MM1320精密外圆磨床规格书
数控外圆磨端面外圆磨简明使用手册V3.3
2.4 工作结束时的注意事项
2.4.1 工作结束时要清扫机床周围。 2.4.2 把机床各轴停在中间位。 2.4.3 砂轮空转一定时间以便脱水。 2.4.4 关断电源顺序:按“急停开关”—确认砂轮已经停止--关断总电源开关。
2.5 出现异常现象
2.5.1 操作者及维修人员都应该了解机床的各报警含义及其对策,详见”表 4” 及 SINUMERIK 802D 诊断说 明书,并及时记录报警号及报警内容以便分析和维修。 2.5.2 轻微故障可以先暂停程序或者复位程序,如果情况紧急,操作者可迅速按操作面板上的“急停”开关。 2.5.3 负责维修的人员要了解情况后,再处理。 2.5.4 共同作业时,协凋工作内容,避免误操作带来的人员伤害和机床损坏。 2.5.5 保险及其它替换备件,要使用指定的规格。
但操作人员或维护人员不应该完全依赖这些安全装置,需要熟知下述事项,从而避免事故发生。
2.1 通电时需确认的事项
2.1.1 关好控制电柜、操作控制箱门。 2.1.2 机床周围不要放置无关物品。 2.1.3 安装或搬移设备后接通电源时,需确认三相电源(A、B、C)的相序。 2.1.4 电源接通顺序:打开总电源开关,西门子数控系统自行引导上电,此过程大约两分钟。 2.1.5 释放急停开关,复位报警,机床进入待机。
2.3 手动运行、自动运行机床时的注意事项
2.3.1 确认机床零点(配置绝对式编码器的忽略此项) 2.3.2 手动检查砂轮的开停、冷却的开闭、量仪摇臂的上下(如果有)、量仪的进退,顶尖的进退,各防护 罩、板、防水胶皮的完备。或者使用编程有各动作的热机程序来进行检查。确认冷却液喷嘴位置合适 2.3.3 自动加工前应当用合格品或标准件检验量仪的测值,确认正常后再进行。 2.3.4 首件加工时建议在量仪测量前的程序段使用单步加工方式,并降低进给倍率,确认正常后在量仪进 入时恢复连续加工和正常倍率。 2.3.5 配置有动静压砂轮主轴的机床,必须等砂轮静止时才能关闭主轴油泵以及关闭电源,涉及到安全事 故时例外。主轴油压储能装置应定期检查储能保压能力。
MMB1320B型外圆磨床液压系统的PLC控制
1 M B 30 M 12 B型外 圆磨床半 自动循
环液压 系统介绍
MMB 3 0 1 2 B型外 圆磨 床 半 自动循 环 中的 动作顺 序 由电气 系统 和液 压 系统 联合 控 制 , 具体 动 作包 括 : 原始 位 置 、 轮 架快 进 、 给 活 塞快 跳 、 砂 进 自动 进 给 、 磨 、 光 砂
( caia eateto nu oaoa T cnqeC lg,H f 30 5 ,C ia Mehncl pr n fA h iV ct n eh iu ol e ee 20 0 hn) D m il e i 1
Ab t a t : sr cs MMB l 2 B t p c l d c lg i d r a p is h d a l r su e S se t n lc r i — o to— d d v o r aie t e 0 — y e y i r a rn e p l y r u i p e s r y tmai a d ee t ct c n r l mo e r e t e l h 3 ni e c c i y i z
a lr e a u to e t ea n i e a fr ly c nr ls se t e l e t e c nr lo y r u i r s u e s h tw a a e e eg ag mo n fc nr r ly a d t e me r l y o ea o to y t m o r ai h o to fh d a l p e s r t a e c n s v n r y z c o a d e h n e e ii n y n n a c fce c . Ke W o d . c l d c l rn e ; h d a l p e s r s se t ; y rs yi r a g i d r ni y rui c r s u e y t mai c PC L
MK1320B数控磨床电气部分使用说明书

