用三针法检测外螺纹单一中径
三针测量外螺纹中径

三针测量外螺纹中径[学习重点]1.熟悉用三针法测量外螺纹的方法。
2.学会选择最佳三针。
[仪器用具]三针、螺旋千分尺(或测长仪器)、螺纹。
[测量原理]1.三针法测量中径用三针法测量螺纹中径是一种间接测量的方法。
如图18-1所示,将三根直径相同的量针放在被测螺纹的牙槽内,而且单根量针应放置在成对使用的两根量针对面的中间牙槽里。
在一定的测量力作用下,三针与螺纹槽侧面可靠接触,测量出三针外尺寸间的跨距M值,再通过公式(1)计算,即可求得被测螺纹的中径d2。
测量M值时,可采用接触式量仪(如千分尺或测长仪等)进行绝对测量,也可采用光学计或其它测微仪通过与量块比较进行相对测量。
(18-1)式中dD ──三根量针直径的平均值,图18-1 测量中径原理图1---接触式量仪2---被测螺纹3---三针dD1 为螺纹一边的单根量针的直径; dD2 、dD3 为螺纹另一边成对使用的两根量针的直径。
P ──螺距α/2 ──螺纹牙型半角2.最佳三针的确定为了避免由于牙形角误差影响测量结果,从图18-2中可以看出量针与螺纹牙形角侧面相切正好在螺纹的单一中径处,因而牙形角的变化不影响量针位置,即测量结果不受牙形半角误差Δα/2的影响,此时三针直径为最佳量针直径,其量针直径dD0 '图18-2 最佳三针直径位置图1---被测螺纹2---量针直径在实际工作中,如果成套的三针没有最佳三针,可选用与最佳值相接近的三针直径来代替,一般选用的三针直径应能保证其与牙侧的接触点在中径牙面交点上下1/8牙面长度(L)范围内,如图18-3所示。
图18-3 代用三针直径位置图1---被测螺纹2---量针直径[实验内容]1.选择最佳三针按公式(2)计算最佳三针直径,以此为依据挑选三针。
若无合适的三针,则可选用与最佳三针接近的三针。
2.测量M值按图18-1将三针装好,用千分尺分别在三个等距截面内进行测量,记下各个位置上的读数值,此值也就是各个位置上测得的M值。
螺纹塞规单一中径校准结果的CMC评定:外螺纹
螺纹塞规单一中径校准结果的CMC 评定:外螺纹1 概述1.1 测量依据:JJF1345-2012《圆柱螺纹量规校准规范》。
1.2 被测对象:圆柱螺纹塞规,M20×2.5-6H 通端。
1.3 测量方法及主要设备测量环境条件:温度为(20±2)℃,相对湿度≤60%。
测量过程:用万能测长仪直接测量。
每次测量时,利用两个平面测帽和直径为D d 的三针测量,测量力为3N 。
调整测长仪测帽位置,仪器对零;被测螺纹塞规在万能测长仪上用三针法测量外螺纹实际中径。
将三根直径相同的三针放入被测螺纹塞规牙槽中,用测长仪直接测得m 值,通过计算公式得到外螺纹通止端的中径值。
测量标准:JDY-2万能测长仪,外螺纹中径测量范围(0~100)mm 。
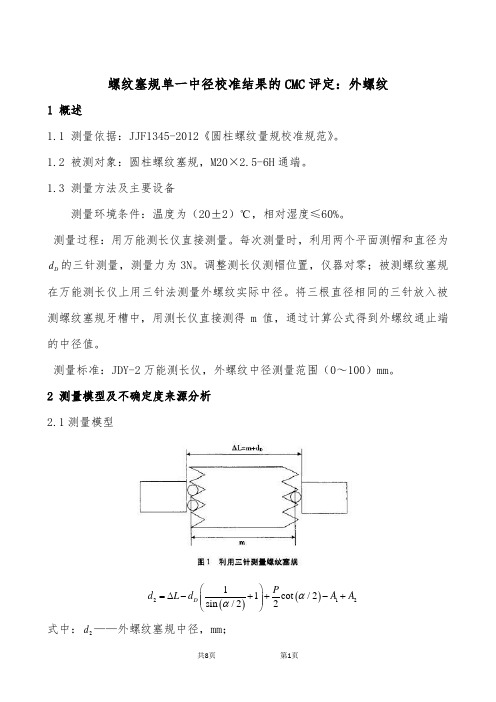
