焊接检查记录表
压力管道焊接施工检查记录表
压力管道角焊缝焊接施工检查记录表
工程名称:分项工程名称:区段:
焊接作业指导书编号:预热
焊工代号焊接规范外观检无损检测
备注
焊口编号材质及规格焊材牌号规格oC 电流 A 电压V 线速度cm/min 查方法报告号
检验员:年月日检验责任师:年月日
压力管道焊接施工检查记录表
工程名称:分项工程名称:区段:
焊接作业指导书编号:预热
焊工代号焊接规范外观检无损检测
备注
焊口编号材质及规格焊材牌号规格oC 电流 A 电压V 线速度cm/min 查方法报告号
检验员:年月日检验责任师:年月日
压力管道组对工序交接卡
工程名称:分项工程名称:区段:
质量标准
组对管口编号
时间钝边间隙错边量坡口
备注
自检记录
焊工意见
记录人:年月日审核人:年月日
压力管道焊接自检记录
工程名称:分项工程名称:区段:
管段编号
焊口编
号
质量标准
咬边焊道宽错边量余高表面质量
气孔焊瘤飞溅夹渣
检查日期
焊工意见
记录人:年月日审核人:年月日
压力管道角焊缝组对工序交接卡
工程名称:分项工程名称:区段:
质量标准
组对管口编号
时间钝边间隙错边量坡口
备注
自检记录
焊工意见
记录人:年月日审核人:年月日
压力管道角焊缝焊接自检记录
工程名称:分项工程名称:区段:
焊口管段编号
编号
质量标准
咬边焊道宽错边量余高表面质量
气孔焊瘤飞溅夹渣
检查日期
焊工意见
记录人:年月日审核人:年月日
Welcome To Download !!!
欢迎您的下载,资料仅供参考!。
焊接施工检查记录表
150~250□
12~20□
18~30□
8~18□
25~40□
合格□
不合格□
余高:≤1.5mm□、≤2mm□、≤2.5mm□、≤3mm□
无咬边□、咬边深度X长度≤0.8mmX20mm□
20□
16Mn□
0Cr18Ni9□
TIG-J50(φ2.5)□TWE-711(φ1.2)□
TGS-308(φ2.4)□TFW-308L(φ1.2)□
150~250□
12~20□
18~30□
8~18□
25~40□
合格□
不合格□
余高:≤1.5mm□、≤2mm□、≤2.5mm□、≤3mm□
无咬边□、咬边深度X长度≤0.8mmX20mm□
20□
16Mn□
0Cr18Ni9□
TIG-J50(φ2.5)□TWE-711(φ1.2)□
TGS-308(φ2.4)□TFW-308L(φ1.2)□
160~250□
150~250□
12~20□
18~30□
8~18□
25~40□
合格□
不合格□
余高:≤1.5mm□、≤2mm□、≤2.5mm□、≤3mm□
无咬边□、咬边深度X长度≤0.8mmX20mm□
20□
16Mn□
0Cr18Ni9□
TIG-J50(φ2.5)□TWE-711(φ1.2)□
TGS-308(φ2.4)□TFW-308L(φ1.2)□
160~250□
150~250□
12~20□
18~30□
8~18□
25~40□
合格□
不合格□
余高:≤1.5mm□、≤2mm□、≤2.5mm□、≤3mm□
焊接材料检查记录
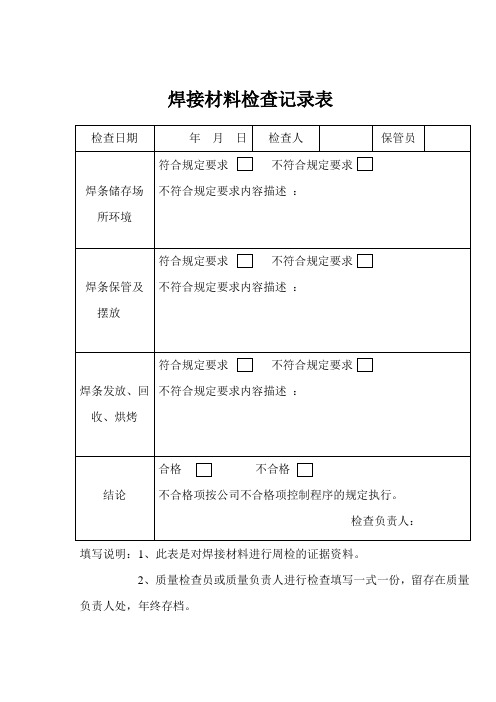
焊接材料检查记录表
填写说明:1、此表是对焊接材料进行周检的证据资料。
2、质量检查员或质量负责人进行检查填写一式一份,留存在质量负责人处,年终存档。
焊接材料检查记录表
