三针法测量螺纹单一中径的测量不确定度
螺纹三针测量的问题讨论
经验交流螺纹三针测量的问题讨论广州威而信精密仪器有限公司□刘兴富 螺纹是多参数零件,有两类不同的检测方法:综合检验和分项测量。
普通螺纹的中径,在大批量生产中采用综合检验方法(用螺纹量规测量);对于螺纹量规、小批或单件生产的精密螺纹制件的中径,通常采用三针法测量。
通常认为三针测量方法可以直接测得螺纹的单一中径,来获得螺纹中径的质量信息。
但这种说法是不够全面的,将可能影响三针测量方法的正确运用,有碍于对螺纹产品质量并涉及各类机械总成质量的正确控制。
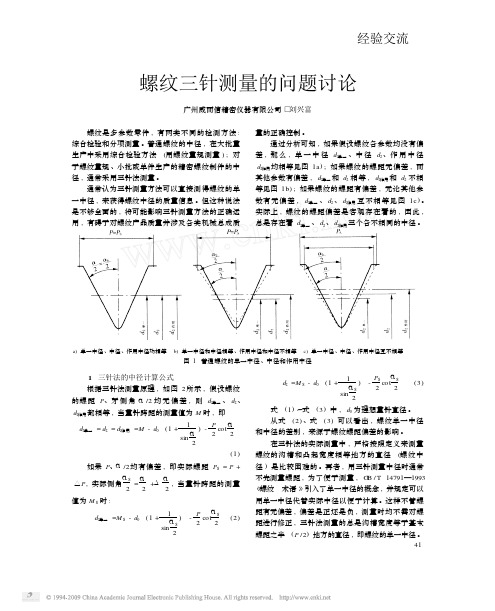
通过分析可知,如果假设螺纹各参数均没有偏差,那么,单一中径d 2单一、中径d 2、作用中径d 2作用均相等见图1a );如果螺纹的螺距无偏差,而其他参数有偏差,d 2单一和d 2相等,d 2作用和d 2不相等见图1b );如果螺纹的螺距有偏差,无论其他参数有无偏差,d 2单一、d 2、d 2作用互不相等见图1c )。
实际上,螺纹的螺距偏差是客观存在着的,因此,总是存在着d 2单一、d 2、d 2作用三个各不相同的中径。
a )单一中径、中径、作用中径均相等b )单一中径和中径相等、作用中径和中径不相等c )单一中径、中径、作用中径互不相等图1 普通螺纹的单一中径、中径和作用中径1 三针法的中径计算公式根据三针法测量原理,如图2所示,假设螺纹的螺距P 、牙侧角α/2均无偏差,则d 2单一、d 2、d 2作用都相等,当量针跨距的测量值为M 时,即d 2单一=d 2=d 2作用=M -d 0(1+1sinα2)-P2cotα2(1)如果P 、α/2均有偏差,即实际螺距P S =P +△P ,实际侧角αS 2=α2+Δα2,当量针跨距的测量值为M S 时:d 2单一=M S -d 0(1+1sinαS 2)-P2cotαS 2(2)d 2=M S -d 0(1+1sinαS 2)-P S2cotαS 2(3)式(1)~式(3)中,d 0为理想量针直径。
从式(2)、式(3)可以看出,螺纹单一中径和中径的差别,来源于螺纹螺距偏差的影响。
三针法螺纹塞规中径的测量不确定度评定
三 针直 径 , m m;
收 稿 日期 : 2 0 1 4— 0 7—2 2
竺蓥 : 三 针 法 螺 纹 塞规 中径 的测 量不 确 定 度 评 定
u ( z  ̄ L 1 ) ;
3 灵敏 系数 △ 的灵敏 系数 :
1=a d 2 /a △L =1
1 . 5 测 量方 法 : 用 万 能测 长 仪 直 接测 量 。 每次 测 量 时 , 利 用两个 平 面测 帽和 直径为 d 。的三针 测 量 , 测量力 3 N。 调 整测 长仪 测 帽位置 、 仪器 对零 ; 被测 螺纹 塞规 在万 能测 长 仪上 用三 针法测 量 外螺纹 实 际 中径 。将 三根 直径相 同 的三针 放人 被测 螺纹 塞 规 牙槽 中 , 用测 长 仪 直 接测 得 m 值, 通 过计 算公 式得 到外螺 纹通 止端 的 中径 值 。 2 测 量模 型
1 概 述
一