2 测量模型及不确定度来源分析 2.1测量模型()()21211cot /2sin /22D P d L d A A αα⎛⎫=∆-++-+ ⎪ ⎪⎝⎭式中:2d ——外螺纹塞规中径,mm ;L ∆——被校螺纹塞规位移量,mm ;D d ——三针直径,mm ;/2α——牙型半角标称值,°;P ——螺距标称值,mm ;1A ——螺旋升角修正值,mm ; 2A ——测量力修正值,mm2.2 灵敏系数L ∆的灵敏系数:21==1d c L∂∂∆ D d 的灵敏系数:()22==-1/sin /21=3D d c d α∂+-⎡⎤⎣⎦∂ /2α的灵敏系数:()2302cos 2===8.31/sin 22D d c d d um rad ααα⎛⎫⎪∂⎝⎭--⎛⎫∂ ⎪⎝⎭P 的灵敏系数:24cot 2===0.8662d c P α⎛⎫ ⎪∂⎝⎭∂1A 的灵敏系数:251==-1d c A ∂∂ 2A 的灵敏系数:262==1d c A ∂∂ 2.3 方差()()()()()()()2222222222222212345162/2c D u d c u L c u d c u c u P c u A c u A α=∆+++++2.4标准不确定度来源分析(1)被校螺纹塞规位移量引入的标准不确定度()u L ∆的评定由以下6个分项构成: A . 被校螺纹塞规测量重复性引入的标准不确定度()1u L ∆ B . 测长仪对零不准引入的标准不确定度()2u L ∆ C . 测长仪安装定位不准引入的标准不确定度()3u L ∆ D . 测长仪示值误差引入的标准不确定度()4u L ∆ E . 温差变化引入的标准不确定度()5u L ∆ F .线膨胀系数差异引入的标准不确定度()6u L ∆(2)三针示值误差引入的标准不确定度()D u d(3)牙型半角/2α标称值引入的标准不确定度2u α⎛⎫⎪⎝⎭(4)螺距P 标称值引入的标准不确定度()u P (5)螺旋升角修正值1A 引入的标准不确定度()1u A (6)测量力修正值2A 引入的标准不确定度()2u A 3 标准不确定度分量评定 (1)()u L ∆的评定 A .()1u L ∆的评定被校螺纹塞规测量重复性引入的标准不确定度()1u L ∆采用A 类评定。
螺纹螺距及中径的三针测量

-0.059 -0.272
即A的范围为36.357~36.144
-0.125 -0.480
+4.864× 3.1-1.866 ×6
=40.882
-0.125 -0.480
即M的范围为40.757~40.402
因某螺纹的M值为40.360,在M的范围40.757~40.402之 外,故该螺纹的中径不合格。
课堂练习2
用三针测量Tr40 ×7的丝杆,已知螺纹中径的基本尺寸和极限
-0.02 -0.198
+ 3× 1.1-0.866 ×2
=16.269
-0.02 -0.198
即M的范围为16.249~16.071
课堂练习1
用三针法测M24普通螺纹中径,已知螺纹中径的基本尺寸和极限偏差为
Φ22.052
-0.02
-0.20
,求千分尺读数M值的范围。若某个螺纹的M值是24.555,问
该螺纹中径是否合格?