MK1320B型数控外圆磨床(GSK986)使用说明书(电气分册)最大磨削直径200mm最大磨削长度500mm中华人民共和国上海第三机床厂注意事项1开箱验收用户开箱验收时,如发现产品及附件与装箱单不符,请及时与制造厂经销部门联系。
2安装使用注:安装使用产品前,必须仔细阅读说明书!3输入电源要求a)电源电压为0.9〜1.1倍额定电压。
b)频率为0.99〜1.01倍额定频率(连续工作)。
频率为0.98〜1.02倍额定频率(短时工作)。
4 机床安全防护和报警等安全措施,尤须注意。
注:安装使用产品前,必须仔细阅读机械分册中的“安全说明”部分!本文件版本号:2017年5月目录―、雛 (2)二、通电前的检 査2三、通电步.......................................................骤2四、关机步 骤2五、机床操 作 (3)附录:电路图(MK1320B-90-8)ー、概述本机床数控装置采用广州数控设备有限公司的GSK986Gs外圆磨床数控系统及驱动、电机。
X、2轴电机均为130S J T-M100B(A4I),额定扭矩为10Nm。
驱动器均为G R2045T-L A1。
机床输入电源为3相交流380V-3%--380V+5%;环境温度为0℃~45℃,机床总功率大约10KVA, 进线为2.5mm2 ,空气开关40A。
二、通电前检查为保证机床安全、可靠运行,减少故障发生率,在用户第ー次开机前,必须检查以下各项。
1.。
检查数控系统、驱动器、伺服电机等所有电器元器件经运输后是否完好。
2。
检査所有螺钉、螺帽、压接端子、接线端子、插头等是否松动。
3.检查所有接地保护是否紧固,是否与车间地线可靠连接。
4.面板上的紧停按钮是否在复位状态。
5.检查所有行程开关是否紧固,工作台是否处于有效工作范围‘内。
6.检查导轨集中润滑装置润滑油是否加满。
7.检查进线电源及相序。
进线电源三相四线,380V-3%--380V+5%;检查冷却电机旋转是否与电机尾盖箭头方向相 符,否则需要调相。
Φ3.2×13米水泥磨说明书(专业特制)

φ3.2×13m高细水泥磨说明书1.主要技术性能1.1 规格:φ3.2×13m;1.2 用途:粉磨水泥熟料;1.3 生产能力:配挤压机65~70t/h;1.4 出磨成品细度:比表面积300~330m2/kg;1.5 入磨物料粒度:<5mm;1.6 磨机转速:18.5r/min;1.7 研磨体最大装载量:120t;1.8 填充率:30%;1.9 有效容积:82.7m3;1.10 主轴承冷却水用量:2×2.5m3/h;1.11 主电动机型号:YR1600-8/1430额定功率:1600KW额定转速:741r/min额定电压:10KV配油站:XYZ-251.12 主减速机型号:JDX1000(NO.104)传递功率:1600KW输入转速:741r/min传动比:i=7.1配油站:型号MYZ1251.13 慢驱动减速机型号:ZSY315-I传递功率:22KW输入转速:740r/min传动比:901.14 慢速驱动电动机型号:Y225m-8额定功率:22KW额定转速:740r/min额定电压:380V1.15 离合器行程开关:JLXKL-311 5A 380V1.16 制动器:YWZ3-315/45-16 0.12KW 380V1.17 主轴承润滑装置型号:GXYE-40高压泵电机功率:2.2KW公称油量:2.5L/min公称油压:0.4MPa低压泵电机功率:2.2KW×2(台)(其中一台备用)公称油量:40L/min公称油压:0.4MPa冷却水用量:3.6m3/h冷却水进水温度:≤30℃电加热器功率:3支×4KW1.18 设备总重量:210200kg2.主要特点及工作原理2.1主要特点2.1.1 本磨机为边缘传动磨机,电动机通过减速机和大小齿轮副带动磨机转动。
2.1.2 粉磨仓依次采用复合阶梯衬板、波纹衬板、活化衬板等组合式衬板布置,提高了磨机的粉磨能力,使原料在粉磨仓内的粉磨过程更为合理。
808DII数控外圆磨床简明使用手册V1.6

务必确认 HMI 和应用程序版本号高于(图 1-1) 中的版本号。
关于数控系统的更详细说明请参考西门子 808D 编程手册、操作手册和诊断手册。
图 1-1
二、操作注意事项
