滚珠丝杆支撑座结构机安装方法
滚珠丝杠的安装及检测方法

滚珠丝杠的安装方法及安装工具简介
北京圣蓝拓--葛新凯 随着数控机床的普及,作为精密传动部件的滚珠丝杠,应用范围也越来越广,对于机床大修厂家,及设备维护厂家,如何正确的安装滚珠丝杠,既关系到机床的精度,也关系到滚珠丝杠的使用寿命。
下面就滚珠丝杠的安装,从安装专业工具,安装方法及精度,安装后的测试三方面做一下介绍。
一, 专业安装工具
安装工具内六方扳手,组合套筒,根据不同机床进行选用。
检测工具,直角弯板,百分表,常用直角弯板尺寸示意图如下:
二, 安装检测方法,及检测精度
机床的导轨通常分为滑动导轨和滚动导轨,即通常说的线轨与硬轨,对于滚动导轨(线轨),检测精度的百分表,直接固定在导轨滑座上,移动导轨滑座,即可对安装后的丝杠进行检测,对应(图一)。
滑动导轨,利用弯板,将百分表固定在弯板上,移动弯板,即可对丝杠进行检测。
(图二)
(图一)(图二)
如图:对丝杠的上母线和侧母线进行检测
安装和验收精度:按照GB/T 17587.3-1998.
例如:机床丝杠的安装检测标准数据(其他见附表1):
一根丝杠直径50mm,长度1000mm,精度等级P2级。
其全程跳动范围在0.045mm以内。
三, 激光检测
安装新丝杠或重新安装后,由于丝杠的加工和安装误差,移动会有不确定性,根据结构有时需要对丝杠两端的锁紧螺母进行调节,为确保移动准确,在使用之前,需要进行激光检测,总之,对于这些高精度运动部件,需要我们按照标准,精心安装施工,确保其传动精度准确,为企业创造更多的利润。
附表(一)。
滚珠丝杠副支撑安装形式图

滚珠丝杠副作为关键的滚动传动元件,被广泛应用于各种需要定位或传动的机构中,对机构的性能举足轻重。
在实际应用中,滚珠丝杠副的安装方式的选择,同样会影响整个机构的工作效果,根据具体应用情况的不同,滚珠丝杠副的安装可以有多种不同的方式。
不同的安装方式(即支承形式)都有其各自的特点,选取时,既要考虑实际工作要求(定位精度、传动速度、扭矩和推力情况等),又要结合滚珠丝杠副型号规格的选择(涉及内容较多,详情请参阅本站滚珠丝杠副类别的相关内容),只有两者综合考虑合理搭配,才能实现最佳效果,发挥滚珠丝杠副的最大价值。
滚珠丝杠副的安装方式一般叫做滚珠丝杠副的支承形式,通常有两大类(丝杠旋转类和螺母旋转类)共五种典型的支承形式,支承形式不同,所容许的轴向载荷和容许的回转转速也有所不同,应根据工况适当选择。
具体如下,为便于评估,丝杠旋转类每种支承形式后面给出表征其稳定性的“稳定性系数K2”,K2越大表示该形式越稳定,螺母旋转类因受力模型不同,校验体系也不同,不能模型化比较。
一、丝杠旋转类1、“固定—固定”型:K2=4适用于高转速、高精度的场合。
该形式两端分别分别由一对轴承约束轴向和径向自由度,负荷由两组轴承副共同承担。
也可以使两端的轴承副承受反向预拉伸力,从而提高传动刚度。
在定位要求很高的场合,甚至可以根据受力情况和丝杠热变形趋势精确设定目标行程补偿量,进一步提高定位精度。
“固定—固定”型有时也被片面地叫做“双推-双推”,实际上由于径向力的存在几乎很少能用两个推力轴承作为固定端。
由于此形式结构较复杂,调整较难,因此一般仅在定位要求很高时采用。
2、“固定—游动”型:K2=2适用于中转速、高精度的场合。
