可靠性测试作业程序
金属可靠性测试
为有效确保产品品质,达到内在功能性品质、安全性品质与外观品质达到一致统一,特制 定本规范。
二、适用范围:
2.1 适用于五金烤漆 / 电镀类产品成品安全测试;
2.2 适用于成品包装的安全测试;
三、权责分工
3.1 品质部:负责对产品检定、测试全过程的作业,并留取书面质量记录;
3.2 生产部:负责提供产品成品以供试验之用;
从产品中随机抽取出一件烤漆产品, 用手术刀将产品表面划出一个边长是长、 宽为 10mm 的正方形, 再用 手术刀将正方形分割为边长为 1mm 的 100 格小正方形,然后用胶纸将分割后的正方形覆盖,并用手将胶 纸擦压三次,以确保胶纸已牢固粘结,后将胶纸按 90 °角度,瞬间拉起,漆膜超过 1/10 被粘起,即可 判为不合格。
~ 35 ℃,相对湿度为 85% 4.1.4 试验过程:
从产品中随机抽取一件电镀产品,将 2H 铅笔与电镀产品呈 45 °,铅芯与镀层表面接触,然后用 1 牛顿 /cm 2 的力,不连续碾压三次,镀层无起皱或起皮现象,即为合格;反之为不合格。
4.1.5 注意事项:
铅笔必须为 2H 型;
4.2 试验名称:百格试验(附着力测试)
3.3 生管部:负责在编制计划时,为用于试验的产品进行数量上的安排;
四、作业流程:
4.1 试验名称 : 铅笔试验(硬度测试)
4.1.1 试验产品:五金电镀产品(五金或塑胶类)
4.1.2 试验工具: 2H 铅笔
4.1.3 试验环境:正常室内,温度 25
对全部高中资料试卷电气设备,在安装过程中以及安装结束后进行高中资料试卷调整试验;通电检查所有设备高中资料电试力卷保相护互装作置用调与试相技互术关,通系电1,力过根保管据护线生高0不产中仅工资2艺料22高试2可中卷以资配解料置决试技吊卷术顶要是层求指配,机置对组不电在规气进范设行高备继中进电资行保料空护试载高卷与中问带资题负料2荷试2,下卷而高总且中体可资配保料置障试时2卷,32调需3各控要类试在管验最路;大习对限题设度到备内位进来。行确在调保管整机路使组敷其高设在中过正资程常料1工试中况卷,下安要与全加过,强度并看工且25作尽52下可22都能护可地1关以缩于正小管常故路工障高作高中;中资对资料于料试继试卷电卷连保破接护坏管进范口行围处整,理核或高对者中定对资值某料,些试审异卷核常弯与高扁校中度对资固图料定纸试盒,卷位编工置写况.复进保杂行护设自层备动防与处腐装理跨置,接高尤地中其线资要弯料避曲试免半卷错径调误标试高方中等案资,,料要编试求5写、卷技重电保术要气护交设设装底备备置。4高调、动管中试电作线资高气,敷料中课并设3试资件且、技卷料中拒管术试试调绝路中验卷试动敷包方技作设含案术,技线以来术槽及避、系免管统不架启必等动要多方高项案中方;资式对料,整试为套卷解启突决动然高过停中程机语中。文高因电中此气资,课料电件试力中卷高管电中壁气资薄设料、备试接进卷口行保不调护严试装等工置问作调题并试,且技合进术理行,利过要用关求管运电线行力敷高保设中护技资装术料置。试做线卷到缆技准敷术确设指灵原导活则。。:对对在于于分调差线试动盒过保处程护,中装当高置不中高同资中电料资压试料回卷试路技卷交术调叉问试时题技,,术应作是采为指用调发金试电属人机隔员一板,变进需压行要器隔在组开事在处前发理掌生;握内同图部一纸故线资障槽料时内、,设需强备要电制进回造行路厂外须家部同出电时具源切高高断中中习资资题料料电试试源卷卷,试切线验除缆报从敷告而设与采完相用毕关高,技中要术资进资料行料试检,卷查并主和且要检了保测解护处现装理场置。设。备高中资料试卷布置情况与有关高中资料试卷电气系统接线等情况,然后根据规范与规程规定,制定设备调试高中资料试卷方案。
ORT作业指导书
GVT-QE—WI—003
1.0 02—19—2003 第9页,共9页
《附件五:QE借,退产品控管表》
日期
MODEL
东莞新科(远东)电子有限公司
QE借,退产品控管表
拉别
借出时间
借出数量
拉长确认
退还时间
退还数量
良品 不良品
拉长确认
是否通过 测试
测试人
制表:
审核:
编制/日期
表单编号:GVT-QE-QF-008R0
(远东)电子有限公司
作业指导书
GVT-QE—WI—003
1.0 02—19—2003 第8页,共9页
(远东)电子有限公司
作业指导书
GVT-QE—WI—003
1.0 02—19—2003 第9页,共9页
编制/日期
审核/日期
东莞新科(远东)电子有限公司
作业指导书
工 名
序 称
量产----信赖性实验作业程序
文件编号: 版 本: 生效日期:
页 码:
《附件一:信赖性测试申请流程》
GVT-QE—WI—003
1.0 02—19—2003 第5页,共9页
测试需求单位 开始
填写(测试
实验室测试申请流程
实验室
参考文件
5.4.4 煲机实验:
在±5%的额定电压下,各种功能测试碟连续测试24小时.
