矫直机支承辊的使用环境与结构改造
矫直机机架和工作辊设计和校核毕业设计说明书[管理资料]
![矫直机机架和工作辊设计和校核毕业设计说明书[管理资料]](https://img.taocdn.com/s3/m/0b98181c0975f46527d3e1fb.png)
摘要轧件在加热、轧制、热处理及各种精整等工序加工过程中,由于塑性变形不均、加热和冷却不均、剪切以及运输和堆放等原因,必然产生不同程度的弯曲、瓢曲、浪形、镰弯和歪扭的塑性变形,或内部产生残余应力,这在成为合格的产品之前,都必须采用矫正机进行矫正加工,矫正轧件形状和消除内应力。
所以,矫正机是轧制车间和精整线上必不可少的重要设备,而且也广泛用于以轧材做坯料的各种车间。
本次设计主要通过分析矫直机机架和下辊装配的设计,从而对矫正机的结构进行了简单的设计。
设计中,通过参考现有矫正机的文献资料,确定设计的思路与方案。
综合考虑本次设计的技术要求,利用材料力学的基本知识,并采用基本的力学模型进行设计计算。
同时参考轧机机架的强度计算和校核方法,对矫直机机架和工作辊进行了设计和校核。
关键词:矫正机;机架;下辊;AbstractRolling in the process of heating, rolling, heat treatment and finishing processes, due to the uneven plastic deformation, heating and cooling uneven shear as well as transport and stacking, and other reasons, will inevitably produce different degrees of bending, buckling , the plastic deformation of the wave-shaped, sickle bent and contorted, or internally generated residual stress, before becoming a qualified products must be straightening machine correction processing, correction of rolling shape and the elimination of internal stress. Therefore, the straightening machine is essential for rolling workshop and finishing line equipment, but also widely used in a variety of workshops to roll billets.The design by analysis of the rack of The straightening machine and the assemble of the lower roll. During the design, I refer to the straightening machine;’s existing literature to determine the design ideas and programs. Considering the technical requirements of the design, the use of basic knowledge of mechanics of materials, and basic mechanical model of the design ,I refer to the strength calculation and examination of the rolling mill’s rack and do the design and examination of the rack of the rolling mill.Key words: The straightening machine; rack; lower roller.