液氯工艺流程方框图
液氯工艺规程

氯碱厂产品工艺规程工艺编号:YTY-TR-103-2002-02液氯工艺规程目录1.产品概述 (2)2.原辅材料、包装材料及其它材料规格 (4)3.化学反应过程和生产流程图 (5)4.工艺过程 (6)5.生产控制和技术检查 (7)6.不合格产品的处理 (10)7.安全技术 (10)8.环境保护 (13)9.操作工时、生产周期、单位产量所需工时 (14)10.劳动组织、岗位划分和定员 (14)11.设备—览表及主要设备生产能力 (15)12.物料平衡、能量平衡、计算公式 (16)13.原材料、动力消耗和技术经济指标 (16)14.附录(有关理化常数、曲线、图表、计算公式、换算表 (17)一、产品概述1、产品名称:液氯2、氯气的化学结构:氯气元素符号Cl ,氯气的化学分子式Cl 2,原子量35.453,分子量70.906。
它比空气重2.5倍,易向地面下降。
在0℃和1绝对大气压时,每1米3的氯气重3.214公斤。
3、氯气的物理性质:氯气在常温时是黄绿色,具有窒息性刺激臭味的有毒气体,氯气对人呼吸器官有强烈的刺激作用,吸入过多时还会致死。
一般操作场地氯含量不得超过0.001毫克/升。
氯气是易于液化的气体,1绝对大气压的纯氯气在-34.5℃时就可以液化成液体氯,若氯气的压力升高,液化温度则升高。
液氯的蒸汽压力:液氯是黄色透明的液体,0℃时每升液氯重1.4685公斤,相当于463升气体氯。
液氯的比重:4、氯气的化学性质:氯气能溶解在水里,但溶解度不大,且温度越高,氯气在水中的溶解度越小。
氯气溶解在水里,会发生反应生成盐酸及次氯酸和存在一部份游离氯气。
而次氯酸受热或光照等作用,易分解出初生态氧,并生成盐酸。
其反应如下:Cl2 +H2O →HCl+HclO光照或热HClO → H+[O]次氯酸还会离解:HClO → H++ClO-次氯酸、次氯酸离子、初生态氧都是强氧化剂。
盐酸的腐蚀性很强。
这就是湿氯气具有漂白和杀菌能力的原因。
氯碱生产工艺流程 (1)

来自液氯的尾氯残碱:5—10g/L
有效氯:4.5—5%
来自氯处理残氯
工业水网
推车运输
9.蒸发工艺流程简述:
电解液经两台串联的螺旋板式换热器预热至90℃—100℃,进入Ⅰ效蒸发器,料液靠压差过料到Ⅱ效蒸发器强制循环浓缩,然后由Ⅱ效采盐泵送至Ⅱ效旋液分离器采盐,盐泥流入盐泥高位槽,Ⅱ效旋液分离器顶部清液,当过料时送至Ⅲ效,不过料时回流至Ⅱ效,碱液在Ⅲ效蒸发器中强制循环浓缩至30%或42%,由Ⅲ效采盐泵送至Ⅲ旋液分离器采盐,盐泥入盐泥高位槽,顶部清液,当出料时送至出碱桶,当浓度不合格时回流入Ⅲ效蒸发器中。
Cl2处理工艺流程简图:
电解来湿Cl2
至各用氯单元
3.H2处理工艺流程简述:
电解生产80℃的湿H2经Ⅰ段、Ⅱ段H2洗涤塔用工业水洗涤后,送H2压缩机加压后经过Ⅰ段H2冷却器用工业水对其进行冷却,再进入Ⅱ段H2冷却器用+5℃盐水进行冷却到12℃,经过水捕雾器进入H2分配台至各用氢单位。
H2处理工艺流程简图:
⑻吸入含入引起急性中毒。
⑼第8.2类碱性腐蚀品。
⑽第8.1类酸性腐蚀品。
⑾第8.1类酸性腐蚀品。
⑿第2.1类易燃气体。
⒀第2.3类有毒气体。
⒁第2.3类有毒气体。
⒂第6.1类毒害品。
2. 危险危害因素分析:
由表1和表2可见,烧碱和液氯生产过程中的主要物料H2易燃易爆,具有火灾爆炸危险性,Cl2、氨气、烧碱、盐酸、硫酸和氯化钡具有毒物危害性,烧碱、盐酸、硫酸、Cl2和氯化钡具有较强腐蚀性,三氯化氮具有助燃爆炸性。
氯碱车间工艺流程简述
一.氯碱车间基本概况
电解工艺流程简图:
直流电H2
Cl2
蒸
汽
液氯汽化的工艺流程

