直线导轨的安装步骤PPT课件
直线滑块导轨ppt课件

常见故障与排除方法
卡滞现象
可能是由于异物或润滑不足导致,应 清理表面并加强润滑。
精度下降
可能是由于滑块或导轨磨损导致,应 检查并替换磨损件。
螺丝松动
可能是由于固定不紧或振动导致,应 拧紧螺丝并增加防松措施。
噪音和颤动
可能是由于安装不平或润滑不足导致 ,应检查安装面和增加润滑。
05
直线滑块导轨的发 展趋势
应用领域
数控机床
用于实现工作台的直线 运动,提高加工精度和
效率。
自动化生产线
用于实现自动化生产过 程中的直线运动,提高 生产效率和产品质量。
医疗器械
用于实现医疗器械的精 密运动,如手术机器人
等。
其他领域
如测量仪器、科研设备 等需要实现高精度直线
运动的领域。
02
直线滑块导轨的分 类
按材质分类
金属直线滑块导轨
工作原理
导轨
导轨通常采用优质钢材或硬质合 金制成,具有较高的硬度和耐磨 性,能够承受较大的负载和摩擦
力。
滑块
滑块通常采用铜、钢、不锈钢等材 料制成,具有较高的滑动性能和耐 磨性,能够在导轨上实现高精度的 直线运动。
工作原理
当滑块在导轨上滑动时,由于导轨 和滑块之间的摩擦力较小,因此能 够实现快速、平滑的运动,同时保 持高精度的定位和导向。
维护性。
应用拓展
新能源领域
随着新能源产业的快速发展,直线滑块导轨在太阳能、风 能等新能源设备中的应用逐渐增多,为节能减排做出贡献 。
机器人行业
随着机器人技术的进步,直线滑块导轨在机器人关节、传 动系统等领域的应用逐渐拓展,提高了机器人的运动精度 和稳定性。
数控机床
在数控机床领域,直线滑块导轨作为重要的传动元件,其 高性能和高稳定性对于提高机床加工精度和效率具有重要 意义。
导轨安装图
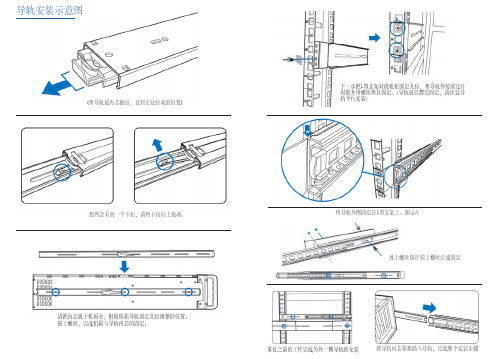
(将导轨最内芯抽出,直到无法拉动的位置)
下一步把L型支架对准机柜固定孔位,将导轨外传固定片 对准并用螺丝将其固定。(导轨前后都需固定,请注意导 轨平行安装)
您将会看到一个卡扣,请将卡扣向上扳动。
B
将导轨外侧固定在L型支架上。图示A
Байду номын сангаас
放上螺丝垫片锁上螺丝完成固定
请把内芯放于机箱旁,根据机箱导轨固定孔位调整好位置。 锁上螺丝,完成机箱与导轨内芯的固定。
重复之前的工作完成另外一侧导轨的安装
把导轨内芯重新插入导轨,完成整个安装步骤
《直线运动导轨》PPT课件

减小导轨面压强
➢ 卸载导轨 • 静压卸载导轨
减小导轨面压强
➢ 卸载导轨 • 水银卸载导轨
减小导轨面压强
➢ 卸载导轨 • 机械卸载导轨
滚珠导轨
➢ 典型结构型式 • 力封式
滚珠导轨
➢ 典型结构型式 • 自封式
滚珠导轨
➢ 改善措施 • 预先磨出一窄条圆弧面的浅槽 • 采用双圆弧滚珠导轨
滚珠导轨
❖ 基本组成 ➢ 运动件 ➢ 承导件
第一节 概述
❖ 导轨的导向原理(保留一个移动自由度) ➢ 导轨的导向面
棱柱面
圆柱面
第一节 概述
❖ 导轨的分类 ➢ 按摩擦性质分
滑动摩擦导轨 滚动摩擦导轨 弹性摩擦导轨 流体摩擦导轨 ➢ 按结构特点分 力封式 自封式(承受倾覆力矩)
第一节 概述
❖ 导轨的基本要求 ➢ 导向精度 直线度 平行度 ➢ 运动轻便、平稳、低速时无爬行现象 ➢ 耐磨性好 ➢ 对稳定变化的不敏感性 ➢ 足够的刚度 ➢ 结构工艺好
高精度。 ➢ 缺点:对温度变化比较敏感,间隙不能调
整。 ➢ 防转结构 示例 ➢ 导轨的配合 ➢ 导轨的表面粗糙度
第二节 滑动摩擦导轨
❖ 棱柱面导轨(三角形、矩形、燕尾形) ➢ 双三角形导轨 ➢ 三角形-平面导轨 ➢ 矩形导轨 ➢ 燕尾导轨
