散热器的制作技术
电子散热器技术手册

电子散热器技术手册
引言:
电子设备的快速发展和不断升级,使得电子产品的散热问题越来越突出。
由于电子设备在工作过程中产生大量的热量,如果不能有效地散热,将会导致设备过热,从而影响设备的稳定性和寿命。
为了解决这个问题,电子散热器技术应运而生。
第一章:电子散热器的基本原理
1.1 散热的重要性
1.2 散热的基本原理
1.3 电子散热器的作用和分类
第二章:电子散热器的设计与选择
2.1 散热器的设计要点
2.2 散热器的选择原则
2.3 散热器的材料与工艺
第三章:散热器的传热机制
3.1 导热与传热的区别
3.2 传热机制的分类
3.3 散热器的传热性能评估指标
第四章:散热器设计与模拟软件
4.1 散热器设计软件概述
4.2 散热器模拟软件的原理和应用
4.3 散热器设计实例分析
第五章:电子散热器的优化与改进
5.1 散热器的优化方法
5.2 散热器的改进技术
5.3 散热器的未来发展趋势
结论:
电子散热器技术是解决电子设备散热问题的重要手段之一。
本手册详细介绍了电子散热器的基本原理、设计与选择、传热机制、设计与模拟软件以及优化与改进等方面的内容。
随着电子设备的不断发展和创新,散热器技术也在不断演进和改进。
未来,我们可以期待更高效、更可靠的散热器技术的出现,进一步满足电子设备对散热需求的提升。
片式散热器的技术规范

变压器用片式散热器的技术规范一、片式散热器的适用范围:变压器类产品采用的一种热交换器,外形结构属于金属板片式。
二、片式散热器的工作原理:变压器油箱内处于上部的热油进入片式散热器上集油管,流过散热片,再从片式散热器的下集油管流回变压器的油箱。
当热油在散热片内流动时,将热量传到空气中,达到散热的目的。
三、片式散热器的分类1、按安装方式分固定式:即PG型,不用安装法兰,片式散热器直接焊接在变压器油箱的箱壁上;可拆式:即PC型,片式散热器通过法兰连接在变压器油箱上。
2、按冷却方式分自冷式:片式散热器通过空气自然对流散发热量;风冷式:片式散热器通过风机吹风(底吹或侧吹)散发热量;强油风冷式:片式散热器通过管路泵强迫变压器油循环并利用风机吹风散发热量。
3、按散热器结构分普通式:散热片的中心距相同,如:PC3000-30/520;鹅颈式:散热片分为长片和短片•,长片和短片的中心距不同,一般短片的数量为2~4片,如:PC2200(1800)-28(2)/52004、按散热器规格分片宽:480mm、52Omm两种;中心距:lOOOmm-4000mm;散热片数量:10片~38片。
四、片式散热器的作用:油浸式电力变压器运行时,内部绕组、铁芯等部件会产生损耗,损耗转换为热量并通过变压器油的热传导和对流作用传递给油箱壁,使绕组、铁芯、油箱壁及油面温度上升。
而温升直接影响到绕组绝缘材料的寿命,因此必须把温升控制在一定的范围内,所以采用散热器散热是必须的!不同容量、不同电压等级的变压器油箱周围按其热损耗安装相应数量的片式散热器,尤其是变压器容量逐渐增大时必须选用大型散热器,以散发足够的热量。
五、片式散热器的片式散热器是为油浸式电力变压器、电抗器等配套使用的冷却装置,是遵循中华人民共和国机械行业标准《变压器用片式散热器》JB/T5347-2013设计制作而成的。