5.4.下,连续工作6小时.
编制/日期
审核/日期
东莞新科(远东)电子有限公司
作业指导书
工 名
序 称
量产----信赖性实验作业程序
文件编号: 版 本: 生效日期:
(远东)电子有限公司
作业指导书
GVT-QE—WI—003
可靠性测试作业程序(含表格)
可靠性测试作业程序(IATF16949-2016/ISO9001-2015)1.0目的:为确保不同阶段生产的产品都能符合设计要求,针对试产、进料检验、制程管制、量产等进行必要之可靠性验证,使产品经过不同的运输过程或在不同的环境下,使产品达到客户需求之规格。
2.0范围:适用于本公司所有Cable and Connector产品的可靠性测试。
3.0权责:3.1可靠性测试:品保部训练合格之人员执行之.3.2测试计划制定:量产品由品保部负责制定,新产品由工程部负责制定. 3.3测试失败分析及改善:工程部及相关单位进行分析改善.3.4测试失败改善追踪:品保部测试人员.4.0定义:(略)5.0可靠性测试时机:5.1新产品打样阶段之可靠性测试;5.2设计变更之可靠性测试;5.3量产品定期追踪之可靠性测试(至少每一个月执行一次);5.4质量有异常或客户有要求则依客户要求执行.6.0可靠性测试环境:实验室温度:23+/-5℃;湿度:75%RH以下.7.0作业内容:7.1耐久性插拔(Durability)7.1.1测试目的:评估连接器连繨插拔后,其端子电镀层磨耗程度或插拔前后之电气特性与机械特性变化;7.1.2测试对象:SATACABLE/ATA7.1.3测试依据:EIA-364-097.1.4测试方法:a.对插方式以连接器公母实配为测试原则;b.插拔速度除特别规定外,每小时不超过200次;c.插拔次数为:100次7.1.5成品类,每次抽取3pcs试验,每月执行一次.7.1.6成品此项测试在新产品打样时规定要求执行;质量出现异常时执行及客户有要求时执行.7.2摇摆测试(Bending test)7.2.1测试目的:评估线材与连接器连接效果及线材弯曲抵挡疲劳化能力. 7.2.2测试依据:EIA-364-417.2.3测试对象:USB类/其它机外线材7.2.4测试条件:7.2.5线材未能达到以上次数便断裂(open),则这次测试判为失败7.2.6针对线材类,每批抽取5PCS试验;成品类,每次抽取3pcs试验,每月执行一次.7.2.7成品此项测试在新产品打样时规定要求执行;质量出现异常时执行及客户有要求时执行;每月执行一次..7.3盐水喷雾实验(Salt Spray):7.3.1 实验目的:评估连接器金属配件及端子镀层抗盐雾腐蚀的能力﹔7.3.2 实验对象:所有五金件产品部件之来料7.3.3 实验依据:EIA364-267.3.4 实验程序:a.实验条件:*盐水浓度:5%(重量比);*试验仓之温度:35±1℃;*饱和桶温度:47±1℃;*喷雾量:1.0~2.0Ml/80cm2/h;*盐水液的PH值:6.5-7.2;b.时实验间:8H(若有特别要求,则另外规定)c.样品的放置应不互相接触,且测试面与垂直面成150度﹔d.实验完毕后除特别规定外,试样应以清水冲洗5分钟(水温不得超过38℃)必要时以软毛刷洗,洗去试验样品表面盐沉积物,然后在标准的恢复大气条件下恢复1~2H检测其样品外观.7.3.5针对五金类、CONN类,每批抽取5PCS实验。
LED可靠性试验ORT测试规范
(3)试验条件、场所;
(4)开始时间与结束时间。
6.2取样品:每个星期的星期二,实验员按质量部主管给的上一周《信赖性(ORT)计划表到仓库领料211颗(注:可以零头包装,但必须为合格品)。