1 . 1 测 量依据 : 根据 J J F 1 3 4 5— 2 0 1 2 ( ( 圆柱 螺纹 量规校 准
规 范》 。 1 . 2 测量 环境 条件 : 温度 ( 2 0± 2 ) ℃, 相对湿 度 ≤6 0 %。
牙 型半角标 称值 , 。 ;
1 . 3 测量标准 : J D 2 5 一 C万能数显测长仪 U= 0 . 5 p , m( k
d 。的灵敏 系数 :
c =O d JO d o= 一[ 1 / s i n ( )+1 ]= 一 3 的灵 敏系数 :
c C o 0 s 8 ( — , )
C 3 = a d / a 詈
儿 。 2
圆柱螺纹塞规单一中径测量结果不确定度评定
“ c o s
c 2=Od2/0 ̄/2= (dD—d0)
【I
.
sln
C4= Od2/OA2: 1 。5= Od2/OSB = 1
4 各影响量 的标 准不确 定度分析
4.1 由测 量 重 复 性估 算 的 标 准 不 确 定 度 ,属 A 类方 法进 行评 定
在重 复性 条件 下 连续 测量 10次 。得 到 下列 测量 列 ,以此进 行 不确定 度 分析 。
— A1 + A2 + 6B
式 中,d。为三针的标称直径 ,mm;AL为仪器测 得 尺 寸 ,mm;a/2为 被 测 外 螺 纹 标 称 牙 形 半 角 .单 位 ;式 中为 30。;P 为被 测 外 螺 纹 螺 距 ,mm;A 为 螺 旋升角修 正值 ;A:为测量 力修 正值 ;船 为被校螺纹 和相关仪器 、相关程序修正值 。
u( )=3 /2= 1.5 4.6 由 测 量 力 修 正 引 入 的 标 准 不 确 定 度 分 量
M(A:) 估计由测量力修 正引起 的影 响为 0.21xm,按均 匀 分 布评估 ,则 :
u(a2)=U/k=0.2/1.732=0.1 I,zm 4.7 由被校量规不完善 、校准程序等所有未明确分
离的因素引入的标准不确定度分量 “(船 )
+u (A2)+/12(船 )
u(p)=U/k=2/2=1 m 4.5 由螺 纹 牙形 角 测 量 引 入 的 标 准不 确 定 度 分 量
(a) 利用 最大 允许 误 差 (MPE)为 :±(1+L/100)Ixm 的万 能工 具显 微镜 ,以影像 法测 得 被 测 件 螺 纹 牙形 角 ,其 测量 扩展 不 确 定 度 为 :U=3 ,k=2,标 准 不 确 定 度 分量 ( ):
测量不确定度评估实例M
三针法外螺纹中径测量不确定度评估实例1、测量概述:测量温度条件:符合表1规定的高准确度测量的温度要求。
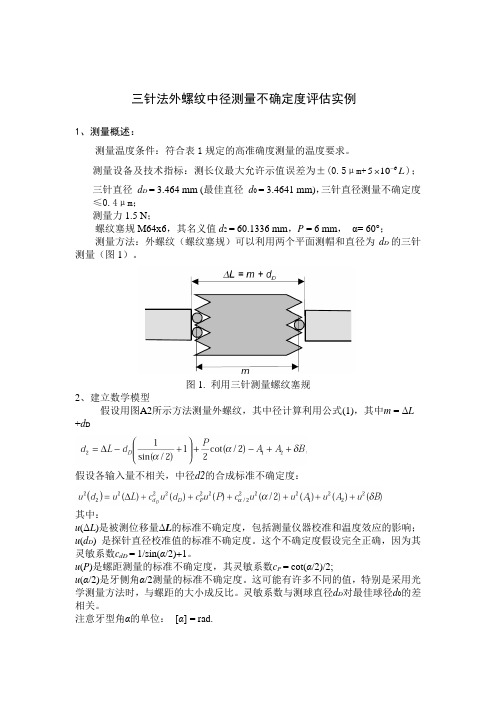
测量设备及技术指标:测长仪最大允许示值误差为±(0.5μm+L 6105-⨯);三针直径 d D = 3.464 mm (最佳直径 d 0 = 3.4641 mm),三针直径测量不确定度≤0.4μm ; 测量力1.5 N ;螺纹塞规M64x6,其名义值d 2 = 60.1336 mm ,P = 6 mm , α= 60°;测量方法:外螺纹(螺纹塞规)可以利用两个平面测帽和直径为d D 的三针测量(图1)。
