钣金设计规范
钣金件设计规范范文

钣金件设计规范范文一、材料选择1.钣金件的材料选择应符合设计要求,根据使用环境和功能要求选择适当的材料。
2.材料的选择应考虑产品的强度、硬度、耐磨性、耐腐蚀性等性能指标。
二、结构设计1.钣金件的结构设计应满足产品的使用要求,确保合理分布载荷,提高产品的强度和刚度。
2.钣金件的结构设计应符合机械设计原理,避免应力集中、应力过高等问题的出现。
三、尺寸精度控制1.钣金件的尺寸精度应符合图纸和设计要求,尺寸偏差应控制在允许范围内,确保产品的互换性。
2.设计中应考虑到材料的收缩和变形等因素,合理设置公差,确保尺寸的精度和一致性。
四、工艺要求1.钣金件的工艺要求应明确,包括切割、弯曲、冲孔、焊接、打磨、抛光等工艺的要求和方法。
2.工艺要求应确保产品的加工精度、加工质量和外观要求,避免外表缺陷、毛刺和裂纹等问题的出现。
五、焊接要求1.钣金件的焊接应符合相关的焊接标准和规范,包括焊接工艺、焊接材料的选择和焊接质量的要求。
2.焊缝应均匀、牢固,焊接点应充分焊透,避免焊缝开裂、气孔和夹渣等问题。
六、表面处理1.钣金件的表面处理应符合使用要求,包括防腐处理、表面喷漆、镀铬、电镀等。
2.表面处理应提供一定的耐磨性、耐腐蚀性和美观性,确保产品的外观质量。
七、装配要求1.钣金件的装配应符合设计要求,确保装配的精度、装配的牢固性和安全性。
2.装配过程中应注意避免零件的变形、划伤和损坏等情况的发生。
八、质量检验1.钣金件的质量检验应按照相关的标准和规范进行,包括尺寸测量、外观质量、强度检验等方面。
2.质量检验应覆盖产品的各个环节,从材料采购、加工制造到成品出厂,确保产品的合格率和合格质量。
以上就是钣金件设计规范的主要内容,设计人员在设计过程中应严格按照规范进行,确保产品的质量和安全性。
同时,也需要与相关的生产工艺人员和质量检验人员密切配合,共同保证产品的设计、制造和使用的一致性和有效性。
钣金设计要求
钣金设计要求钣金设计规范一、前言1、目的本规范为了确保钣金类零件在设计时能够满足使用性能、加工工艺等相关要求使设计人员进行参考。
2、使用范围本规范适用于我厂所有钣金结构件及钣金配件二、钣金结构件可加工性钣金结构件的几何形状、尺寸和精度对加工工艺影响很大。
良好的设计有利于加工工艺节省材料、减少工序、提高模具使用寿命和产品质量,同时可以有效的降低产品成本。
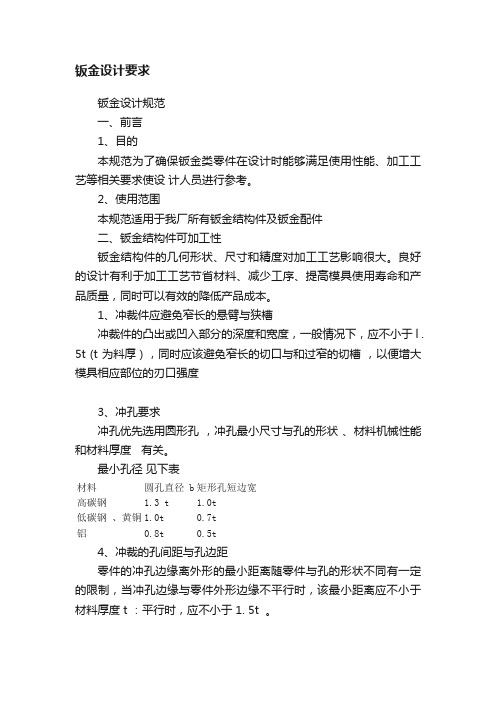
1、冲裁件应避免窄长的悬臂与狭槽冲裁件的凸出或凹入部分的深度和宽度,一般情况下,应不小于 l . 5t (t 为料厚),同时应该避免窄长的切口与和过窄的切槽,以便增大模具相应部位的刃口强度3、冲孔要求冲孔优先选用圆形孔,冲孔最小尺寸与孔的形状、材料机械性能和材料厚度有关。