解: ①求量针直径
dD最佳= 0.577P=0.577×3=1.731mm 取量针直径为1.7毫米
②求M值
M=d2+3dD-0.866P=22.052--00..0220 +3× 1.7-0.866 ×3
=24.554
-0.02
-0.20
即M的范围为24.354~24.534
因为该螺纹的M值是24.555,不在M的范围24.534~24.354内,故不合格。
即M的范围为20.391~20.193
课堂练习
1、用三针法测M16普通螺纹中径,已知螺纹中径的基本尺
寸和极限偏差为Φ14.701
-0.02 -0.198
,求千分尺的读数范围。
螺纹的综合测量
螺纹的综合测量(一)实验目的1.学会单一中径、螺距、牙型半角等单项测量方法。
2.掌握用泰勒原则判断该零件作用中径是否合格。
(二)测量器具三针、千分尺、大型工具显微镜。
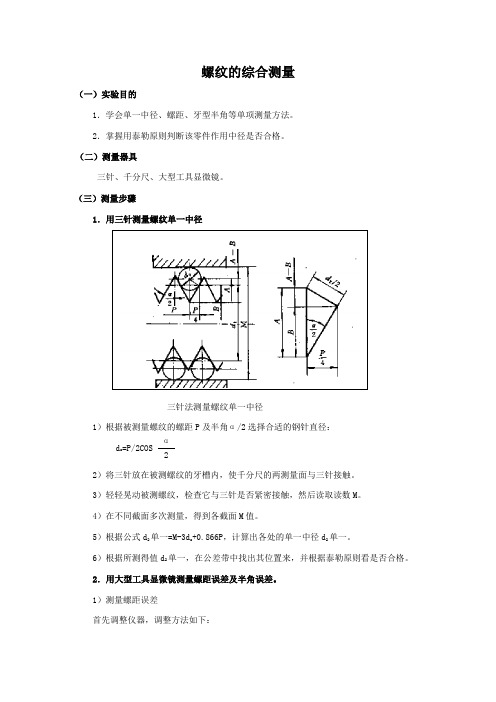
(三)测量步骤1.用三针测量螺纹单一中径三针法测量螺纹单一中径1)根据被测量螺纹的螺距P及半角α/2选择合适的钢针直径:d o=P/2COS α22)将三针放在被测螺纹的牙槽内,使千分尺的两测量面与三针接触。
3)轻轻晃动被测螺纹,检查它与三针是否紧密接触,然后读取读数M。
4)在不同截面多次测量,得到各截面M值。
5)根据公式d2单一=M-3d o+0.866P,计算出各处的单一中径d2单一。
6)根据所测得值d2单一,在公差带中找出其位置来,并根据泰勒原则看是否合格。
2.用大型工具显微镜测量螺距误差及半角误差。
1)测量螺距误差首先调整仪器,调整方法如下:⑴装上附件顶尖架,使两顶尖的轴心线尽可能与纵向导轨方向一致。
⑵调焦,将定焦杆用顶尖顶紧,移动纵、横向滑板,使定焦杆上的刀口在视场中出现,转动粗调焦手轮和微调,使刀口的象清晰而无像差为止。
⑶根据螺纹升角及升角的方向调整立柱的倾斜角度。
根据以上方法调整好仪器之后,即可进行测量。
测量步骤如下:⑴安装工件,转动纵横工作台手柄,让工件上一边的牙形出现在视场中。
⑵旋转目镜分度盘手轮,使米字镜头中的中心虚线与螺纹的牙廓一测(如左侧)相切合(用压半线法)。
在纵向读数器上记下第一次读数。
⑶转动纵向手轮,使工作台纵向移动,并使目镜中同一虚线与工件另一牙形的同名侧牙廓相重合(记下跨过了几个螺牙),在纵向读数据上记下第二个读数。
⑷用同样的方法测出上面被测两牙形的另一侧面(左侧)的两个读数。
⑸根据所测读数值,由公式:Pn左=|左侧第一次读数-左侧第二次读数|Pn右=|右侧第一次读数-右侧第二次读数|P n= P n左-P n右2ΔP n∑= P n-nP进行计算,并由公式f P=1.732|ΔPn∑|计算出螺距误差对作用中径的影响2)牙形半角误差的测量牙形半角误差测量时,仪器调整与上相同,测量步骤如下:⑴在调整好仪器之后,让米字线的中心虚线与牙形轮廓的左、右边缘相靠(采用光隙法),从角度目镜中分别读出角度值,记作α(Ⅰ)、α(Ⅱ)。