因意外事故可能会造成人身伤害和机床损坏,机床配置了安全装置(包括硬件和软件): 1, 机床防护罩(包括砂轮防护罩) 2, X、Z 轴的极限限位开关。在此开关范围内的软极限开关(参数设定)和可编程软极限。 3, 急停按钮。 4, 进给暂停按钮、复位键。 5, 过热、过流保护开关,以及互锁开关、门开关(选配)。 6, 报警显示,信息显示,原点回零异常警示(增量式编码器)。 7,使用程序锁或者操作权限(密码)来保护程序和变量以及参数不被意外修改。 8,基本联锁:这种联锁必须修改 PLC 才能改变,例如砂轮未启动时冷却液不能启动 9,可变联锁:这种联锁可以通过修改参数取消,例如将动静压主轴更换为普通主轴时,可以取消主轴油 泵和砂轮的联锁。主轴压力继电器故障时,可以取消压力继电器和砂轮的联锁。 10,界面已经编入多种保护措施,如果需要修改请联系我公司技术人员。 11,自动运转启动后可能激活已经编入加工程序的保护措施,可以修改程序来改变。
V1.6 V1.4 V1.3 V1.2 V1.1 V1.0
意见及建议反馈:cqmlf@
一、概述.......................................................................................................................................................................3 二、操作注意事项.......................................................................................................................................................3
M1332外圆磨床说明书

M1332B型外圆磨床 使用说明书最大磨削直径ф320mm最大磨削长度 3000mm出厂编号中华人民共和国上海机床厂有限公司目录 名称 编号 页数 目录 M1332B-SB-00 共 3 页 安全使用要求 HB05-2-00 共 23 页注意事项 MB1332B-SB-01 共 1 页 主要用途和特征 M1332B-SB-03 共 1 页 主要规格与参数 -SB-04 共 4 页 机械系统 机械传动原理图及说明 M1332B-SB-05/1 共 3 页 操作手轮、手柄示意图 -05/2 共 3 页 -05/3 共 1 页 齿轮、齿条、丝杆、螺母 主要参数明细表 滚动轴承明细表 -05/4 共 1 页 皮带、橡胶管、密封件明细表-05/5 共 2 页 主要部件结构及性能 -06 共 7 页 液压系统 液压原理图及说明 M1332B-SB-07/1 共 3 页 液压元件型号规格明细表 -07/2 共 1 页 液压管路图 -07/3 共 1 页 结构示意图 -07/4 共 3 页 名称 编号 页数 电气系统 电气文件目录 M1332B-SB-08/0 共 1 页 电气设备位置识别代号表 -08/1 共 1 页 电气原理说明 -08/2 共 2 页 电气原理图 -08/3 共 5 页 电气设备清单 -08/4 共 5 页 机床互连图 -08/5 共 4 页 电气设备安装图 -08/6 共3页 配电板位置图 -08/7 共 2 页 润滑系统 润滑系统图及说明 M1332B-SB-13/1 共 1 页 吊运与安装 吊运图 MB1332B-SB-14/1 共 1 页 安装地基图 M1332B-SB-14/2 共 3 页 机床移动部份极限位置图 -14/3 共 4 页 开车注意事项 形象化标牌图及其说明 M1332B-SB-15/3 共 4 页 机床操作方法 -15/4 共 3 页 附件、备件及易损件 随机供应的附件目录 M1332B-SB-17/1 共 2 页 特殊订货供应的附件目录 -17/2 共 1 页 随机供应的备件及易损件 -17/3 共 1 页 备件和易损件目录 -17/4 共 4 页 附录 名称 编号 页数 一般电气设备的保养与维护 HB05 – 2 - 4 共 1 页 - 6 共 2 页 一般液压设备的故障产生原因及消除方法 机床开动须知 HB05- 2 - W7 共 1 页 砂轮的静平衡方法 - 8 共 1 页 安装水平的调整 -W18 共 2 页 切削液(冷却液)的牌号与稀释 -23 共 1 页 企 业 标 准 编号 