最小孔径见下表材料圆孔直径 b 矩形孔短边宽高碳钢 1.3 t 1.0t低碳钢、黄铜1.0t 0.7t铝0.8t 0.5t4、冲裁的孔间距与孔边距零件的冲孔边缘离外形的最小距离随零件与孔的形状不同有一定的限制,当冲孔边缘与零件外形边缘不平行时,该最小距离应不小于材料厚度 t :平行时,应不小于 1. 5t 。
以下是几种在设计中具体遇到的情况:5、折弯件及拉深件冲孔时,其孔壁与直壁之间应保持一定的距离折弯件、拉伸件孔壁与工件直壁间距离6、螺钉、螺栓的过孔和沉头孔7、螺钉、螺栓过孔和沉头座的结构尺寸按下表选取取。
对于沉头螺钉的沉头座,如果板材太薄难以同时保证过孔d2和沉孔D,应优先保证过孔 d2 。
D1 M2 M2.5 M3 M4 M5 M6 M8 M10D 2 ∅ 2.2 ∅ 2. 8 ∅ 3.5 ∅ 4.5 ∅ 5.5 ∅ 6.5 ∅ 9 ∅ 11用于螺钉、螺栓的过孔D 1 M2 M2.5 M3 M4 M5D 2 ∅ 2.2 ∅ 2.8 ∅ 3.5 ∅ 4.5 ∅5.5D ∅ 4 ∅ 5.5 ∅ 6.5 ∅ 9 ∅ 10H 1.2 1.5 1.65 2.7 2.7a 90* 要求板材厚度t ≥ h 用于沉头螺钉的沉头座及过孔8 、折弯板料在弯曲过程中外层受到拉应力,内层受到压应力,从拉到压之间有一既不受拉力又不受压力的过渡层称为中性层;中性层在弯曲过程中的长度和弯曲前一样,保持不变,所以中性层是计算弯曲展开长度的基准。
钣金件设计规范
钣金件设计规范1 范围本设计规范规定了公司钣金件的材料标注、加工工艺要求、多工位冲床及普通冲床的常规模具等,是设计人员进行设计的参考和依据。
本设计规范适用于公司设计的产品图样等技术文件。
2 常用标准下列标准为钣金件设计时经常参考的标准。
本规范编写时,所示版本均为有效。
所有标准都会被修订,使用本规范时应探讨使用下列标准最新版本的可能性。
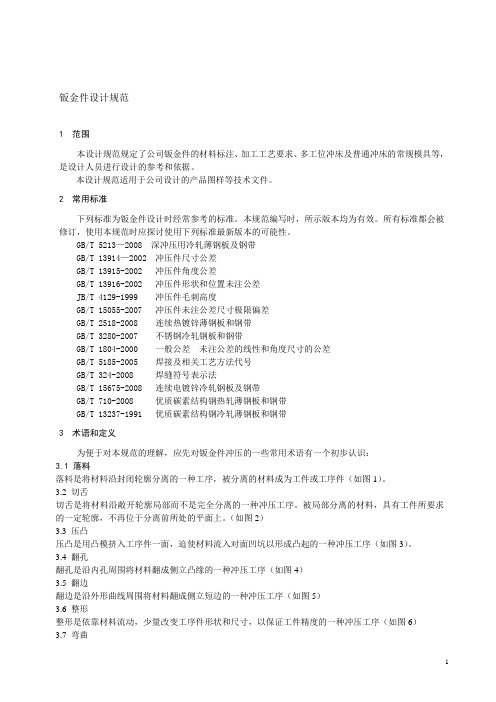
GB/T 5213—2008 深冲压用冷轧薄钢板及钢带GB/T 13914—2002 冲压件尺寸公差GB/T 13915-2002 冲压件角度公差GB/T 13916-2002 冲压件形状和位置未注公差JB/T 4129-1999 冲压件毛刺高度GB/T 15055-2007 冲压件未注公差尺寸极限偏差GB/T 2518-2008 连续热镀锌薄钢板和钢带GB/T 3280-2007 不锈钢冷轧钢板和钢带GB/T 1804-2000 一般公差未注公差的线性和角度尺寸的公差GB/T 5185-2005 焊接及相关工艺方法代号GB/T 324-2008 焊缝符号表示法GB/T 15675-2008 连续电镀锌冷轧钢板及钢带GB/T 710-2008 优质碳素结构钢热轧薄钢板和钢带GB/T 13237-1991 优质碳素结构钢冷轧薄钢板和钢带3 术语和定义为便于对本规范的理解,应先对钣金件冲压的一些常用术语有一个初步认识:3.1 落料落料是将材料沿封闭轮廓分离的一种工序,被分离的材料成为工件或工序件(如图1)。