其中散热器的散热片是采用优质冷轧钢卷板,在计算机自动控制的自动流水线上加工成型。
半导体制冷手机散热器原理

半导体制冷手机散热器原理
半导体制冷技术是一种新型的散热方式,它在手机等电子设备中的应用日益广泛。
半导体制冷手机散热器能够有效地降低设备的温度,提高设备的性能和稳定性。
制冷原理
半导体制冷手机散热器的主要原理是基于热电效应。
当电流通过半导体器件时,会在两个不同材料之间产生温差,从而形成冷热两侧。
这个温差可以被有效地利用来实现制冷效果。
半导体散热器内部通常包含多个半导体材料,如硒化铋、铋锑合金等,这些材料能够产生热电效应并达到制冷效果。
散热原理
半导体制冷手机散热器在散热过程中主要通过两种方式来降低设备的温度。
一
种是通过热传导,即将设备产生的热量传导到散热器表面,利用散热器的大面积来加速散热。
另一种是通过制冷效果,即通过半导体制冷的原理将热量直接从设备内部移除。
实际应用
在手机等电子设备中,半导体制冷手机散热器广泛应用于高性能设备和游戏手
机中。
这种散热器不仅可以提高设备性能,减少性能衰减,还能有效地延长设备的使用寿命。
未来随着半导体技术的进步,半导体制冷手机散热器将在电子设备中扮演更为重要的角色。
总结一下,半导体制冷手机散热器通过利用热电效应实现制冷效果,通过热传
导和制冷效果来降低设备温度,广泛应用于高性能设备和游戏手机中,未来将在电子设备中扮演更为重要的角色。
散热器技术要求
散热器技术要求一、规范要求各投标方按照合同供应的产品应符合但不限于以下现行版的国家及行业标准:1.GB/T 13754-2008《采暖散热器热量测定方法》2.JG/T148—2002《钢管散热器》4.GB 1764 《漆膜厚度测定法》5.GB/T 1735 《漆膜耐热性测定法》6.GB/T 1733 《漆膜耐水性测定法》7.GB/T 1732 《漆膜耐冲击性测定法》8.GB/T 1720 《漆膜附着力测定法》9.GB/T 1727 《涂膜一般制备法》10.JG/T6-1999《采暖散热器系列参数、螺纹及配件》11. 05K405 国家建筑标准设计图集《新型散热器选用与安装》二、技术要求1.散热器应按标准的图样及技术文件制造,并符合本标准的规定。
2.散热器材质采用优质冷轧钢。
散热器采用钢管散热器,高度为800 mm,单片散热量为85W,散热器计算公式为Q=0.7671(ΔT)1.3。
钢制散热器材质应符合GB/T699或GB/T700中镇静钢的要求,钢制散热器成品流道壁厚不小于1.5 mm,片头厚度2.0 mm。
堵头或堵头排气阀标准为纯铜锻造,外表镀铬,丝扣长度不小于7 mm。
3.散热器工作压力不小于1.0MPa, 且应满足采暖系统的工作压力要求。
散热器供回水温度为不高于90℃的热水。
标准散热量:钢制散热器的标准散热量不应小于制造厂商明示标准散热量的95%。
4.散热器进水方式为同侧上进下出,进出口中心距为600mm。
5.单片散热器厚度136mm,长度70mm,重量不小于1.95kg/单片,单片散热量不低于172W/片(国标工况Δt=64.5℃下测定)。
钢制散热器单柱重量要求:WGT-2-300大于1.0㎏/柱,WGT-2-600大于2.0㎏/柱,WGT-2-1800大于5.0㎏/柱。
6.散热器安装方式为落地安装。
