abfcrfCQI-9热处理评审资料翻译
CQI-9热处理过程评估第二版(中文)
Version 2, Issue 8/07
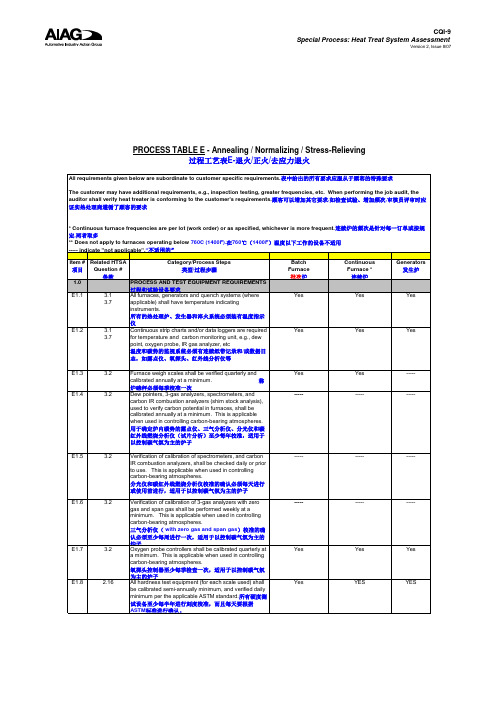
PROCESS TABLE E - Annealing / Normalizing / Stress-Relieving 过程工艺表E-退火/正火/去应力退火
All requirements given below are subordinate to customer specific requirements. 表中给出的所有要求应服从于顾客的特殊要求 The customer may have additional requirements, e.g., inspection testing, greater frequencies, etc. When performing the job audit, the auditor shall verify heat treater is conforming to the customer's requirements. 顾客可以增加其它要求,如检查试验、增加频次,审核员评审时应 证实热处理商遵循了顾客的要求
CQI-9热处理系统评审评估表(第三版)中文与TS16949条款对照 (2)

是否确保输入 接收系统的数 2.1 据与顾客发运 文件上的信息 相一致。
热处理全过程 的产品和生产 2.2 状态是否清晰 地标识并实 施?
在热处理全过 程中能否保证 2.3 批次可追溯性 和完整性?
序号 问题
要求/指南
为防止错误发运或与其他批次零件混 淆,应建立可疑品和不合格控制程序 。该程序能有效地防止不合格产品流 入到生产系统,程序应规定适当的处 置、产品标识和原材料进入指定区域 的跟踪。应明确指定不合格零件的存 放区,以保证这类材料的隔离。 热处理炉和其他过程设备存在容易滞 留零件的死角区,零件的滞留能导致 损坏、不正确处理的零件或批次混淆/ 污染。在整个热处理过程中应有一个 系统用于识别死角区,以减少零件混 淆的风险(例如混入不合适的零件、 未经热处理的零件或热处理不当的零 件)。热处理组织应建立文件化的程 序对每一个热处理过程/设备的死角区 进行识别和监控。当每个零件的热处 理工艺或装备改变时应识别并监控其 潜在的死角区。 装有顾客产品的容器应没有不合适物 料。对卸空后及重新使用前的容器应 予检查,以确保所有零件和不合适物 料已被取出。应确定并说明不合适无 聊的来源。这样可确保在已完成热处 理的批次成品中没有混杂不合格的热 处理零件和不合适的物料。 应规定热处理零件的装载参数,制定 作业文件并加以监控。装载参数包 括:进料速度、传送带速度、每筐的 零件数、装载重量。检查频率参见过 程表3.0 。 计划外或紧急情况停工在很大程度上 会增加不恰当的过程风险。操作者应 接受针对设备出现紧急情况包括停电 时如何进行材料处理、实施遏制措施 和隔离产品的培训,培训应形成文件 记录。明确规定设备出现紧急情况和 潜在失效的作业指导书操作者应易于 理解。该作业指导书应规定所有与热 处理过程如装炉、奥氏体化、淬火和 回火等有关的遏制措施。 产品的搬运、贮存和包装应充分保证 产品的质量。应针对防止零件损坏和 其他质量风险,对热处理装炉载系统 、在线搬运和发运过程进行评审。某 些设备包括传送带和其他移动部件不 可能适用于所有的零件配置,又如料 筐装载过量的产品也可能增加零件损 坏的风险。 工厂的清洁、内部管理、环境和工作 条件应有利于质量控制和改进。热处 理组织应当评审这些条件及其对质量 的影响。应明确规定并执行内部管理 制度。应检查有害于产品质量的环境 因素,如零件散落在地面上、淬火槽 周围有油污、不适合的车间照明、烟
cqi-9标准英文原版
cqi-9标准英文原版CQI-9是汽车行业中用于评估热处理供应商的标准,也被称为汽车行业质量倡议第9号标准。
该标准的英文原版是由汽车工业行动小组(AIAG)制定的,以下是CQI-9标准的英文原版:CQI-9 Heat Treat System Assessment.1. Scope.This document defines the requirements for a Heat Treat System Assessment. The assessment is a standardized process to evaluate and improve heat treat management and control processes and is applicable to all heat treat suppliers.2. Purpose.The purpose of this assessment is to provide a common framework for heat treat suppliers to assess their systems and processes, identify areas of improvement, and implement effective actions to achieve and sustain high-quality heat-treated products.3. Definitions.Heat Treat System: The combination of equipment, procedures, and personnel used to perform heat treatment processes.Heat Treat Supplier: An organization that performs heat treatment processes on products for the automotive industry.4. Assessment Criteria.The assessment criteria are divided into 15 sections, covering various aspects of heat treat system managementand control. These sections include:Management Responsibility.Quality Planning.Customer-Specific Requirements.Design and Development.Production Part Approval Process.Control of Production and Service Provision. Control of Measuring and Monitoring