6.3试验准备:样品领来后先放到烘箱里进行除湿,烘箱参数设置150℃±5℃,烘烤1小时,除湿后将样品分成15颗、50颗、100颗、20颗、20颗、6颗共6份。
(2)为使设备利用最大化,可以在试验过程中加进新的实验工单,但要做好记录以免拿错影响实验结果;
(3)试验完成后用2.5V稳压电源做点亮测试,如发现某一个颗粒死灯,则在X-RAY设备上拍摄焊线形态做定性分析并记录,试验结束后将试验的样品全部返回工厂实验员(不良品也要返回)
6.5高温存储:
(1)试验条件:100℃ 1000 小时
6.3.3回流焊接试验:
(1)设置回流焊机参数:炉温:160、170、180、190、200、210、230、260链速80cm/min;
(2)把50颗样品用锡膏贴到铝基板上,待炉温升到设定的温度时放到回流焊机器的履带上,进行回流焊接试验;
(3)冷却后,再次过一遍回流焊;
(4)将过了两遍回流焊并冷却的试验颗粒用稳压电源点亮并记录结果。
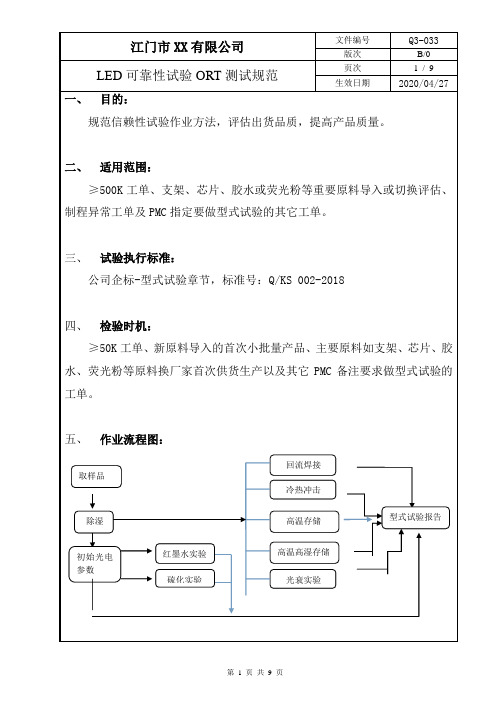
五、作业流程图:
5颗
六、作业步骤:
6.1每周一质量主管从ERP系统导出上一周投单量大于500K的所有工单,如果多个工单的芯片、支架、胶水和金线(合金线)全部相同(不考虑色温),则从多个工单里随机取2个工单做可靠性实验,列出《信赖性试验计划》,计划的内容必须明确以下信息:
(1)工单基本信息及参数要求;
试验条件:温度:60℃ ,湿度:90%RH,时间: 1000 小时;
(2)试验方法:将20颗灯珠放到料盘里,首次开机按机器操作规范打开设备,放入样品,启动实验;
可靠性试验程序
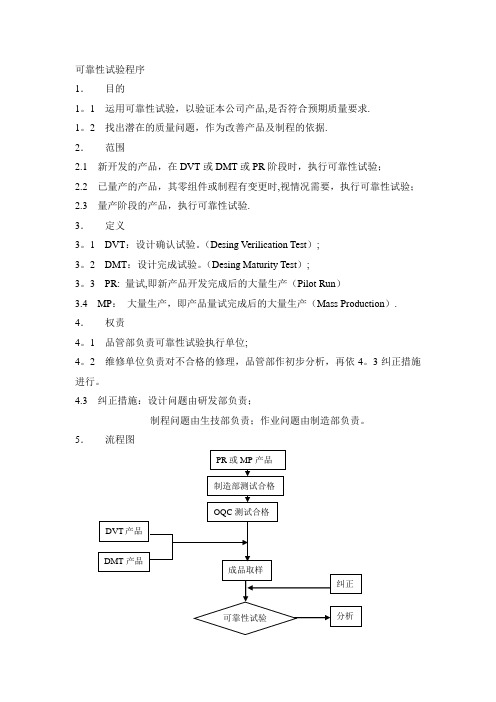
可靠性试验程序1.目的1。
1 运用可靠性试验,以验证本公司产品,是否符合预期质量要求.1。
2 找出潜在的质量问题,作为改善产品及制程的依据.2.范围2.1 新开发的产品,在DVT或DMT或PR阶段时,执行可靠性试验;2.2 已量产的产品,其零组件或制程有变更时,视情况需要,执行可靠性试验;2.3 量产阶段的产品,执行可靠性试验.3.定义3。
1 DVT:设计确认试验。
(Desing Verilication Test);3。
2 DMT:设计完成试验。
(Desing Maturity Test);3。
3 PR: 量试,即新产品开发完成后的大量生产(Pilot Run)3.4 MP:大量生产,即产品量试完成后的大量生产(Mass Production). 4.权责4。
1 品管部负责可靠性试验执行单位;4。
2 维修单位负责对不合格的修理,品管部作初步分析,再依4。
3纠正措施进行。
4.3 纠正措施:设计问题由研发部负责;制程问题由生技部负责;作业问题由制造部负责。
5.流程图6.内容及要求6.1成品取样:6.1.1 全新产品,于DVT或DMT或PR阶段时,依DVT/DMT测试规范执行可靠性试验。
6。
1.2 已量产的产品,其零组件或制程有变更时,依“产品可靠性试验项目”,由品管部决定应执行的可靠性试验项目;6.1.3 量产阶段的产品(OQC检验的合格品),质量工程课应于每年年初拟定“年度量产产品可靠度测试计划”,按产品分类取样。
每六个月随机抽验执行环境试验,每九个月执行寿命试验。
6.2可靠性试验内容:6.2。
1 可靠性试验一般在公司内执行,若公司能力不足时,则送外试验,必须说明试验名称、负责人员,试验起始时间及异常状况联络人。
6。
2。
