双块式轨枕预制场生产能力与轨枕预制成本分析
双块式轨枕场建场规模设计

3
50ZL 装载机
单位 条 条 台 台 台
单位 台 台 台 组 个 组 组 台 台 台 台 套 套 台 个 台
单位 台 台 台
数量 1 1 1 2 2
备注
数量 2 2 4 34 4 2 2 2 60 2 4 4 4 1 4 1
备注 可提升效率 30%
数量 1 1 1
备注
4
洗石机
⑷存放吊装及运输设备
Q2=(480×0.95+904×1.82)×40×2.6×3.6=786719KJ/h。 W=Q 总/(I×H)=(1524690+786719)/(2471×0.45)≈2079Kg/h。
五、 资源配备
1. 人员
轨枕场人员包括管理人员和生产人员两大部分,管理人员和生产人员的配备如下:
⑴管理服务人员
CRTSI 双块式轨枕场建场规模设计
摘要:通过对投标过程中双块式轨枕预制场规划,参考兰新铁路鄯善轨枕场建场实施
方案和生产效果,对轨枕预制场的生产能力、存储能力及配套能力进行设计和计算,结 合现场场地条件和轨枕生产的工艺流程进行规模设计,以期为类似轨枕场的规划建设提 供有益的参考。
关键词:轨枕场规划 规模 生产能力
根据标段的轨枕生产量和工期要求,再结合单条生产线的生产能力计算,就可以得 出一个轨枕场生产线条数和作业班数。以兰新高速铁路第二双线 LXTJ5 标段鄯善轨枕场 为例,根据标段划分,该轨枕场需供应 DK1489+000~DK1679+000 范围内双块式轨枕 625586 根,铺设工期为 15 个月(含冬季 3 个月),按照铺枕前 4 个月开始正式生产,铺 枕结束前 1 个月全面完成,实际生产周期为 18 个月,月生产量为 34800 根左右。根据 上述计算,设置一条生产线组织两班制生产,能满足该项目的工期要求。考虑到工期提 前(铁路施工的常见情况),在场地规划设计时可考虑增设一条生产线的能力(可提升
简述CRTSI双块式轨枕场规划

简述CRTSI双块式轨枕场规划一、概述根据铁道部客运专线无砟轨道施工标准化管理的要求和双块式轨枕生产工艺,双块式轨枕场将分别设置钢筋加工车间、轨枕生产车间、轨枕存放场、生活办公区。
由于CRTSI型双块式轨枕具有高精度、高质量的特点,钢筋的加工采用自动焊接设备,经过现场冷轧后加工成轨枕桁架钢筋和箍筋;轨枕预制采用强度较高的新制钢模成型,模型通过运输辊道提高工作效率,混凝土在蒸养房进行蒸汽养护,达到脱模强度后利用翻转机脱模,轨枕运输到存放区进行堆码,施工过程全机械化流水作业。
二、生产能力设计在投标阶段,招标人对标段的划分和工期的安排已经能确定一个轨枕场的日均生产量。
根据已完成的轨枕场生产能力和成熟经验,双块式轨枕的生产节拍约为4分钟/套,通过提高液压提升系统的运行速度来缩短脱模工序完成时间可实现 3.5分钟/套,按照单班作业时间8~10小时计算,(8~10)×60÷3.5=137~171套,模型采用4×1钢模(即每套一次生产4根),单班的产量548~685根。