Devices. Measurement System Analysis.Calibration System.Control of Nonconforming Product.Corrective Action.Preventive Action.Control of Records.Internal Audits.Training.5. Assessment Process.The assessment process involves a series of steps, including:Pre-assessment activities.On-site assessment activities.Post-assessment activities.Corrective action and continuous improvement.6. Assessment Results.The assessment results are used to identify areas of improvement and develop action plans to address anyidentified nonconformities or opportunities for improvement. The results are also used to monitor the effectiveness ofimplemented actions and track progress over time.7. Compliance.Compliance with the requirements of CQI-9 is essential for heat treat suppliers to meet the quality expectationsof the automotive industry. Non-compliance may result in corrective actions or potential disqualification as an approved supplier.It is important to note that the above is a brief summary of the CQI-9 standard in its original English version. For a comprehensive understanding and implementation of the standard, it is recommended to referto the complete and official version of the document, which can be obtained from the Automotive Industry Action Group (AIAG) or their authorized distributors.I hope this provides you with the requested information about the original English version of the CQI-9 standard.Let me know if there is anything else I can assist you with.。
CQI-9热处理审核内容表
Special Process: Heat Treat ProcessAssessment特殊过程:热处理过程评审Section 1 - Management Responsibility & Quality Planning第一部分—管理职责和质量策划Question Number 问题编号Question问题Requirements /Guidance要求/指南ObjectiveEvidence客观证据1.1Is there adedicated andqualified heattreat persononsite?是否有具有合格全职的现场热处理责任人?To ensure readily available expertise, there shall be a dedicated and qualified heat treat person onsite. This individual shall be a full-time employee and the position shall be reflected in the organization chart. A job description shall exist identifying the qualifications for the positionincluding metallurgical and heat treat knowledge. The qualifications shall include a minimum of 5 years experience in heat treat operations or a combination of aminimum of 5 years of formalmetallurgical education and heat treat experience.为确保具有方便的热处理技术,现场应具有合格全职的热处理责任人。
CQI-9中英文最新整套资料

1
CQI-9Special Process: Heat Treat System Assessment Version 3, Issue 10/11
Special Process: Heat Treat System Assessment
Assessment
Questi on Numb er
Question
Requirements and Guidance
Objective Evidence
N/A
Satisfactory
Not Satis
1.5
Are all heat treat related and referenced specifications current and available? For example: Industry and customer specific specifications such as SAE, AIAG, ASTM, ISO, EN, JIS, General Motors, Ford, and Chrysler. 热处理相关规范和引用规范 是否为最新的和可使用的? 例如,行业及顾客具体规范 如SAE、AIAG、ASTM、 ISO、 EN、 JIS和通用、福 特、戴姆勒克莱斯勒等公司 。
