来则改善为依照生产流程将车床、铣床、钻床一台一台流水化排列布置。
精益术语汇编(Lean-Lexicon)
精益术语汇编(Lean Lexicon)Labor Linearity (劳动力线性化)一种在生产工序(特别是一个生产单元)中,随着产量的变化灵活调动操作员人数的方法。
按照这种方法,制造每个零件所需人数,随产量的变化,可以接近于线性。
参见:投资线性化。
Lean Enterprise (精益企业)一个产品系列价值流的不同部门同心协力消除浪费,并且按照顾客要求,来拉动生产。
这个阶段性任务一结束,整个企业立即分析结果,并启动下一个改善计划。
Lean Production (精益生产)一种管理产品开发、生产运作、供应商、以及客户关系的整个业务的方法。
与大批量生产系统形成对比的是,精益生产强调以更少的人力,更少的空间,更少的投资,和更短的时间,生产符合顾客需求的高质量产品。
精益生产由丰田公司在第二次世界大战之后首创,到1990年的时候,丰田公司只需要用原来一半的人力,一半的制造空间和投入资金,生产相同数量的产品。
在保证质量和提高产量的同时,他们所花费的在产品开发和交货的时间,也远比大批量生产更有效益。
(Womack,Jones和Roos1990, P.13)“精益生产”这个术语由MIT国际机动车辆项目的助理研究员John Krafcik于20世纪80年代最先提出。
Lean Logistics (精益物流)在沿着价值流的各个公司和工厂之间,建立一个能够经常以小批量进行补给的拉动系统。
我们假设A公司(一个零售商)直接向顾客销售产品,而且从B公司(一个制造商)大批量、低频率的补给货物。
精益物流将会在零售商(A公司)安装一个拉动信号,当他售出若干的货物之后,这个信号就会提示制造商,补充相同数量的货物给A,同时制造商会提示他的供应商补充相同数量的原料或半成品,以此一直向价值流的上游追溯。
精益物流需要拉动信号(EDI,看板,网络设备,等等),来保证价值流各工序之间的平衡生产,举个例子,用频繁的小批量装运方法,将零售商、制造商、以及供应商,联成一条“送牛奶”的供应链。
精益术语 Lean Lexicon—完整(必学)

精益术语Lean LexiconLabor Linearity (劳动力线性化)一种在生产工序(特别是一个生产单元)中,随着产量的变化灵活调动操作员人数的方法。
按照这种方法,制造每个零件所需人数,随产量的变化,可以接近于线性。
参见:投资线性化。
Lean Enterprise (精益企业)一个产品系列价值流的不同部门同心协力消除浪费,并且按照顾客要求,来拉动生产。
这个阶段性任务一结束,整个企业立即分析结果,并启动下一个改善计划。
Lean Production (精益生产)一种管理产品开发、生产运作、供应商、以及客户关系的整个业务的方法。
与大批量生产系统形成对比的是,精益生产强调以更少的人力,更少的空间,更少的投资,和更短的时间,生产符合顾客需求的高质量产品。
精益生产由丰田公司在第二次世界大战之后首创,到1990年的时候,丰田公司只需要用原来一半的人力,一半的制造空间和投入资金,生产相同数量的产品。
在保证质量和提高产量的同时,他们所花费的在产品开发和交货的时间,也远比大批量生产更有效益。
(Womack,Jones和Roos1990, P.13)“精益生产”这个术语由MIT国际机动车辆项目的助理研究员John Krafcik于20世纪80年代最先提出。
Lean Logistics (精益物流)在沿着价值流的各个公司和工厂之间,建立一个能够经常以小批量进行补给的拉动系统。
我们假设A公司(一个零售商)直接向顾客销售产品,而且从B公司(一个制造商)大批量、低频率的补给货物。
精益物流将会在零售商(A公司)安装一个拉动信号,当他售出若干的货物之后,这个信号就会提示制造商,补充相同数量的货物给A,同时制造商会提示他的供应商补充相同数量的原料或半成品,以此一直向价值流的上游追溯。
精益物流需要拉动信号(EDI,看板,网络设备,等等),来保证价值流各工序之间的平衡生产,举个例子,用频繁的小批量装运方法,将零售商、制造商、以及供应商,联成一条“送牛奶”的供应链。
LEAN LEXICON 精益词汇

LEAN LEXICON 精益词汇A3 Report ||A3报告A-B Control ||A-B控制Act||行动Andon ||信号灯Apparent Efficiency||表面效率Automatic Line Stop ||自动停止生产线Batch and Queue ||批量生产Batch and Queue||批量与队列breakthrough kaizen||突破性改善Buffer Stock ||缓冲库存Capital Linearity ||线性化的设备投资Capital Linearity||投资线性化Cell ||生产单元Chaku-Chaku ||一步接一步Change Agent ||实施改变的领导者Changeover ||换模Check||检查Chief Engineer ||总工程师Continuous Flow||连续流Cross-dock||交叉货仓Cycle Time ||周期时间Demand Amplification||需求扩大Design-In ||共同设计Do||实施Downtime ||停工期Effective Machine Cycle Time||有效机器周期时间Efficiency ||效率EPEx||生产批次频率Error-Proofing||预防差错Every Product Every Interval ||EPEx ||生产批次频率Fill-Up System ||填补系统Finished Goods||成品First In, First Out ||FIFO ||先进先出Five Whys ||五个“为什么”Fixed-Position Stop System ||固定工位来停止生产Fixed-Position Stop System||固定位置停止系统Flow Production ||流水线生产Four Ms ||四MGemba||现场Greenfield ||新建工厂Heijunka ||均衡化Heijunka Box||生产均衡柜Heijunka||均衡化Inspection||检查Inventory ||库存Inventory Turns ||库存周转率Jidoka ||自动化Jishuken||自主研修JIT||及时生产job breakdown||任务细分书job element||工作要点书Just-In-Time||及时生产Kaikaku ||突破性改善Kaizen ||改善Kaizen Workshop ||改善研习会Kaizen||改善Kanban ||看板Labor Linearity||人力线性化Lean Enterprise ||精益企业Lean Logistics ||精益物流Lean Production ||精益生产Local Efficiency||局部效率Machine Cycle Time||机器周期时间Mass Production||大规模制造Material Flow||材料流Material Flow||物料流Mixed Supermarket and Sequential Pull System||库存超市与顺序拉动混合系统Monuments||大型装备Muda||浪费Multi-Process Handling||多工序操作Non Value-Creating ||非增值Non Value-Creating Time||非增值时间One-Piece Flow||单件流。