品质异常反馈单处理模板
品质异常分析回馈单(含案例)
圖二
規格:28.9+0/-0.2 平均值 28.69 F2-7 28.74 F3-7 28.76 F2-8 28.75 F3-8 28.85 平均值 28.745 平均值 28.78625
比較 OPEN BUTTON 三套模具數據可知, OPEN BUTTON 第三套模具外徑平均值較大, 而 上蓋F9-1 的最小配合空間為最小, 所以當第三套OPEN BUTTON模具之產品與上蓋F9-1配合時 易發生幹涉.實配OPEN BUTTON 第三套與上蓋F1~F10時亦發現, OPEN BUTTON F3僅與上蓋 F9-1幹涉, 與其他上蓋實配均OK. 四 擬定對策: 1.對上蓋F9-1中對應 OPEN BUTTON的外圓修模,但修模困難,不宜采用. 2.將上蓋F9-1中對應 OPEN BUTTON的同一直線上兩肋高度修正至0.2,避免與 OPEN BUTTON 幹涉,此法簡單,易于修模.,所以采用此方法 五 責任單位: 制工填寫[模具執行單}, 請成型修模或委託修模. 六 預計完成時間: 預計模具於1/11日修模完成, 12日完成產線上線試RUN.
制程異常分析回饋單(附例)
DISTRIBUTE: DATE: 成型, 品保, 裝配 1/9'01 No.: 聯絡單號: PS1-R-0001 M101B0** PAGE: PHONE: 2/2 78024
主題
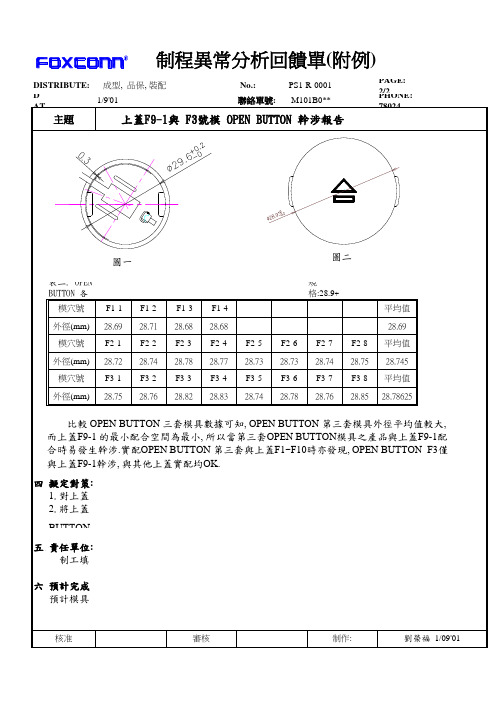
上蓋F9-1與 F3號模 OPEN BUTTON 幹涉報告
圖一
表二. OPEN BUTTON 各套模具之外徑值 (標注如圖二, 單位 mm) 模穴號 外徑(mm) 模穴號 外徑(mm) 模穴號 外徑(mm) F1-1 28.69 F2-1 28.72 F3-1 28.75 F1-2 28.71 F2-2 28.74 F3-2 28.76 F1-3 28.68 F2-3 28.78 F3-3 28.82 F1-4 28.68 F2-4 28.77 F3-4 28.83 F2-5 28.73 F3-5 28.74 F2-6 28.73 F3-6 榮福 1/09'01
质量异常处理单
备注:1、请贵司(部门)接到报告后48小时内必须回复,如不回复即视为已知道质量异常,由此异常影响带来的所有责任由贵司(部门)全权负责。
2、供应商接到报告后,回复的临时对策、长期对策都要有可操作性,并有实际改善方案。
品质异常处理单
异常来源
进料制程客户投诉其它
进料数量
供应商名称
物料名称
型号
发生日期
抽检数量
抽检不良数
抽检不良率(%)
进料日期
异常情况描述:(有相关附件资料图片样ቤተ መጻሕፍቲ ባይዱ)
检验员:日期:
品质主管意见:
签字:日期:
技术评审意见:
签字:日期:
责任单位原因分析:
签字:日期:
临时处理对策:
签名:日期:
责任单位纠正及预防措施:
品质异常反馈单(新版)

采购部
采购部负责人处理意见:
采购部负责人:
生产部
生产部负责人处理意见:
生产部负责人:
责
任
单
位
处理措施及改善方法:
责任单位负责人:
总经办
副总经理意见:
副总经理:
备注
1、此单用于,品质异常呈报、品质纠纷提报。
2、处理方式,可依全检、批退、返修、特采、让步接收、其他等方式处理。
3、此单应由品保部发出,再由各部门/科室确认签字,同时责任单位应提出改善措施。
4、此单一式两份,分别由品保部.责任单位各持一份,在品质检讨周例会上作相应说明。
5、收到(异常反馈通知单)单位,必须在一个工作日内(24H)回复发单单位。否则视为默认。
表单编号:FM/LTSB01PB0001
福建省南安市龙塔卫浴有限公司
异常反馈通知单
来源:□自制□外协□客诉情况:□初发□再发□多发重要程度:□轻□中□重
事发单位
责任单位
交验日期
产品型号
名称/规格
交验数量
检验日期
检验员
检验员初步处理方法
□批退□全检□返修□特采、让步接收□其他:
。
处理期限
请于年月日
不良描述:
不良(图示):
品
保
部
品保部负责人处理意见:
品质异常处理单
客户名称
机型
物料名称
工序名称
线别/班别
订单号
批量
生产日期
检验数量
不良数
不良率
提出时间
不良描述::(物料不良时注明物料名称、物料编码、供应商等信息)
拟制:审核:
不良原因分:
拟制:审核:
改善措施(责任部门填写):
拟制:审核:
不良品处理办法:
生产线数量:处理办法:□挑选□重工:□退货□其它