螺纹三针测量的问题讨论
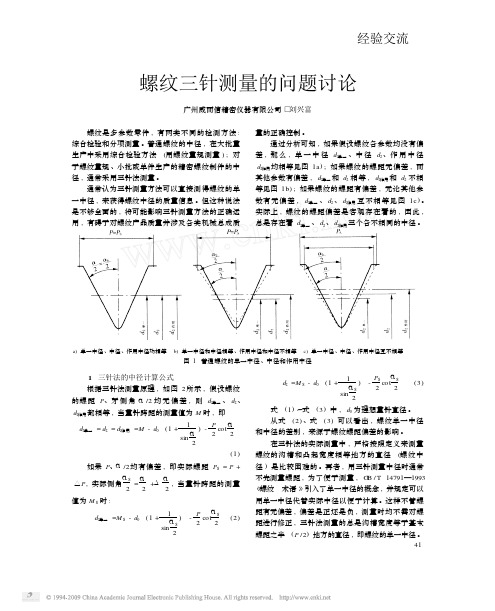
经验交流螺纹三针测量的问题讨论广州威而信精密仪器有限公司□刘兴富 螺纹是多参数零件,有两类不同的检测方法:综合检验和分项测量。
普通螺纹的中径,在大批量生产中采用综合检验方法(用螺纹量规测量);对于螺纹量规、小批或单件生产的精密螺纹制件的中径,通常采用三针法测量。
通常认为三针测量方法可以直接测得螺纹的单一中径,来获得螺纹中径的质量信息。
但这种说法是不够全面的,将可能影响三针测量方法的正确运用,有碍于对螺纹产品质量并涉及各类机械总成质量的正确控制。
通过分析可知,如果假设螺纹各参数均没有偏差,那么,单一中径d 2单一、中径d 2、作用中径d 2作用均相等见图1a );如果螺纹的螺距无偏差,而其他参数有偏差,d 2单一和d 2相等,d 2作用和d 2不相等见图1b );如果螺纹的螺距有偏差,无论其他参数有无偏差,d 2单一、d 2、d 2作用互不相等见图1c )。
实际上,螺纹的螺距偏差是客观存在着的,因此,总是存在着d 2单一、d 2、d 2作用三个各不相同的中径。
a )单一中径、中径、作用中径均相等b )单一中径和中径相等、作用中径和中径不相等c )单一中径、中径、作用中径互不相等图1 普通螺纹的单一中径、中径和作用中径1 三针法的中径计算公式根据三针法测量原理,如图2所示,假设螺纹的螺距P 、牙侧角α/2均无偏差,则d 2单一、d 2、d 2作用都相等,当量针跨距的测量值为M 时,即d 2单一=d 2=d 2作用=M -d 0(1+1sinα2)-P2cotα2(1)如果P 、α/2均有偏差,即实际螺距P S =P +△P ,实际侧角αS 2=α2+Δα2,当量针跨距的测量值为M S 时:d 2单一=M S -d 0(1+1sinαS 2)-P2cotαS 2(2)d 2=M S -d 0(1+1sinαS 2)-P S2cotαS 2(3)式(1)~式(3)中,d 0为理想量针直径。
从式(2)、式(3)可以看出,螺纹单一中径和中径的差别,来源于螺纹螺距偏差的影响。
三针法测量螺纹中径

上表所示的螺纹精度为2A,其余精度的螺纹不适用上表,蓝色区域为可编辑区域,黄色区域为不可编辑,不用输入数据即可自动计算。
制表:韩云停 日期:2010.06.19
用三针法测量外螺纹中径
式中,M 为测得值(mm ),d 0为三针直径(mm );α为牙型角(°)。
用三针法测量统一螺纹(外螺纹)中径
M-m-(D 0-d 0)根据上式计算出的数值查三角函数正弦值,即可求得牙型半角,牙型半角×2即为牙型角。
sin (α/2)=
式中,D O 为较大的量针直径,d 0为较小的量针直径,
M 为量针D O 时测量值,m 为量针d o 时测量值。
采用两种不同规格的量针测量牙型角,牙型半角α/2的计算式:
D 0-d 0。
三针测量法检验圆锥外螺纹基面中径