3.2 切舌切舌是将材料沿敞开轮廓局部而不是完全分离的一种冲压工序。
被局部分离的材料,具有工件所要求的一定轮廓,不再位于分离前所处的平面上。
(如图2)3.3 压凸压凸是用凸模挤入工序件一面,迫使材料流入对面凹坑以形成凸起的一种冲压工序(如图3)。
3.4 翻孔翻孔是沿内孔周围将材料翻成侧立凸缘的一种冲压工序(如图4)3.5 翻边翻边是沿外形曲线周围将材料翻成侧立短边的一种冲压工序(如图5)3.6 整形整形是依靠材料流动,少量改变工序件形状和尺寸,以保证工件精度的一种冲压工序(如图6)3.7 弯曲弯曲是利用压力使材料产生塑性变形,从而被弯成一定角度的形状的一种冲压工序(如图7)3.8 卷边卷边是将工序件边缘卷成接近封闭圆形的一种工序。
钣金设计要求

钣⾦设计要求钣⾦设计规范⼀、前⾔1、⽬的本规范为了确保钣⾦类零件在设计时能够满⾜使⽤性能、加⼯⼯艺等相关要求使设计⼈员进⾏参考。
2、使⽤范围本规范适⽤于我⼚所有钣⾦结构件及钣⾦配件⼆、钣⾦结构件可加⼯性钣⾦结构件的⼏何形状、尺⼨和精度对加⼯⼯艺影响很⼤。
良好的设计有利于加⼯⼯艺节省材料、减少⼯序、提⾼模具使⽤寿命和产品质量,同时可以有效的降低产品成本。
1、冲裁件应避免窄长的悬臂与狭槽冲裁件的凸出或凹⼊部分的深度和宽度,⼀般情况下,应不⼩于l . 5t (t 为料厚),同时应该避免窄长的切⼝与和过窄的切槽,以便增⼤模具相应部位的刃⼝强度3、冲孔要求冲孔优先选⽤圆形孔,冲孔最⼩尺⼨与孔的形状、材料机械性能和材料厚度有关。
最⼩孔径见下表材料圆孔直径b 矩形孔短边宽⾼碳钢 1.3t 1.0t低碳钢、黄铜 1.0t 0.7t铝0.8t 0.5t零件的冲孔边缘离外形的最⼩距离随零件与孔的形状不同有⼀定的限制,当冲孔边缘与零件外形边缘不平⾏时,该最⼩距离应不⼩于材料厚度t ;平⾏时,应不⼩于1. 5t 。
以下是⼏种在设计中具体遇到的情况:5、折弯件及拉深件冲其孔壁与直壁之间应保持⼀定的距离折弯件、拉伸件孔壁与⼯件直壁间距离 6、螺钉、螺栓的过孔和沉头孔 7、螺钉、螺栓过孔和沉头座的结构尺⼨按下表选取取。
对于沉头螺钉的沉头座,如果板材太薄难以同时保证过孔d2和沉孔D ,应优先保证过孔d2 。
D1M2M2.5M3M4M5M6M8M10D22.2 2.83.54.55.56.59 11D1 M2 M2.5 M3 M4 M5D2 ?2.2 ?2.83.54.55.5 D 4 5.56.5910H (参考尺⼨) 1.21.51.652.72.7a908、折弯板料在弯曲过程中外层受到拉应⼒,内层受到压应⼒,从拉到压之间有⼀既不受拉⼒⼜不受压⼒的过渡层称为中性层;中性层在弯曲过程中的长度和弯曲前⼀样,保持不变,所以中性层是计算弯曲展开长度的基准。