填写说明:1、此表是对焊接材料进行周检的证据资料。
2、质量检查员或质量负责人进行检查填写一式一份,留存在质量负责人处,年终存档。
焊接材料检查记录表
填写说明:1、此表是对焊接材料进行周检的证据资料。
2、质量检查员或质量负责人进行检查填写一式一份,留存在质量负责人处,年终存档。
压力管道焊接施工检查记录表

工程名称: 分项工程名称: 区段:
管段编号
焊口 编号
质量标准
检查日期
咬边
焊道宽
错边量
余高
表面质量
气
焊瘤
飞溅
夹渣
焊工意见
记录人: 年 月 日 审核人: 年 月 日
压力管道角焊缝组对工序交接卡
工程名称: 分项工程名称: 区段:
管口编号
组对 时间
质量标准
备注
钝边
间隙
错边量
坡口
自检记录
焊工意见
焊接作业指导书编号:
焊工代号
预热
ºC
焊接规
外观检查
无损检测
备注
焊口编号
材质及规格
焊材牌号规格
电流A
电压V
线速度cm/min
法
报告号
检验员:年 月 日检验责任师:年 月 日
压力管道组对工序交接卡
工程名称: 分项工程名称: 区段:
管口编号
组对 时间
质量标准
备注
钝边
间隙
错边量
坡口
自检记录
焊工意见
记录人:年 月日审核人: 年 月日
记录人:年 月 日审核人: 年 月日
压力管道角焊缝焊接自检记录
工程名称: 分项工程名称: 区段:
管段编号
焊口
编号
质量标准
检查日期
咬边
焊道宽
错边量
余高
表面质量
气
焊瘤
飞溅
夹渣
焊工意见
记录人: 年 月 日 审核人: 年 月日
压力管道角焊缝焊接施工检查记录表
工程名称: 分项工程名称: 区热
ºC
焊接规
焊接作业检查记录表

检查单位
检查负责人检ຫໍສະໝຸດ 人员被检查单位被检查单位负责人
检查时间
年月 日
检查类型
焊接作业安全检查
检查部位
钢筋加工场
序号
检查内容
检查要求
检查结果
符合
不符合及
主要问题
整改
要求
整改
结果
1
防护用品
作业人员作业时是否佩戴绝缘手套、安全帽、绝缘鞋
高处作业是否扎安全带
作业人员作业时是否佩戴面罩、防尘口罩
2
施工环境
高空作业时,焊接工具是否按规定摆放,是否设专人监视
是否在可燃粉尘浓度高的环境下进行焊接作业
施工时,应清除周围的易燃、易爆物品
施工场地是否干净整洁,无潮湿
禁止两台电焊机同时接在一个电源开关上
严禁利用建筑物的金属结构、易燃易爆管道或其它金属物体搭接起来形成焊接回路
电焊机要设单独的开关,开关应放在防雨的闸箱内,拉合时应佩戴手套侧向操作
焊接过程记录与检查表

. . .. . .
焊接过程记录与检查表(环焊缝)
.. .专业. .
说明:1―记录频率:每隔2小时/次。
2―检验人员检查操作者是否按操作者自检记录表容执行
.. .专业. .
. . .. . .
焊接过程记录与检查表(角焊缝)
.. .专业. .
说明:1――记录频率:每隔2小时/次。
2――检验人员检查操作者是否按操作者自检记录表容执行
.. .专业. .
说明:1――记录频率:每隔2小时/次。
2――检验人员检查操作者是否按操作者自检记录表容执行.. .专业. .
. . .. . .
焊接过程记录与检查表(闪光对接焊)
.. .专业. .
说明:1――记录频率:每隔2小时/次。
2――检验人员检查操作者是否按操作者自检记录表容执行.. .专业. .
. . .. . .
焊接过程记录与检查表(电阻对接焊)
.. .专业. .
