丝印不良项目及原因分析
印刷检验项目及技巧

印刷厂各部门检验项目及技巧印刷部1.说明书的检验项目●对照工程单所要求的事项,如新版、旧版、底面版、牙口反、自反版等客户有无特别要求等;●开机较版时,首先对样办的内容、针位、色墨对不对,有无粘胶布、漏字、凹胶布、墨屎、版自带坏毛病;●较好版开始一路开时,应时常巡查有无水干、水大、过底双勾、字蒙、断字和第B点易出现的问题;●注意印第二转时,自反版、牙口反或底面版,对照工程单和样办然后主要检查有无后炮粘花,有无印错和第B点易出现之问题。
2.彩盒(彩咭)的检验项目●对照工单的所有要求和注意事项,如印色、用料、尺寸、印法;●开机较版时,首先对OK样办的颜色,有无色偏,特别是专色油墨的颜色,然后逐一检查有无坏胶布,版上有无白点、有无墨屎、水干、水大、套位不正、纸粉花、喷粉花、粘花、重影、印刷鬼影、过油不良、折皱、纸毛、滴水、滴油。
3.印刷最易出现的问题:●套位不正:首先版房拼版时叠色没叠准,纸张原因都能影响套位不准,若在同一单中有横纹纸、条纹纸也易出现错位。
●墨屎:一般为油墨太干、有尘、纸毯子严重、粉多等都能出现墨屎(刚打开罐的油墨表面有一层较干表层在放入黑斗时未取净)。
●喷花粉:喷粉机开过大粉太多。
●后炮粘花:因头一次印刷时留有油墨在后炮上,第二次印刷时没有洗干净(水大就有后炮粘花,特别是说明书)又因机器压力问题都可能有后炮粘花。
●重影:也叫双勾,有时机器的压力或胶布的松紧都易影响印件或叠影(机器上有很多原因可导致重影)。
●纸粉花:因来料纸上本身粉太多,在印刷时慢慢积在版上或胶布上形成一团,有一点象墨屎又象胶布坏一样,但有一定的区别。
●鬼影:版面双邻位置墨位反差较大,造成其中一位置的图案在别的一个地方出现一个影子。
●水大:在印刷在水辘的水太少或是没加酒精都能引起水干现象。
●粘花:印件在收纸部分时,没有打开粉机,印件上无粉,干得较慢,越印越多,后面就易与表面粘花。
4.印刷部检验技巧单面:同一般的检查方法;双面:印第一面时,注意背面有无过底粘花,背面擦花印第二面时应该特别注意,第一面有无擦花,飞达压纸轮压退(压轮压的太紧)底面针位。
车缝检验规范
●
6.裁切刀横切错位及刀模变形切出的产品不符要求;
●
●
7.布料没放平,切出产品大小不一致。
●
●
核 准
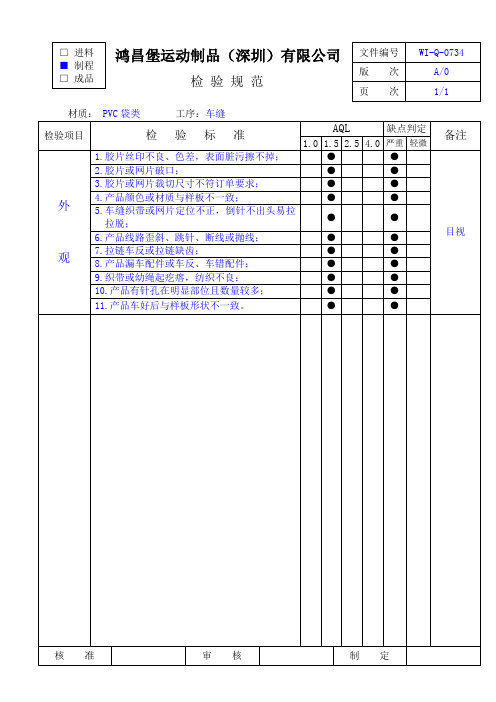
检 验 规 范
材质:泳帽工序:车缝
检验项目
检 验 标 准
缺点判定
备注
1.0
1.5
2.5
4.0
严重
轻微
外
观
1.橡筋条订位不对称,上反,接头订在印花面;
●
●
目视