目录1 绪论 (V)轧钢生产的国内外发展情况 (V)轧钢生产及产品种类 (V)轧机的分类............................................................................................... V I 矫直机在轧钢机中的作用和分类 .. (VI)矫直机的作用........................................................................................... V I矫直机的分类、工作原理及特点........................................................... V I 辊式矫直机的工作原理. (VII)辊式矫正机的发展趋势 (VIII)技术经济性分析 (VIII)技术经济评价的涵义 (VIII)经济评价在工程机械中的重要性 (VIII)课题选择 (IX)摸清课题要求 (IX)2 总体方案设计 (IX)矫正机的调整形式 (IX)辊式矫正机的矫正方案 (X)支承辊的布置形式 (X)矫正机的机座形式 (X)工作辊的材质 (XI)传动系统的形式 (XI)矫直辊列的布置形式与驱动形式 (XII)3 矫正机参数的计算 (XII)17辊矫直机主要设计参数 (XII)辊式矫直机基本参数的确定 (XII)辊距t (XII)辊径D (XIII)辊身长度L (XIII)辊数n (XIV)矫直速度v (XIV)矫正机力能参数的计算 (XIV)矫直力矩的计算 (XVI)矫直功率的计算 (XVI)电动机的选择 (XVII)4 机架的设计与校核 (XVIII)机架的形式及结构尺寸 (XVIII)机架的形式 (XVIII)机架的结构尺寸 (XIX)机架的强度计算 (XXII)几点假设 (XXII)求静不定力T (XXIII)机架和横梁的强度校核 (XXVI)5 工作辊和支承辊设计及强度校核 (XXVII)支承辊布置形式 (XXVII)工作辊的强度校核 ................................... X XVIII 6 压下装置的校核计算.. (XXIX)压下电动机的过载校核计算 (XXIX)压下螺丝及压下螺母的强度校核计算 (XXX)压下螺母挤压应力校核 (XXX)机架与螺母端面间挤压应力校核 (XXX)7 参考文献 (XXXI)8 致谢 (XXXII)9 附: (XXXIII)本科毕业设计资料清单 (XXXIII)1 绪论轧钢生产的国内外发展情况轧钢生产及产品种类在20世纪末,世界轧钢技术发展迅速。
浅谈矫直机的应用及改进
浅谈矫直机的应用及改进介绍了某钢厂四重九辊式全液压矫直机的设备结构、技术特点,其特点确保了钢板获得最佳的矫直平直度及较小的残余应力。
同时对现阶段矫直机在应用实践中出现的安全联轴器切断、辊系及机架辊等故障进行分析并逐一改进和优化。
改进后增加了设备的作业率,减少了工人劳动强度,降低了备品备件的消耗,提高了经济效益,希望为中厚板厂矫直机的应用实践提供一些借鉴经验。
标签:四重九辊矫直机;安全联轴器;辊系;改进0 前言某钢厂为加大产品结构的调整,提高产品档次,于2007年开始建设特种钢板工程。
矫直机作为中厚板质量保证的一个重要环节的设备,决定着产品的交货质量,特别是对具有高附加值的中厚板具有十分重要的作用。
该矫直机是由达涅利借鉴了国内外先进矫直机的经验而设计制造,为四重九辊式全液压可逆式,代表着当今先进技术水平,其特点确保了钢板获得最佳的矫直平直度及较小的残余应力。
矫直机主要由本体与传动部分组成,其中任何环节出现故障都会影响整体设备的运行。
该矫直机自投入使用以来,由于其使用环境的特点以及设计制造不周全等原因,时常出现安全联轴器剪断、辊系问题引起的一系列设备生产故障,造成了设备损坏,影响了正常生产,甚至引起产品质量问题。
通过现阶段应用实践对上述故障进行分析并逐一进行了改进优化,取得预期效果。
1 设备结构、技术特点矫直机主要由本体部分、传动系统组成。
本体部分主要包括预应力框架、弯辊系统、液压辊缝调节系统、入口出口边辊调节系统、换辊系统等;传动系统包括主电机、减速分配箱、万向接轴等。
弯辊系统主要是弯辊缸与弯辊框架(水冷)组成。
弯辊框架分为左右两部分,底部有回转铰接点,弯辊缸通过偏心轴使弯辊框架左右两部分绕着铰接点转动,使弯辊框架左右两部分的底面形成一定的夹角,再由弯辊框架、支承辊传递实现上工作辊系的弯曲并得到辊缝凸度形状,实现弯辊功能。
辊缝调节系统主要通过4个主压下缸和4个平衡缸共同作用实现辊缝调节。
主压下缸通过电气、液压的自动控制实现自动辊缝调节及工作辊的前后倾动和左右倾斜的调节。
热矫直机矫直辊的使用分析与改进

热矫直机矫直辊的使用分析与改进吕石君【摘要】通过对热矫直机矫直辊及支撑辊进行改造,增设吹扫装置,提高矫直辊的使用周期及矫直辊的表面质量,从而提高矫直钢板表面质量和矫直效率.【期刊名称】《中国重型装备》【年(卷),期】2016(000)001【总页数】2页(P13-14)【关键词】热矫直机;矫直辊;改造【作者】吕石君【作者单位】莱钢集团设备检修中心,山东271104【正文语种】中文【中图分类】TG333.2+3热矫直机主要应用于中(宽)厚板生产线,矫直辊数量通常为九辊或者十一辊,按照上四下五或者上五下六的方式装在上下辊盒内,主要是对热轧后的钢板进行矫直处理,通过压下装置和提升装置调整辊缝,对钢板表面进行压力矫直,达到规定的平整度。