说明:1――记录频率:每隔2小时/次。
2――检验人员检查操作者是否按操作者自检记录表容执行.. .专业. .。
焊缝焊接质量检查记录表

单位(子单位)工程名称
分部(子分部)工程名称
验收部位
施工单位
项目经理
分包单位
分包项目经理
施工执行标准名称及编号
《钢结构工程施工质量验收规范》(GB50205-2001)
施工质量验收规范的规定
施 工 单 位 检 查 评 定 记 录
验收记录
项目
允许偏差(注:t为连接处较薄的板厚)㎜
施工单位检查结论
专业工长(施工员)
施工班组长
项目专业质量检查员:年月日
监理(建设)单位复查结论
专业监理工程师(建设单位
项目专业技术负责人):年月日
≤0.1t,且≤1.0,长度不限
弧坑裂纹
—
允许存在个别长度≤5.0的弧坑裂纹
电弧擦伤
—
允许存在个别电弧擦伤
接头不良
缺口深度0.05t,且≤5.0
缺口深度0.1t,且≤1.0
每1000.0焊缝不应超过1处
表面夹渣
—
深度0.2t,ta长度内允许直径≤0.4t,且≤3.0的气孔2个,孔距≥6倍孔径
缺陷类型
二级
三级
符合设计要求
未焊满(指不足设计要求)
≤0.2+0.02t,且≤1.0
≤0.2+0.04t,且≤2.0
每100.0焊缝内缺陷总长≤25.0
根部收缩
≤0.2+0.02t,且≤1.0
≤0.2+0.04t,且≤2.0
长度不限
咬边
≤0.05t,且≤0.5;连续长度≤100.0,且焊缝两侧咬边总长度≤10%焊缝总长
压力管道焊接施工检查记录表

无损检测
备注
焊口编号
材质及规格
焊材牌号规格
电流A
电压V
线速度cm/min
方法
报告号
分项工程名称:
区段:
工程名称:
检验员:
年月日检验责任师:年月日
压力管道组对工序交接卡
工程名称:
分项工程名称:区段:
管口编号
组对
质量标准
备注
时间
钝边
间隙
错边量
坡口
自检记录
焊工意见
工程名称:分项工程名称:区段:
管段编号
焊口编 号
质量标准
检查日期
咬边
焊道宽
错边量
余高
表面质量
气孔
焊瘤
飞溅
夹渣
焊工意见
记录人:年 月 日审核人:年月 日
压力管道角焊缝组对工序交接卡
工程名称:分项工程名称:区段:
管口编号
组对 时间
质量标准
备注
钝边
间隙
错边量
坡口
自检记录
焊工意见
压力管道角焊缝焊接自检记录
工程名称:分项工程名称:区段:
管段编号
压力管道角焊缝焊接施工检查记录表
工程名称:分项工程名称:区段:
焊接作业指导书编号:
焊工代号
预热
o C
焊接规范
外观检 查
无损检测
备注
焊口编号
材质及规格
焊材牌号规格
电流A
电压V
线速度cm/min
方法
报告号
检验员:
年月日检验责任师:年月日
压力管道焊接施工检查记录表
焊接作业指导书编号:
焊工代号
预热
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
有无 上岗 证 有
有
有
有
电流 A 320
450 390 450
电压 V 30
34 31 34
焊 缝 外 焊肉 焊 工 检验 检验 日期 观质量 尺寸 姓名 结果 员
合格
6mm 朱 振 合格 李 海 2010.11.12
广
堂
合格 合格 合格
8mm 6mm 8mm
狄瑞 鹏 徐关 奇 朱振 广
合格 合格 合格
6mm 6mm 6mm
薛伟
朱振 广 徐关 奇
合格 合格 合格
李 海 2010.11.13 堂
李 海 2010.11.12 堂
李 海 2010.11.18 堂
焊接检查记录表
NO:1
DBH.JL-02-03/2
产品名称 QD320/75T---28.5
图号
QD320.00
合同号 20100830
焊接工艺卡编 焊接方法 号
合格 合格
李 海 2011..5.24 堂
李 海 2011..5.24 堂
焊接检查记录表
NO:1
DBH.JL-02-03/2
产品名称 LH32/5T---22.5