钣金结构设计工艺规范
3.台阶加工的处理
对一些高度较低的钣金Z形台阶折弯, 成形长度L不易保证,竖边的垂直度也不 易保证
目前台阶模规格: H=1.8 2.4 3.6 4.2 5.5
9
四.钣金件上的螺母、螺钉的结构形式 1.压铆螺母
名称:花齿压铆螺母 规格型号:S-M3-2
10
8.因目前铝材焊接技术不是很可靠,且焊后工件变形较大,因此建议铝材
零件尽量避免焊接,在满足使用条件下尽量用冷板材料替代。
2
二.孔缺结构设计规范 1.板材上的各种孔优先选用数控冲或冲压通用模具表格上登记的规格(附表)
3
2.对于板厚≤1.5mm的钢板上的螺孔,为获得使用可靠的螺牙,一般采用翻边攻 丝或压铆螺母的方式。 3.折弯件的孔边距一般要求:当加工工序采用先冲孔后折弯时,孔的位置应设 计在折弯变形区外,以避免折弯时孔发生变形,如图应保证孔壁至折弯边的最小 距离为5mm;如特殊需要可先打小孔,折弯后再扩孔。
机架此面不能有焊点凸起
20
2.氩弧焊: 生产效率高,焊点小,主要用于焊接零件各折弯接边(接缝)的加固 连接。
零件各折弯接边(接缝)在图纸上要注明该边上的焊接位置,如折 弯内或折弯外等。
21
3.碰焊: 生产效率高,焊点小,无焊点凸出,但焊点处有微小凹坑。
主要用于焊接较薄(通常为1.0mm以下)零件各折弯搭边叠加一起 的加固连接。
折弯刀 各种厚度材料折弯高H的最小值 与折弯刀槽宽W的大小有关 1.&=0.5mm H=4mm 2.&=1-1.2mm H=5.5mm 3.&=1.5 H=5.5-6mm 4.&=2 H=7mm
5
2.对于二次或二次以上的折弯,经常出现折弯工件与刀具相碰出现干涉, 如下所示黑色部分为干涉部分,这样无法完成折弯,或者因折弯干涉 导致折弯变形,在结构设计时注意避开折弯模。
钣金件设计规范标准
3.1.2 冲孔边缘离外形的距离(孔边距)过小时,会影响冲件的质量甚至模具的
3.1.5冲裁件凸出和凹入部分的最小宽度与其长度及材料厚度有关。
设计冲裁件
注:孔公差取表中公差值,冠以“+”号;轴公差取表中公差值,冠以“-”号;长度、孔中心距、孔边距
3.2.4 工艺切口(槽)可防止弯件成型时发生局部畸变。
欲冲孔的弯曲坯料,当
3.3.2 引伸件的形状应尽量设计成对称。
3.4挤压件,挤压件的横断面应尽量设计对称,避免剧烈的断面变化。
3.5补充
自攻螺钉的孔,当壁厚δ<1.2时,应翻孔,孔径为φ3.2+0.10;当δ≥1.2时,可不翻孔,孔径为φ3.2±0.05;
电机支架上电机螺孔,当壁厚δ为1.2时仍应设计成翻边孔,以保证安装电机的牢固,避免螺钉打滑。
减少底脚与底盘的焊接接触面,增加喷粉有效面积,底脚设计应开方孔和增加高度,避免喷粉死角,防止生锈。
底盘的底部,需多设加强筋,以增加强度,若强度不够,则易引起振动及变形。