如果安排两班制生产,单条生产线的日生产能力1096~1370根,月生产能力可达3.7万根左右(每月按照生产27天计算)。
根据标段的轨枕生产量和工期要求,再结合单条生产线的生产能力计算,就可以得出一个轨枕场生产线条数和作业班数。
以兰新高速铁路第二双线LXTJ5标段鄯善轨枕场为例,根据标段划分,该轨枕场需供应DK1489+000~DK1679+000范围内双块式轨枕625586根,铺设工期为15个月(含冬季3个月),按照铺枕前4个月开始正式生产,铺枕结束前1个月全面完成,实际生产周期为18个月,月生产量为34800根左右。
根据上述计算,设置一条生产线组织两班制生产,能满足该项目的工期要求。
考虑到工期提前(铁路施工的常见情况),在场地规划设计时可考虑增设一条生产线的能力(可提升生产效率100%),也可采用鄯善轨枕场的方法增加1台翻转机脱模,并增加回模辊道的方式(2.7分钟/套,可提升生产效率30%)。
双块式轨枕总体施工方案

1 、双块式轨枕总体施工方案1.1双块式轨枕预制技术措施(1)为保证双块式轨枕的质量采用一套德国进口的双块式轨枕生产流水线及配套的钢筋行架生产线、模具吊运流水线,确保轨枕的生产质量及生产效率;(2)应根据产品类型,试验室应对它的组成进行分析并归类,制备混凝土时,枕混凝土的胶凝材料总量不宜少于320 kg/m3的水泥含量,不宜超过450kg/m3,水灰比低0.45。
(3)为防止轨枕砼干裂及加速模具的周转采用蒸汽养生,双块式轨枕强度增长快,不会出现表面收缩裂纹,干缩裂纹等,达到外观质量优良。
1.2 设计生产能力双块式轨枕在贺街车站预制场集中预制占地151亩,负责供应1-4标151Km(双线)双块式轨枕的铺设,约503434根;生产循环时间为4~6min(1×4套模型)。
按每天3班生产,每班采用8h工作制(含0.5h的设备检修及交接班时间),120套模具;分别按照5min循环时间计算,一条生产线每天的最大产量为3×7.5×60/5×4,即1080根轨枕;每月生产时间按28天计算每月的可以生产30240根,一年可生产362880根。
双块式轨枕预制场2009年2月1日开始规划建设,利用3个月的时间正式完成双块式轨枕厂的规划建设,2009年5月1日~2009年7月31日完成生产设备的联合调试,2009年08月1日~2009年9月30日完成双块式轨枕厂技术条件评审及生产许可证考核检验等各项工作,2009年10月1日正式开始生产双块式轨枕,2012年3月31日预制完成双块式轨枕。
生产总工期18个月;各类工种管理人员总计180人。
1.3 总体布置图1.3.1 轨枕厂(场)组成轨枕厂(场)建设一般包括一座生产工厂的各项建设项目。
可根据其工程项目的性质划分以下几类:主要生产工程:原材料存储设施、主要生产车间、成品库等。
对于无碴轨道轨枕厂(场)来说,主要是轨枕生产车间、钢桁架生产车间、钢材库、水泥库、砂石库和成品库等。
(完整版)SK-2型双块式轨枕制造技术.