2 可靠性试验执行项目:参照“产品可靠性试验项目”6.2.3 试验完后,质量工程课人员对所得的相关资料和产品本身进行查验,判断是否符合公司规格或客户要求,并由主管审核后发出可靠性试验结果报告。
可靠性测试作业办法

可靠性测试 作业办法
修 修订日期 20100327 变更编号 D1003055 订 变 更 记 内 录 容
版本/ 版本/次: 页 日 次: 次: 期: 期:
A/2 1 OF 4 20100327
版本/次 总页数 ቤተ መጻሕፍቲ ባይዱ本/ A/2 4
组织架构变更
会 会签单位 ■工程部 ■营业部 ■财务部 ■人力资源部 ■品控部 ■制造部 ■物流部 ■体系办 会签姓名
签
记
录 会 签 意 见
同意 同意 同意 同意 同意 同意 同意 同意
核准
审核
制定
集团体系办
制作单位
发
行
章
品控部
文件编号: 文件编号: HLSG3-Q00049
可靠性测试 作业办法
一、目的: 目的:
版本/ 版本/次: 页 日 次: 次: 期: 期:
A/2 2 OF 4 20100327
品控部实验室针对自制、外购产品,利用专业精密的仪器, 品控部实验室针对自制、外购产品,利用专业精密的仪器,提供专业数据来评估各产品 实验室针对自制 的各种性能, 保证产品性能满足客户之要求,提高客户之信赖度, 的各种性能, 保证产品性能满足客户之要求,提高客户之信赖度,提高本公司产品在市场的 竟争力。 竟争力。 二、适用范围:(常熟泓淋连接技术有限公司) 适用范围:(常熟泓淋连接技术有限公司) :(常熟泓淋连接技术有限公司 2. 新产品或样品制作时和产品年度计划之物理特性测试,环境特性测试, 2.1新产品或样品制作时和产品年度计划之物理特性测试,环境特性测试,电气特性测试等 2. 工程变更时须对影响到其性能部分进行测试; 2.2工程变更时须对影响到其性能部分进行测试;客户有测试要求时对相关项目进行测试 2. 进料、制程或出货等过程有需求时。 2.3进料、制程或出货等过程有需求时。 三、定义: 定义: 略 四、职责: 职责: 4. 实验室:负责依据相关标准及要求进行相关可靠性测试项目的执行。 4.1实验室:负责依据相关标准及要求进行相关可靠性测试项目的执行。 4. 相关部门:相关可靠性测试的申请。 4.2相关部门:相关可靠性测试的申请。 五、作业内容: 作业内容: 5. 5.1可靠性测试 5. 5.1.1新产品或样品制作时由工程部门收集相关数据定义可靠性测试项目。 新产品或样品制作时由工程部门收集相关数据定义可靠性测试项目。 5. 5.1.2《年度可靠性测试计划表》由QE于每年12月底重新评估并制定(新产品在量产后两个 年度可靠性测试计划表》 QE于每年12月底重新评估并制定( 于每年12月底重新评估并制定 月内应纳入《年度可靠性测试计划表》 月内应纳入《年度可靠性测试计划表》中)。 5. 5.1.3工程变更时由工程部门定义影响其性能部分的可靠性测试项目。 工程变更时由工程部门定义影响其性能部分的可靠性测试项目。 5. 5.1.4客户抱怨时由QE根据客户需求提出可靠性测试要求。 客户抱怨时由QE根据客户需求提出可靠性测试要求。 QE根据客户需求提出可靠性测试要求 5. 5.1.5新产品、工程变更原材料或产品原材料第三方机构测试报告有效期已截止时依据公司 新产品、 要求进行原材料送第三方机构测试或请原材料供应商提供第三方机构检测报告或自行检测; 要求进行原材料送第三方机构测试或请原材料供应商提供第三方机构检测报告或自行检测;客 关有害物质的送测。 户需求时根据客户要求对产品进行相 关有害物质的送测。 5. 5.2送样 5. 