HB05-2-00根据 代替 类别 上 海 机 床 厂 有 限 公 司 安 全 使 用 要 求 共 23 页 第 1 页 目 录 1危险区………………………………………………………………(2) 2储运、安装、调整、使用、维修、保养时的安全注意事项……(3) 3紧急情况的应付方法………………………………………………(19) 4与安全有关的文件信息……………………………………………(19) 5外购件有关安全方面的资料和使用说明…………………………(19) 6机床发生下列情况不使用警告信息………………………………(20) 7噪声检查……………………………………………………………(20) 8责 任……………………………………………………………(20) 9培 训 (21)注意用户应严格遵守本安全使用要求。
M1332外圆磨床说明书
M1332B型外圆磨床 使用说明书最大磨削直径ф320mm最大磨削长度 3000mm出厂编号中华人民共和国上海机床厂有限公司目录 名称 编号 页数 目录 M1332B-SB-00 共 3 页 安全使用要求 HB05-2-00 共 23 页注意事项 MB1332B-SB-01 共 1 页 主要用途和特征 M1332B-SB-03 共 1 页 主要规格与参数 -SB-04 共 4 页 机械系统 机械传动原理图及说明 M1332B-SB-05/1 共 3 页 操作手轮、手柄示意图 -05/2 共 3 页 -05/3 共 1 页 齿轮、齿条、丝杆、螺母 主要参数明细表 滚动轴承明细表 -05/4 共 1 页 皮带、橡胶管、密封件明细表-05/5 共 2 页 主要部件结构及性能 -06 共 7 页 液压系统 液压原理图及说明 M1332B-SB-07/1 共 3 页 液压元件型号规格明细表 -07/2 共 1 页 液压管路图 -07/3 共 1 页 结构示意图 -07/4 共 3 页 名称 编号 页数 电气系统 电气文件目录 M1332B-SB-08/0 共 1 页 电气设备位置识别代号表 -08/1 共 1 页 电气原理说明 -08/2 共 2 页 电气原理图 -08/3 共 5 页 电气设备清单 -08/4 共 5 页 机床互连图 -08/5 共 4 页 电气设备安装图 -08/6 共3页 配电板位置图 -08/7 共 2 页 润滑系统 润滑系统图及说明 M1332B-SB-13/1 共 1 页 吊运与安装 吊运图 MB1332B-SB-14/1 共 1 页 安装地基图 M1332B-SB-14/2 共 3 页 机床移动部份极限位置图 -14/3 共 4 页 开车注意事项 形象化标牌图及其说明 M1332B-SB-15/3 共 4 页 机床操作方法 -15/4 共 3 页 附件、备件及易损件 随机供应的附件目录 M1332B-SB-17/1 共 2 页 特殊订货供应的附件目录 -17/2 共 1 页 随机供应的备件及易损件 -17/3 共 1 页 备件和易损件目录 -17/4 共 4 页 附录 名称 编号 页数 一般电气设备的保养与维护 HB05 – 2 - 4 共 1 页 - 6 共 2 页 一般液压设备的故障产生原因及消除方法 机床开动须知 HB05- 2 - W7 共 1 页 砂轮的静平衡方法 - 8 共 1 页 安装水平的调整 -W18 共 2 页 切削液(冷却液)的牌号与稀释 -23 共 1 页 企 业 标 准 编号 HB05-2-00根据 代替 类别 上 海 机 床 厂 有 限 公 司 安 全 使 用 要 求 共 23 页 第 1 页 目 录 1危险区………………………………………………………………(2) 2储运、安装、调整、使用、维修、保养时的安全注意事项……(3) 3紧急情况的应付方法………………………………………………(19) 4与安全有关的文件信息……………………………………………(19) 5外购件有关安全方面的资料和使用说明…………………………(19) 6机床发生下列情况不使用警告信息………………………………(20) 7噪声检查……………………………………………………………(20) 8责 任……………………………………………………………(20) 9培 训 (21)注意用户应严格遵守本安全使用要求。
MMB1320B型外圆磨床液压系统的PLC控制
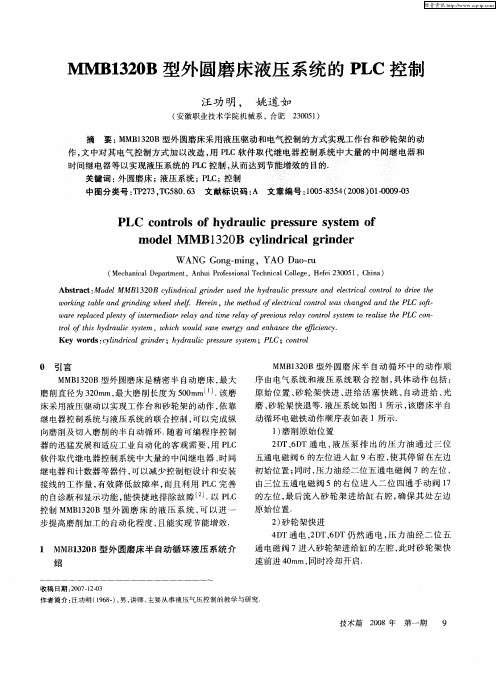