7.暖气片外表面应在良好的预处理后采用静电喷塑工艺,涂层为白色,漆膜表面应光滑、平整、均匀,不得有气泡、堆积、流淌和漏喷;底漆厚度不得小于15μm,漆膜厚度不得小于60μm;漆膜附着力应达到GB/T 1720规定的1-3级要求;漆膜耐冲击性能应符合GB/T 1732的规定。
散热器铜铝结合工艺

2.常见的铜铝结合工艺扦焊扦焊是采用熔点比母材熔点低的金属材料作为焊料,在低于母材熔点而高于焊料熔点的温度下,利用液态焊料润湿母材,填充接头间隙,然后冷凝形成牢固接合界面的焊接方法。
主要工序有:材料前处理、组装、加热焊接、冷却、后处理等工序。
常用的扦焊方式是锡扦焊,铝表面在空气中会形成一层非常稳定的氧化层(AL2O3),使铜铝焊接难度较高,这是阻碍焊接的最大因素。
必须要将其去除或采用化学方法将其去除后并电镀一层镍或其它容易焊接的金属,这样铜铝才能顺利焊接在一起。
散热片上的铜底是进行热的传导,要求的不仅是机械强度,更重要的是焊接的面积要大(焊着率要高),才能有效地提升散热效能,否则不断不会提升散热效能,反而会使其比全铝合金的散热片更加糟糕。
贴片、螺丝锁合贴片工艺是将薄铜片通过螺丝与铝制底面结合,这样做的主要目的是增加散热器的瞬间吸热能力,延长一部分本身设计成熟的纯铝散热器的生命周期。
经过测试发现:在铝散热片底部与铜块之间使用高性能导热介质,施加80Kgf的力压紧后用螺丝将其锁紧,其散热效果与铜铝焊接的效果相当,同样达到了预计的散热效能提升幅度。
这种方法较焊接简单, 而且品质稳定,制程简单,投入设备成本较焊接低,不过只是作为改进,所以性能提升不明显。
虽然有散热膏填充,铜片与铝底之间的不完全接触仍然是热量传递的最大障碍。
塞铜嵌铜圣保罗散热器塞铜方式主要有两种,一种是将铜片嵌入铝制底板中,常见于用铝挤压工艺制造的散热器中。
由于铝制散热器底部的厚度有限,嵌入铜片的体积也受到限制。
增加铜片的主要目的是加强散热器的瞬间吸热能力,而且与铝制散热器的接触也很有限,所以大多数情况下,这种铜铝散热器比铝制散热器的效果好不了多少,在接触不良的情况下,甚至为妨碍散热。
还有一种是将铜柱嵌入鳍片呈放射状的铝制散热器中。
Intel原装散热器就是采用了这样的设计。
铜柱的体积较大,与散热器的接触较为充分。
采用铜柱后,散热器的热容量和瞬间吸热能力都能增长。
散热技术的技术路线
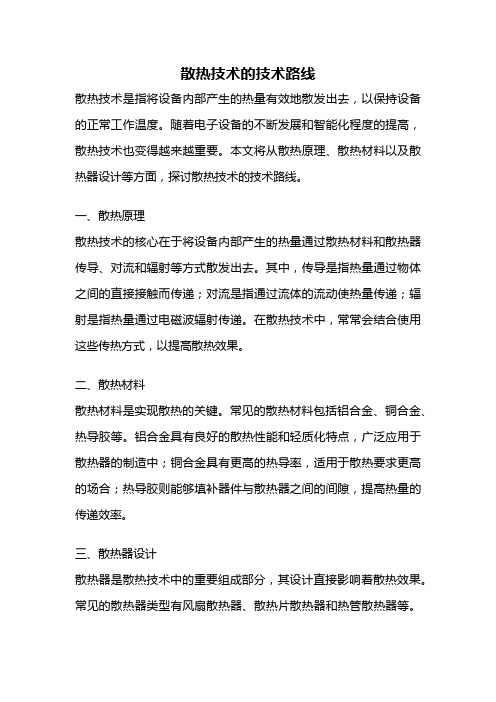
散热技术的技术路线散热技术是指将设备内部产生的热量有效地散发出去,以保持设备的正常工作温度。
随着电子设备的不断发展和智能化程度的提高,散热技术也变得越来越重要。
本文将从散热原理、散热材料以及散热器设计等方面,探讨散热技术的技术路线。
一、散热原理散热技术的核心在于将设备内部产生的热量通过散热材料和散热器传导、对流和辐射等方式散发出去。
其中,传导是指热量通过物体之间的直接接触而传递;对流是指通过流体的流动使热量传递;辐射是指热量通过电磁波辐射传递。
在散热技术中,常常会结合使用这些传热方式,以提高散热效果。
二、散热材料散热材料是实现散热的关键。
常见的散热材料包括铝合金、铜合金、热导胶等。
铝合金具有良好的散热性能和轻质化特点,广泛应用于散热器的制造中;铜合金具有更高的热导率,适用于散热要求更高的场合;热导胶则能够填补器件与散热器之间的间隙,提高热量的传递效率。