经热矫直工序后热轧钢板上表面通常会产生压痕缺陷,从压痕的形貌特征分析,缺陷是由热矫直机矫直辊辊面缺陷所致,磨损部位与钢板表面的氧化铁皮粘连后,加速了矫直辊的磨损,也降低了矫直辊的使用寿命。
通过提高矫直辊及辊盒的装配质量,对矫直辊材质和尺寸进行改造,提高矫直辊使用寿命。
1.1 热矫直辊使用周期热矫直机矫直辊理论使用寿命在10万t左右,根据使用情况和设备所处工况环境的不同,矫直辊寿命会有所降低。
1.2 热矫直辊的日常维护(1)热矫直辊的修磨要求。
热矫直辊表面粗糙度降低后,将严重影响矫直辊的使用,通过专业磨床修磨,达到表面粗糙度Ra 0.4 μm以上,同时将在使用过程中出现的热裂纹彻底消除,避免因热裂纹处理不彻底造成辊面粗糙度下降。
(2)加强点检,及时修磨矫直辊辊面。
充分利用好工艺停机时间和其它设备停机时间,对矫直辊表面进行检查,如发现有异物粘附,及时进行清除,如辊面有轻微压痕,及时使用专用工具进行打磨,避免压痕加深。
(3)提高辊盒装配质量。
矫直辊安装在辊盒内,矫直辊与支承辊之间的平行度、矫直辊与矫直辊之间的平行度、矫直辊与辊盒框架之间的安装精度等安装参数均会对矫直辊的使用产生很大的影响。
二辊矫直机的结构改进
收 稿 日期 :2 0 1 4—1 1— 0 8 ;修 订 日期 :2 n t h e d e b u g g i n g .B r u i s e h a s b e e n r a v e l e d o u t t h r o u g h t r a n s d u c e r a n d o v e r r u n n i n g c l u t c h, w h i l e e l e c t r i c a l s y s t e m c o n t r o l l i n g t h e h y d r a u l i c c y l i n d e r e l i mi n a t e s i n c o n f o r mi t y b e t w e e n d i s p l a y a n d a c t u a l r o l l g a p; h y d r a u l i c b u f f e r me c h a n i s m i s a d d e d b e l o w s t r a i g h t e n i n g r o l l t o s o l v e u n a b l e - - t o - - b i t e i s s u e d u e t o o v e r t o l e r a n c e o f t h e o v a i f t y, w h i c h b r i n g a g o o d a p p r a i s e i n t h e s t e e l y f a c t o y. r
解 决 的 问题 。
半个导程的等曲率反向小压弯量进行弹复矫正 ,
小压 弯 量处 的 曲率需 要根 据来 料 的状态 和前 面 大 压 弯量 的 曲率决 定 。等 曲率大 压弯 可 以保 证 棒 材 达 到一 个统 一 的弯 曲 ,而 等 曲率小 压弯 可 以使 得 工 件在 全长 范 围 内实 现全 方位 的矫 直 。
辊式矫直机的发展趋势及其结构特点_栗林
39
现代制造技术与装备 2006 年第 3 期 总第 172 期
辊传动装置拖出到传动侧机架外,在机架的传动侧 进行换辊工作。这样有较大的工作空间,便于完成辊 系和万向接轴连接和脱开的操作。
3.1.2 主传动齿轮分配箱(见图 1)箱体采用铸焊 结构,具有制造周期短、箱体强度高、整体重量轻等 优点;
3.1.3 减速箱轴承座采用剖分结构,易于拆卸和 安装,使得检修更加方便;
1前言 我国的钢铁工业现有三十余条中厚板生产线, 在建的仍有十余条生产线,随着生产技术的进步和 现代化改造的实施,中厚板生产向着高效化、高质量 的方向发展,对常规产品厚度在 4~60㎜厚度的情 况,各生产单位均采用了线上的多辊矫直设备,为了 满足日益提高的板型、板面质量要求,多辊矫直设备 得到了进一步的发展。 2 辊式矫直机的发展趋势 中厚板生产线在线的辊式矫直机以热矫直机数 量为多,总的趋势是以发展大矫直力的强力四重式 矫直机为主,该系列设备总体趋势如下: 2.1 用数字控制系统精确调整上矫直辊位置,并 借助自动测厚仪自动控制矫直辊负荷和在线过程计 算机进行全自动操作。 2.2 高刚度矫直机机座,可满足大矫直力条件下 的使用,变形小,精度高。 2.3 为了提高矫直效果,矫直机出口处的上(或 下辊) 可以单独调整,且在矫直过程也可以进行调 整。 2.4 上矫直辊可以横向倾动,能分别调整各段支 承辊,以改变矫直辊的挠曲,消除钢板的单侧或者双 侧边浪。 2.5 下矫直辊可以沿矫直方向倾斜以调整矫直 辊负荷。
!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!