图1. 利用三针测量螺纹塞规2、建立数学模型假设用图A2所示方法测量外螺纹,其中径计算利用公式(1),其中m = ΔL +d D假设各输入量不相关,中径d2的合成标准不确定度:其中:u (ΔL )是被测位移量ΔL 的标准不确定度,包括测量仪器校准和温度效应的影响; u (d D ) 是探针直径校准值的标准不确定度。
这个不确定度假设完全正确,因为其灵敏系数c dD = 1/sin(α/2)+1。
u (P )是螺距测量的标准不确定度,其灵敏系数c P = cot(α/2)/2;u (α/2)是牙侧角α/2测量的标准不确定度。
这可能有许多不同的值,特别是采用光学测量方法时,与螺距的大小成反比。
灵敏系数与测球直径d D 对最佳球径d 0的差相关。
注意牙型角α的单位: [α] = rad.d D cos(a/2)/sin2(a/2)-P/2sin2(a/2) ;P/2=d0*cos(a/2) (B8)u(A1) 是进行升角修正时采用近似公式引入的不确定度;u(A2) 是测量力修正引入的不确定度;u(δB)是被校螺纹量规不完善、校准程序等所有未明确分离的因素引入的不确定度。
B4.4 不确定度报告的数字示例按照组合3校准螺纹塞规M64x6,其名义值d2 = 60.1336 mm,P = 6 mm,α= 60°。
实验3-2用三针法测量螺纹中径

实验3-2 用三针法测量螺纹中径1、 1、 目的与要求1.1、 1.1、 理解三针法测量外螺纹中径的原理;1.2、 1.2、 学会杠杆千分尺的使用方法。
2、 2、 测量原理用三针法测量外螺纹中径属于间接测量,其原理如图3-7所示,是将三根直径相同的量针(或称量线)或量柱分别放入螺纹直径两边的牙槽内,然后用具有两个平行测量面的量仪测出外尺寸M ,根据所测M 值和被测螺纹的螺距P 、牙型半角α/2以及所用量针的直径d 0,计算出螺纹中径d 2。
d 2 = M-2AC=M-2(AD-CD)当α/2=30°d 2=M-3d 0+0.866P图3-7 用三针法测量螺纹中径如果量针与螺纹的接触点E 正好位于螺纹中径处,则螺纹半角的误差将不影响测量结果,此时所用的量针直径称为最佳直径,其值可按下式计算: 当α/2=30°时d 0=0.577P2cos 0αPd =图3-8 三针结构形式a)悬挂式b)带座板式为了简化三针的尺寸规格,工厂生产的三针尺寸是几种尺寸相近螺纹共用的标准值。
不一定恰好等于所要的最佳直径。
测量时要按上式计算的最佳直径从成套三针中挑选直径最接近的三针。
三针有两种结构,见图3-8。
悬挂式三针是挂在架上使用;带座板式三针是套在测头上使用。
量针的制造精度有两级:0级用于测量中径公差为4~8um的螺纹塞规;1级用于测量中径公差大于8um的螺纹塞规或螺纹工件。
3、3、仪器简介测量外尺寸M的量仪有千分尺、杠杆千分尺、杠杆卡规、比较仪、测长仪等,根据工件的精度要求选择。
本实验采用千分尺。
该千分尺测头是固定的,通过旋转转动刻度筒调节测杆与测头之间的距离,最终读数由固定刻度筒和转动刻度筒读取。
4、4、操作步骤4.1、4.1、根据被测螺纹的大小粗估M值,选择测量范围适合的千分尺。