蒸发器边板、冷凝器右边板翻边的高度应小于6mm,否则上线焊接时,会挡住火焰。
销柜机室机左右侧板可使用冷轧板,所有其他钣金件则使用镀锌钢板。
钣金件设计规范
钣金件设计规范钣金件设计规范是指针对钣金件的设计和制造过程中需要遵循的一系列规范和要求。
钣金件是指通过对金属板材进行切割、弯曲、冲压、焊接等工艺加工而成的零件。
下面是关于钣金件设计规范的一些要点。
1. 材料选择在设计钣金件时,需要根据零件的功能和工作环境选择合适的材料。
常用的钣金材料有碳钢、不锈钢、铝合金等。
同时,需要考虑材料的强度、硬度、耐腐蚀性等特性。
2. 设计几何形状钣金件的几何形状设计应具备合理性和可制造性。
应尽量减少零件的复杂度,避免过于细小的结构和过于复杂的平面形状。
设计时应考虑材料利用率和制造工艺的可行性。
3. 尺寸公差设计钣金件时,需要在设计图纸中规定尺寸公差。
合适的公差范围能够保证零件的互换性和可靠性。
公差的选择应根据零件的功能和制造工艺来确定。
4. 强度分析钣金件的设计应考虑其强度和刚度。
可以通过有限元分析等工具进行强度分析,以确定零件的最佳结构和材料。
5. 过冲与收口在钣金件的设计中,需要考虑过冲和收口的问题。
过冲是针对冲压加工过程中金属板材的弹性回弹问题,而收口则是为了提高钣金件的牢固性和密封性。
6. 表面处理钣金件在制造完成后,需要进行表面处理以提高其外观质量和耐腐蚀性。
常见的表面处理方法有喷漆、喷粉、电镀等。
7. 组装与安装钣金件的设计应考虑其组装和安装的便利性。
零件之间的连接方式应合理选择,并且连接点应容易访问和维修。
8. 质量控制在钣金件的设计和制造过程中,需要进行严格的质量控制。
设计师和制造人员要清楚了解设计要求,确保零件的质量符合标准。
9. 制造工艺钣金件的制造工艺有很多种,包括切割、冲压、弯曲、焊接等。
不同的制造工艺对零件的形状、尺寸和材料要求不同,设计师要根据具体情况选择合适的制造工艺。
10. 设计文件和验收标准钣金件的设计过程中应编制相应的设计文件,包括设计图纸、工艺文件、检验标准等。
设计师和制造人员要严格按照设计文件的要求进行制造和验收,确保零件符合设计要求。
钣金件设计规范
钣金件常用结构的工艺要求
外翻边高度H的规格:
H
R
R
H(MIN-MAX)
T 0.8
2.0 5.0 10.0 2.4-4.0 2.4-6.0 2.4-10.0
1.0 3.0-4.4 3.0-6.8 3.0-10.8
1.2 3.6-4.8 3.6-7.5 3.6-11.5
钣金件常用结构的工艺要求
折弯边到孔的最小距离 L:
四.正反折:
钣金件的折弯工艺
五.切折:
钣金件的折弯工艺
钣金件的段曲成形
山折的成形工艺
钣金件的翻边
钣金件的沙拉孔
两种常用沙拉孔的规格:
钣金件的凸包成形 1.浅凸成形: 冲压工艺可实现一步成形.
钣金件的凸包成形 2.深凸成形: 需多次成形才能实现.