该形式一端由一对轴承约束轴向和径向自由度,另一端由单个轴承约束径向自由度,负荷由一对轴承副承担,游动的单个轴承能防止悬臂挠度,并消化由热变形产生的应力。
滚珠丝杠的安装方法

滚珠丝杠的安装方法滚珠丝杠由螺杆、螺母、钢球、预压片、反向器、防尘器组成。
它的功能是将旋转运动转化成直线运动,这是艾克姆螺杆的进一步延伸和发展,这项发展的重要意义就是将轴承从滑动动作变成滚动动作。
由于具有很小的摩擦阻力,滚珠丝杠被广泛应用于各种工业设备和精密仪器。
滚珠丝杠是工具机和精密机械上最常使用的传动元件,其主要功能是将旋转运动转换成线性运动,或将扭矩转换成轴向反复作用力,同时兼具高精度、可逆性和高效率的特点。
•机床,丝杆套件,螺钉•人工,扳手,卡尺等1. 1丝杆轴插入单列轴承后,用止推环固定。
用止推环固定后,将轴承插入支撑座内。
2. 3安装精度参考值:偏心倾斜有间隙时: 20-30μm 1/2000max 预压式螺母: 15-25μM 1/3000max 有高精度要求: 10μm以下 1/5000max先调整到安装精度参考值以内。
以固定侧支撑单元为基准时,请将螺母外径与工作台螺母支座内径调整至保持一定的间隙状态。
1. 3以工作台为基准时,对于方形支撑单元使用薄垫片调整中心高度,对于法兰型支撑单元要将螺母外径与工作台螺母制作内径调整至保持一定间隙的状态。
1. 1将滚珠丝杆螺母插入螺母支座后临时紧锁。
(将螺母放置在滚珠丝杆轴的中间位置)2. 2将固定侧和支撑侧的支撑单元临时固定到基座上。
3. 3移动工作台与固定侧支撑单元后,将支撑单元拧紧固定到基座上。
4. 4固定好后,将工作台移动至靠近固定侧的行程尽头附近,幷将工作台和螺母支座相互固定。
5. 5固定好螺母和螺母支座。
6. 6将第4布种固定的螺栓松开,再次将工作台和螺母支座相互固定。
推动工作台至固定支撑单元处调整其中心位置,使工作台能顺畅移动,对于精密工作台还需要将丝杆轴调整到与LM导轨平行的位置。
7.7固定好后,确认工作台的运行状态,将工作台移动至支撑座。
8.8移动工作台至支撑侧支撑单元后,将拧紧支撑单元的固定螺栓。
9.9固定好后,将工作台移动至靠近支撑侧的行程尽头附近,幷再次将工作台和螺母支座松开后相互固定。
滚珠丝杠滚珠装配图解
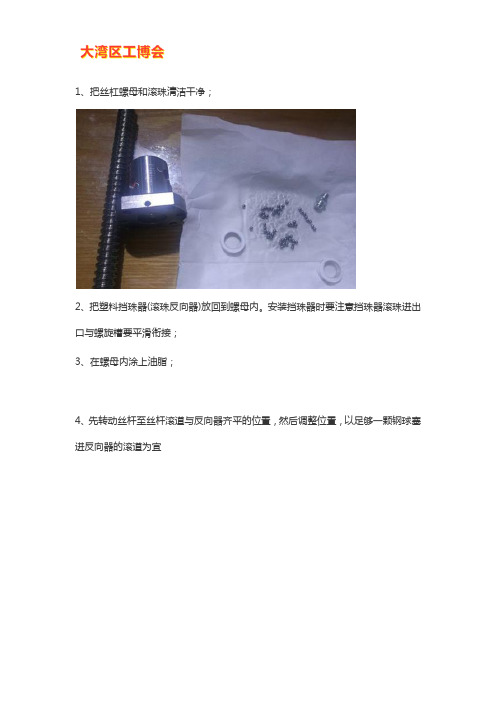
1、把丝杠螺母和滚珠清洁干净;
2、把塑料挡珠器(滚珠反向器)放回到螺母内。
安装挡珠器时要注意挡珠器滚珠进出口与螺旋槽要平滑衔接;
3、在螺母内涂上油脂;
4、先转动丝杆至丝杆滚道与反向器齐平的位置,然后调整位置,以足够一颗钢球塞进反向器的滚道为宜
5、接着一颗接一颗的往反向器的沟沟里塞钢球,可以用粘有油脂的螺丝刀黏上钢球,然后塞进去,直到整一圈都填满;
6、填满一圈后转动丝杆到下一个反向器的位置重复上述操作,上面的图片只是为了演示方便,正确的顺序是从底部开始装填,向上推进。
在螺母意外脱落或你现在已经拆卸的情况下,请按照以下方法把螺母重新安装上去:
1、将空心套的一端用泡沫包装类软物体堵住,穿入清洗干净的无滚珠的螺母内,然后把清洗干净的滚珠按每个循环沟槽一个一个装入,装满一圈后轻轻转动空心套,确认顺畅后再推动空心套装下一圈,直到全部装满为止。