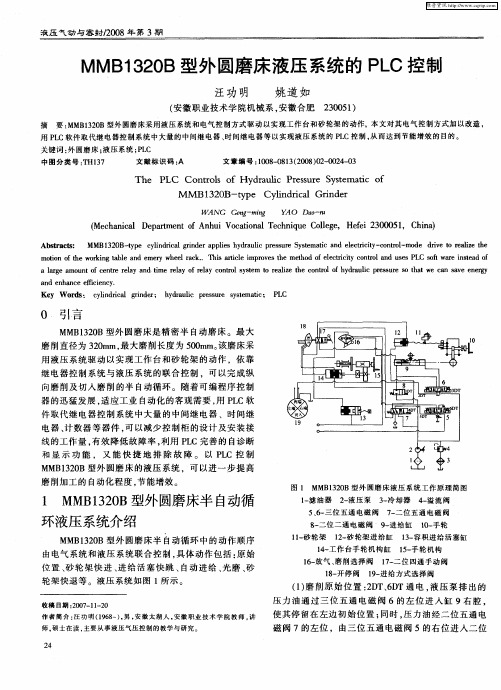
原始 位置 、 轮架快进 、 给活塞快 跳 、 砂 进 自动进 给 、 光 磨、 砂轮架快退等. 液压系统如图 1 所示 , 该磨床半 自
动 循 环 电磁 铁 动 作 顺 序 表 如 表 1 示 . 所 1 磨 削 原 始 位 置 )
2 T 6 T通 电, 压 泵排 出 的压力 油通 过 三位 D 、D 液 五通 电磁 阀 6的左 位进入缸 9右腔 , 使其停 留在左边 初始位置 ; 同时 , 压力油经二位 五通电磁 阀 7的左位 ,
w rig tbe n r dn he s e .Hee te to et c l o t l a h n e n eP Cs t okn l a dgi igw el hl a n f ri h h do e c i nr sca g da dt L o — n, me f l ra c o w h f w r r lcdpet t me it rlya d t erlyo p eiu ea nrl ytm t r l eteP C cn ae e ae l yo i e dae e n m a rvo rlyc t s ai L o — p n f nr a i e f s o os e oe z h
通 电磁 阀 7进入砂轮架进 给缸 的左腔 , 此时砂 轮架快 速前进 4 m 同时冷却开启. 0 m,
作者简介 : 汪功明(9 8 ) 男 , 16 一 , 讲师 , 主要从事液压气压控制的教学与研 究
0 引言
M 12 B型外 圆磨 床半 自动 循环 中 的动作 顺 MB 3 0
序 由 电气 系 统 和 液 压 系 统 联 合 控 制 , 体 动 作 包 括 : 具
MM 12 B型外 圆磨床是精密半 自动磨床 , 大 B 30 最 磨 削直径为 30 m, 2 m 最大磨 削长度 为 50 m . 0 m 该磨 床采用液压驱动以实现工 作台和砂轮架 的动作 , 靠 依 继 电器控制系统与液压系统 的联合控制 , 以完成纵 可 向磨削及切人磨 削的半 自动循环 . 随着可编程序控 制 器 的迅猛发展和适应工业 自动化 的客观需要 , P C 用 L
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
MM1320精密外圆磨床
MM1320 Precision Cylindrical Grinding Machine
MM1420精密万能外圆磨床
MM1420 Precision Universal Cylindrical Grinding Machine
MM1320型精密外圆磨床、MM1420型精密万能外圆磨床是一种精度高、结构可靠、操作简单、适用广泛的机床。
用于磨削高精度的圆柱形和圆锥形外表面(外圆型)或内、外表面(万能型)。
适用于精密机械加工车间、工具车间及试验研究部门单件/小批轴、套类等高精度零件的磨削。
精密级机床具有普通级磨床的切削效率又具有高精度级磨床的加工精度。
MM1320 Precision Cylindrical Grinding Machine and MM1420 Precision Universal Cylindrical Grinding Machine are the machines with high precision and reliable structure, they are easy to operate and widely applicable. Used for the grinding of high precision cylindrical and conical outer surface (peripheral type) or inner and outer surfaces (Universal type). They are applicable to the grinding of single / small group of high-precision parts such as axis and sleeves in the precision machining workshop, tool shop or experimental research department. Precision-level machine has both the grinding efficiency as the ordinary machine and grinding precision as the high-precision machine.
