pp40LFT性能参数
ots40t3 技术参数
ots40t3 技术参数-概述说明以及解释1 引言1.1 概述OTS40T3 技术参数是指与OTS40T3 相关的技术规格和性能指标。
OTS40T3 可能代表一种产品、设备或技术,但没有具体的上下文信息,因此无法确定其确切含义。
本文将从OTS40T3 的可能含义、技术参数的重要性以及如何获取和理解技术参数三个方面进行详细阐述。
首先,OTS40T3 的可能含义。
OTS40T3 可能代表一种产品、设备或技术。
例如,它可能是一种传感器、控制器或通信设备。
由于缺乏具体的上下文信息,无法确定其确切含义。
在不同的行业和领域中,OTS40T3 可能具有不同的含义和应用。
其次,技术参数的重要性。
技术参数是描述产品、设备或技术性能和特性的重要指标。
通过了解技术参数,用户可以更好地了解产品的功能、性能和适用性,从而做出更明智的购买决策。
技术参数对于产品的研发、设计和生产也具有重要意义,可以帮助工程师优化产品设计和性能。
最后,如何获取和理解技术参数。
获取技术参数通常可以通过产品手册、技术文档、官方网站或与制造商联系等方式。
为了更好地理解技术参数,用户需要了解参数的定义、单位和影响因素。
此外,比较不同产品的技术参数也是了解产品性能和选择合适产品的重要方法。
1.2 文章结构本文将分为三个部分来详细阐述OTS40T3 技术参数。
第一部分是引言,主要介绍OTS40T3 的可能含义、技术参数的重要性以及如何获取和理解技术参数。
第二部分是OTS40T3 技术参数的详细说明,包括可能的参数、参数的定义和单位等。
第三部分是对OTS40T3 技术参数的深入解释,主要解释参数在实际应用中的关键问题和解决方案,以及如何根据需求选择合适的参数。
1.3 目的本文的目的是为了提供对OTS40T3 技术参数的全面了解和深入解释。
通过详细阐述OTS40T3 的可能含义、技术参数的重要性、参数的获取和理解方法,读者可以更好地理解技术参数的本质和作用。
浅析PCM快速成型技术

10.16638/ki.1671-7988.2021.07.040浅析PCM快速成型技术侯伟健,魏秀宾,徐光磊(山东格瑞德集团有限公司,山东德州253000)摘要:随着我国新能源电动汽车的快速发展,对电动汽车的性能要求也越来越高,其中电动汽车轻量化问题占据了首要位置,作为新能源电动汽车动力电池的上盖也成了主要减重目标。
文章主要介绍PCM快速成型技术、产品成型工艺及设备需求,并通过对PCM快速成型技术的介绍、技术优势、原材料与设备需求情况进行浅析,简述技术的应用现状、技术发展必要性及优化改进的建议。
关键字:PCM;FRP;电池盖;原材料;轻量化中图分类号:U466 文献标识码:A 文章编号:1671-7988(2021)07-126-03Brief Analysis of PCM Rapid PrototypingHou Weijian, Wei Xiubin, Xu Guanglei(Shandong Great Group Co., Ltd., Shandong Dezhou 253000)Abstract: With the rapid development of new energy electric vehicles (evs) in China, the performance requirements for evs are becoming higher and higher, and the issue of evs'lightweight occupies the primary position, as a new energy electric vehicle power battery cover has become the main target of weight reduction. This paper mainly introduces the PCM Rapid prototyping, product forming process and equipment requirements, and analyzes the PCM Rapid prototyping's introduction, technical advantages, raw