(上接第 21 页)
2
δa=C 3Fa 3
将式(11)代入(10)得:
(11)
K b=
宽厚板矫直机支承辊轴承的改进——李艳辉
宽厚板矫直机支承辊轴承的改进李艳辉李永波刘文鹏陈阳张明山邯钢中板厂摘要:针对对热矫直机支承辊轴承的技术要求进行了分析,从支承辊轴承的类型选择,布局,装配方式和径向定位,额定寿命的计算以及新型轴承类型的应用等方面进行了系统的分析和介绍。
关键词:宽厚板; 矫直机; 支承辊; 轴承Modification of Backup Roll Bearingof Wide-Thick Plate StraightenerAbstract: The technical requirements of backup roll bearing of high strength plate straightener is analyzed,and this paper completely introduces technical scheme of model selection,disposition method,radial positioning,rating life calculation and application of new bearing type.Key words: high strength; straightener; backup roll; bearing宽厚型板材尤其是高强度的宽厚型板材的矫直机要求矫直能力强,刚度大,矫直力大,耐冲击。
经过矫直的钢板平直度好,板材表面质量好且无压痕,残余应力小且分布均匀,在实际的设计工作中,由于矫直机支承辊轴承的选型不当造成的轴承故障,轴承失效和支承辊断裂等严重影响矫直效果的事故很多,国内各钢铁厂因此而造成的经济损失很大。
在生产过程中应该对此加以重视。
1 宽厚型板材矫直机支承辊轴承的技术要求宽厚型板材矫直机支承辊轴承应满足以下技术要求:(1)能承受较大径向载荷,在矫直钢板,尤其是变形较大的宽厚板是,支承辊轴承所承受的径向载荷甚至大于900kN,对于宽厚型板材,轧后经过控冷辊道后,钢板温度和板型质量都有所降低,屈服强度增大等原因,在压下量给定情况下,在矫直过程中尤其是咬钢瞬间,矫直力将突破设计能力,使轴承在超载荷下运行,其使用寿命将大大降低。
3000T热矫直机辊系更换的优化与提升
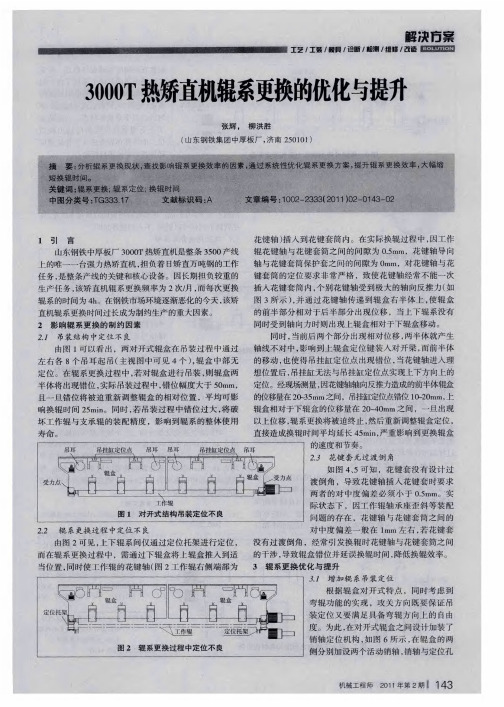
位 ,而待整体辊盒进人工作位置后
随 即将 临时连 接杆 拆除 。 改造 后 ,上 辊 盒前 后 部 分在 花
键 轴 与 花键 套 简 出 现 干涉 时错 位 位 移 量从 2 ~ 5 O 3 mm之
问缩小 为 5 m, 缸定 位 点错位 从 1~ 0 m之 间缩 小 a r 吊挂 0 2m 为 2 4 m, 辊盒 相对 于下 辊盒 的位 移量 从 2~ 0 m之  ̄m 上 04r a 间缩小 为 0 ~ . m。连接 板在 推辊 的时 候可 以 固定 , . 05 3 m 连 接 管路 的时候 可 以拆 除 , 占用 额外 时间 。 不
2 0 ’1 7 0 2. ~
崔风平.中厚 板生产与 质量控制 [ .北 京 :冶 金工 业 出版社 , M]
2 08 0 .