Requirements and Guidance
Objective Evidence
N/A
Satisfactory
Not Satisfactory
Needs Immediate Action
1.3
The organization shall incorporate the use of a documented Failure Mode and Effects Analysis (FMEA) procedure and ensure the FMEA's are updated to reflect current part quality status. The FMEA shall be written for each part or part family or they may be processspecific and written for each process. In any case, they shall address all process Are heat treat FMEA's up to steps from part receipt to part shipment and all key heat treat process date and reflecting current parameters as defined by the organization. A cross-functional team shall be used in the development of the FMEA. All special characteristics, as defined by the processing? 热处理的PFMEA是否得到 organization and its customers, shall be identified, defined, and addressed in the 更新并与当前的工艺过程一 FMEA.组织应有文件化的PFMEA管理程序,并确保PFMEA得到更新以反映零件 当前的质量状况。每一零件或零件系列应有形成文件的PFMEA,或者每一过程都 致? 具有明确的过程规范。无论哪种情况,FMEA应体现从材料接收到零件交付的所 有过程步骤,同时组织需对所有关键热处理的过程参数给予确认。应建立包括操 作者在内的多方论证小组进行PFEMA开发,具有高风险顺序数RPN值的项目应每 年进行处理和关注。所有顾客和组织定义的关键特性、重要特性均应在PFEMA中 得到识别、定义和说明。
CQI-9热处理过程审核资料
求 Th时e ,org电a镀niz厂at应ion联s系ha顾ll 客inc并or保po持ra过te程th更e u改s说e o明f a的d记oc录um。ented Failure
Mode and Effects Analysis (FMEA) procedure and ensure the FMEAs
组织结构图(过程审核)
planning procedure. A feasibility study shall be performed and internally approved for each part. Similar parts can be grouped into part families
FMEA管理程序并确保FMEA及时更新以反映当前零件的质量状态。应为
Are finish process
The organization shall incorporate the use of a documented Control Plan
control plans up to date procedure and ensure the Control Plans are updated to reflect current
1:培训记录/资质证书/上岗证/劳动合同
√
的,具有相关资格的电 job description shall exist identifying the qualifications for the postition
镀人员?
iTnhceluodringgancihzeamtioincaslhaanlldinpclaotripnogrkanteowaldeodcguem. eTnhteedquaadlvifaicnacteionqsuaslhitayll
CQI-9第三版_热处理评估中英文版(第三版标准)
All hardness test equipment (for each scale used) shall be calibrated annually minimum, and verified daily or prior to use, per the applicable ASTM standard, ISO standard, JIS standard, or
Dew pointers and gas analyzers, used to verify proper atmosphere in furnaces, shall be calibrated annually at a minimum.
检测炉内碳势的露点仪、气体分析仪应至少每年校准一次。
2.16
minimum.
使用前(用蒸馏水)先检验折射计(专门用来检查淬火聚合物和清洗槽的溶液),并且按照制造商要求每年至少校准一次。
PYROMETRY 高温测试
过程表B: 渗碳(瓦斯)和含铁碳氮共渗(瓦斯或盐)
All requirements given below are subordinate to customer specific requirements. 以下给出的所有要求都隶属于客户特定要求。
The customer may have additional requirements, e.g., inspection testing, greater frequencies, etc. When performing the job audit, the auditor shall verify heat treater is conforming to the customer's requirements. 客户有其它附加要求,如检查测试、更高的频率等,在作业审核时,审核员应证实热处理供应商满足客户要求。
CQI-9 审核表 中英版
CQI9热处理审核