materials and equipment requirements, the application status, necessity of technological develop -ment and suggestions for optimization and improvement are briefly described.Keywords: PCM; FRP; Battery cover; Raw materials; LightweightCLC NO.: U466 Document Code: A Article ID: 1671-7988(2021)07-126-031 前言新能源汽车进入了迅速发展的时期,动力电池的能量密度等也不断提升,因此对高能量密度的电池安全问题的关注度也越来越高。
40t65qes参数

40t65qes参数
摘要:
1.40t65qes参数介绍
2.40t65qes参数在实际应用中的优势
3.如何选择合适的40t65qes参数
4.40t65qes参数在未来的发展趋势
正文:
40t65qes参数是一种在电子设备中广泛应用的参数,它能够对设备的性能起到关键性的影响。
本文将详细介绍40t65qes参数的定义、作用以及如何在实际应用中选择合适的参数。
首先,我们需要了解40t65qes参数的具体含义。
40t65qes是一种特定的电子元器件参数,其中的“40”表示该元器件的尺寸大小,而“t65qes”则表示该元器件的具体性能指标。
这种参数在电子设备中起到了关键性的作用,能够影响到设备的性能、稳定性和可靠性。
40t65qes参数在实际应用中具有明显的优势。
由于它具有较高的性能指标和稳定的尺寸,因此在各种电子设备中都能够发挥出良好的性能。
此外,40t65qes参数还能够满足不同设备对元器件性能的个性化需求,因此在市场上受到了广泛的欢迎。
然而,如何选择合适的40t65qes参数也是一门学问。
在选择40t65qes 参数时,需要根据设备的实际需求来进行。
例如,如果设备需要较高的性能和稳定性,那么可以选择尺寸较大的40t65qes参数;如果设备对元器件的尺寸
要求较高,那么可以选择尺寸较小的40t65qes参数。
总之,40t65qes参数作为一种关键的电子元器件参数,在电子设备中具有重要的作用。
在未来,随着科技的不断发展,40t65qes参数的应用范围将会更加广泛,同时也会朝着更加精细化、个性化的方向发展。
PPGF30 (P104G)
50mm/min 50mm/min 2mm/min 2mm/min
23℃ -30℃ 23℃ -30℃
MPa %
MPa MPa kJ/m2
kJ/m2
85 3 130 5600 50 — 11 —
1.80MPa
135
ISO75
℃
0.45MPa
—
DSC
—
℃
164
ISO2039 TL1010
—
N/mm2
测试标准
测试条件
单位
典型值
Test Method Test Condition Units Typical Values
ISO1133
230℃, 2.16Kg g/10min
—
ISO1183
23℃
g/cm3
1.15
ISO3451
800℃,30min
%
30
ISO527 ISO527 ISO178 ISO178 ISO179
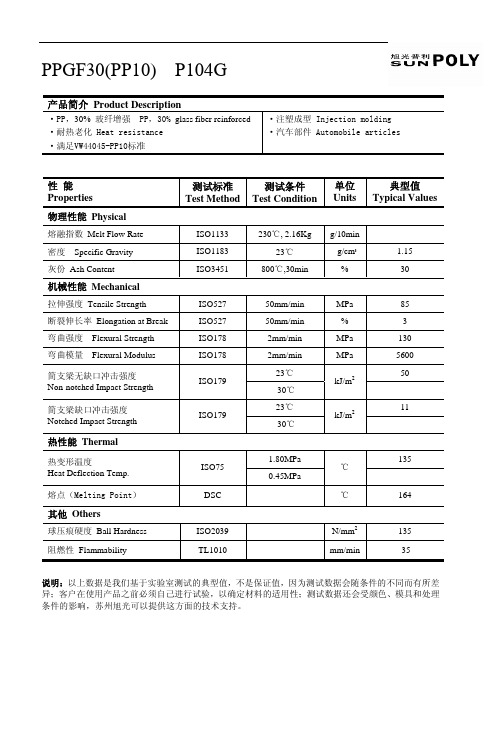
ppgf30pp10p104g产品简介productdescriptionpp30玻纤增强pp30glassfiberreinforced耐热老化heatresistance满足vw44045pp10标准产品简介注塑成型injectionmolding汽车部件automobilearticles性能properties性能单位单位units典型值典型值测试标准测试标准testmethod测试条件测试条件testconditiontypicalvalues物理性能物理性能physicaliso1133g10min熔融指数meltflowrate230216kg115iso1183gcm3密度specificgravity23iso345130灰份ashcontent80030min机械性能机械性能mechanicaliso52750mmminmpa85拉伸强度tensilestrengthiso52750mmmin3断裂伸长率elongationatbreakiso1782mmminmpa130弯曲强度flexuralstrengthiso1782mmminmpa5600弯曲模量flexuralmodulus5023简支梁无缺口冲击强度nonnotchedimpactstrengthkjm2iso179说明