2、再把堵口的填充物弄掉,将空心套连螺母一起套入螺杆轴端,一手顶住空心套,一手慢慢往螺杆上旋入螺母,直至螺母顺畅地全部旋入螺杆的有效螺纹沟槽部分。
最后在螺母注油孔注入润滑脂或润滑油,旋转螺母全行程移动2次以上,以确定运转顺畅,最后再注入一次润滑油脂,至此完工。
滚珠丝杠的装配方法

滚珠丝杠的装配方法
滚珠丝杠的装配方法如下:
1. 准备工作:将滚珠丝杠、螺母和适配器等零件清洗干净,并确保各零件表面无明显的磨损或损坏。
2. 安装螺母:将螺母沿着滚珠丝杠的螺纹方向旋入滚珠丝杠的一端,并确保螺母能够顺利滑动。
3. 加油:在滚珠丝杠表面涂上适量的润滑油或润滑脂,以降低滚动摩擦,提高滚珠丝杠的运行平稳性和寿命。
4. 安装适配器:如果需要将滚珠丝杠连接到其他机械部件上,可以使用适配器进行连接。
将适配器与滚珠丝杠的另一端连接,并确保连接牢固。
5. 调整螺母间隙:适当调整滚珠丝杠上的螺母间隙,以确保螺母在滚珠丝杠上的运动平稳。
6. 预紧螺母:对于一些需要较高精度和刚性的应用,可以使用预紧螺母将滚珠丝杠上的螺母加以固定,以提高系统的运动精度和刚性。
7. 测试滚珠丝杠:在装配完成后,可以进行滚珠丝杠的测试。
通过手动旋转滚珠丝杠,检查螺母是否能够顺利滑动,并观察滚珠丝杠的运行是否平稳和无噪音。
需要注意的是,在进行滚珠丝杠的装配过程中,要避免过度拧紧螺母,以免导致滚珠丝杠过度紧固或损坏。
此外,在使用滚珠丝杠时,定期清洗和加油是必要的,以保持滚珠丝杠的良好运行状态。
滚珠丝杠滚珠安装方法【干货】

滚珠丝杆如何安装滚珠是一个很专业的知识,因为在安装的时候不是一件小事,如果不注重方法,对于产品的使用来说,也是会不合理,希望小编文章的介绍,能够帮助有需求的人。
一、滚珠丝杆如何安装滚珠1、安装的同时,卸下螺母,清洗螺母内部,沟槽内不能有异物,也许有注意,在螺母内部沟槽部分均匀涂抹稍高粘度的润滑脂,接着就是,按完整的循环将滚珠“粘”在沟槽里,注意不能在两个循环器之间安装滚珠。
2、每一圈留有半个滚珠左右的间隙,一般有3到5圈,安装时候,将装好滚珠的螺母某一端顺着螺杆沟槽方向小心旋合,直至螺母完全与螺杆旋合;将螺母按螺杆有效螺纹全程旋转1到2遍,尽量确认没有阻塞手感,就是保证了使用。
二、滚珠丝杆是什么意思1、它的设计原理来说,滚珠丝杆是将回转运动转化为直线运动,或将直线运动转化为回转运动的理想的产品。
2、滚珠丝杆由螺杆、螺母和滚珠组成也是内部的结构,它的功能是将旋转运动转化成直线运动,这是滚珠螺丝的进一步延伸和发展,这项发展的重要意义就是将轴承从滚动动作变成滑动动作。
3、一般来说,由于具有很小的摩擦阻力,滚珠丝杆被广泛应用于各种工业设备和精密仪器。
4、高科技的化身,滚珠丝杆是工具机和精密机械上最常使用的传动元件,其主要功能是将旋转运动转换成线性运动,或将扭矩转换成轴向反覆作用力,产品的特点同时兼具高精度、可逆性和高效率的特点。
滚珠丝杆的精度:国内的精度分为P1,P2,P3,P4,P5,P7,P10这7个等级,JIS等级精度分为C0,C1,C3,C5,C7,C10这6种精度,不过现在台湾也出现C2和C6,这两种精度,P5的精度等级介于C5和C7之间,与出现的C6=0.025基本可以等同。