CQI9热处理审核1.1Is there a dedicated andqualified heat treat persononsite?现场是否有专职和有资格的热处理人员To ensure readily available expertise, there shall be a dedicated and qualified heattreat person on site. This individual shall be a full-time employee and the positionshall be reflected in the organization chart. A job description shall exist identifyingthe qualifications for the positionincluding metallurgical and heat treat knowledge. The qualifications shall includea minimum of 5 years experience in heat treat operations or a combination of aminimum of 5 years of formal metallurgical education and heat treat experience.·全职、在册员工;·具备冶金和热处理专业知识;·至少5年热处理操作经验或至少5年基础冶金教育及热处理经验。
1.2Does the heat treaterperform APQP?是否对热处理进行先期质量策划_APQP?The organization shall incorporate a documented Advance Product and QualityPlanning (APQP) procedure. A feasibility study shall beperformed and internallyapproved for each part. Similar parts can be grouped into part families for thiseffort as defined by the organization. After the production Part Approval Process(PPAP) is approved by the customer, no process changes are allowed unlessapproved by the customer. The heat treater shall contact the customer whenclarification of process changes is required. This clarification of significantprocesses change shall be documented.有APQP程序,每个零件进行了可行性研究和内部批准;相似零件能够组成零件族并得到定义;PPAP后,无顾客未批准的过程更改;重大过程更改的澄清应联系顾客并保持记录。
abfcrfCQI-9热处理评审资料翻译
ABFCRF CQI-9热处理评审资料翻译介绍ABFCRF CQI-9是一个国际标准,主要用于评估热处理供应商制定的质量管理系统。
在汽车制造行业中,ABFCRF CQI-9标准是非常重要的一项标准,它可以帮助汽车制造商确保供应商的热处理过程符合标准要求,达到高质量的汽车零部件的生产。
本文档是一份翻译版本的ABFCRF CQI-9热处理评审资料,它包括了对于标准中的关键术语、要求、评估方式等方面的翻译说明。
通过本文档,您可以更好地理解ABFCRF CQI-9热处理评审标准。
关键术语翻译在ABFCRF CQI-9标准中,有许多涉及到热处理的关键术语,下面是这些术语的中英文对照:中文术语英文术语热处理Heat Treatment固溶化处理Solution Heat Treatment淬火Quenching时效Aging加热温度Heating Temperature加热时间Heating Time热处理后硬度Hardness After Heat Treatment淬火介质Quenching Medium淬火过程Quenching Process时效温度Aging Temperature时效时间Aging Time标准要求翻译ABFCRF CQI-9标准中,对于热处理供应商的要求非常详细,主要由以下几个方面:质量管理体系热处理供应商需要建立并维护一个质量管理体系,以确保其热处理过程能够持续符合标准的要求。
该质量管理体系需要符合ISO 9001等相关国际标准的要求。
设备和工具热处理供应商需要拥有适当的设备和工具,用于执行标准中的热处理工艺。
这些设备和工具需要经常检查和维护,以确保其正常运行并符合标准的要求。
热处理工艺热处理供应商需要建立并实施符合标准要求的热处理工艺,该工艺需要包括:1.参数设置:需要根据材料类型、材料尺寸、热处理要求等因素,设置适当的参数,如加热温度、加热时间、淬火介质、淬火时间等。
2.热处理过程:需要控制热处理过程中的温度、时间、气氛等因素,以确保热处理质量符合标准要求。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
是否能够提供目前热处理相关的参考规范?比如:SAE,AIAG,,ASTM,通用,福特和克莱斯勒等用的规范。
为了确保所有客户的要求都能被理解,公司应该有相关的热处理和客户参考标准,并且在使用时要确保是最新版本。这些标准和规范包括但不限于SAE,AIAG,ASTM,通用,福特,克莱斯勒等发布的相关文件。公司应该有一个过程来确保所有相关客户的工程标准规范得到有效的执行,并且得到及时的评审和分配。该过程应该尽量在两周之内执行。公司应该对该过程的评审和执行情况文件化,并且应说明客户和工业文件是怎样获得的。公司应该在内部保持该文件,目前的状况是怎样建立起来的,在两周的时间内这些相关信息/文件是怎样在车间运行的。公司应该落实责任人(也就实指明谁来负责这些工作)。
公司应该根据文件化的APQP程序运行,每个部分都应该执行可行性研究和内部批准。相似产品可以归为一类,这由公司自己定义,一但PPAP经过客户的批准后不得有任何的更改,除非得到客户再次批准,当有过程确实需要更改时,热处理的员工需与客户联系,重要过程的更改应文件化。
1.3
热处理的PFMEA是否是最新的,并且反映了目前的过程
2.9
在处理贮存和包装时是否能够保证产品质量?
确保现场有一位致力于热处理的合格专家,这人必须是全职员工,同时他的职位应在组织结构图中体现出来,应该存在工作职位说明,其中对这个人的合格性(包括金相和热处理知识)进行鉴别,这人必须有五年以上的热处理操作经验(至少五年),或者是经过正规的金相教育和热处理经验加起来有五年也行。
1.2
热处理人员是否按APQP在执行?