三、散热器设计散热器是散热技术中的重要组成部分,其设计直接影响着散热效果。
常见的散热器类型有风扇散热器、散热片散热器和热管散热器等。
风扇散热器通过风扇的转动产生气流,增强对流散热效果;散热片散热器利用大面积的散热片增加散热面积,提高散热效率;热管散热器则通过热管的工作原理将热量传导到散热片上,实现高效散热。
四、散热技术的发展趋势随着电子设备的不断发展和性能的提升,对散热技术的要求也越来越高。
未来的散热技术将朝着以下几个方向发展:1. 散热材料的优化:研发更高导热性能的散热材料,如石墨烯等,以提高散热效果。
2. 散热器结构的创新:设计更加紧凑、高效的散热器结构,减小设备体积的同时提高散热效率。
3. 液态散热技术的应用:利用液态冷却剂进行散热,提高散热效果,同时降低噪音和能耗。
4. 相变材料的利用:利用相变材料的相变过程吸收和释放大量热量,实现高效散热。
5. 智能化散热控制:通过传感器和控制系统实时监测设备的温度和负载情况,调整散热风扇的转速和散热器的工作状态,实现精确的散热控制。
散热器的主流成型技术

由早期的铝到现在的铜、合金,由机箱里的可以忽略的位置窜升至CPU、显卡的保护神,除了证明CPU和显卡等设备的发热量增大之外,散热器也成为了切割、成型、抛光等等跟金属加工工艺的技术体现。
时下散热器的主流成型技术多为如下几类:1.CoolerMaster主推的铝挤压技术;2.AVC主推的插齿技术;3.Thermalright,Tt等主推的回流焊接技术;4.Skiving—精密切割技术。
精密切割技术的优点是勿庸置疑的,那么它与其他散热片成型方式比较有何优势、劣势?下面我们来逐一分析:铝挤压(Extruded)技术:铝,作为地壳中含有量最高的金属,成本低是其主要特点,并且由于铝挤压技术含量及设备成本相对较低广为众用,如Foxconn,Coolermaster,九州风神等。
但随着CPU主频的不断提升,铝挤压工艺已尽显疲态,除了增大散热面积及更换大风量风扇之外别无他法。
但随之而来的是空间的受限,扣具安装难度的增加,以及大风量风扇带来的噪音。
由铝挤压技术派生出来的一种技术就是铜铝结合,常见的有扦焊、螺丝锁合、热胀冷缩结合、机械式压合等。
作为铝挤压技术的增强型工艺,铜铝结合技术虽然有效的解决了前面提到的问题,但今后的路也许不会好走。
因为铜铝结合技术的最大问题就是异种金属之间的介面热阻问题,挤压成型的铝散热片跟铜块(柱)的接触面之间的紧密及氧化等客观因素直接影响散热器的散热效果,如果工艺上不能完全符合规范,那么成品效果甚至会不如全铝结构的散热器。
此主题相关图片如下:折叶(Fold FIN)技术:是将单片的鳍片排列以特殊材料焊接在散热片底板上,由于鳍片可以达到很薄,鳍片间距也非常大,在单位面积可以使有效散热面积倍增,从而大大提高散热效果。
Fold FIN技术也很复杂,一般厂家很难保证金属折叶和底部接触紧密,如果这点做得不好,散热效果会大打折扣。
除了Foxocn n将此技术应用到早期产品PKP 020之外未见其他量产产品入市,现在也只有在某些显卡上才能见到它的身影了。
汽车散热器技术

汽车散热器技术汽车水冷发动机散热器由冷却用的散热器芯部、进水室和出水室三部分组成。