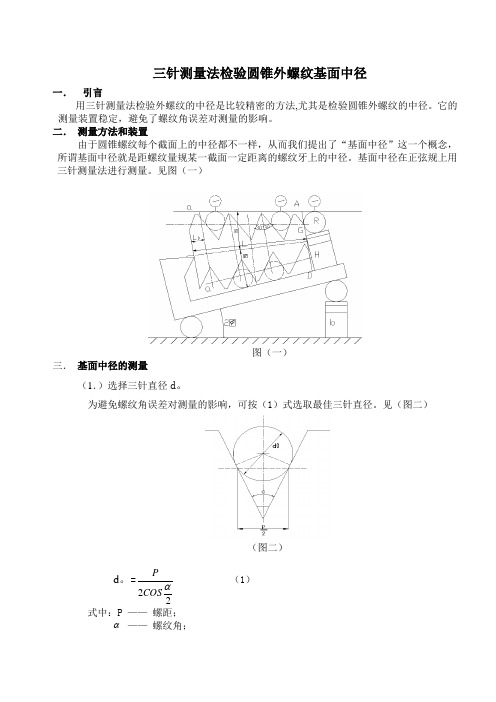
三针测量法检验圆锥外螺纹基面中径一. 引言用三针测量法检验外螺纹的中径是比较精密的方法,尤其是检验圆锥外螺纹的中径。
它的测量装置稳定,避免了螺纹角误差对测量的影响。
二. 测量方法和装置由于圆锥螺纹每个截面上的中径都不一样,从而我们提出了“基面中径”这一个概念,所谓基面中径就是距螺纹量规某一截面一定距离的螺纹牙上的中径。
基面中径在正弦规上用三针测量法进行测量。
见图(一)图(一)三. 基面中径的测量(1.)选择三针直径d 。
为避免螺纹角误差对测量的影响,可按(1)式选取最佳三针直径。
见(图二)(图二)d 。
=22αCOSP (1)式中:P —— 螺距; α —— 螺纹角;d 。
—— 最佳三针直径。
(2.)中径的测量在工作平板上放上正弦规,根据圆锥螺纹的锥度计算出正弦规的块规高度b ,将两支针分别放在工件下方的第二牙和第三上(注意尽可能使两针之间的距离大,以便稳定装置),并与工件一起放到正弦规上,将第三针放在工件上方的第二牙或第三牙上。
然后在正弦上放置根据图纸的基面中径和工件有关参数按(2)式算出的块规组的高度H ,将半径为R 的标准圆柱放置在该块规组H 上。
最后第三针的最高点示值与标准圆柱的最高点示值之差,这个示值差就是基面中径的实际尺寸与图纸的基面中径之差∆a 。
(3.)测量公式及推导由于 d 小=AD –2AG (注:G 为工件小端中径上的一点); 所以 d 基=AD-2AG +(L –L 。
) K 式中:d 小 —— 工件小端中径;d 基 —— 图纸标注的基面中径; L —— 工件长度;L 。
—— 大端面到基面a-a 截面的距离(机械手册里可查到); K —— 工件锥度 (K=2tg ϕ) 。
利用数学关系式可以算出: AD=ϕCOS H +ϕCOS R + R tg ϕ+ Rctg 290ϕ- ;2AG= d 。
(ϕC O S1+21αSin)–2P ( Ctg 2α–tg 2ϕtg2α) 。
螺纹螺距及中径的三针测量

解: ①求量针直径
dD最佳= 0.577P=0.577×2.5=1.44mm 取量针直径为1.4毫米
②求M值
M=d2+3dD-0.866P=18.376-0-.02.1082
=20.411
-0.02
-0.218
+3× 1.4-0.866 ×2.5
即M的范围为20.391~20.193
精选PPT
18
课堂练习
1、用三针法测M16普通螺纹中径,已知螺纹中径的基本尺
寸和极限偏差为Φ14.701
-0.02 -0.198
,求千分尺的读数范围。
解: ①求量针直径
dD最佳= 0.577P=0.577×2=1.154mm 取量针直径为1.1毫米
②求M值
M=d2+3dD-0.866P=14.701
-0.02 -0.198
上测头进入槽中
精选PPT
下测头卡住螺牙
11
用螺纹千分尺测中径
0-25
精选PPT
12