钣金件的卷圆成形 两种卷圆的成形工艺:
钣金件的展开计算
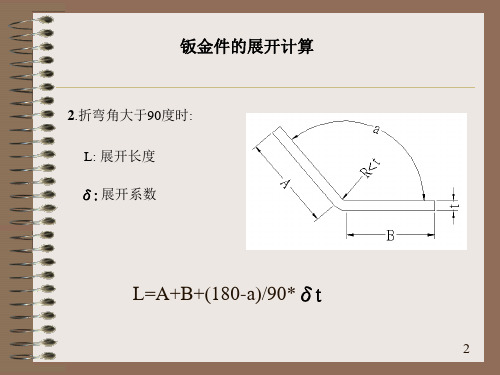
2.折弯角大于90度时: L: 展开长度 δ: 展开系数
L=A+B+(180-a)/90*δt
2
钣金件的展开计算
二.圆角折弯: L: 展开长度 C:中性层长度
R>t时,用求中性层长度的方法来计算展开长.
L=A+B+C
中性层位移系数 r R/t 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 1.0 1.2 1.3 1.5
L
T
T≦1.0>源自.0L 3.0 >3T
r 0.21 0.22 0.23 0.24 0.25 0.26 0.28 0.30 0.32 0.33 0.34 0.36 3
钣金件的展开计算
三.180度反折: L: 展开长度
L=A+B+1.57t (B>3t)
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
钣金设计规范
钣金设计规范是指钣金加工和设计中需要遵循的一系列标准和要求。
下面是一份钣金设计规范的范例,仅供参考。
一、材料选择和规范
1. 钣金材料应符合国家相关标准,如GB/T、ASTM等。
2. 板材厚度的选择应根据设计要求和力学分析进行合理计算。
3. 不同材料的选择应考虑其物理、化学性能的适应性,确保材料的强度、耐蚀性和可焊性等性能满足要求。
二、加工工艺和规范
1. 钣金加工过程中应确保对操作人员和设备的安全,并采取相应的防护措施。
2. 加工过程中应避免产生过多的热变形和应力集中,使用合适的冷却介质和工艺控制,如冷却水等。
3. 加工精度要求高的钣金件应采取适当的夹持装置和定位方式,确保其形状和尺寸的准确性。
三、表面处理和喷涂规范
1. 钣金件表面处理应根据设计要求和使用环境选择合适的方式,如除锈、抛光、喷砂等。
2. 喷涂涂料应符合相关的标准和规范,确保涂层的附着力、耐腐蚀性和美观度。
3. 各工序之间应有合理的缓冲时间,防止过早的重叠喷涂或处理,造成质量问题。
四、焊接和连接规范
1. 焊接工艺应符合相关的标准和规范,如焊接材料的选择、焊接接头的形式、焊接电流和电压的控制等。
2. 焊接前应进行合适的预热处理,控制焊接过程中的温度和速度,使接头处得到良好的焊接质量。
五、设计尺寸和公差规范
1. 钣金件的设计尺寸应符合相关的标准和规范,如图样加工尺寸、公差限制等。
2. 钣金件的公差应根据其用途和重要程度进行合理设定,精度要求高的部件应采用较小的公差限制。
六、安全和环保规范
1. 钣金加工过程中应符合相关的安全规定,如操作人员的防护用具、紧急停机设备等。
2. 钣金加工过程中应减少废料和废弃物的产生,合理利用资源,符合环保要求。
七、质量检验和测试规范
1. 钣金件的质量检验应根据相关标准和规范进行,如外观质量、尺寸偏差、表面粗糙度等。
2. 钣金件的力学性能和耐腐蚀性能等也应进行合适的测试和检验,确保其质量和使用寿命。
八、设计文件和记录规范
1. 钣金件的设计图纸应准确、清晰,包含必要的尺寸、公差、材料信息、表面处理要求等。
2. 钣金加工过程中应有合适的记录和档案管理,包括工艺参数、
质量检验记录、使用环境和使用寿命等信息。
以上仅为钣金设计规范的一部分内容,实际应根据具体产品和工艺要求进行详细设计和制定规范。