冷却液在散热器芯内流动,空气从散热器芯外高速流过,冷却液和空气通过散热器芯部进行热量交换。
目前,汽车散热器的结构形式可分为直流型和横流型两大类。
散热器芯部的结构形式主要有管片式和管带式两大类。
管片式散热器芯部是由许多细的冷却管和散热片构成,冷却管大多采用扁圆形截面,以减小空气阻力,增加传热面积。
管带式散热器是由波纹状散热带和冷却管相间排列经焊接而成。
与管片式散热器相比,管带式散热器在同样的条件下,散热面积可以增加12%左右,另外散热带上开有扰动气流的类似百叶窗的孔,以破坏流动空气在散热带表面上的附着层,提高散热能力。
开百叶窗波状带的散热器传热效率同普通平片散热片相比可提高160%。
二、散热器对材料的要求传热系数是评价散热器散热性能的重要参数,散热器材料的导热性能和焊接质量对其影响很大。
散热器的工作条件恶劣,一般位于汽车前端迎风处,不仅要经受风吹雨淋和汽车废气的污染,还要承受反复的热循环和周期性的振动。
另外,散热器内长期流动着冷却液,对散热器有锈蚀及腐蚀作用。
因此,为保证散热器可靠地发挥散热作用,对其材料性能有如下要求:必须具有良好的导热性能,具有一定的强度和较强的耐腐蚀性,具有良好的加工性能及钎焊性能,具有良好的经济性。
目前,常用的散热器材料主要有铜、铝和工程塑料等。
三、散热片的材料散热片选用导热系数较高的材料对提高热传导效率很有帮助,在金属的导热性方面,银的导热系数最高,其次是铜、铝。
银的价格昂贵,不适宜做散热材料,目前比较常用是铜、铝及铝合金。
铝的导热系数低,但通过增加鳍片增大散热面积,也能起到较好的散热效果。
散热片的主要材料和成型技术可分为:全铝散热器这是传统散热器,具有生产工艺简单、易于加工、材料成本低廉,价格便宜等优点。
缺点是,整体散热效果欠佳。
铝是汽车工业使用较多的金属材料,也是汽车轻量化的首选材料。
铝的最大优势是质量轻,比重仅为铜的三分之一,铝资源远较铜丰富,成本也远低于铜;虽然铝的热传导率较铜低,仅为铜的60%,但由于铜散热器存在热传导率更低的锡保护层,使得铝散热器的热效率反而要高于铜散热器。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
图片简介:本申请提供一种散热器。
该散热器包括基板(1)和翅片,多个翅片在基板(1)上间隔设置,各翅片上分别设置有过流孔,翅片与气流的来向呈预设夹角,沿着气流的来向,翅片包括最先与气流接触的首端翅片(2)以及最后与气流接触的末端翅片(3),位于首端翅片(2)上的过流孔为首端过流孔(4),位于末端翅片(3)上的过流孔为末端过流孔(5),在首端过流孔(4)和末端过流孔(5)之间的过流孔为中间过流孔(6),中间过流孔(6)均位于首端过流孔(4)和末端过流孔(5)的中心连线上。
根据本申请的散热器,能够打破散热器的翅片表面的层流状态,改善翅片间以及翅片周围的空气流场,增强发热元器件的散热效率。
技术要求1.一种散热器,其特征在于,包括基板(1)和翅片,多个所述翅片在所述基板(1)上间隔设置,各所述翅片上分别设置有过流孔,所述翅片与气流的来向呈预设角,沿着气流的来向,所述翅片包括最先与气流接触的首端翅片(2)以及最后与气流接触的末端翅片(3),位于所述首端翅片(2)上的过流孔为首端过流孔(4),位于所述末端翅片(3)上的过流孔为末端过流孔(5),在所述首端过流孔(4)和所述末端过流孔(5)之间的过流孔为中间过流孔(6),所述中间过流孔(6)均位于所述首过流孔(4)和所述末端过流孔(5)的中心连线上。