液氯汽化的工艺流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor. I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classicarticles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!液氯汽化是将液态氯(Cl2)转变为气态氯的过程,通常用于工业生产、水处理、消毒等领域。
氯化工艺

氯化工艺氯化工艺主要有沸腾氯化、熔盐氯化和竖炉氯化三种方法。
沸腾氯化是现行生产四氯化钛的主要方法( 中国、1 3本、美国采用) ,其次是熔盐氯化( 主要是独联体国家采用) ,而竖炉氯化已被淘汰。
沸腾氯化一般是以钙镁含量低的高品位富钛料为原料,而熔盐氯化则可使用含高钙镁的原料。
工业试验用攀枝花钛渣、两广矿钛渣、原苏联熔盐氯化钛渣的化学成分见表1攀枝花镘渣的特点是含钙镁高,其氧化物含量为9.18 % ,是两广矿钛渣的13.5倍,是原苏联钛渣的1.53倍。
攀枝花钛渣的另一个特点是Mg O/ C a O高(5.33 ) ,比两广矿钛渣(1.43) 、原苏联钛渣(2.33) 高得多。
1.沸腾氯化沸腾氯化是海绵钛沸腾氯化又叫流态化氯化,是采用细粒度富钛物料与固体碳质还原剂,在高温、氯气流作用下呈现流态化状态,同时进行氯化反应制取Ti C1 的方法。
该法具有加速气一固相间传质和传热过程、强化生产的特点。
流态化氯化的操作温度一般控制在1000—10500C,在此温度下富钛料发生加碳氯化反应,主要反应方程式如下:T i O2+ 2 C 12 +C= T i C 1 4+C O 2( 1 )T i O2 +2 C 12+ 2 C=T i C 14 + 2 C O ( 2 )T i O2 +2 C 12 + 2 C O= T i C 14 + 2 C O2( 3 )在实际生产中,准确的配炭比、氯料比、混合料粒度以及合适的氯化温度是影响沸腾氯化的关键因素。
1.1工艺简介沸腾氯化工艺流程见图I 。
工艺条件( 1 ) 氯气流量5 0 0 k g/h ~5 3 4 k g/h( 2 ) 配料比( 质量比)石油焦粒度:0 .1 0 4 mm~O .2 4 6 r i l m 混合料配料比;高钛渣:石油焦= 1 0 0 :3 5 ~40 氯料比:氯气’:混合料=1 0 0: 6 9 ( 3 ) 液氯挥发器水温:7 O ℃±℃( 4 ) 加料量:3 1 0 k g /h~3 5 5 k g /h( 棍合料)( 5 ) 沸腾压差:△P一7 2 0 0 P a~1 2 6 0 0 P a( 6 ) 氯化反应温度:8 0 0 ℃~9 0 0 ℃1 收尘器温度:5 0 0 ℃2 收尘器温度:<3 8 0 ℃3 收尘器温度:1 5 O ℃~1 8 0 " C( 7 ) 尾气含氯量:<1 %( 8 ) 玲冻盐水温度:一1 O℃~一1 5 ℃1.2生产操作( 1 ) 当炉底和炉中的温度达到8 0 0 ℃以上时,经过恒温后停止烤炉,装上筛板,筛板上填粒度为2 0 mm 左右的钢砖块一层,盏住全部筛眼,厚度为1 0 0 mm左右,周围用石油焦粉铺满,高度低于胶圈高度2 0mm 左右( 筛板孔眼3mm~4mm,开孔率0.9 %~1% ) ,接通氯气管道及炉阻管。
液氯工段