热塑性复合材料在汽车轻量化领域的应用及问题分析

汽车轻量化的重要意义
汽车轻量化,是汽车行业发展的必由之路 节约能源、减少环境污染成为世界汽车工业界亟待解决的两大问题。 减轻汽车自重是节约能源和提高燃料经济性的最基本途径之一; 减轻汽车自身质量是降低汽车排放、提高燃油经济性的最有效措施之
LFT
CFT
热塑性复合材料
纤维长度与性能的关系
SFT:增强纤维长度0.2-0.6mm,LFT:纤维长度6-25mm; CFT:纤维连续
随着纤维保留长度的增加,材料的力学性能、刚度、冲击强度迅速增加。 LFT和CFT由于性能优良,故又称为先进热塑性复合材料。
长纤维增强热塑性复合材料
LFT所选用纤维 玻璃纤维、碳纤维、芳纶纤维、金属纤维、甚至有机纤维; 玻璃纤维价格便宜,性价比高,LFT中玻璃纤维用量占90%以上,其次是
一。世界铝业协会的报告指出,汽车的自身质量每减少10%,燃油的消 耗可降低6~8%;
根据最新资料,国外汽车 自身质量同过去相比减轻 了20%~26%。预计在未来 的10年内,轿车自身质量 还将继续减轻20%。
汽车轻量化水平的高低, 已成为衡量一个国家汽车 发展水平的重要标志。
汽车轻量化的途径
长纤维增强热塑性复合材料
LFT与BMC和SMC的比较优势
SMC:片状模塑料(Sheet Molding Compound) BMC:团状模塑料(Block Molding Compound)
SMC/BMC为热固性塑料,难以回收; SMC和BMC在模具内是热固化过程,加工周期长,生产效率低。 而LFT的成型过程是摸内物理冷却过程,速度快。 由于环境保护的压力,BMC和SMC逐步被LFT所取代。
QJL J124011-2010 聚丙烯(PP)材料
Q/JL浙江吉利控股集团有限公司企业标准Q/JL J124011-2010代替Q/JLY J7110168A-2010聚丙烯(PP)材料2010-11-25发布 2010-12-15实施浙江吉利控股集团有限公司发布目次前言 (Ⅱ)1 范围 (1)2 规范性引用文件 (1)3 分类及标识 (1)4 材料性能要求 (2)5 试验方法 (9)Q/JL J124011-2010前言为规范聚丙烯(PP)材料的性能,特编制本标准。
本标准由浙江吉利控股集团有限公司提出。
本标准由浙江吉利汽车研究院有限公司NVH及材料工程部负责起草。
本标准主要起草人:金建伟、王秋红、李旭、杨豪。
本标准于2010年11月首次发布。
本标准所代替标准的历次版本发布情况为:——Q/JLY J7110168A-2010;——JLYY-JT30-08 、JLYY-JT288-07。
聚丙烯(PP)材料1 范围本标准规定了汽车用聚丙烯(以下简称PP材料)材料的分类及标识、性能要求和试验方法。
本标准适用于汽车用PP材料的性能检验。
2 规范性引用文件下列文件对于本文件的应用是必不可少的。
凡是注日期的引用文件,仅注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 1033.1-2008 非泡沫塑料密度的测定第1部分:浸渍法、液体比重瓶法和滴定法GB/T 1040.2-2006 塑料拉伸性能的测定第2部分:模塑和挤塑塑料的试验条件GB/T 1634.2-2004 塑料负荷变形温度的测定第2部分:塑料、硬橡胶和长纤维增强复合材料GB/T 1843-2008 塑料悬臂梁冲击强度的测定GB/T 7141-2008 塑料热老化试验方法GB 8410 汽车内饰材料的燃烧特性GB/T 9341-2008 塑料弯曲性能的测定GB/T 9345.1-2008 塑料灰分的测定第1部分:通用方法GB/T 16422.2-1999 塑料实验室光源暴露试验方法第2部分:氙弧灯3分类及标识3.1 PP材料分类及标识PP表面PET无纺布复合材料具体性能指标见表1。
LFT-D(长纤维增强热塑性塑料)生产线.