滚珠丝杠精度等级划分的基本原则是在传动中,实际移动距离和理想移动距离的偏差,偏差越小,精度越高,其中有分为三种情况,一是旋转一周的运行精度;二是整根滚珠丝杠的运行精度;三是任意300的运行精度,一般情况下说的精度是任意300的精度。
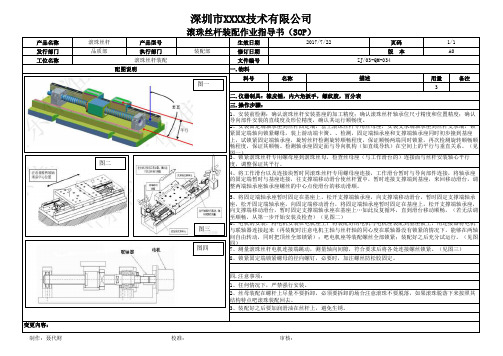
滚珠丝杆组装SOP(2)
4、将工作滑台以及连接块暂时同滚珠丝杆专用螺母座连接,工作滑台暂时与导向部件连接,将轴承座 的固定端暂时与基座连接,往支撑端移动滑台使丝杆置中,暂时连接支撑端到基座,来回移动滑台,调 整两端轴承座轴承座螺丝的中心点使滑台的移动滑顺。
图三 图四
5、将固定端轴承座暂时固定在基座上,松开支撑端轴承座,向支撑端移动滑台,暂时固定支撑端轴承 座,松开固定端轴承座,向固定端移动滑台,将固定端轴承座暂时固定在基座上,松开支撑端轴承座, 向支撑端移动滑台,暂时固定支撑端轴承座在基座上…如此反复循环,直到滑台移动顺畅,(若无法调 至顺畅,从第一步开始安装及检查)(见图二) 6、电机的安装,将电机安装在电机座上;将装配好的电机与电机座装配到基座板上,用连接器将电机 与联轴器连接起来(再装配时注意电机主轴与丝杆轴的同心度在联轴器没有锁紧的情况下,能够在两轴 间自由转动,同时把顶丝全部锁紧);吧电机座等装配螺丝全部锁紧;装配好之后充分试运行。(见图 四) 7、测量滚珠丝杆电机连接端跳动,测量轴向间隙,符合要求后将各处连接螺丝锁紧。(见图三)
三.操作步骤:
1、安装前检测:确认滚珠丝杆安装基座的加工精度;确认滚珠丝杆轴承位尺寸精度和位置精度;确认 导向部件安装的直线度及形位精度,确认其运行顺畅度。 2、安装固定端轴承座到丝杆固定端,套上滚珠丝杆专用丝母座,安装支承端轴承座到丝杆支承端,锁 紧固定端轴向锁紧螺母,装上游动端卡簧。、检测,固定端轴承座和支撑端轴承座同时初步撞到基座 上,试锁紧固定端轴承座,旋转丝杆检测旋转顺畅程度,保证顺畅两端同时锁紧,再次检测旋转顺畅顺 畅程度,保证其顺畅。检测轴承座固定面与导向机构(如直线导轨)在空间上的平行与垂直关系。(见 图一) 3、锁紧滚珠丝杆专用螺母座到滚珠丝母,检查丝母座(与工作滑台的)连接面与丝杆安装轴心平行 度,调整保证其平行。
丝杆的安装方式与要求
丝杆的安装方式与要求1. 介绍丝杆丝杆是一种常用于传动与定位的装置,通常由螺纹丝杆和螺母组成。
它具有转动与移动的功能,可以将旋转运动转化为直线运动,广泛应用于机床、自动化设备、运输设备等领域。
2. 丝杆的安装方式2.1. 水平安装在水平安装中,丝杆的轴线与水平面平行。
这种安装方式广泛应用于水平滚动台、输送机械等场合。
2.1.1. 安装步骤1.准备工作:清洁安装位置,确保没有杂质。
2.固定丝杆支座:将丝杆支座固定在安装位置,确保支座与底板牢固连接。
3.调整丝杆平衡:使用水平仪调整丝杆,使其与水平线保持平行。
4.安装螺母:将丝杆螺母与要定位的零件连接,保证其平稳运行。
2.2. 垂直安装在垂直安装中,丝杆的轴线与垂直平面平行。
这种安装方式常用于电梯、升降机等设备。
2.2.1. 安装步骤1.准备工作:清洁安装位置,确保没有杂质。
2.固定丝杆支座:将丝杆支座固定在安装位置,确保支座与底板牢固连接。
3.检查丝杆直线度:使用测量仪器检查丝杆的直线度,确保其符合要求。