第九章液氯工段第一节工艺流程及主要设备一、本工段任务本工段的主要任务是.将气体氯经低温冷却成液体氯,液氯贮存在贮槽内,经计量包装入钢瓶或槽车。
未液化气体去合成盐酸工段。
氯气液化所需的冷量由气氨压缩冷却液化后节流蒸发过程产生的冷量所提供。
二、工艺流程简述液氯生产工段由冷冻、液化、包装、整瓶四个工序组成(见图9—1)。
来自氯干燥工段合格的干燥氯气进入液化槽的氯冷凝器,与槽内-10~-25℃的氯化钙盐水进行间接换热后冷凝成气、液混合物进入分离器,液氯由底部出口管流出,进入液氯计量槽,没有冷凝下来的含氯尾气送盐酸工段处理。
气氯冷凝的传热过程为:气氯将热量传给氯化钙水溶液,氯化钙水溶液再将热量传给氨,液氨吸热蒸发气化以供给气氯液化时所需的冷量,氯化钙溶液则在氨蒸发器和氯冷凝器之间循环以传递冷量。
液氨蒸发成气氨进集氨器,经过双级压缩到1.5MP,经油分离器,然后进入氨冷凝器冷凝成液氨。
又经分配台节流分配到各液化槽和用冷部门作再次循环。
液氯在汽化器内通过夹套热水加热,使液氯气化产生1.0MPa的压力,将计量槽内的液氯压送到包装岗位,按规定的包装量灌入检验合格的液氯钢瓶内。
计量槽、包装岗位和整瓶的低压、低浓度废气送漂粉精或其它用氯工段处理。
包装后计量槽和汽化器中剩余的氯排入液化槽进口的原氯总管继续液化。
图9-1 液氯工艺流程图1-液化槽;2-液氯气液分离器;3-集氨器;4-低压机;5-中间冷却器;6-高压机;7-氨油分离器;8-冷凝器;9-氨贮槽;10-氨分配台;11-液氯计量槽;12-20t地中衡;13-汽化器;14-热水槽;15-液下泵;16-排水槽;17-钢瓶;18-3t地中衡;19-缓冲器;20-娜氏泵;21-旋风分离器;22-酸沫捕集器;23-浓硫酸高位槽三、主要设备及作用1.氯气液化器(1)箱式液化槽箱式液化槽为长方形碳钢设备(见图9—2),中间有一导流挡板,槽的一边为多组盘管组成的氯气冷凝器,另一边为多组盘管组成的氨蒸发管,并装有立式搅拦器。
氯碱工艺流程

氯碱、PVC工艺流程简图
成 品 碱 成 品 碱 成 品 碱
原 盐
水 空 气
一次盐水工序
焦 炭 电石工序
石 灰 石
二次盐水工序 精பைடு நூலகம்水
固碱制备(99%) 蒸 汽
蒸发工序(50%) 32%液碱 蒸 汽 动力锅炉 成 品 液 氯 出 售
离子膜电解 湿氯气 液 氯 制 备 湿氢气
空 压 及 制 氮
破 碎
成品电石 电石渣 去 水 泥 厂
氮气
干法乙炔工序 粗乙炔气 乙炔清净工序 纯乙炔气
氯氢处理工序 干氯气 干氢气 氯化氢气
HCL合成 HCL高纯酸 聚合工序 氯 乙 烯 单 体 尾 气 变 压 吸 附
氯乙烯转化工序
蒸汽
氯乙烯压缩工序 粗氯乙烯气 氯乙烯精馏工序
沉析工序
离心工序 蒸汽
氯乙烯单体储槽 干燥工序 PVC树脂成品 出售 5℃盐水 -35℃盐水 冷冻站
液氯生产工艺技术—液氯生产技术