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
lean精益生产术语中英文版Lean Hand Book 精益生产手册Kaizen Workshop Goal 改善目标Double the Good 好的加倍Halve the Bad 坏的减半Double the Speed 改善速度加倍ETE (End to End) Productivity Improvement 端到端(从头到尾)产能提高ETE Zero Defect (Quality, TPM, OEE etc.) 端到端(从头到尾)零缺陷(质量,全面生产维护,全局设备利用率等) Inventory Reductions 降低库存Lead Time Reductions 缩短生产前置期Crew Size Optimization 优化人员数量Space Reduction 减少使用面积Defect : 缺陷降低90% Inventory : 库存减半Productivity : 生产效率翻倍Lead Time : 生产周期减半Scrap : 报废降低90% Space : 面积减半X 1/10 X X2 XX 1/10 XGoal : Add Value Eliminate Waste 。
Relentlessly for Our Customers 目标: 减少浪费创造价值全心全意为客户服务No Money 不投入更多金钱No Space 不占用更多面积No Manpower 不使用更多人力2Standard Work Standard Combination Sheet 标准化作业标准作业合并表1) Standard work defined 标准作业定义a) Takt time defined节拍时间的定义3 Key Elements 3项关键要素b) Work sequence defined 工序的定义c) Standard WIP defined 标准在线库存定义d) Cycle time defined f) Safety 周期时间定义安全性e) No of operators defined 操作员数量的定义g) Multi skilla) Manual time b) Auto time 手动时间多技能2) Standard work combination sheet defined 标准作业合并表定义机器(自动)时间c) Walking timed) Waiting time走动时间等待时间3) Is the Quality check legend defined on each process on std work sheet? 标准作业合并表上,有定义每个流程中的品质管控的关键点吗?3 Types of Standard Works 3种标准作业Elements 要素Type 类型Machine 机器Man 人Takt Time 节拍时间Sequence 顺序Standard WIP 标准在制品Signal Trigerring 信号触发Tools 工具Examples 例子1 Standard Work 标准作业2YFew 很少YYYNSWCSSMTFew 很少YYYYNWork Load Hand Load Leveling Assembly Chart/SWCS 手动作业装配Receiving, Water Spider, HR, Testing 收货,水蜘蛛,HR,测试Work Standard 作业标准3YYNNYYAndon 异常报警系统3 Types of Standard Works 3种标准作业Type 1 : Standard Work to support machine (90%) man (10%) combination task. 类型1:标准作业适用于90%的机器作业和10%的手动作业的组合作业方式。
Type 2 : Standard Work to support man (90%) machine (10%) combination task. 类型2:标准作业适用于90%手动作业和10%机器作业的组合作业方式。
Type 3 : Standard Work (also called as Work Standard) to support task carried out once signal is triggered. 类型3:标准作业(也叫做作业标准)适用于当信号产生时才去执行相应任务的作业方式。
No Std Work means no Kaizen 。
Std Work isthe Mother of all Kaizen 没有标准作业就没有改善标准作业是改善之母How to start the Takt Time Calculation Based On Customer Demand 怎样根据客户需求计算节拍时间Step 1: Calculate Takttime Based on Customer Demand第一步:根据客户需求计算节拍时间Example 例如: Customer Demand per Month 792K. Working hour per day is 22 hours, 20 days a month.客户每月需求量是792K。
每天工作小时是22小时,一个月20天。
Takt TimeAvailable Time 有效时间Customer Demand 客户需求22 Hours x 20 days x 3600 s 792,000 pcs 1,584,000 792,000 2 sec Takt Time calculation shall display all the variable and units to make clarity to all. 计算节拍时间时要显示所有变量及单位,便于大家理解。