第二节 滑动摩擦导轨
❖ 导轨间隙的调整 ➢ 采用磨、刮相应的结
第二节 滑动摩擦导轨
❖ 提高导轨耐磨性的措施 ➢ 合理选择导轨的材料及热处理 常用材料 ➢ 减小导轨面压强 卸载导轨 ➢ 保证导轨良好润滑-油膜 ➢ 提高导轨精度-直线度、相对位置精度、粗
糙度
第二节 滑动摩擦导轨
❖ 导轨主要尺寸的确定 ➢ 运动件长度L=(1.2~1.8)a or L2a ➢ 承导件长度-取决于运动件长度及工作行程 ➢ 导轨宽度B=F/( [p]L) ➢ 两导轨之间的距离a-工作稳定前提下尽可
直线滚动导轨副的装配
第一节 导轨概述 第二节 平导轨的装配 第三节 燕尾导轨的装配 第四节 直线滚动导轨副的装配 第五节 直线滚动导轨套副的装配 第六节 平导轨装配训练项目装配工艺
第一节 导轨概述
直线导轨是机械的关 键部件之一,它可使机 器上的零部件沿着固 定的轨迹执行直线运 动
第二节 平导轨的装配
第四节 直线滚动导轨副的装配
直线滚动导轨有球导轨和滚柱导轨,有摩擦小、速度高、寿 命长等特点 1 将基准侧的导轨轴基准面(刻有小沟槽的一侧)紧靠机床 表面的侧面,对准镙孔,然后在空内插入螺栓. 2利用内六角扳手用手拧紧所有的螺栓. 3上紧导轨轴侧面的顶紧装置,使导轨的轴基准侧面紧紧靠 贴床身的侧基面. 4用扭距扳手将螺栓旋紧.请注意拧紧的顺序:应该从中间向 两边延伸.扭距的大小取决于螺栓的直径和等级. 5非基准侧的导轨轴与基准侧的安装顺序相同,只是侧面只 需紧紧靠上,不要顶紧.否则反而引起定位,影响运行的灵敏 度和精度.
规格 价格
直线光轴镀铬圆形支撑带 坐导轨 SBR16-300L 26.5RMB 直线光轴镀铬圆形支撑带 坐导轨 SBR12 *200MM 19RMB 镀铬硬直线光轴导轨 Ф6mm * 200MM 6RMB 导轨滑块 300RMB 直线导轨、丝杆(8MM光 轴+直线轴承)雕刻机配 件 28RMB
影片
ቤተ መጻሕፍቲ ባይዱ 生产厂家
南京瓦市机械制造有限公司是一家专业生产直线运动 系列产品的高技术企业,公司主要产品有直线导轨、 滚针丝杆、直线轴承、圆柱形导轨、双轴心导轨、精 密工作台、直线滑动单元、轴支撑、法兰型直线轴承、 镀铬光轴、汽缸轴.杆端关节轴承等产品。 公司同时和日本、韩国、台湾等知名企业开展技 术交流。始终把公司的产品质量和技术立于首要位置, 产品通过IS09001-2000质量体系认证,并逐步成为机 械制造和自动化领域传动和滚动部件的主流供应商。 公司的产品远销海外、直线导轨、滚珠丝杆、直线轴 承等产品已被国内多家重点龙头企业应用,同时公司 和国内外著名的轴承企业保持了紧密的联系。成为 SKF、NSK、FAG品牌江苏地区分销商。ZWZ、HRB、 LYC品牌,南京地区总代理,库存量大、型号齐全、 交货迅速,并且拥有极具竞争力的价格,确保了客户 的最大利益。在此热忱欢迎新老客户垂询指导、真诚 合作。 江苏省泰兴市宏昌金属压延厂是泰兴市轧钢行业的一 家规模型民营福利企业,成立于2003年,地处江苏省 泰兴市珊瑚镇(八户村)工业园区,职工 人数150多人, 其中,技术骨干15人,均来自上海新沪钢厂,技术力 量雄厚。 全厂共有三个车间,现有主要设备为横立式350轧 机和300/250轧机各一组,另有冷拉生产线两条。总 投资近2000万元。 主要生产45#、45mn、65mn、40cr、Q235、Q345 等普碳钢、低合金钢材质的各类扁钢(包括链条扁钢) 及异型钢,同时,兼营冷拉扁钢、异型钢。年热轧产 量30000吨。
直线导轨的安装方法和要点