货仓数量:处理办法:□挑选□重工:□退货□其它
供应商数量:处理办法:□挑选□重工:□退货□其它
备注:“其它”项请注明清楚处理办法。
州生L审核:
品质跟踪
本批处理情况:
改善措施验证:
TO□生产部□工程部□品质部口PMC□仓库□其它
客诉品质异常处理单样板

4.□制造部在制品特采继续生产10.□塑模部修模
5.□制造部停止生产,已完成成品、半成品退库到待处理区11.□工程部发行ECN
6.□生技部修改治具
12.其它:
分析者:审核:
完成日期
追
踪
确
认
第一次确认:
执行单位A:OK□NG□注:
执行单位B:OK□NG□注:
执行单位C:OK□NG□注:
说明:
确认者:
执行单位A签认:执行单位B签认:执行单位C签认:
第二次确认:OK□NG□
说明:
确认者:
核
准
部门主管:
分发单位
工程
制造
抛光部
冲压
资材
注塑
生管
业务
塑模
IQC
品管
仓库
表单编号:B390-04
客诉质量异常处理单
日期:年月日CCR NO:
发
现
单
位
品名
客户料号
取样数
不良D/C
批量
不良数(率)
异常说明:<□附图■附异常样品>
客户:
分
析
说
明
及
改
善
措
施
分析说明:
责任单位A:B:C:
短期对策:
1.□材料仓旧版(版次: )库存品特采继续发料7.□制造部生技调整治具
2□材料仓旧版(版次: )库存暂停发料,移到待处理区8.□冲压单位暂停生产修模,未入库品退到待处理区
生产品质异常处理单表格

生产品质异常处理单表格篇一:品质异常处理报告单品质异常处理报告单编号:信息来源:□进货检验□生产过程□仓库□客户篇二:产品异常处理规范(含表格)产品异常处理规范(ISO9001-2015)1.目的:为迅速处理产品异常,防止不良品走漏或造成隐患性不良,特制定此规范。
2.范围:适用于本公司所有产品异常的处理。
3.定义:在正常的生产条件下突发异常情况,对产品构成一定的品质隐患性.对这类的产品作出相应的异常处理。
4.职责:4.1物控部:负责跟进品质异常处理结果并对出货计划的调整及特殊处理。
4.2品质部:负责协同各部门参与处理措施的制定和跟进处理结果,有必要知会客户协同跟进异常产品后期品质状况。
4.3制造部:负责反馈异常产品状态并执行处理措施。
4.4制造部技术/工程PIE:负责分析不良原因并协同制定相应处理措施。
5.作业内容:5.1异常产品问题反馈:5.1.1正常生产时,发现因各种突发异常原因,第一时间要将异常生产的时间段所生产的产品要及时隔离并知会品质部、制造部技术/工程PIE、物控部等相关部门处理。
5.1.2如牵涉到计划问题时由物控部去协调解决,牵涉到品质问题时由品质部去协助解决,牵涉到技术工艺问题时由制造部PIE去协助解决,以上各过程由品质部负责监控和跟进处理结果。
5.2处理方式:5.2.1生产线将异常品与正常品区分隔离,在箱头纸上写明机型、数量及异常内容或现象,并通知相关责任部门及时处理。
5.2.2第一时间收到生产线反馈产品异常时,制造部技术工程PIE/品质部负责人现场确认异常状况,品质部协助商讨处理措施方案并评估处理措施的有效性。
5.2.3异常品处理后需要PQC重新检验,检验时按照异常品处理方案针对问题重点检查,制造部PE负责协助教导PQC的检验方法或内容,经PQC检验合格后的异常品要做上特殊合格标记给予区分。
5.2.4品质部IPQC跟进处理措施的执行状况,并跟线抽验PQC检验结果,确认有效性并将结果知会上级。
质量异常反馈处理单
5.说明书(Operation manual ):□不更改(No-modification)□更改(Modification)
6.是否加入研发规范:□否□是:具体《》
7.是否作为测试项添加入《温控器功能测试规范》:□否□是:月日已执行。执行人签名:
1.库存及在途物料(Stock and online material):□用完为止(Use off)□呆料(Keep as stock)□
2.售出产品(Sold out products):□不处理(No-modification)□
3.库存产品(Products in stock):□不处理(No-rework)□返工(Rework):转待返工仓,单号:
质量异常反馈处理单Quality Abnormal Feedback Report
填报日期(Report date):编号(No.):
产品名称
Product
品名规格
Specification
制令号
LotNo.