4.安装螺母:将丝杆螺母与要定位的零件连接,保证其平稳运行。
3. 丝杆的安装要求3.1. 安装位置•安装位置应选择在结构稳定、承重能力强的地方。
•安装位置应远离震动源,以确保丝杆的正常运行。
3.2. 支座安装•支座的安装应牢固可靠,能够承受丝杆的轴向和径向负载。
•支座的固定螺栓应均匀拧紧,避免出现松动现象。
3.3. 直线度要求•丝杆的直线度应符合相关标准要求,以保证丝杆在运动过程中的稳定性和精度。
•在垂直安装时,还应检查丝杆的竖直度,以保证零件的垂直定位精度。
3.4. 润滑要求•在安装丝杆和螺母之前,应在其表面涂抹适量的润滑脂,以减小摩擦系数,保证丝杆的顺畅运行。
•在使用过程中,应定期检查润滑脂的状态,及时添加或更换。
3.5. 力矩要求•在安装丝杆和螺母时,应根据实际情况确定适当的紧固力矩,以避免过紧或过松造成的问题。
•过紧可能导致运动不顺畅,过松可能导致零件松动、脱离等安全问题。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
滚珠丝杆支撑座结构机安装方法
滚珠丝杆支撑座结构及安装
支撐座結構特徵(EK、EF、BK、BF、FK、FF、AK和AF型)
◎支撐座有8個型號,對標準滾珠螺桿庫存品的軸端、成品,預備了標準化的支撐座EK、 EF、FK、FF型,對一般滾珠螺桿預備了標準支撐座AK、AF、BK、BF型。
固定側裝有經預壓調整的JIS5級或P0級的角接觸滾珠軸承,可依選用螺桿等級做最符合經濟的搭配。
高精度穩定的回轉性能。
◎支撐側使用深溝槽滾珠軸承。
◎支撐座EK、BK、FK和AK型的內部軸承含有適量的鋰皂基潤滑脂,用特殊密封。
所以這些型號能夠長期使用。
安裝程序
【安裝支撐座】
(1)將固定側安裝到螺桿上。
(2)將固定側插入,擰緊鎖緊螺帽,用墊塊和內六角固定螺栓將其固定。
(3)支撐側軸承用止動環固定到螺桿軸上,並裝入支撐側支撐座。
注1:請勿將支撐單元拆解。
注2:螺桿軸插入支撐單元時,注意請不要將油密封墊片的凸緣球翻。
注3:用內六角固定螺栓壓緊墊塊時,為防止鬆馳請將內六角固定螺栓塗上粘結劑後再擰緊。
另外在嚴酷的條件下使用時,還必須採取措施防止其他零部件的鬆池,詳細情況請與HCH上海汉承聯繫。
【工作臺程基座上的安裝】
(1)使用支座把滾珠螺桿螺帽安裝在工作臺時,將螺帽插入支座並暫時擰緊。
(2)將固定側暫時擰緊到基座上。
這時,請將工作臺靠近固定側支撐單元並對準軸中心,調整工作臺使基能平滑移動。
◎以固定側為基準時,請調整滾珠螺桿螺帽與工作臺或支座內之間保持一定間隙。
◎以工作臺為基準時,用薄墊片調整(角型支撐單元用)、或將螺帽外表面與安裝部內面之間留一定間隙(圓型支撐座用)進行調整。
(3)將工作臺靠近固定側支撐單元,並對準軸中心,使工作臺往返數次,一直調整到螺帽整個行程都能平滑運動,並暫時將支撐座擰緊在基座上。
【確認精度及完全擰緊支撐單元】
◎用千分錶一邊測試滾珠螺桿軸端的擺動及軸向間隙,一邊按順序完全擰緊滾珠螺桿的螺帽、螺帽支座、固定側、支撐側。
【與馬達的連接】
(1).將馬達支座安裝到基座上。
(2).用聯軸節將將馬達與滾珠螺桿連接起來。
(注意安裝精度)
(3).請注意進行充分的試車運行。
此机电信息由上海汉承机电设备有限公司提供。