4
二、 SK-2型双块式轨枕介绍
1、SK-2双块式轨枕外形结构
立面图 平面图 侧面图
SK-2型双块式轨枕具有结构简单、 受力合理、尺寸统一、方便生产、 经久耐用等优点。
5
SK-2型双块式轨枕外形尺寸
轨枕尺寸: 轨距: 混凝土体积: 轨枕重量: 预应力: 配筋: 混凝土等级:
轨枕长 2261mm,宽314mm,高220.5mm。
搅拌供料系统由混凝土搅拌站及供料小车组成; ①混凝土搅拌站采用立式行星强制搅拌机,具有自动计 量、自动检测原材料及混凝土含水率功能,主要完成轨枕预 制所需的混凝土; ②供料小车用于完成搅拌站至布料机构的混凝土物料运 输。
11
2)、布料振动系统 ① 混凝土布料机通过其内配机电控制的螺旋给料器向钢
模完成布料作业。
18
2、钢筋生产车间主要设备 钢筋生产车间设备主要由三部分组成 :冷轧生产线、钢筋
桁架生产线、数控弯箍机。
1)冷轧带肋钢筋生产线 用于原材料的加工,将φ13、φ11、 φ8的Q235光圆盘条钢 筋分别冷轧成φ12、φ10、 φ7的CRB550冷轧钢筋。
数控冷轧带肋钢筋生产线实物示意图
19
(2)钢筋桁架焊接生产线 钢筋桁架焊接生产线用于生产轨枕桁架,集放线、矫直、
混凝土高度要求到模具确定的上部边缘处,在 振动过程中用铁锹取出多余混凝土,使用金属盖板存 放,在振动过程中注意检查混凝土的密实情况,观察 轨枕厚度是否合适。
33
用测距规检查混凝土和桁架钢筋之间的间距,以 保证轨枕各断面厚度满足公差要求。灌注、振动成型 工序须严格控制,同时必须保证振动时间(最佳振动 方式和时间通过试生产确定),操作人员应做好质量 记录。
直 行 运 模 辊 道
轨枕预制分享

轨枕预制分享一、工程概况黔张常线设计范围DK3+500~DK341+214,线路全长336.265km,其中无砟轨道60.213km,设计CRTS无砟轨道双块式混凝土轨枕(SK-2)192912根。
中铁四局集团黔张常铁路张家界制梁场,轨枕区占地面积33.5亩,承担全线轨枕预制的生产任务,其中轨枕厂占地面积为 33.5 亩。
首批轨枕预制2017年3月15日;轨枕认证审查:2017年5月12、13日; 2018年5月24日完成全部预制生产任务。
二、主要工程施工方案(一)轨枕预制为实现工厂化、标准化、程序化的生产,本轨枕场共计配备3条生产线,即:数控钢筋弯箍机生产线、数控全自动桁架焊接生产线、双块式轨枕生产线,可实现分工序流水作业。
轨枕预制配备96套2*4联钢模具,轨枕生产线采用环形布置,所有工序通过滚轴通道将钢模具运输至各个工位,即:模具清理、脱模剂喷涂、套管及螺旋筋安装、箍筋及钢筋桁架安装、箍筋固定件及挡浆夹安装、混凝土浇筑及振捣、挡浆夹拆卸、清渣清边、蒸汽养护、翻转脱模、扣件安装、码垛运输等工序。
生产工艺详见图2.1-1 轨枕循环生产工艺流程图:图2.1-1 轨枕循环生产工艺流程图(二) 轨枕预制施工工艺1.模具设计混凝土在浇筑振动过程中会产生较大的激振力,要求模具必须有足够的强度、刚度及稳定性,以满足浇筑振动过程中的应力和最大变形要求,模具设计周转次数800次。
模具上、下平面四角200×200范围内平面度要求在2mm 以内,利于翻转脱模,模具下平面与振动台接触部位平面度要求在2mm 以内,利于混凝土振动密实。