2.根据权利要求1所述的散热器,其特征在于,所述中心连线与第一平面之间的夹角为θ1,其中第一平面为同时垂直于所述翅片的迎风面和所述基板(1)的板面的平面,Z1为首端过流孔(4)的中心与第二平面之间的距离,该第二平面为平行于第一平面经过热源区域(7)且与首端过流孔(4)的中心之间距离最小的平面,Z2为首端过流孔(4)的中心与第三平面之间的距离,该第三平面为平行于第一平面,经过热源区域(7)且与首端过流孔(4)的中心之间距离最大的平面,t为θ1的取值角度,L为首端翅片(2)的迎风侧与热源区域(7)之间的距离,D为过流孔的有效径值。
3.根据权利要求2所述的散热器,其特征在于,所有过流孔在沿着中心连线方向上的投影具有重合图形,该重合图形与中心连线之间的最小距离为D1,最大距离为D2,其中D∈[D1,D2]。
4.根据权利要求2所述的散热器,其特征在于,所有过流孔在沿着中心连线方向上的投影具有重合图形,该重合图形具有重心G,过流孔的有效径值D位于重心G与重合图形的最小距离和最大距离之间。
5.根据权利要求1至4中任一项所述的散热器,其特征在于,所述中心连线与所述基板(1)的板面之间的夹角为θ2,其中f(x)为过流孔与基板(1)远离翅片的板面之间的距离,X为散热器整体宽度,T为散热器整体高度,P为热源区域(7)发热量,W为散热器最大换热量,D为有径值,y1为首端过流孔(4)与基板(1)远离翅片的板面之间的距离,y2为首端过流孔(4)与基板(1)安装翅片的板面之间的距离,x1为热源区域(7)与首端翅片(2)在片的排布方向上的距离,x2为热源区域(7)在翅片的排布方向上的长度。
6.根据权利要求2所述的散热器,其特征在于,所述中间过流孔(6)位于梭形区域内,其中梭形区域的两个端点分别为首端过流孔(4)和末端过流孔(5)的圆心。
7.根据权利要求6所述的散热器,其特征在于,所述梭形区域由第一锥形区域和第二锥形区域拼合形成,其中第一锥形区域为以首端过流孔(4)的中心为原点,a%θ1为锥角,以中心连线为旋转轴所形成的锥形区域,第二锥形区域为以末端过流孔(5)的中心为原点,以a%θ1为锥角,以中心连线为旋转轴所形成的锥形域。
8.根据权利要求5所述的散热器,其特征在于,所述中间过流孔(6)位于梭形区域内,其中梭形区域的两个端点分别为首端过流孔(4)和末端过流孔(5)的圆心,所述梭形区域由第一锥形区域和第二锥形区域拼合形成,其中第一锥形区域为以首端过流孔(4)的中心为原点,以b%θ2为锥角,以中心连线为旋转轴所形成的锥形区域,第二锥形区域为以末端过流孔(5)的中心为原点,以b%θ2为锥角,以中心连线为旋转轴所形成的锥形区域。
9.根据权利要求7所述的散热器,其特征在于,a≤40,优选地,a≤30。
10.根据权利要求2或4所述的散热器,其特征在于,所述热源区域(7)为以基板(1)热流密度为散热对象,对热流密度的数值进行等势面绘制,最低等势面热流密度与最高等势面的热流密度占比在5%~100%的区域。
技术说明书散热器技术领域本申请涉及散热技术领域,具体涉及一种散热器。