●
●
目视
2.产品材质或颜色不对样板;
●
●
3.产品裁切尺寸不符合订单要求;
●
●
4.切口位不平、斜度大或烫伤;
●
●
5.印唛字体缺油、重影、飞油、错位;
●
●
6.印唛字体颜色、位置与样板不符。
●
●
核 准
审 核
制 定
鸿昌堡运动制品(深圳)有限公司
检 验 规 范
材质:织带类/手机绳工序:车缝
检验项目
检 验 标 准
检 验 标 准
缺点判定
备注
1.0
1.5
2.5
4.0
严重
轻微
外
观
1.产品漏车配件或漏车工序;
●
●
目视
直尺
2.车缝位破口或车缝不到位;
●
●
3.车缝线路不直、断线、抛线、跳线、倒针不到位;
●
●
4.提带长短不一致但不明显,长短相差0.5㎝;
●
●
5.袋口黑色布宽度不一致;
●
●
6.网片有色差不明显;
●
●
7.产品车反、车错;
鸿昌堡运动制品(深圳)有限公司
QCC制程改善方案
19/28
应对措施
NO. 对策内容 1 1.轮转保养时对拉纸压轮重点清洁,防 止压轮脏污转移至材料表面,轮转机台标 识重点清洁区域,提醒作业员!见附图八: 责任人 执行时间
轮转/宋财富
2010/08/01
2.修改作业方式,量产中针对有满版底 色印刷的产品多开一座UV灯(即3色印 轮转/宋财富 刷时,打开4座UV灯),所有颜色印刷 完成后经多次UV灯烘烤,确保烘干效果. 此对策执行由产线品管首件及巡检中核 查。
4.
不良信息的传递
A.由品保部整理每天检验的不良样品,提交给相关生产单位,由领班召集作业人员了解分析。 B.生产领班根据不良样品分析得出的结论进行不良追踪确认,确保改善效果及对策执行情况。
责任人:向仕杰 胡卫 完成日期:10/07/30
22/28
后期改善方案
5. 改善成果的维持
A.丝印部将YUPO材料掉油墨的改善课题持续维持,保持品质稳定。
3
商标 2% 1.8% 1.9% 1.6% 2.0% 1.6% 1.8% 1.3% 1.1% 1.0% 1.07% 0.5% 1.1% 0.3% 1.3%
25/28
达成状况一
丝印制程目标与达成
10.00% 8.00% 6.00% 4.00% 2.00% 0.00% 5月 6月 7月 8月 9月 10月 11月 12月
B.根据材料特性将对策水平展开到其它部品上,确保不良不再发生。 责任人:胡卫 完成日期:10/07/30
6.
异物不良的改善
A.丝印部品在印刷前由助手用除尘滚轴在材料表面上来回滚压一次,将表面的灰尘去除,防止异物不良发生. B.轮转机印刷部品,在材料送纸处增加除尘胶带,印前将材料表面的异物粉尘粘掉,减少异物不良的发生.