填单日期
Data
填写人
Duty
发现人
Discoverer
发现部门
DiscoverDept.
发现岗位
措施是否有效:□是□否
反馈人员(worker):
追踪确认
Tracing confirmation
追踪情况:
1.库存及在途物料处理:
2.□返工已执行□不需返工
3.说明书:□已更改□不需更改
4.索赔:□不必索赔□索赔已经到账
5.其它:
追踪人签名/日期:追踪人:品管:
(Tracking somebody)(QC)
品质异常反馈单处理模板
1、磁芯发放后有专门的人员进行磁芯核对 2014-2-25
3-3 步
5 WHY分析 骤 Why1 为什么会混料
发生原因 投产发料时发错
Why3 为什么区域无划分、 为什么发料会发错料 作业无指示、工作无 确认 物料摆放区域及发放 对一项工作的开展、 区域无防混划分,发 实施,从生产流程上 料工作无防呆作业指 、管理系统上的考虑 示、发料后无人进行 欠缺
反馈单编号
批准
审核
李四
作成
张三
WWW252010下单磁芯混料异常反馈单
报告日期:2014-2-25 1
王五
发生状况
现象 发生率 内容 处置内容
2
确认事实
要因分析 生产中制品的品质状况 2-2 异常品的生产状况 2-3 隐患批次确认 批号为PF2S9988-01-MF 、型号为 WWW252010HR47 2-4 要因分析 1、磁芯的摆放混乱、易导致发料时拿错 2、磁芯发放时无固定位置、容易在发料过程 混料 3、对发料工作无防呆管控、多种磁芯同一时 间发料,易出现混料情况 4、发料后无人进行核对、导致混料后不易及 时发现
Why2
Why4 Why5 教训(从此次投诉中受到何等启发) 为什么会出现生产流 为什么没有对工作的 开展一项工作需要在流程上、管理上进行系统性的规划、 程及管理系统上考虑 开展实施进行系统性 落实及跟进,只有这样才能使工作中出错少、产品隐患少 欠缺的问题 的规划、落实、跟进 、客户投诉少. 未对工作开展实施进 工作经验不足、工作 行系统性的规划、落 思路不清晰 实及跟进
PDF created with pdfFactory trial version
深圳XXX电子股份有限公司
第1页,共2页
客诉品质异常处理单
ห้องสมุดไป่ตู้备注:
客诉品质异常处理单
日期: 客 户 编号: 订 单 号 品名/规格 处理方式 投诉类型 生产日期 产品类型 相 关 责 任 部 门 投诉方式
生产数量 规格/尺寸 投诉性质
异常状况 填表: 时间:
原因分析 填表: 时间:
纠正措施 填表: 时间:
预防措施 填表: 时间:
效果确认 填表: 责任划分 与追责 填表: 时间: 1、客服接到《客诉品质处理单》1个工作小时内转交到业务部曾总。 2、曾总接到《客诉品质处理单》后1个工作日内与客户沟通处理。 3、品质部经理在接到业务部曾总的《客诉品质处理单》后1个工作日内组织责任部 门进行原因分析和拟定对策。 时间:
品质异常处理单
品管主管意见:□特采□重检□返工□退货▉其它速派人来我司处理
签名﹕日期﹕
总经理或代理人意见﹕
签名﹕日期﹕
责任单位原因分析﹕
签名﹕日期﹕
责任单位纠正及预防措施:
签名﹕日期﹕
效果追踪及验证:
确认者:确认日期:
备注:1)此表单厂内处理时效为48小时,外部处理时效为一周;2)此表单由品管部开出并存档。
品质异常处理单
表号:PD17-03种类:□进料检查▉制程检查□出货检查
供应商/客户
夏顺
批号
0005849
检验日期
2004.11.22
名称
铝箔
批量
5885.2KG
工序
热压
规格/型号
6*460
抽样数量
/
生产单位
/
进料Байду номын сангаас生产日期
2004.9.23
不良数量
3R
班次/操作者
/
异常状况说明:
1.热压时压不紧