图号
LH3208
合同号 ZY10-1
焊接工艺卡编 焊接方法 号
DBH·J-09 手把焊
DBH.J-27
埋弧焊
DBH.J-28
二保焊
组对 间隙
DBH·J-09 手把焊
DBH.J-27 DBH.J-28 DBH.J-27
埋弧焊 二保焊 埋弧焊
组对 间隙 2mm
3mm 2mm 3mm
焊缝 清根 质量 良好
良好
良好
良好
焊材 牌号 J422
H08A H08A H08A
焊材 规格
Ф 4.0mm 5.0mm Ф 3.2mm Ф 1.2mm Ф 2.0mm
Ф 4.0mm 5.0mm Ф 2.0mm Ф 1.2mm
有无 上岗 证 有
有
有
电流 A 340
490 350
2777
电压 V 28
36 32
焊 缝 外 焊肉 焊 工 检验 检验 日期 观质量 尺寸 姓名 结果 员
合格
6mm 朱 振 合格 李 海 2011..5.24
广
堂
合格 合格
6mm 6mm
朱振 广 薛伟
2mm 2mm 2mm
焊缝 清根 质量 良好
良好
良好
焊材 牌号
J422 H08A H08A
焊材 规格
Ф 4.0mm Ф 2.0mm Ф 1.2mm
有无 上岗 证 有
有
有
电流 A 320 360 330
电压 V 30 34 31
焊 缝 外 焊肉 焊 工 检验 检验 日期 观质量 尺寸 姓名 结果 员
合格 合格 合格
焊接工艺卡编 焊接方法 号
DBH·J-09 手工焊
DBH.J-27
埋弧焊
DBH.J-28
二氧焊
组对 间隙
2mm 2mm 2mm
焊缝 清根 质量 良好
良好
良好
焊材 牌号
J422 H08A H08A
焊材 规格
Ф 4.0mm Ф 2.0mm Ф 1.2mm
有无 上岗 证 有
有
有
电流 A 320 430 330
李 海 2010.11.13 堂
李 海 2010.11.20 堂
李 海 2010.11.14 堂
焊接检查记录表
NO:1
产品名称
图号
)
焊接工艺卡编 焊接方法 号
组 对 焊 缝 焊 材 焊 材 有 无 电流
间隙 清 根 牌号 规格 上 岗 A
质量
证电Leabharlann VDBH.JL-02-03/2
合同号
焊 缝 外 焊肉 焊 工 检验 检验 日期 观质量 尺寸 姓名 结果 员
焊接检查记录表
DBH.JL-02-03/2
图号
QE10TF0001-M 合同号 QE20110001
焊接工艺卡编 焊接方法 号
DBH·J-09 手把焊
DBH.J-27 DBH.J-28
埋弧焊 二保焊
组对 间隙 2mm
2mm 2mm
焊缝 清根 质量 良好
良好
良好
焊材 牌号 J422
H08A H08A
焊材 规格
焊接检查记录表
NO:1
产品名称
规格型号
焊接部位
焊接方法
组对间隙
焊缝清根 质量
焊材 牌号
焊材 规格
有无 上岗 证
电流 A
电压 V
产品编号
焊缝外 观质量
焊肉 尺寸
焊工 检验 姓名 结果
检验员
日期
NO:1
产品名称
MHSE80(40+40)T---10.1
焊接检查记录表
DBH.JL-02-03/2
图号
10230016-MHE 合同号 MHE2011001
80.4.2
电压 V
31
32
32
焊 缝 外 焊肉 焊 工 检验 检验 日期 观质量 尺寸 姓名 结果 员
合格 合格 合格
6mm 6mm 6mm
徐关 奇 徐关 奇 徐关 奇
合格 合格 合格
李 海 2011.5.23 堂
李 海 2011.5.23 堂
李 海 2011.5.23 堂
NO:1
产品名称
QE100(50+50)-28.5mA5
焊接检查记录表
NO:1
产品名称
图号
)
焊接工艺卡编 焊接方法 号
组 对 焊 缝 焊 材 焊 材 有 无 电流
间隙 清 根 牌号 规格 上 岗 A
质量
证
电压 V
DB H.JL-02-03/2
合同号
焊 缝 外 焊肉 焊 工 检验 检验 日期 观质量 尺寸 姓名 结果 员