L UAN .Sr tr a somain S J tuu eTrnfr t o
o od t p ln Mi J. f C l Sr Ro ig l ] i l l[
4 优化提 升 效果
装后工作辊平面度变动量在 0 0 0|m . ~ . m之间 ,上机后 2 O 对辊 系更 换优 化 提升 前 , 、 上 下辊 系整 体换 辊 时 间平 测 量平 而度 变 动量 在 0 20 4 m 之 间 ,因 吊装产 生 的 均为 4 , . ~. r 0 0a h 其中吊装影响换辊时间为 2 r n 推辊影响换辊 5 i, a 过 程偏差 在 机状 态下 已能够 消 除 。 时间 3 5 i。优化提升后 , 、 h3r n n 上 下辊系整体换辊 时间平
2 增 加上 、 辊 盒更换 定位 下
鉴 于更换 辊 系过 程 中上 、下 辊盒 出现 的相对 移 动 现 象, 同时考 虑 到更 换 时间 的缩 短 以及 更换 效率 的提升 , 只 要 能够 保证 前半 部 分辊 盒 在工 作辊 花键 轴 与花 键套 简发 生 冲 突产生 反 推力 时 能够保 持 住原 有 的位 置 ,就 能够使 辊 盒顺 利地 更换 , 大量节 省换 辊 时间 。 了保证 前 半部 分 为
连铸拉矫机拉矫辊的改进设计
连铸拉矫机拉矫辊的改进设计摘要:介绍了连铸拉矫机拉矫辊在不断的实践中的优化设计方案,使拉矫辊的加工制造、使用及修复得到很大的改善。
关键词:拉矫机拉矫辊不锈钢堆焊1.引言拉矫机是连铸机的核心部件,又称为连铸设备的心脏。
拉矫机主要有以下几种作用:1.1.在浇铸过程中,将铸坯从二冷却段内拉出。
在拉坯过程中,拉坯速度将根据不同条件(钢种、浇注温度、断面等)的要求在一定范围内进行调节,可以满足快速送引锭,克服结晶器和二次冷却装置的阻力,顺利地把铸坯拉出。
1.2.将弧形铸坯经过一次或多次矫直,使其成为水平铸坯。
对不同钢种和断面以及带液芯的铸坯都应能避免裂纹等缺陷,实现低温矫直。
1.3.在浇注前将引锭杆送入结晶器的底部。
1.4.在处理事故时(如冻坯),可以先将结晶器盖板打开吊出结晶器,通过引锭杆上顶冻坯。
1.5.在板坯连铸机中,拉矫机牵引引锭杆上装辊缝测量仪,来检测二冷段的装配及工作状态。
拉矫机的作用主要通过拉矫辊来实现的,因此如何更经济和优质地解决拉矫辊的制造和修复问题就显得很重要。
2.拉矫辊的使用环境、结构及材质拉矫辊与高温铸坯接触后又马上被冷却,这种冷热交换的工作条件非常苛刻,因而使辊子因裂纹和磨损而失效。
一般小方坯、板坯连铸机拉矫辊主要采用25CrMo4、35CrMo、42CrMo、60CrMoV、60CrNiMo及Cr5、Cr8等合金工具钢制造,而且采用整体结构,(见图1)成本高,寿命低,且辊面修复困难。
这就增加了拉矫机的制造成本。
3.拉矫辊的改进设计在机械性能和使用效果不变的情况下,我们把拉矫辊的结构由整体结构改为拼焊结构(见图2)。
现详述如下:A.辊身采用壁厚40mm的无缝钢管,材质为20。
B.侧板采用材质为Q235-A的钢板,厚度为40mm。
C.轴采用材质为45#的圆钢,粗加工时先把孔加工完,留旋转接头安装孔加工余量,待焊后精加工完成。