丝印不良项目及原因分析

LOGO阴阳色原因分析
墨刀铺墨不均匀 刮胶不平整 刮刀压力不均匀 油墨搅拌不均匀
散油原因分析
油墨太稀,油墨粘度低 玻璃表面脏污 玻璃表面能低于油墨表面能
丝印不良项目及原因分析
工序
黑框
丝印不良项目
牙缺、锯齿、透光
备注
头色
牙缺、锯齿、透光、散油 牙缺、锯齿、透光、散油、黑白点、气 泡、阴阳色、橘皮纹、圈印
IR
牙缺、锯齿在头色 镂空部分检验 分实体和填充两种 类型,填充类牙缺、锯齿在头色 镂空部分检验
LOGO
牙缺、锯齿、透光、黑白点、阴阳色
牙缺原因分析
网版网目数过低,印刷表面粗糙,难以流平 油墨太干,流平效果不好 固化剂添加比例过高 网距过低,网版弹离速度慢,容易产生网痕印
IR阴阳色原因分析
墨刀铺墨不均匀 刮胶不平整 刮刀压力不均匀 油墨搅拌不均匀
LOGO黑白点原因分析
玻璃表面有脏污 镜面银油墨搅拌不均匀,银油、光油、固化剂未搅拌均 匀,银油和光油分层 成品经超声波清洗机清洗后,水的震荡能力强,击穿镜 面银
玻璃表面脏污(视窗区与油墨区边缘) 网版脏污(视窗区与油墨区边缘) 网版边缘感光胶脱落
锯齿(亮边)原因分析
网版边缘不齐,或感光胶平坦度不足,连续印刷容易油墨 渗入导致亮边 油墨干燥挥发快,容易堵网,边缘毛边,油墨的适印性和 持久性差 治具不平整,刮胶刮墨印刷时与玻璃高底不平所致 油墨太稀,流动性较强
丝印不良项目及原因分析
内容
印刷原理及过程 网版制作分解 丝印不良项目及原因分析
印刷原理及过程
刮胶 网版 ②
①
油墨
白片Байду номын сангаас
印刷治具
作业台
包装印刷丝印日常检测与异常处理流程(ppt 36页)
认识参数
Down-stop
pressure
flood-speed
刮刀
Print-speed
Snap-off
印刷相关工艺参数对印刷湿重的影响
烧结原理
印刷后的金属固体颗粒具有很大的比表面积,具有 极不规则的复杂表面状态以及在颗粒的制造 、细化处理 等加工过程中,受到的机械、化学、热作用所造成的严 重结晶缺陷等,通过烧结,金属颗粒与硅表面由接触关 系转化为结合关系,自由表面的收缩、空隙的排除、晶 体缺陷的消除等都会使系统转变为热力学中更稳定的状 态,使浆料在高温中烧结成密实结构。
丝网印刷设备 使用设备:BACCINI(意大利)
丝网印刷设备
印刷系统
传输装置 印刷装置
软件 辅料
传输装置
Sensor
Walk beam
Cell Flip
印刷装置
Rectify Axis Claw
Screen Alignment Camera Vacuum Table
Table Lifter
烘箱
1 号 烘 箱:干燥硅片,保障下步印刷时已印刷的背电极免 遭破坏。
背电场印刷:重新参杂,去电池片背面PN结,减少载流子 复合,增大开压。
2 号 烘 箱:保障正电极印刷时背电场免遭破坏。
正电极印刷:搜集光生电流,提供电池片物理上的负电极
烧
结:干燥硅片上的浆料,燃尽浆料的有机组分,
使浆料和硅片形成良好的欧姆接触。
烧结对电池片的影响
相对于铝浆烧结,银浆的烧结要重要很多,对电池片电性 能影响主要表现在串联电阻和并联电阻,即FF的变化。
丝印不良项目及原因分析

成品经超声波清洗机清洗后,水的震荡能力强,击穿镜
面银
LOGO阴阳色原因分析
墨刀铺墨不均匀 刮胶不平整 刮刀压力不均匀 油墨搅拌不均匀
散油原因分析
油墨太稀,油墨粘度低 玻璃表面脏污
玻璃表面能低于油墨表面能