6How to start the Takt Time Calculation Based On Product and Process Design怎样根据产品和制程设计计算节拍时间Step 2: Calculate Process Takt time Based on Product and Process Design 第二步:根据产品和制程设计计算节拍时间Based on Step 1, Takt Time is 2 second to produce 1 pcs. 根据步骤1,节拍时间是每2 秒生产1 件产品。
How to start the Takt Time Calculation Based On Product and Process Design怎样根据产品和制程设计计算节拍时间Scenario 1: Product design is 6 pcs per one PCB panel. The Process TaktTime will be every 12 second a panel. Besides, your process design is using a pallet to place 4 panels, then your Process Takt Time is 48 second a pallet. If 2 line running, process Takt time will be 96 sec. 情节1:产品设计为每块PCB板由6 块小板组成,节拍时间是每块PCB板12 秒; 制程设计治具同时放置 4 块PCB 板,则制程的节拍时间是48 秒/治具。
如果同时有2 条生产线生产,制程的节拍时间则为96 秒。
As such the Process Takt Time Calculation as following: 制程节拍时间计算如下:= Takt Time X Product Up x Process Up X Number of Line = 2 sec X 6 products per panel X 4 Panel per pallet X 2 Lines = 96 secScenario 2: If Top and Bottom product running on same line at the same time, Takt time shall be half = 48sec情节2:如果正反面产品同时在一条生产线生产,节拍时间则为一半,48秒。
8What is Standard WIP 什么是标准WIPVarious types of WIP in our manufacturing process 生产过程中存在各种类型的WIP1. 2. 3. 4. Standard WIP Process WIP 标准WIP 制程WIP 制程与制程间WIPProcess To Process WIPStation To Station WIP工位与工位间WIPWhat is Standard WIP 什么是标准WIP WIP means __RY. __RY is Basically ‘bad’.WIP就是库存。
库存从根本上说是“不好”的。
Standard WIP is the Ideal or Should be conditions for WIP标准WIP是理想WIP或者是WIP的应有状态。
However, before you fully achieved Standard WIP Quantity, you might need to go through various stages to understand your process Muda and bottle neck 然而,在完全达到标准WIP数量前,你需要经过不同的阶段了解制程中的浪费和瓶颈。
Key Note from Sensei: 老师的重要提示:To understand the above WIP definitions, go to The Genba and perform your own work towards Establishing the right WIP quantities. This is the Only way you can understand the definition. 要理解WIP定义,你需要去到现场在工作中实践正确的WIP数量。
这是让你理解这个定义的唯一方法。
10What is Standard WIP 什么是标准WIP The purpose of Standard WIP is: 标准WIP的目的:1. Separation between machine job and man job 区分机器作业和手动作业2. Ensures quality requirements 确保质量要求3. Ensures smooth flow based on Takt timeExample 1: 例子1 WIP in the reflow oven for curing with process time 6 min and Takttime 30 sec. 在回流焊炉中固化的WIP,制程时间6 min,节拍时间30 sec.确保基于节拍时间的连续流Standard WIP in the curing oven = Process Time / Takt Time 回流焊炉的标准WIP = 12 Pcs = 6 min / 30 secWhat is Standard WIP 什么是标准WIPExample 2: 例子2 WIP in the tester at backend assembly with process time 60 sec and Takt Time 30 sec. 后段组装线测试机的WIP,制程时间60 sec,节拍时间30 sec.Standard WIP in the Test station = 60 sec/ 30 sec 测试工位的标准WIP = 2 pcsIn other words, Standard WIP in order to fulfill the above 1), 2), 3) functions, It is the compulsory WIP in the machine / process before establish standard work for the process.换句话说,标准WIP能够确保上述1),2),3)达成,在建立标准作业前,标准WIP是机器和制程强制的WIP。