2.模具清理每班次各模具投入使用前应通过辊道移动到模具清理工位,采用刮刀、空气喷枪、砂布和磨光机等工具进行模型清理,清理应仔细,以清理掉模具腔内的粘连混凝土,不损伤模具表面,不对模具表面造成较深或影响轨枕表面光滑度的刮痕为原则。
对清理完的模具进行检验,发现模型不符合使用要求或标识牌松动损坏时,及时进行修理,标牌不全的模具不得投入使用。
浅谈铁路CRTSⅠ双块式无砟轨道轨枕预制

浅谈铁路CRTSⅠ双块式无砟轨道轨枕预制摘要:文章就SK-2型双块式轨枕在国内首条环形生产线的制造,介绍了制枕总体方案的设计,对主要制枕工序的设备功能和工艺设计等关键技术进行了较详细的阐述,可供类似工程参考和借鉴。
关键词:无砟轨道,双块式轨枕,环形生产线,工艺流程近40年来,高速铁路先行发展的国家大力开发以混凝土或沥青混合料等取代道砟道床的各类新型无砟轨道,旨在提高轨道的稳定性、平顺性,大幅减少维修工作量。
在新建高速铁路干线大量铺设应用中,取得了很好的技术经济效果。
通过开展对国外双块式无砟轨道施工技术及施工设备的引进、消化、吸收及技术再创新工作,基本掌握了双块式无砟轨道轨枕制造、铺设施工关键技术,并开展了无砟轨道施工设备国产化技术研究。
为尽快打造出我国自己的品牌,在充分消化吸收了我国已引进的双块式轨枕生产线技术的基础上,依靠国内的研发力量,对铁路双块式轨枕预制工艺及设备进行开发创新,使双块式轨枕预制工艺及设备研制在国内实现国产化。
下面简要介绍铁路CRTS Ⅰ型双块式无砟轨道轨枕预制生产线组成、工艺流程。
1 总体方案设计中铁隧道集团二处整体道床施工项目部承担了龙厦客运专线象山隧道CRTS Ⅰ型双块式无砟轨道SK-2型双块式混凝土轨枕的生产任务,采用环形生产线进行轨枕的工厂化制造,以保证轨枕的制造质量与精度,提高生产效率。
生产组织按每天循环设计作业,流水生产节拍不大于5min,模具设计为4×1形式(即:4根轨枕在一个模型中,外层采用框架钢结构形式)。
生产能力在每天800根左右。
1.1 总体平面布置环形生产线生产车间设计尺寸为:长60m×宽20m×高8m(见图1),全部置于钢结构彩钢房屋内,在车间的长尺寸方向的一侧有一个口,用于混凝土的进料方向;在车间的短尺寸方向上,一端为用于工作人员进出车间和轨枕运出车间的大门,便于将加工好的钢筋桁架运送至安装钢筋桁架的工位,一端为方便工作人员出入车间。
双块式轨枕预制
双块式轨枕预制------------------------------------------作者xxxx------------------------------------------日期xxxx2.6.4.1 轨枕的预制(1)主要施工工序钢筋加工:Φ20和Φ12钢筋在加工场地定长下料后进行焊接,圆盘条定长下料机定长下料,用钢筋弯曲机弯曲或特殊模具成型。
用卷簧机1台制作螺旋筋。
骨架焊接:双块式轨枕钢筋焊接场地配电焊机12台,制作专用定位装置进行钢筋骨架焊接。
清模:产品脱模后,将钢模移到清模台位,用工具将底模、侧模上的混凝土残渣清除干净,更换损坏的密封胶条,不能敲击模型。
喷隔离剂:用喷雾器将模型内侧全部喷上隔离剂,但隔离剂不能积存。
安塑料套管及螺旋筋:钢模涂刷好隔离剂后,开始安装塑料套管,塑料套管位置准确,安装牢固。