工序丝印不良项目备注牙缺锯齿透光散油ir牙缺锯齿透光散油黑白点气泡阴阳色橘皮纹圈印镂空部分检验logo牙缺锯齿透光黑白点阴阳色分实体和填充两种类型填充类牙缺锯齿在头色镂空部分检验玻璃表面脏污视窗区与油墨区边缘网版脏污视窗区与油墨区边缘网版边缘感光胶脱落网版边缘不齐或感光胶平坦度不足连续印刷容易油墨渗入导致亮边油墨干燥挥发快容易堵网边缘毛边油墨的适印性和持久性差治具不平整刮胶刮墨印刷时与玻璃高底不平所致油墨太稀流动性较强玻璃表面脏污网版脏污油墨太干流动性差油墨太稀油墨粘度低irir粉和光油分层ir油墨使用时间过长油墨结块ir孔内有脏污ir油墨搅拌不均匀颜料稀释剂未搅拌均匀ir油墨搅拌速度太快产生气泡后流平性较差不能自行消灭气泡网版网目过低网版网目数过低印刷表面粗糙难以流平油墨太干流平效果不好固化剂添加比例过高网距过低网版弹离速度慢容易产生网痕印ir墨刀铺墨不均匀刮胶不平整刮刀压力不均匀油墨搅拌不均匀logo玻璃表面有脏污镜面银油墨搅拌不均匀银油光油固化剂未搅拌均logo墨刀铺墨不均匀刮胶不平整刮刀压力不均匀油墨搅拌不均匀油墨太稀油墨粘度低玻璃表面脏污玻璃表面能低于油墨表面能
玻璃表面脏污 网版脏污 油墨太干,流动性差 油墨太稀,油墨粘度低
IR黑白点原因分析
ir粉和光油分层 ir油墨使用时间过长,油墨结块 ir孔内有脏污 ir油墨搅拌不均匀,颜料、稀释剂未搅拌均匀
IR气泡原因分析
油墨搅拌速度太快ቤተ መጻሕፍቲ ባይዱ产生气泡后,流平性较差,不能自
同方丝印不良8D改善报告

主题Caption 遥控器丝印字体不良*13PCS.供应商Supplier深圳金星精密技术有限公司客户Customer 沈阳同方物料编号S/N845-052-03B05/SY14008金星报告编号编号:B-QC-S-007CAP001第几次RO1成立小组Form theTeam张廷相、李冉、何奇祥、冯长庚、黄小燕,张家全,张昌南,张升东问题描述Problem description(5W2H) 1.When发生时间:2014年04月23日2.Where地点: 沈阳同方3.Who当事人: 金星生产部/品质部4.What问题主要内容: 同方客户在检验时发现遥控器不良(丝印字体模糊)占*13PCS.5.Why为何发生:1.面壳材料丝印来料问题;2.生产落机时漏检导致不良品流入客户。
6.How现时状态:遥控器不良问题,已确认属实;客户要求派人返工并提供改善报告。
过渡措施Containmen t action 1.Implementation of the actions/措施实施:1.培训生产线所有作业员,按照客户标准及作业标准书进行作业,IQPC进行巡检监督;发现不符合要求的工序立即纠正处理;2.生产QC在全检时特别留意外观丝印不良问题,由原来的两人检查丝印现增加到3人全检在经QC全检合格后方可流入下一道工序。
3.OQC将此类问题列入重点管控项目,重点检验,杜绝不良品流入客户。
2.Verification of the actions/结果确认:对25/4日生产1000PCS品质部进行确认全检1000PCS没有发现丝印不良,以上效果确认有效,可按此规定执行。
Rootcause 根本原因(4M1E) 寻找真正原因/Root causes find out:1.人(M):新进QC人员没有做重点培训,品质意识不足及QC漏检导致。
2.机(M);3.料(M):机壳来料丝印不良,品质员没有严格把好关导致。
4.法(M): 管理员监管不到位人为疏忽导致。
五金冲压产品丝印PFMEA

机种/项目:五金冲压产品丝印(COVER)日期:FMAM编号:类型:责任:生技/品保/生产编制者:共 1 页,第 页.项目功能采取措施S O DRPN下料切边毛边毛刺可能对人体造成伤害5低度模具刀口不利4对模具进行维修,产品不可有毛边出现增加压毛边工序240折弯角度偏差无法组装6高度定位间隙3调整模具定位量产前凡定位有间隙,不可生产236模痕不符合规格要求;外观不良.5低度模具折块粗糙4模具折块进行抛光,电镀.