1.16
管理者是否为员工提供了热处理培训。
公司应该为员工提供所有热处理操作的培训。所有员工包括临时工都应该进行培训。员工的培训证明以及对培训有效性的评审资料需文件化并作为证据保存。管理者应该定义每项职能的合格要求,正在进行培训或继续需培训的情况也要有说明。
特殊过程:热处理过程评审
评审
问题编号
问题
要求/方针
2.2ቤተ መጻሕፍቲ ባይዱ
整个热处理过程中的产品是否清楚的分段标识出?
零件和料筐的标识程序有助于避免批次搞混以及错误的加工。公司正确的位置和分段运输有助于满足订单要求之后再发货。在热处理过程中客户的产品应该清楚的标识和区分。没有经过热处理的产品和正在热处理的产品以及成品都应正确的隔开并标识好。所有的料都应该专门的分出并定义区域。
1.15
这里是否有包括热处理整个过程的操作手册发给热处理的员工。
应该有包括热处理整个过程的操作手册发给热处理的员工,手册中应包括潜在紧急状况的程序或作业指导书。这潜在紧急状况包括停电,设备启动和关闭,产品隔离(见2.8),产品检测以及基本操作程序。这些程序或作业指导书应该包括从接受产品到发出产品的所有热处理步骤,而且该手册还得便于车间员工理解和接受。
热处理负责人应该在HTSA规定的范围内对热处理的每个过程定义持续改进计划,对过程应该进行设计以便在质量和生产力方面能够得到持续改进。首先要说明采取的措施,其中包括估计的完成时间。公司应该出示改进计划项目有效性的证据。
1.14
质量经理或其代理人应该对隔离料的处理方法进行批准。
质量经理负责落实责任人对隔离的料进行处理并对其进行批准和文件化。
目标证据
N/A
满意
不满意
需要及时的纠正措施
1.17
这里是否有一个责任矩阵来确保从事管理和监督的人员是否合格?
公司应该保持有一个责任矩阵来确保从事关键管理和监督职能的人员是合格的。同时对关键职能的主要负责人和助理应鉴别开来。这种矩阵在管理过程中应该一直存在。
1.18
是否有预防维护计划?项目是否利用维护数据形成预防维护计划?
1.12
质量部是否对客户提出的问题和内部问题进行评审、 处理以及文件化。
质量管理体系应该包括客户以及公司内部任何问题的文件化过程,处理过程和评审过程。应该使用规定的问题解决方法。
特殊过程:热处理过程评审
评审
问题编号
问题
要求/方针
目标证据
N/A
满意
不满意
需要及时的纠正措施
1.13
这里是否有每个过程的持续改进计划?
1.19
热处理负责人是否发展了关键备件列表,而该备件是否能最低限度的减少生产中的中断时间。
热处理负责人应该发展和保持关键的备用件列表,有了这些备用件后是为了确保最低限度的减少生产中的中断情况。
特殊过程:热处理过程评审
评审
问题编号
问题
要求/方针
目标证据
N/A
满意
不满意
需要及时的纠正措施
2.1
是否确保进入系统的数据与客户装船文件的信息一致?
1.7
过程设备重修或重组前后是否执行了有效的能力研究。
为了证明每个过程能够生产出可接受的产品,公司应该对每个过程的首次验证、任何过程设备改变位置后以及主要设备重组后执行产品能力研究。公司应该定义主要设备重键的构成组件。执行首次产品能力研究应该包括以后每年使用的所有热处理过程的每台炉子。炉子的生产线也许是不同设备的组合,比如:渗碳炉、淬火炉、回火炉。能力研究的方法应适用于产品特性,比如适应于产品的拉伸强度,渗碳层和硬度等。为了满足任何客户的特殊要求,公司应该建立起测量能力的可接受范围。如果能力没有达到客户要求,或者在规定范围之外时,要求有措施计划对那一步骤进行跟踪,或者说列出措施计划,然后跟踪措施计划的要求。
公司应该确保实际操作与PFMEA文件程序一致,PFMEA应该是最新的,能够反映目前零件质量状态,PFMEA中应写明每个零件或零件类型或规定过程或每个过程,不论如何得包括定义的所有过程步骤(从收到零件到发出零件的关键热处理过程参数)。跨职能小组包括生产的操作工,应该用来发展PFMEA,每年的RPN都应标明。由公司和客户指出的关键特性应该鉴别定义,并标在PFMEA中。
特殊过程:热处理过程评审
评审
问题编号
问题
要求/方针
目标证据
N/A
满意
不满意
需要及时的纠正措施
2.8
是否对操作工培训了如下内容:比如遇到设备的突发事件包括停电时等的材料处理遏制措施和产品隔离等情况的处理方法操作工是否知道?