2.有较大的异味
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
流出原因
PDF created with pdfFactory trial version
深圳XXX电子股份有限公司
第2页,共2页
反馈单编号
批准
审核
李四
作成
张三
WWW252010下单磁芯混料异常反馈单
报告日期:2014-2-25 1
王五
发生状况
现象 发生率 内容 处置内容
2
确认事实
要因分析 生产中制品的品质状况 2-2 异常品的生产状况 2-3 隐患批次确认 批号为PF2S9988-01-MF 、型号为 WWW252010HR47 2-4 要因分析 1、磁芯的摆放混乱、易导致发料时拿错 2、磁芯发放时无固定位置、容易在发料过程 混料 3、对发料工作无防呆管控、多种磁芯同一时 间发料,易出现混料情况 4、发料后无人进行核对、导致混料后不易及 时发现
√ √
(b)异常批次过程异常有无及内容 作业员 物料发放人员为开发部技术人员 机器设备 无 (b)在线品/在库品是否有类似异常 无 原材料 投产发料时磁芯发错 作业方法 无 环境 该批产品投产物料的发放由开发部 实施、发放地点在开发部中试室进 行.
1-4 通知人员(经理级及以上人员) 邮件发送绕线事业部各相关部门经理、 公司质量总监 1-5 发生现象 投产时发现物料与随工单不符 1-6 发生机台 D栋一楼功率一体机绕线2#设备 1-7 发生率 低 1-8 处置内容 更换物料、继续生产
PDF created with pdfFactory trial version
深圳XXX电子股份有限公司
第1页,共2页
3
究查原因
3-2 再现试验(发生机理的验证) 通过再次验证如果磁芯摆放区无明显的 区域划分、发料工作又在磁芯的摆放区 域进行那么发混磁芯的机率很大
4
最佳对策
对策内容 实施日期
5
效果及控制
3-1 发生的机理 由于磁芯摆放区没有明显区域 划分、发料又在混乱的磁芯摆 放区域进行,所以导致发料员 发料时发错
4-1 发生原因的对策(根除性对策)照片或是图解 NO
5-1 对策效果的确认
1、建立各类磁芯专门摆放区域、各类磁芯按区域进行放 置 2、建立磁芯专门发放区域(与摆放区域在物理空间上完 全隔开) 3、要求同一时间只允许进行同型号磁芯的发放
1-1 何时(发生日) 2014年2月23日夜班 1-2 发生地点(产品线、工序) D栋一楼功率一体机绕线2#设备 1-3 不良性质或程度 重要缺陷 合格率异常 致命缺陷 混料
2-1 确认投诉制品的不良状况
(a)良品和不良品的差异 (a)过程生产信-随工单信息 磁芯型号不一,实际正确的磁芯型 号为C100M252010S01-S1,混入的 磁芯型号为C100M252012S01-S1 投产前发现、还未开始生产
Why2
Why4 Why5 教训(从此次投诉中受到何等启发) 为什么会出现生产流 为什么没有对工作的 开展一项工作需要在流程上、管理上进行系统性的规划、 程及管理系统上考虑 开展实施进行系统性 落实及跟进,只有这样才能使工作中出错少、产品隐患少 欠缺的问题 的规划、落实、跟进 、客户投诉少. 未对工作开展实施进 工作经验不足、工作 行系统性的规划、落 思路不清晰 实及跟进
2014-2-25
4-2 流出原因对策 NO 对策内容 实施日期
1、磁芯发放后有专门的人员进行磁芯核对 2014-2-25
3-3 步
5 WHY分析 骤 Why1 为什么会混料
发生原因 投产发料时发错
Why3 为什么区域无划分、 为什么发料会发错料 作业无指示、工作无 确认 物料摆放区域及发放 对一项工作的开展、 区域无防混划分,发 实施,从生产流程上 料工作无防呆作业指 、管理系统上的考虑 示、发料后无人进行 欠缺