量产前凡模具粗糙者不可生产.240 字体模糊不符合规格要求;外观不良.5低度丝印网板被灰尘,毛屑堵住了3 FQC 每小时确认一次加强丝印车间无尘效果230字体偏移不符合规格要求;外观不良.5低度 丝印治具不固定,晃动3固定丝印治具FQC首件100%确认115产品变形不符合产品的质量要求7低度包材不符合规格要求4包装之包材务必是规格之包材品保在生产时对所使用之包材作确认128混料不符合产品的质量要求5低度相似机种在同一条线生产3杜绝相似机种在同一线生产并监督其相似机种不可在同一在线生产.230纸箱破损不符合包材规格的包材,造成产品变形,刮伤,客户抱怨.5低度包材使用时间过长3不可采用破损纸箱严格按照包材规格要求作业,要求人员落实自检动作.230标示错误不符合包材规格的包材,造成产品混料,客户抱怨.5低度作业员对产品的机种,料号不解不够.3生产前由班干部对贴标签人员进行讲解.排定教育训练,列出机种料号对照表的清单,并进行倡导.230漏贴标签不符合包材规格的包材,造成产品混料,客户抱怨.5低度作业员对产品未做一箱贴一箱标签.3要求装箱人员对生产完成的产品做一箱贴一箱贴标.品保对生产作业动作进行监督.330出货搬运造成变形在客户端造成投诉,影响公司质量形象.5低度搬运时未做到轻拿轻放2要求搬运工轻拿轻放早会上进行倡导,提高搬运工的质量意识.330潜在失效模式与效应分析表(PFMEA)严重度(S)级别现行设计控制预防潜在失效基因/机理(原因)频度数(O)现行设计控制探测潜在失效模式潜在失效后果包装审批:吴财源编制:审核:入库措施结果探测度(D)RPN 建议措施责任及目标完成日期丝印折弯成型。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
丝印不良项目及原因分析
工序
黑框
丝印不良项目
牙缺、锯齿、透光
备注
头色 IR LOGO
牙缺、锯齿、透光、散油
牙缺、锯齿、透光、散油、黑白点、气 泡、阴阳色、橘皮纹、圈印
牙缺、锯齿在头色 镂空部分检验
牙缺、锯齿、透光、黑白点、阴阳色
分实体和填充两种 类型,填充类牙缺、锯齿在头色
镂空部分检验
中新口腔
• 玻璃表面能低于油墨表面能
中新口腔
丝印不良项• 网版制作分解 • 丝印不良项目及原因分析
中新口腔
印刷原理及过程
网版
刮胶 ②
① 油墨
白片
印刷治具 作业台
印刷治具 作业台
印刷原理:丝网印刷是刮板刮印网版上散开的油墨,挤压印刷版使油墨转移 到玻璃上的印刷技术。 印刷过程:通过刮板如左上图那样从中心位置①→②移动,油墨如右上图被挤 压转移 到玻璃上。
中新口腔
透光原因分析
• 玻璃表面脏污 • 网版脏污 • 油墨太干,流动性差 • 油墨太稀,油墨粘度低
中新口腔
IR黑白点原因分析
• ir粉和光油分层 • ir油墨使用时间过长,油墨结块 • ir孔内有脏污 • ir油墨搅拌不均匀,颜料、稀释剂未搅拌均匀
中新口腔
IR气泡原因分析
• 油墨搅拌速度太快,产生气泡后,流平性较差,不能自行 消灭气泡
• 网版网目过低
中新口腔
橘皮纹原因分析
• 网版网目数过低,印刷表面粗糙,难以流平 • 油墨太干,流平效果不好 • 固化剂添加比例过高 • 网距过低,网版弹离速度慢,容易产生网痕印
中新口腔
IR阴阳色原因分析
• 墨刀铺墨不均匀 • 刮胶不平整 • 刮刀压力不均匀 • 油墨搅拌不均匀
中新口腔
LOGO黑白点原因分析
• 玻璃表面有脏污 • 镜面银油墨搅拌不均匀,银油、光油、固化剂未搅拌均
匀,银油和光油分层 • 成品经超声波清洗机清洗后,水的震荡能力强,击穿镜
面银
中新口腔
LOGO阴阳色原因分析
• 墨刀铺墨不均匀 • 刮胶不平整 • 刮刀压力不均匀 • 油墨搅拌不均匀
中新口腔
散油原因分析
• 油墨太稀,油墨粘度低 • 玻璃表面脏污
牙缺原因分析
• 玻璃表面脏污(视窗区与油墨区边缘) • 网版脏污(视窗区与油墨区边缘) • 网版边缘感光胶脱落
中新口腔
锯齿(亮边)原因分析
• 网版边缘不齐,或感光胶平坦度不足,连续印刷容易油墨 渗入导致亮边
• 油墨干燥挥发快,容易堵网,边缘毛边,油墨的适印性和 持久性差
• 治具不平整,刮胶刮墨印刷时与玻璃高底不平所致 • 油墨太稀,流动性较强