同时安装套管螺旋筋,并进行固定。
骨架入模、安装端头挡板:将焊接好的钢筋骨架抬入钢模内,位置摆放正确,安装端头挡板,橡胶条,保证轨枕不漏浆,外形尺寸准确。
砼搅拌:轨枕采用C50耐久性混凝土,混凝土采用措施预防碱-骨料反应。
采用逆流式强制搅拌机搅拌砼,电子计量系统按照施工配合比要求进行准确量计量原材料,胶凝材料总用量不超过500 kg/m3,称量最大允许偏差符合下列规定(按重量计):胶凝材料(水泥、掺和料等)±1%;外加剂±1%;骨料±2%;拌和用水±1%。
计量设备每六个月校验一次,如发现有异常时,及时校验;搅拌砼前,严格测定粗细骨料的含水率,准确测定因天气变化而引起的粗细骨料含水量变化,以便及时调整施工配合比;一般情况下,含水量每班抽测2次,雨天应随时抽测,并按测定结果及时调整砼施工配合比;搅拌时,先向搅拌机投入细骨料、水泥、矿物掺和料和外加剂,搅拌均匀后,再加入所需用水量,待砂浆充分搅拌后再投入粗骨料,并继续搅拌至均匀为止。
上述每一阶段的搅拌时间不宜少于30s,总搅拌时间不少于2min,也不超过3min;炎热季节搅拌砼时,采取措施控制水泥的入搅拌机温度不大于40℃。
双块式轨枕预制场方案设计指导书1
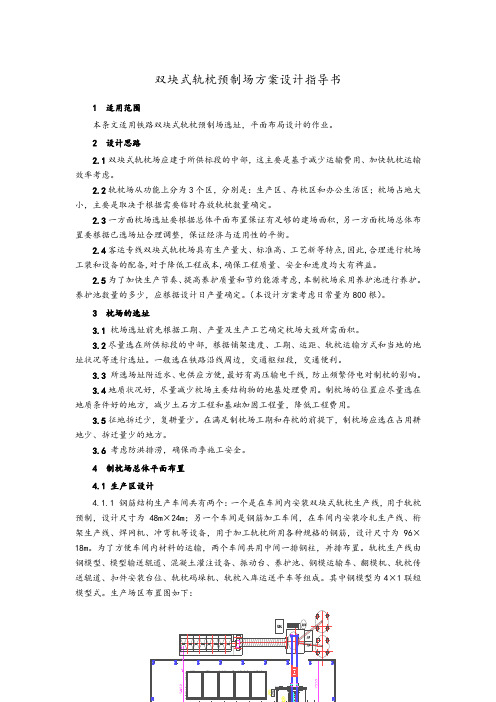
双块式轨枕预制场方案设计指导书1 适用范围本条文适用铁路双块式轨枕预制场选址,平面布局设计的作业。
2 设计思路2.1双块式轨枕场应建于所供标段的中部,这主要是基于减少运输费用、加快轨枕运输效率考虑。
2.2轨枕场从功能上分为3个区,分别是:生产区、存枕区和办公生活区;枕场占地大小,主要是取决于根据需要临时存放轨枕数量确定。
2.3一方面枕场选址要根据总体平面布置保证有足够的建场面积,另一方面枕场总体布置要根据已选场址合理调整,保证经济与适用性的平衡。
2.4客运专线双块式轨枕场具有生产量大、标准高、工艺新等特点,因此,合理进行枕场工装和设备的配备,对于降低工程成本,确保工程质量、安全和进度均大有裨益。
2.5为了加快生产节奏、提高养护质量和节约能源考虑,本制枕场采用养护池进行养护。
养护池数量的多少,应根据设计日产量确定。
(本设计方案考虑日常量为800根)。
3 枕场的选址3.1 枕场选址前先根据工期、产量及生产工艺确定枕场大致所需面积。
3.2尽量选在所供标段的中部,根据铺架速度、工期、运距、轨枕运输方式和当地的地址状况等进行选址。
一般选在铁路沿线周边,交通枢纽段,交通便利。
3.3 所选场址附近水、电供应方便,最好有高压输电干线,防止频繁停电对制枕的影响。
3.4地质状况好,尽量减少枕场主要结构物的地基处理费用。
制枕场的位置应尽量选在地质条件好的地方,减少土石方工程和基础加固工程量,降低工程费用。
3.5征地拆迁少,复耕量少。
在满足制枕场工期和存枕的前提下,制枕场应选在占用耕地少、拆迁量少的地方。
3.6 考虑防洪排涝,确保雨季施工安全。
4 制枕场总体平面布置4.1 生产区设计4.1.1 钢筋结构生产车间共有两个:一个是在车间内安装双块式轨枕生产线,用于轨枕预制,设计尺寸为48m×24m;另一个车间是钢筋加工车间,在车间内安装冷轧生产线、桁架生产线、焊网机、冲弯机等设备,用于加工轨枕所用各种规格的钢筋,设计尺寸为96×18m。