工艺特点:采用了对环境污染相对小一些制冷剂,同 时没有二次换热,降低了能耗,同时操作强度及操作人 员数量大大降低。
存在问题:①因氟利昂无色无味,一旦泄漏很难发现 ②当过量液体制冷剂进入氯气液化器后,因氯气压力波 动等原因造成没有足够的氯气与制冷剂换热,致使制冷 剂不能汽化,降低了压缩机的工作能力。
(3)低压法氯气液化工艺 与以上高压法和中压法相比,低压法对干燥氯气的压
力要求低,不需要将干燥氯气再次压缩。
下表三种液化方法生产液氯耗电的比较。
1.从上表可以看出,三种生产方法中,高压法节能效果十分明 显。而且氯气压力越高,氯气液化越容易。
而低压法操作最繁琐,能耗最高。因为低压法的低温需要制 冷装置来提供,制冷设备的投入,增加了能耗和流程。
其优点是:当压缩机故障不能制冷时,因盐水有一定的 冷量,可以保证氯气系统压力不会快速升高。
2.氟利昂冷冻工艺
现在制冷工艺,一般都采用氟利昂冷冻工艺替代氨 -氯化钙盐水冷冻法生产液氯(氟利昂是甲烷、乙烷、 丙烷与氟、氯、溴等卤族元素的衍生物)。
其生产流程分为两部分,一部分为氟利昂冷冻机组 制冷过程,一部分为氯气液化过程。
制冷(冷冻)是氯气液化的必要条件。
制冷过程的原理如下:
制冷是利用制冷剂的沸点随压力变化的特性,使 制冷剂在低压下气化吸收被冷物质的热量,降低其温 度达到被冷物质制冷的目的,气化后的制冷剂又在高 压下冷凝成液态。如此循环操作,借助制冷剂在状态 变化时的吸热和放热过程,达到制冷的目的。
所以制冷剂的选择至关重要。
2、在中国北方的城市还不宜使用高压法和中压法生产液氯, 而是采用低压法。
我国目前采用的液氯生产工艺大部分为低压法。近几年来, 国内由于氯气透平压缩机的推广使用,一些企业制造液氯的方 法逐渐由低压向中压、高压方向发展,生产综合能耗也随之明 显下降。
氯气生产工艺流程图
氯气生产安全氯(Cl)是化学元素之一。
通常所说的氯,是指分子氯(Cl2)而言的,分子氯由约76%的氯-35和24%的氯-37构成。
气态氯称为氯气,液态氯称为液氯。
氯是最重要的基本化工原料之一,用途极广。
生产工艺氯的工业生产方法是电解食盐水。
当前流行的工艺是隔膜法电解和离子膜法电解。
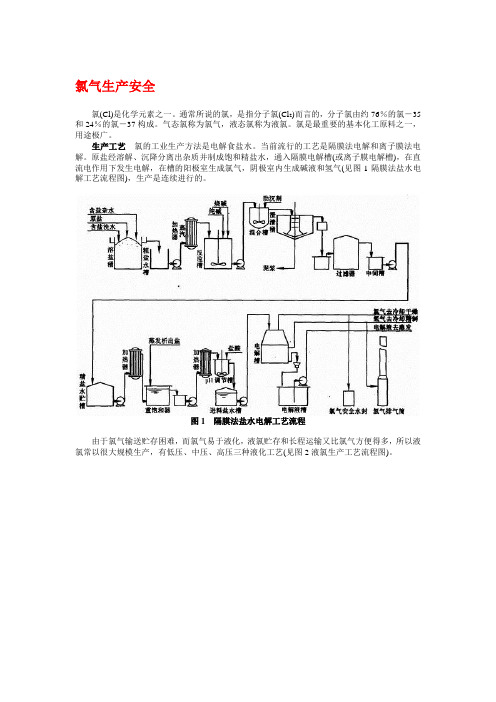
原盐经溶解、沉降分离出杂质并制成饱和精盐水,通入隔膜电解槽(或离子膜电解槽),在直流电作用下发生电解,在槽的阳极室生成氯气,阴极室内生成碱液和氢气(见图1隔膜法盐水电解工艺流程图),生产是连续进行的。
图1 隔膜法盐水电解工艺流程由于氯气输送贮存困难,而氯气易于液化,液氯贮存和长程运输又比氯气方便得多,所以液氯常以很大规模生产,有低压、中压、高压三种液化工艺(见图2液氯生产工艺流程图)。
图2 液氯生产工艺流程职业危害液氯的沸点是-33.97℃,氯气的相对密度是2.485(空气=1)。
因此,液氯一旦大量泄漏,会迅速蒸发形成低温氯气云团并低空漂移、扩散,对人和环境产生灾难性的后果。
中毒——中毒是氯气生产最主要的职业危害。
氯气是强烈刺激性气体,属高毒类。
我国卫生标准规定的最高容许浓度为1mg/m3。
氯气对人有急性毒性和慢性影响,但未见致畸、致突变和致癌的报道。
人对氯耐受的个体差异主要反映在低浓度阶段,高浓度长时间接触无一例外地会造成严重伤亡。
氯气的急性毒性:眼及上呼吸道刺激反应一般于24小时内消退;轻度中毒主要表现为支气管炎或支气管周围炎;中度中毒可有支气管肺炎、间质性肺水肿或局限的肺泡性肺水肿;重度中毒则引起广泛、弥漫性肺炎或肺泡性肺水肿、咯大量白色或粉红色泡沫痰、呼吸困难、明显紫绀、窒息、昏迷可出现气胸、纵膈气肿等并发症,甚至猝死。
氯气对人的急性毒性见下表。
氯气的慢性影响:在含氯不高于7.5mg/m3的大气环境中长期工作,一部分人中可有早期气道阻塞性病变倾向,慢性支气管炎发病增加;个别人中可有哮喘发作、肺气肿、神经衰弱综合征或伴有胃炎症状,但无生命危险,也不会因而升高死亡率;皮肤暴露部位可有灼热发痒感,往往发生氯痤疮;有的还可发生牙齿酸蚀症。