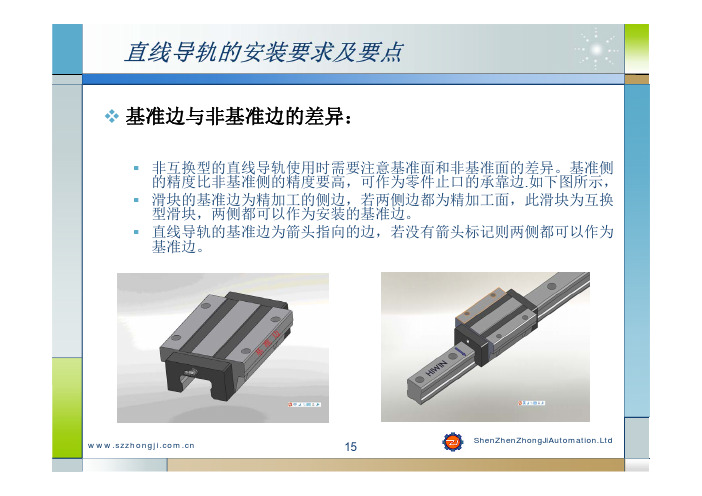
基准边与非基准边的差异:
非互换型的直线导轨使用时需要注意基准面和非基准面的差异。
基准侧的精度比非基准侧的精度要高,可作为零件止口的承靠边.如下图所示, 滑块的基准边为精加工的侧边,若两侧边都为精加工面,此滑块为互换型滑块,两侧都可以作为安装的基准边。
直线导轨的基准边为箭头指向的边,若没有箭头标记则两侧都可以作为
基准边。
ShenZhenZhongJiAutomation.Ltd
15
ShenZhenZhongJiAutomation.Ltd 导轨的接头: 导轨的接头必须按照导轨上的标记来进行安装,以保证直线导轨的精度。
且建议配对的导轨接头位置能够错开
导轨的安装:
清除零件安装面的杂质及污物
ShenZhenZhongJiAutomation.Ltd
17
导轨的安装:
将导轨平稳地放在零件上,使导轨的基准侧贴紧零件的安装面
ShenZhenZhongJiAutomation.Ltd
18
导轨的安装:
将所有螺栓都装配到安装孔以确认孔距是否准确,并将导轨底部的安装
面大概固定在零件的安装面上
ShenZhenZhongJiAutomation.Ltd
19
导轨的安装:
使用扭矩扳手将螺栓按指定的扭矩力依次锁紧。
ShenZhenZhongJiAutomation.Ltd
20
滑块的安装:
锁紧滑块的固定螺栓,请按照下图1-4
的顺序执行
ShenZhenZhongJiAutomation.Ltd
21 。
直线导轨的安装步骤PPT课件
步骤3
③:刚才被完全固定的导轨此时可以当做基准轨使用了,在从动导
轨的两端各暂时拧上一个螺钉。然后在基准轨的两个滑块上放置千 分表,移动千分表边读数边把调整轨的螺栓从一端向另一端依次锁 紧。
完全固定的导轨
临时固定
步骤4
④:按照图示的顺序把移动平台安装到导轨的滑块上,推动平台
看是否顺畅有无卡滞现象,如果有需要对导轨滑块的螺钉进行调整 直至顺畅滑行。
3.1 4.2 6.3 10.5 22 47.2 73.5 157.5 356.7 630 840 1050
注意:安装滑轨时请按照平台材质及固定螺丝的型号选用锁紧扭 矩,请使用扭力扳手将滑轨螺栓慢慢迫紧。
步骤5
⑤:使用相同安装方式安装副轨,注意滑座安装上线性滑轨后,
后续许多附属件由于安装空间有限无法安装,必须于此阶段将所 须附件一并安装。(附件可能为油嘴、油管接头、或是防尘系统等)。
步骤6
⑥:轻轻安置移动平台到主轨与副轨的滑座上。
步骤7
⑦:先锁紧移动平台上的侧向迫紧螺丝,安装定位后将在依照
下列顺序进行。
滑轨无侧向定位装配面的安装
在无侧向定位装配面的安装例中为确保从动侧滑轨与基准侧滑轨间 的平行度,滑轨可按下列所示安装:
步骤1
①:首先将导轨放置到平面上,然后将导轨两个端点用螺栓轻轻
基准导轨
治具使线轨与侧向安装面轻轻贴合。
注意:安装使用前要确认螺丝孔是否吻合,假设底座加工孔不吻 合又强行锁紧螺栓,会大大影响到组合精度与使用品质。
步骤3
③:由远端向近端按顺序将滑轨的定位螺丝稍微旋紧,使轨道
与垂直安装 面稍微贴合。垂直基准面稍微旋紧后,加强侧向基准 面的锁紧力,使主轨可以确实贴合侧向基准面。
底座直线导轨的装配与调整上课课件

3、强调装配过程中的技术要点
4、注重安全文明生产细节
教 师 示 范 构建情境 任务驱动 课堂小结
课后安排
首页 退出 底座直线导轨的装配与调整
任务驱动 任务驱动
任务三 填写工量具清单和工艺卡
构建情境
任务驱动
课堂小结
课后安排
首页 退出 底座直线导轨的装配与调整 底座直线导轨的装配与调整