粗加工后进行调质处理,调质硬度为HB220-268。
D.焊接后进行密封性耐压试验,试验压力为1.2MPa,保证无泄漏现象。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
·69·
五、 改造的技术特点 ( 一) 外圈采用新型的 GCr18Mo 材料贝氏体等温淬火, 提高产品的冲击韧性。该材料经贝氏体等温淬火后 , 工件表 贝氏体的韧性和抗冲击性能均优于马氏体 。 为 面为压应力, 了更好的保护工作辊, 需将支承辊轴承外圈的硬度控制在 58 ~ 60HRC。 内圈的壁厚较薄为 10. 93mm, 采用轴承钢 GCr15 材料贝氏体等温淬火。 ( 二) 改变支承辊轴承结构的可修复性能 。 将内圈和挡 圈集成为一体, 提高挡圈与内圈的同轴精度 , 提高密封性能, 防止异物进入轴承, 同时还可避免原结构挡圈和内圈分离 , 轴承在安装过程中容易出现挡圈脱落 , 内圈、 滚动体散落出 轴承的情况, 以及污染物进入轴承内部的情况产生 , 确保轴 内外滚道及滚子无严重磨损及疲 承在一个正常使用周期内 , 劳剥落产生, 以便轴承的修复和再利用 。 六、 矫直力及载荷校核 改进后的结构与原结构的主要参数未改变 , 理论上的承 载能力相同, 校核分析如下: ( 一) 矫直力分析。 矫直力的计算分析按以下公式 : P1 = 2Ms / t; P2 = 3P1 = 6Ms / t; P3 = 4P1 = 8Ms / t; Pn = P1 ; 按第 3 辊最大受力计算: Ms = S* σs; S = b* h2 /4 取 3 种材料代入计算, 分别取目前能生产的几种极限规 格的高强度钢产品( 高强度钢指屈服强度超过 40 kg / mm 的 钢种) , 如表 1 所示。
图1
支撑提示意图
二、 使用环境 热轧横切线为常温生产 ( 原料卷温度小于 80 摄氏度 ) , 矫直机只对钢板进行反复弯曲以达到矫直目的 , 并不进行厚 。 度方向上的轧制 在该钢厂横切线一号矫直机后方布置有 在线超声波探伤装置, 该装置以水为耦合剂, 且其除水效果 不良, 大量残留水渍跟随钢板进入二号矫直机 , 对该支承辊 产生锈蚀等影响。 钢板在二号矫直机内部弯曲时掉落大量 氧化铁皮堆积于支承辊周围 , 与水渍混合结块, 产生卡阻等 问题( 如图 2 ) 。
矫直机支承辊的使用环境与结构改造
□李 宁
ቤተ መጻሕፍቲ ባይዱ【摘
要】 本文介绍矫直机支承辊的工作状况 , 以及目前存在的主要问题 , 分析了这些问题产生的原因及导致的结果 , 并提出了 相应的改造方法。描述了对该轴承优化与改进的理由及改造的效果 。
【关键词】 矫直机; 支承辊; 轴承; 技术改造; 挡圈 【作者单位】 李宁, 马鞍山钢铁股份有限公司
图3 图2 矫直机工作图
改造前后支承辊结构对比
三、 现在的工作状况 在使用过程中, 支承辊出现过下列问题 : 一是支承辊位 于矫直机辊座内部、 工作辊下方, 日常点检与维护难度大 , 只 能安装时一次性加润滑油 , 工作中不能及时清理其内部氧化 。 铁皮 二是支承辊轴承在使用到 5 个月左右时, 噪音加剧, 并有不能转动的情况, 工作辊表面出现划痕, 影响钢板表面