主要技术参数
工作精度
砂轮架主轴采用大锥度套筒式高精度动压轴承主轴系,回转精度高,精度保持时间长。
回转精度0.001mm。
Spindle of the wheelhead uses the dynamic pressure bearing spindle of big-tapered
telescope-feed and high-precision, which has the high rotation precision and long time maintenance. The rotation precision is 0.001mm.
砂轮进给机构采用行星轮结构,操作灵活准确。
最小进给量为0.001
Grinding wheel feed mechanism uses planetary gear structure, which is flexible and accurate to operate. Minimum feed amount is 0.001
尾架采用密珠直线轴承结构,尾架主轴与轴套无间隙运动。
The tailstock uses dense beads linear bearing structure, with gapless movement between the spindle and the sleeve.
头架旋转采用交流变频无极调速,调速灵活方便。
Headstock rotation controlled by stepless AC frequency conversion, it is flexible to regulate the speed.
万能型机床头架回转主轴采用高精度进口滚动轴承。
从高速到低速均可保持高精度、高刚性运转。
主轴回转精度0.001mm
The rotary spindle of the universal type machine’s headstock uses imported high-precision rolling bearings. From high speed to low speed, the high-precision and high-rigidity operation can be maintained. Spindle rotation precision is 0.001mm
工作台为双层机结构,最大锥度调整可达9 °
The workbench is double-deck structure; the maximum taper adjustment can be up to 9 °
工作台换向、砂轮快速进给采用集成操作手柄、操作简便、控制动作
灵活可靠
The reversing of the workbench and the rapid wheel feed use the integrated operating handle, which is easy to operate, and flexible and reliable to control action.
完备的随机配件
水箱、修整器、机床垫铁、砂轮法兰盘、砂轮、平衡心轴、顶尖。
Completed accessories
Water tank, Dresser, Sizing block, Wheel flange, Grinding wheel, the balance mandrel and the top.
机床布局
Machine layout
冷却箱:Cooling tank, 电气箱:Electrical Cabinet
加工长度A机床使用空间B床身长度500 2400 1500
750 3150 2100
B bed length Grinding length A machine tool
used space
500 2400 1500
750 3150 2100。