背景技术目前,由于智能化与集成化的普及,众多的电子元器件发热量较大,却又集中紧凑的安置在同一块电路板上,为了保证元器件长期可靠性,保证设备正常运行,增加散热装置是一个行之有效的方法。
目前的散热方式有:采用散热翅片对发热元器件进行散热,或者采用风扇与翅片组合的方式进行散热,但是由于翅片与发热元器件摆放位置以及风在翅片间风场的影响,导致散热器散热效率低,翅片表面处于层流状态,空气流速低,换热量不足,发热模块的温度持续高温运行,对设备使用影响很大,对于元器的可靠性也造成较大影响。
技术内容因此,本申请要解决的技术问题在于提供一种散热器,能够打破散热器的翅片表面的层流状态,改善翅片间以及翅片周围的空气流场,增强发热元器件的散效率。
为了解决上述问题,本申请提供一种散热器,包括基板和翅片,多个翅片在基板上间隔设置,各翅片上分别设置有过流孔,翅片与气流的来向呈预设夹角,着气流的来向,翅片包括最先与气流接触的首端翅片以及最后与气流接触的末端翅片,位于首端翅片上的过流孔为首端过流孔,位于末端翅片上的过流孔为端过流孔,在首端过流孔和末端过流孔之间的过流孔为中间过流孔,中间过流孔均位于首端过流孔和末端过流孔的中心连线上。
优选地,中心连线与第一平面之间的夹角为θ1,其中第一平面为同时垂直于翅片的迎风面和基板的板面的平面,Z1为首端过流孔的中心与第二平面之间的距离,该第二平面为平行于第一平面,经过热源区且与首端过流孔的中心之间距离最小的平面,Z2为首端过流孔的中心与第三平面之间的距离,该第三平面为平行于第一平面,经过热源区域且与首端过流孔中心之间距离最大的平面,t为θ1的取值角度,L为首端翅片的迎风侧与热源区域之间的距离,D为过流孔的有效径值。
优选地,所有过流孔在沿着中心连线方向上的投影具有重合图形,该重合图形与中心连线之间的最小距离为D1,最大距离为D2,其中D∈[D1,D2]。
优选地,所有过流孔在沿着中心连线方向上的投影具有重合图形,该重合图形具有重心G,过流孔的有效径值D位于重心G与重合图形的最小距离和最大距离间。
优选地,中心连线与基板的板面之间的夹角为θ2,其中f(x)为过流孔与基板远离翅片的板面之间的距离,X为散热器整体宽度,T为散热器整体高度,P为热源区域发热量,W为散热器最大换热量,D为有效径值,y1为首端过流孔与基板远离翅片的板面之间的距离,y2为首端过流孔与基板安装翅片的板面之间的距离,x1为热源区域与首端翅片在翅片的排布方向上距离,x2为热源区域在翅片的排布方向上的长度。
优选地,中间过流孔位于梭形区域内,其中梭形区域的两个端点分别为首端过流孔和末端过流孔的圆心。
优选地,梭形区域由第一锥形区域和第二锥形区域拼合形成,其中第一锥形区域为以首端过流孔的中心为原点,以a%θ1为锥角,以中心连线为旋转轴所形成锥形区域,第二锥形区域为以末端过流孔的中心为原点,以a%θ1为锥角,以中心连线为旋转轴所形成的锥形区域。
优选地,中间过流孔位于梭形区域内,其中梭形区域的两个端点分别为首端过流孔和末端过流孔的圆心,梭形区域由第一锥形区域和第二锥形区域拼合形成其中第一锥形区域为以首端过流孔的中心为原点,以b%θ2为锥角,以中心连线为旋转轴所形成的锥形区域,第二锥形区域为以末端过流孔的中心为原点,以b%θ2为锥角,以中心连线为旋转轴所形成的锥形区域。
优选地,a≤40,优选地,a≤30。