表1 钢种 材料 1 材料 2 材料 3 高强度钢产品屈服度表 宽度( mm) 2250 2250 2250 厚度( mm) 20. 5 12. 5 18 屈服强度( kg / mm2 ) 52 80 55
2
Dpw = 133. 6 ; i - - 轴承中滚动体列数, i = 2 ; Lw - - 滚 直径, Lw = 50 。其中, Dw / Dpw = 26 /133. 6 = 0. 1946 。 子长度, ( 三) 径向额定动载荷计算。 Cr = Fc* ( i* Lw* COSα) 7 /9* Z3 /4* Dw* 29 /27 ,查表 Fc = 88. 75 Cr = 88. 75* ( 2* 50* 1) 7 /9* 163 /4* 26* 29 /27 = 86. 2 吨 由以上计算可知, 最大矫直力针对高强度结构用钢类钢种 等, 最大单辊受力为 427. 6 吨, 折算到 1 对支承辊为 116. 88 吨, 折 P= 算到 1 个支承辊为 58. 44 吨。支承辊的受力分析图如图 4, tgα = ( 110 /2) /220 = 0. 25, 58. 44t, 由图可知, 则 α = 14. 0°。
一、 支承辊简介 某钢厂热轧横切线矫直机每根工作辊带有 12 根 支 承 辊, 该支承辊与工作辊外径相等 , 其布置型式为两两交错支 承( 如图 1 ) 。
质量。 以上问题的产生, 既有轴承自身缺陷的导致 , 也有外部 因素的作用, 要解决这些问题并进行相应的改造 , 就要找出 这些问题产生的根源。 四、 分析 ( 一) 原有结构的不足。 ( 1 ) 轴承密封采用聚四氟乙烯 , 其弹性较差, 补偿能力不足, 在轴承外圈长期旋转后容易老 化而失去弹性。由于轴承在运行中, 外圈有一定的摆动量, 所以失去弹性的密封圈与轴承外圈会形成固定的间隙 , 而未 造成漏 失去弹性的密封圈与轴承内圈也会形成瞬时间隙 , 油。因此, 支承辊轴承密封圈需要进行优化 , 以提高其密封 性能。( 2 ) 轴承内圈与挡圈为各自独立的两部分 , 其同轴度 误差较大, 挡圈密封性能低, 容易使氧化铁皮等粉尘进入轴 , 承产生破坏 并且轴承在安装过程中容易出现挡圈脱落 , 内 圈、 滚柱散落出轴承的情况 。轴承使用后需修复或更换的主 要部位是轴承外圈, 而挡圈与内圈的分离容易使污染物对滚 柱、 挡圈、 内圈均造成损坏, 增加了轴承的修复成本 , 降低了 再利用率。因此, 挡圈和内圈需要进行改造 , 以延长其单独 的使用寿命。 ( 二) 改进后的优点。经此分析, 对支承辊轴承的改造基 改造后轴承的结构如图 3 所示: 本拟定,
( 1 ) 采用骨架式带补偿的橡胶密封圈 , 提高支承辊的密 封性能, 润滑脂不易泄漏, 轴承只需在装配时一次定量填加 润滑脂, 使用过程中不需补充润滑脂 。 ( 2 ) 将内圈和挡圈集 成为一体加工, 既方便安装, 又提高了同轴度, 能防止氧化铁 皮等粉尘进入轴承, 有效地提高了密封性能 , 延长了内圈的 使用寿命。