用螺纹千分尺测中径
操作要点
下测量头不动 上测量头前后摆动,找最大直径处。
测量结果:螺纹千分尺的读数即为中径
0-25
精选PPT
13
0-2
量针
量针最佳
量针过大
量针过小
上测头
下测头
精选PPT
14
量针
d2
精选PPT
15
精选PPT
7
螺纹中径尺寸的作用----影响配合精度 无法拧进
外螺纹中径尺寸大了----无法配合
精选PPT
8
螺纹千分尺结构
微分筒 刻度尺 上测量头 下测量头
0-25
精选PPT
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
用三针法检测外螺纹单一中径
一、实验目的
1、掌握三针法检测外螺纹单一中径的原理。
2、掌握三针法检测外螺纹单一中径的方法。
二、实验器材
三根量针、外径千分尺一把、被测螺纹塞规
三、实验内容
(一)测量原理和计算公式的介绍
用三针法测量螺纹中径是将三根直径相同的量针分别安置在被检测的螺纹两边的牙槽内,位置如下图所示。
用计量器具测量出三根量针外母线之间
的跨距M ,根据已知的螺距P 、牙型半角α2 及量针直径d 0的数值算出螺纹的
单一中径d 2s 。
即:
M=d 2s + d 0[1+1
sin α2
]- P 2 cos α2
对于普通螺纹,α2 =300,则有:d 2s =M-3 d 0+0.866P
对于梯形螺纹,α2 =150,则有:d 2s =M-4.864d 0+1.866P
此公式的推导,是设定中径处的螺纹牙槽宽度为半个基本螺距值P 2 。
当
螺距无误差时,单一中径就是螺纹中径,如果螺距有误差,二者则不相同。
三针法的测量精度,除与所选计量器具的示值误差和量针本身的误差有关外,还与被检测螺纹的螺距误差和牙型半角误差有关。
为了消除牙型半角误差对测量结果的影响,应选最佳量针d 0最佳,使它与螺纹牙型侧面的接触点,恰好在中径线上。
d 0最佳= P
2cos α2
三针法的测量精度比目前常用的其他方法的测量精度要高,而且在生产条件下,应用也较方便。
(二)量针的介绍
从前面的公式可以看出,若对每一种螺距给以相应的最佳量针的直径,这样,量针的种类将达到很多,为了适应各种类型的螺纹,对量针的直径进行合并并以减少规格,当量针直径偏离最佳量针直径很小时,不会对中径检测产生大的影响。
下表分别列出了普通螺纹和梯形螺纹的尺寸系列及其相应采用的三针直径和所测尺寸M 的公称值。
四、实验步骤
1、清洗工件和计量器具。
2、校对外径千分尺的零位。
3、把三根量针分别放入被测螺纹直径两边的沟槽中。
在圆周均布的三个
轴向截面内互相垂直的两个方向测量针距尺寸M,读出尺寸M的数值并做好记录,取平均值作为最后的结果。
4、按公式计算螺纹的单一中径。
7、查表求螺纹中径的极限偏差和极限尺寸。
8、判断螺纹的合格性。
实验记录表
五、实验注意事项
1、量针直径是否正确?
2、外径千分尺零位是否正确?
3、检测位置是否科学?
4、读数方法是否有误?。