优选地,热源区域为以基板热流密度为散热对象,对热流密度的数值进行等势面绘制,最低等势面热流密度与最高等势面的热流密度占比在5%~100%的区域。
本申请提供的散热器,包括基板和翅片,多个翅片在基板上间隔设置,各翅片上分别设置有过流孔,翅片与气流的来向呈预设夹角,沿着气流的来向,翅片括最先与气流接触的首端翅片以及最后与气流接触的末端翅片,位于首端翅片上的过流孔为首端过流孔,位于末端翅片上的过流孔为末端过流孔,在首端过孔和末端过流孔之间的过流孔为中间过流孔,中间过流孔均位于首端过流孔和末端过流孔的中心连线上。
本申请改变了散热器的气流流动方式,使得气流的向并非沿着翅片的延伸方向,而是沿着过流孔的排布方向,从而使得气流在沿着过流孔流动的过程中,能够有效改变气流流动状态,从而打破散热器的翅片面的层流状态,改善翅片间以及翅片周围的空气流场,增强发热元器件的散热效率。
附图说明图1为本申请实施例的散热器在俯视图上的过流孔分布结构图;图2为本申请实施例的散热器在主视图上的过流孔分布结构图;图3为本申请实施例的散热器的过流孔设置区域范围示意图;图4为本申请实施例的散热器的过流孔有效径值确定过程图。
附图标记表示为:1、基板;2、首端翅片;3、末端翅片;4、首端过流孔;5、末端过流孔;6、中间过流孔;7、热源区域。
具体实施方式结合参见图1至图4所示,根据本申请的实施例,散热器包括基板1和翅片,多个所述翅片在所述基板1上间隔设置,各所述翅片上分别设置有过流孔,所述翅与气流的来向呈预设夹角,沿着气流的来向,所述翅片包括最先与气流接触的首端翅片2以及最后与气流接触的末端翅片3,位于所述首端翅片2上的过流孔为首端过流孔4,位于所述末端翅片3上的过流孔为末端过流孔5,在所述首端过流孔4和所述末端过流孔5之间的过流孔为中间过流孔6,所述中间过流孔6均位于所述首端过流孔4和所述末端过流孔5的中心连线OF上。
本申请改变了散热器的气流流动方式,使得气流的来向并非沿着翅片的延展方向,而是沿着过流孔的排布方向,因此,气流的主流通通道并非是相邻翅片之的间隙,而是过流孔,从而使得气流在沿着过流孔流动的过程中,能够有效改变气流流动状态,从而打破散热器的翅片表面的层流状态,改善翅片间以及翅周围的空气流场,增强发热元器件的散热效率。
在本申请中,气流在沿着过流孔进入到翅片之后,在过流孔中依次流动的过程中,会不断受到翅片的阻挡,因此,一部分气流会从过流孔流过,达到下流孔处,另一部分气流会进入该过流孔所在的翅片与下一个过流孔所在翅片之间的间隙中,然后沿着翅片间隙流动,当气流经最后一个过流孔之后,会存在种情况,一种情况是,过流孔贯穿所有的翅片,此时气流经过过流孔之后离开散热器,并带走散热器的热量;另一种情况是,过流孔穿过部分翅片,另外一分翅片上并未设置过流孔,此时气流穿过过流孔之后,会在下一个翅片位置处收到阻挡,然后沿着该翅片与上一个翅片的间隙四处流动,带走散热器的热量由于气流是从过流孔进入翅片间隙,然后沿着翅片间隙四处流动,因此与现有的气流从翅片因此而沿着气流流向另一侧的散热方式不同,本申请的气流流动过流孔处四散,气流流动路径更短,更加容易把热量带出,此外,这种气流流动由于是从过流孔向着四周流动,且是受到翅片阻挡后产生的流动,因此这种动能够打破翅片表面的层流状态,改善翅片间以及翅片周围的空气流场,增强发热元器件的散热效率。