带式产品输送机
换模小车
热塑性液压机
9
-43
二、海源长纤维增强热塑性复合材料成套装备介绍
10 -43
GMT 成套装备布局示意图 海源 海源GMT GMT成套装备布局示意图
二、海源长纤维增强热塑性复合材料成套装备介绍 成套装备: LFT-D LFT-D成套装备:
自动上料装置 玻纤输送装置 自动称量系统 玻纤计量、切断装置 一阶双螺杆挤出机 二阶双螺杆挤出机 坯料切断装置 保温输送装置 +夹具 机械手 机械手+ 带式产品输送机
40 -43
六、海源的支持和服务
海源公司的目标不仅是向用户提供全自动化的成套装备(交钥匙工 程),而且还向用户提供全方位的服务和支持。包括以下内容:
� � � �
项目初期的全方位技术咨询服务 厂房工艺布局 材料配方设计 模具设计
41 -43
六、海源的支持和服务
位于福州 1、总部 总部位于福州 、 配件储备 2、全国设配件中心库 、全国设配件中心库、 服务网点 3、遍布全国的售后 遍布全国的售后服务网点 4、两个月驻厂保姆式服务 小时响应星级服务 5、24 24小时响应星级服务 6、免费售后服务电话
1、可设计性强,能够快速调整组料和配方 2、保留纤维长度,提高机械性能 3、调整玻纤含量、玻纤均匀分布
技术优势
650Kg/h ) 4、材料的吞吐量大(可达 、材料的吞吐量大(可达650Kg/h 650Kg/h) 5、优越的流动性,提高表面质量 6、生产线全程系统控制,保证产品质量
31 -43
四、LFT-D在线模压成型生产线介绍——应用范围
装机功率 对比
传统 泵控 系统
运行速度 对比
KW 5xx 5xxKW
基于Digimat复合材料分析平台的SFRP性能分析
2
公司以及产品介绍
e-Xstream工程公司
> 成立于2003年,专注于复合材料的高质量建模领域 > 2012年9月加入MSC,成为MSC全资子公司 > 在欧洲拥有两个办公室,并派驻MSC全球多个办事处 > 目前团队总计60余人
– PhD: 50% – 工程师: 90%
– 残余应力
– 温度场
模
–
熔接线位置
流 分
析
网 格
结 构 分 析
网 格
16
DIGIMAT 与有限元软件的直接接口
> 材料模型在CAE中的调用——以Marc Mentat为例
17
DIGIMAT 与有限元软件的直接接口
添加Digimat材料模型文件 添加纤维方向映射结 果 选择对应的Section 替换模型上已有的材料
提交有限元 软件计算
ห้องสมุดไป่ตู้
有限元模型
材料定义
20
20
DIGIMAT涵盖了改性塑料零部件的多种性能分析
> NVH
– 线弹性
> 刚度
– 弹塑性 – 温度相关
> 冲击失效
– 弹粘塑性 – 应变率相关 – SFRP失效模型
> 蠕变
– 粘弹 – 弹粘塑
> 耐久性
21
Digimat针对SFRP零部件的仿真案例
短切纤维增强塑料汽车发动机散热器仿真
– 更完整的测试程序将产生更高的参数置信度
> 完全碰撞装载(行人)
> 在一个组件中利用Digimat局部各向异性替换各向同性模型,3-5%的计算成本的增 加
36
PP-LGF40材料发动机罩结构设计与性能分析
St r u c t u r e De s i g n a nd Pe r f o r ma nc e An a l y s i s o f PP— LGF4 0 Eng i n e Ho o d
NI E Ge n hu i . X1 E Xi n s h e n g.OUYANG Ch u n pi n g
D O I :1 0 . 1 9 4 6 6 / j . c n k i . 1 6 7 4 — 1 9 8 6 . 2 0 I 7 . 0 4 . 0 0 3
P P — L G F 4 0材 料发 动 机 罩结 构 设 计 与性 能 分析
聂根 辉 ,谢 新 生 ,欧 阳春 平
( 上汽 通 用五 菱汽 车股份 有 限公 司 ,广 西柳 州 5 4 5 0 0 7 )
0 引言
由于 能 源 与 环 境 的 压 力 ,轻 量 化 是 汽 车 工 业 发 展 的 主 要 方
值 .验 证 了 P P — L G F 4 0作 为 发 动 机 罩 轻 量 化 材 料 方 案 的 可 行 性 。
关键 词 :发动机罩 ;P P . L G F 4 0材料 ;结 构设计 ;性 能分析 ;轻量化
pa6+40gf注塑参数
pa6+40gf注塑参数
PA6+40GF的注塑参数如下:
干燥温度:100-120℃
干燥时间:12-18小时
熔点范围:210-250℃
模具温度:50-90℃
注射压力:100-150MPa
注射速度:中速
螺杆转速:中速
背压:5-10MPa
注射时间:30-60秒
料温控制范围:前2区35℃左右,中3区32℃左右,后3区30℃左右。
注塑时间:一般在40-55秒,看制品要求。
注射压力:一般按量筒计算,6.8kg/cm^2×1/2=3.4kg/cm^2。
注射速度:一般按量筒计算,12cm/s。
锁模力:一般按机台实际吨位×1.2倍计算。
背压:一般按量筒计算,3kg/cm^2×1/2=1.5kg/cm^2。
螺杆转速:一般按量筒计算,60rpm。
成型周期:一般按量筒计算,80s左右。
成型温度:前区190℃,中区195℃,后区185℃。
喷嘴温度:一般按量筒计算,前2区240℃,中3区235℃,后3区
230℃。
模温:一般按实际使用情况设定,一般控制在前模50℃,后模45℃左右。
成型时间:一般按量筒计算,在保证产品质量的前提下尽量缩短成型周期。