擦净尺上测头和测杆的端面。
4.2、4.2、根据被测螺纹的螺距计算量针的最佳直径,从成套三针(表3-5)中选出与最佳直径最接近的三针。
最佳三针法检测螺纹塞规中径时综合修正值的分析
对最 佳三 针 法测 量 螺 纹 塞 规 中径 进 行 讨 论 , 此 C 分 因 1
量 不在 本文分 析 之列 。
值, 通过换算求出 d 2
32 c 分 量 . 2
c 唔昔
C =— 三 = .6 2 086 () 2
口 牙形 角 ()却 一 螺距 偏差 (瑚) 一 。; n ;
) 一×一)3 : 3 (1 ( : )
小结 : 经过 上述 计算 得 出 , 由于三针 直 径偏差 所 引起
的修 正值 范 围为 ( . 一15~3 / , 针 直 径 偏 差 越 大 , )a 三 n 修
3 1 C 分量 . 1
根据 J 88 9《 J 8 — 5 圆柱螺纹量规》 G 检定规程中规定牙
() 1
c -+ ・o+ 3 ( 吉 . :1 ( 5
= 一
)
3 O5 x .=一1 (r) .p 5o
所 引 起 的修 正 量 ; 2 螺 C一
当双针偏差均为 一 . 时 , 10
C =一( 1 ) 3 1- 4 。 1
距实 际偏 差 △ p所 引起 的修正 量 ; 3 针径 尺寸 制 造 C一 偏差 △ 所 引起 的修 正 量 ; 4 螺旋 升 角 引起 的误 差 的 C一 修正 量 ( 针 接触位 置 不在 螺纹 的轴 向截 面上 , 与螺 纹 三 它
轴线 偏 离 一 个 螺 纹 升 角 , 引 起 的 斜 位 误 差 修 正 量 ) 而 ; C—测 量 力 作 用 下 引起 三 针 、 头 、 纹 量 规 牙 面压 陷 测 螺 变形 的修 正值 。
3 分量 分 析
(_.+ (1) 0
正值 越大 。 34 C 分 量 . 4
根据 JG 1 o 三针 》 J4 —9《 检定 规程 , 针允许 偏 差 为 + 三 O5m 和 一1O. 当单 双针 偏差 为 + ./ .ta .p m, 05 m时 , L
图像“三针法”测量锥螺纹中径及测量不确定度评定
摘 要 : 对 一 种 基 于 C 针 CD 图 像 的 锥 螺 纹 参 数 测 量 系 统 的 开 发 , 绍 了 图 像 “三 针 法 ”的 测 量 原 理 , 介
并 对 图像 “三 针 法 ” 量 锥 螺 纹 中径 进 行 了测 量 不 确 定 度 的 评 定 。 测 关键 词 : 螺纹 中径 ; 锥 图像 测 量 ; 针 法 三
行测 量 , 由于是通 过人 眼 目视 瞄 准 , 为误 差 因素 增 加 , 人
其 具体 工 作 过 程 为 : 被 测 锥 螺 纹 工 件 置 于 柯 勒 将 照 明 系统有 效 范 围 内 , C C D摄 像 机 通过 显 微 光 路 摄 取 到 锥螺 纹 的图 像 , 过 图 像 卡 把 图像 数 据 采 集 到 计 算 经
O 引言 螺纹 制件 在工农 业 生 产 和科 学 技 术 实 验 中应 用 非