5.2.1新产品或样品制作时由产品工程师提供样品及规格承认书(或可靠性测试项目),开立 新产品或样品制作时由产品工程师提供样品及规格承认书(或可靠性测试项目) 《可靠性测试申请单》并填写要求完成时间等相关信息。 可靠性测试申请单》并填写要求完成时间等相关信息。 5. 5.2.2产品年度可靠性测试由OQC根据《年度可靠性测试计划表》规定之送样时机提供样品 产品年度可靠性测试由OQC根据《年度可靠性测试计划表》 OQC根据 并开立《可靠性测试申请单》,将结果及测试状况记录于《年度可靠性测试记录表》。 并开立《 可靠性测试申请单》,将结果及测试状况记录于《 年度可靠性测试记录表》。 》,将结果及测试状况记录于 5. 5.2.3工程变更时由产品工程师提供设变后样品及影响其性能部分的可靠性测试项目,开立 工程变更时由产品工程师提供设变后样品及影响其性能部分的可靠性测试项目, 《可靠性测试申请单》并填写要求完成时间等相关信息。 可靠性测试申请单》 并填写要求完成时间等相关信息。
可靠性测试管理程序(含表格)

可靠性测试管理程序(ISO9001:2015)1、目的:为使本公司之产品可靠性实验室测试结果准确可靠,规范测试过程及记录,特制订本程序。
2、范围:公司进料、在制品、成品检验及其它相关单位提供产品之可靠性测试均适用。
3、定义:4.1产品可靠性实验:公司产品进料、成品检验依行业标准及协会要求之测试。
4.2相关单位:品管部、业务部、工程部、生产单位、采购。
4、权责:3.1相关单位:负责可靠性实验室检测样品的提供、测试结果的追踪及记录。
3.2可靠性实验室:负责实验室之管理、实验操作及测试报告的提供。
5、流程图:(见附件)6、内容及要求:6.1可靠性实验室品质系统作业:6.1.1为确保试验室作业品质,应对试验过程所使用之设备做定期保养维护,实验室之环境,温度应控制在25±5℃ , 湿度应控制在40--70%RH。
6.1.2实验过程中对各项测试,依测试要求及《产品确认检验规定》处理.6.1.3实验过程中对各项条件需做记录.6.1.4测试后结果应明确记录各项数据,并建档保存.6.1.5测试过程中,当仪器设备有异常时应立即呈报部门主管,做相应处理.6.2测试送样作业及测试规定:6.2.1 品管部检验须进行可靠性测试:由检验员送样到实验室,将试验项目及需求完成时间与实验室人员注明清楚,由试验室安排检验。
6.2.2 其它单位物品检验须进行可靠性测试:由申请人员开立“测试委托单”,详细注明产品规格、试验项目及需求完成时间,经品管主管确认后送样到实验室。
6.2.3客户委托测试:客户提供样品,业务部需开立“测试委托单”经品管主管确认后委托实验室测试.6.2.4实验室人员接收样品及“测试委托单”后, ,依委托单位之要求及完成时间做测试.6.2.5测试依《产品确认检验规定》及客户要求进行,将测试过程之数据记录于“产品确认检验报告”、“尺寸检验报告”内以便追溯用。
(“测试报告”编号原则为:Q为品保品质记录,Q XX<年>XX<月>XX<日>XXX<序列号>).6.2.6若实验方法无规范可参考,则由委托送样单位提供.6.2.7测试完成后,需将测试结果记录于“产品确认检验报告”、“尺寸检验报告”,结果判定后经单位主管签核后提供给委托单位。
TINNO整机可靠性测试标准

企业标准
TINNO-WI-NPI-2007
整机可靠性测试标准
文件版本:V1.0
拟 制: 标准化: 审 核: 批 准:
李明
2007-XX-XX 发布
2007-XX-XX 实施
深圳天珑移动技术有限公司发布
CONTENT
一 目的
二 编制依据
三 执行原则
四 适用范围
五 术语、定义
六 主要职责
七 可靠性测试程序