任务驱动 任务驱动
任务一
认知直线导轨
导 轨
特点: 定位精度高、
承载能力强、
滑 块 反向器 密封端盖
互换性好、
磨损小
构建情境
注油杯
任务驱动
课堂小结
课后安排
首页 退出 底座直线导轨的装配与调整
任务驱动 任务驱动
任务二
示范操作
1、讲解如何正确使用工量具 2、理清装配工艺步骤
观 摩
1、仔细观看 2、做好记录
课 任务驱动 间 休 息
分组 组别
一 二 三 四 五 构建情境 朱哲承 张宇峰 柴瑶圣 周炀 作员 质检员 记录员
赵瑾晖 陈孙荪 王伟 马舒娴 费凯华 任务驱动 朱晨豪 朱益宽 郭佳明 徐杨 钱云斌 课堂小结
质检 员
检验成果并汇报
记录 员
记录检验数据
课后安排
首页 退出 底座直线导轨的装配与调整
任 务 驱 任务驱动
动
任务四
学生操作
教师巡回指导 教师点评
不足之处
工量具堆放 表头与测量面夹角过大
构建情境
任务驱动
课堂小结
课后安排
首页 退出 底座直线导轨的装配与调整
课 任务驱动 堂 小 结
技术要点:
1)拧紧螺钉时应从一端到另一端依次拧紧 2)杠杆百分表表头与测量面之间的夹角应越小越好 3)杠杆百分表预紧量应在0.3—0.5(mm)之间
直线导轨安装方法、选型计算

直线导轨安装方法、选型计算直线导轨(linear slider)可分为:滚轮直线导轨,圆柱直线导轨,滚珠直线导轨,三种,是用来支撑和引导运动部件,按给定的方向做往复直线运动。
依按摩擦性质而定,直线运动导轨可以分为滑动摩擦导轨、滚动摩擦导轨、弹性摩擦导轨、流体摩擦导轨等种类。
定义直线导轨又称线轨、滑轨、线性导轨、线性滑轨,用于直线往复运动场合,且可以承担一定的扭矩,可在高负载的情况下实现高精度的直线运动。
在大陆称直线导轨,台湾一般称线性导轨,线性滑轨。
分类分为方形滚珠直线导轨,双轴芯滚轮直线导轨,单轴芯直线导轨。
作用直线导轨运动的作用是用来支撑和引导运动部件,按给定的方向做往复直线运动。
依按摩擦性质而定,直线运动导轨可以分为滑动摩擦导轨、滚动摩擦导轨、弹性摩擦导轨、流体摩擦导轨等种类。
直线轴承主要用在自动化机械上比较多,像德国进口的机床,折弯机,激光焊接机等等,当然直线轴承和直线轴是配套用的。
像直线导轨主要是用在精度要求比较高的机械结构上,直线导轨的移动元件和固定元件之间不用中间介质,而用滚动钢球。
自动调心能力来自圆弧沟槽的DF(45-°45)°组合,在安装的时候,即由钢珠的弹性变形及接触点的转移,即使安装面多少有些偏差,也能被线轨滑块内部吸收,产生自动调心能力之效果而而得到高精度稳定的平滑运动。
(我们推荐你关注“机械工程师”公众号,第一时间掌握干货知识、行业信息)1、具有互换性由于对生产制造精度严格管控,直线导轨尺寸能维持在一定的水准内,且滑块有保持器的设计以防止钢珠脱落,因此部份系列精度具可互换性,客户可依需要订购导轨或滑块,亦可分开储存导轨及滑块,以减少储存空间。
2、所有方向皆具有高刚性运用四列式圆弧沟槽,配合四列钢珠等45度之接触角度,让钢珠达到理想的两点接触构造,能承受来自上下和左右方向的负荷;在必要时更可施加预压以提高刚性。
应用领域①、直线导轨主要用在自动化机械上比较多,像德国进口的机床,折弯机,激光焊接机等等,当然直线导轨和直线轴是配套用的。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
SUCCESS
THANK YOU
2019/8/2
步骤6
⑥:轻轻安置移动平台到主轨与副轨的滑座上。
步骤7
⑦:先锁紧移动平台上的侧向迫紧螺丝,安装定位后将在依照