计划之外或者突发的停工状态极大的增加了处理不当的风险。操作工应该接受发生突然停工(比如停电等)情况时怎样处理材料、采取遏制措施以及正确的产品隔离等的培训。作业指导书中应该明确说明设备突然停工的潜在类型,并能够让设备操作工明白易懂,该作业指导书中同时需说明热处理过程中相关所有因素的遏制措施,比如热处理过程中的载荷,奥氏体化,淬火回火过程等的遏制措施。
1.10
如果遵照AIAG HTSA 为标准,那么每年至少都要进行一次内部评审。
公司每年至少有一次根据AIAG HTSA 的要求内审,相关情况应及时写明。
1.11
是否有文件化的体系对返工进行适当的批准。
质量管理体系应该包括文件化的返工过程,而且该文件应该由指定的个体进行批准,返工程序应该包括允许返工的产品特性和不允许返工的产品特性。返工行为应该要求有合格的技术人员签发的新的过程控制表,同时指明必要的热处理修改,清楚的记录什么时候以及怎样对任何材料进行的返工。质量经理或其他代理人应该授权批准返工产品。
特殊过程:热处理过程评审
评审
问题编号
问题
要求/方针
目标证据
N/A
满意
不满意
需要及时的纠正措施
1.6
对所有起作用的过程是否有书面的过程规范?
热处理的负责人应该有书面的过程规范,用来鉴别整个过程的所有步骤,其中包括相关的运营参数,其运营参数包括过程温度、周期、载荷率、气氛或气流设置、传送带速度、淬火搅动速度等。对这些参数不仅仅是定义,公司同时应该有对其的操作公差,目的是保持过程控制。所有起作用的过程都应有书面的过程规范。这些过程规范将以这种书面方式存在:比如作业指导书,工作卡等其它相似文件格式。
2.3
所有过程是否都保持了完整的追溯性?
发出的批次应该能够追溯得到进来时的批次。准确标识批次的原则以及联系他们所有相关信息能够提高分析根本原因的能力和持续改进的能力。
2.4
设置的程序是否足够预防不合格品流入生产体系中。
控制怀疑品或不合格产品时,有必要预防失误的发货或与其它批次混淆的情况发生。程序应该有足够的能力防止不合格品流入生产体系中。程序中也应存在着正确处理零件的说明,正确的产品标识,以及储存区内外零件材料的追溯性。不合格品区应明确标识以保持这些材料能够得到正确的隔离。
1.8
热处理负责人是否定期收集和分析数据
定期分析产品和过程可以获得非常重要的防错信息。公司应该有一个体系来定期收集、分析和反应产品或过程数据。
分析方法包括重要产品或过程参数的历史数据分析或目前的走势分析。公司自己决定此次分析所包括的重要参数。
特殊过程:热处理过程评审
评审
问题编号
问题
要求/方针
目标证据
公司应该对关键的过程设备(公司指定)有书面的预防维护计划。计划中应该有闭环(暂时停止的)过程,以便追溯评审维护的有效性。使用设备的操作工应该有机会汇报问题,而且问题也应在闭环时处理。
公司数据,比如停工期,质量不合格品,首次能力研究循环维护,保持的工作订单以及操作工报告的问题等都应该用来改进预防维护计划。炉子和发电机预定的用坏频次由公司决定(参见过程表格中的第一部分)。收集和分析维护数据应该作为预防维护计划的一部分。
2.6
箱子(炉子)是否没有外来料?
处理客户产品的炉子(箱子)中应该无外来料。应该检查炉子里边是否有外来料,如果有,则标出外来料的来源。在清空后以及再次使用炉子以前,应该确保移开炉子里的所有零件。这是为了保证没有经过热处理的零件影响/污染了成品的批次。
2.7
是否规定、控制炉子的载荷,并对其文件化?
炉子的载荷参数应该有规定,有控制,并应该对其进行文件化。比如进给率,传送带速度,每个装置中包含的零件数量以及载荷重量等都属于载荷参数。关于检测频次,参照3.0部分