1. 加速寿命测试(ALT) 1.1 室温下参数测试(Parametric Test) 1.2 温度冲击测试(Thermal Shock) 1.3 跌落试验(Drop Test) 1.4 振动试验(Vibration Test) 1.5 湿热试验(Humidity) 1.6 静电测试(ESD) 1.7 室温下参数测试(Parametric Test)
26 IEC 68-2-68 28 IEC 68-2-18/IEC529 29 IEC 68-2-70:1995
30 IEC 68-2-9:1975 32 ISO 1518 33 D/T 1215-2002
电工电子产品环境试验第一部分:总则 移动通信调频无线电话机环境要求和实验方法 移动通信调频无线电话机可靠性要求及实验方法 移动通信设备安全要求和试验方法 移动通信调频无线电话机质量评定规则 电工电子产品环境试验术语 可靠性、维修性术语 电工电子产品环境参数分类及其严酷程度分级 电工电子产品环境试验第 1 部分:实验方法 试验 A:低温 电工电子产品环境试验第 2 部分:实验方法 试验 B:高温 电工电子产品环境试验第 2 部分:实验方法 试验 N:温度变化 电工电子产品环境试验第 2 部分:实验方法 试验 Ed:自由跌落 电工电子产品环境试验第 2 部分:实验方法 试验 Fc 和导则:振动 电工电子产品基本环境试验 试验 Ca:恒定湿热试验方法 电工电子产品基本殊死搏斗试验规程试验 Ka:盐雾试验方法 电工电子产品环境试验第 2 部分:实验方法 试验 Eg:撞击 弹簧锤 信息技术设备的安全
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
7.4.2试验对象:所有线材成品均适用之
7.4.3試驗依據: EIA-364-17
7.4.4試驗方法:
a 溫度 85±2℃條件下 , 持續時間 96H.
b 放置 1H 後確認外觀無損傷 , 功能無 open 或 short 。
7.4.5 成品此項測試按客戶在新產品打樣時規定要求執行;品質出現異常時執行及客戶有要求時執行 ; 每三個月執行一次 .
7.5ROSH 测试
7.5.1試驗目的 :评估连接器产品是否满足 ROSH 要求。
7.5.2试验对象 :所有连接器产品及原料均适用之。
7.5.3试验依据 :参照 DS-RP21《环境管理物质技术标准》。
7.5.4試驗方法:DS-QW0703-QE 《荧光光谱仪作业指导书》。
7.5.5成品此項測試按客戶在新產品打樣時規定要求執行;品質出現異常時執
行及客戶有要求時執行 .
7.6產品可靠性測試處理方式:
7.6.1 當可靠性測試失敗時,由測試人員發出《品質異常處理單》 , 通知工程部進行分析以及改善,改善後由品保測試人員重新進行測試確認 , 當重新測試 Ok, 並追蹤後續二批生產使用情況 , 確認無不良則進行結案處理 ; 若測試還是失敗 , 則需要重新提供改善對策。
7.6.2 可靠性測試失敗的產品及物料 , 則參照 DS-QP0805《不合格品管制作業程序》行處理與執行 , 若產品有出货到客户端 , 品保告知業務 , 由業務連絡客戶進行確認 , 依照協商的方式進行處理 .
7.7針對以上可靠性測試應作好試作記錄。
7.8如客戶有特殊要求另訂之。
八、作業流程 :
見附頁
九、參考文件:
不合格品管制作業程序
矯正及預防措施作業程序
十、使用表單:
10.1 可靠性測試計劃
10.2 老化测试报告
10.3 耐插拔测试报告
10.4 摇摆测试报告
10.5 盐雾测试报告
10.6可靠性测试报告。