下列顺序进行。
滑轨无侧向定位装配面的安装
在无侧向定位装配面的安装例中为确保从动侧滑轨与基准侧滑轨间 的平行度,滑轨可按下列所示安装:
步骤1
步骤4
④:使用扭力扳手,依照各种材质锁紧扭矩将滑轨之定位螺丝
慢慢旋紧。
步骤4直线滑轨的螺栓锁紧扭矩
螺丝规格
Screw size
M2 M2.3 M2.6 M3 M4 M5 M6 M8 M10 M12 M14 M16
Tightening torque ( kgf*cm ) – hexagonal socket screw
步骤1
①:在安装直线导轨之前必须清除机械安装面的毛边、污物
及表面伤痕。
油石
注意: 直线滑轨在正式安装前均涂有防锈油,安装前请用清洗 油类将基准面洗净后再安装,通常将防锈油清除后,基准面较 容易生锈,所以建议涂抹上黏度较低的主轴用润滑油。
步骤2
②:将主轨轻轻安置在床台上,使用侧向固定螺丝或其他固定
直
线
导
制 作
轨
人 :
安杨 伟
装
步
骤
标准范例
从动侧
基准侧
上图为平行使用安装的标准范例,本范例中的安装平台具备下列特征: 1.固定平台(Base)具备两个安装线轨的基准面(Datum plane)。 2.移动平台(table)具备一个侧向定位的基准面以及迫紧螺丝。 3.基准侧(Master side)与移动平台(table)迫紧螺丝为同侧位置。
注意: 当无侧向定位装配面时,如果螺钉从导轨中部开始安装, 由于安装螺栓和安装孔之间存在的摩擦,很容易造成导轨的微小 S变形,建议由远端向近端依次锁紧螺钉。
步骤3
③:刚才被完全固定的导轨此时可以当做基准轨使用了,在从动导
轨的两端各暂时拧上一个螺钉。然后在基准轨的两个滑块上放置千 分表,移动千分表边读数边把调整轨的螺栓从一端向另一端依次锁 紧。
治具使线轨与侧向安装面轻轻贴合。
注意:安装使用前要确认螺丝孔是否吻合,假设底座加工孔不吻 合又强行锁紧螺栓,会大大影响到组合精度与使用品质。
步骤3
③:由远端向近端按顺序将滑轨的定位螺丝稍微旋紧,使轨道
与垂直安装 面稍微贴合。垂直基准面稍微旋紧后,加强侧向基准 面的锁紧力,使主轨可以确实贴合侧向基准面。
钢(Steel)
铸铁(Cast Iron)
铝合金 (Aluminum)
6.3
4.2
3.1
8.4
5.7
4.2
12.6
8.4
6.3
21
13.6
10
47.2
146.7
98.6
73.5
325.7
215.3
157.5
724.2
483.2
356.7
1264.2
840
630
1682.1
①:首先将导轨放置到平面上,然后将导轨两个端点用螺栓轻轻
固定,并在旁边放一个直尺。将直尺和导轨平行放置,沿直尺移 动千分表测量A1和A2之间的距离,根据直尺微调导轨直到千分表 计数达到预期。
步骤2
②:由远端向近端依次锁紧螺钉,螺钉锁紧扭矩参照上例中的扭
矩表数值。所有的螺栓拧紧后用千分表从导轨一段滑到另一端确 保平行度。
完全固定的导轨
临时固定
步骤4
④:按照图示的顺序把移动平台安装到导轨的滑块上,推动平台
看是否顺畅有无卡滞现象,如果有需要对导轨滑块的螺钉进行调整 直至顺畅滑行。
基准导轨
SUCCESS
THANK YOU
2019/8/2
1125
840
2100
1403.5
1050
注意:安装滑轨时请按照平台材质及固定螺丝的型号选用锁紧扭 矩,请使用扭力扳手将滑轨螺栓慢慢迫紧。
步骤5
⑤:使用相同安装方式安装副轨,注意滑座安装上线性滑轨后,
后续许多附属件由于安装空间有限无法安装,必须于此阶段将所 须附件一并安装。(附件可能为油嘴、油管接头、或是防尘系统等)。