常广 泛 , 纹参 数 测 量 是 机 械 制 造 和 仪 器 制 造 测 量 技 螺 术 中经常 性 的工 作 之 一 , 航 空 产 品锥 度 内螺 纹 零 件 而 与量 规 的定截 面 中径 值 的测 量 占有重要 地 位 。
寸 的仪器 , 目前 国 内 生 产 锥 度 螺 纹 或 使 用 莫 氏 量 规 的
一
控制卡、 计算 机 以 及 相 应 图像 处 理 及 交 互 式 软 件 等 构
成 。视 觉测 头 由长工 作距 离显 微 物镜 和 C D组成 。 C
些 厂家 , 只能 通 过 计 算 确定 锥 度 误 差 。传 统 的 锥 度
测量 是通 过锥 度 检 查 仪 实 现 的 , 度 检 查 仪 按 测 量 方 锥 式 , 要分 为机 械 式 和光 学 瞄 准 式 。机 械 式 锥 度 检 查 主 仪通过 两 个 半 球 式 测 头 自定 心 的 方 法 实 现 锥 度 的 测 量 , 在 的问题是 对测 头 的加 工 要求 极 高 , 用 过 程 中 存 使 测头 容易磨 损 , 测头 容 易脱 落 , 量锥 度 螺 纹 时需 要 使 测 用三针等辅助 手段 , 操作 繁琐 , 率低 下 ; 效 光学 瞄 准式 锥 度检 查仪主要通过 万能工具显微 镜等光学 仪器 对锥度 进
螺纹综合测量实验指导
螺纹综合测量实验指导一、目的:通过在单一中径、螺距、牙型半角等单项测量完成之后,计算作用中径,并学会用泰勒原则判断该零件作用中径是否合格。
二、使用量具:三针、千分尺、大型工具显微镜。
三、测量步骤:(一)用三针测量螺纹单一中径图3-1 三针法测量螺纹单一中径1.根据被测量螺纹的螺距P及半角α/2选择合适的钢针直径:d o=P/2COS α22.将三针放在被测螺纹的牙槽内,使千分尺的两测量面与三针接触。
3.轻轻幌动被测螺纹,检查它与三针是否紧密接触,然后读取读数M。
4.在不同截面多次测量,得到各截面M值。
5.根据公式d2单一=M-3d o+0.866P,计算出各处的单一中径d2单一。
6.根据所测得值d2单一,在公差带中找出其位置来,并根据泰勒原则看是否合格。
(二)用大型工具显微镜测量螺距误差及半角误差。
1.测量螺距误差首先调整仪器,调整方法如下:⑴装上附件顶尖架,使两顶尖的轴心线尽可能与纵向导轨方向一致。
⑵调焦,将定焦杆用顶尖顶紧,移动纵、横向滑板,使定焦杆上的刀口在视场中出现,转动粗调焦手轮和微调,使刀口的象清晰而无像差为止。
⑶根据螺纹升角及升角的方向调整立柱的倾斜角度。
根据以上方法调整好仪器之后,即可进行测量。
测量步骤如下:⑴安装工件,转动纵横工作台手柄,让工件上一边的牙形出现在视场中。
⑵旋转目镜分度盘手轮,使米字镜头中的中心虚线与螺纹的牙廓一测(如左侧)相切合(用压半线法)。
在纵向读数器上记下第一次读数。
⑶转动纵向手轮,使工作台纵向移动,并使目镜中同一虚线与工件另一牙形的同名侧牙廓相重合(记下跨过了几个螺牙),在纵向读数据上记下第二个读数。
⑷用同样的方法测出上面被测两牙形的另一侧面(左侧)的两个读数。
⑸根据所测读数值,由公式:Pn左=|左侧第一次读数-左侧第二次读数|Pn右=|右侧第一次读数-右侧第二次读数|P n= P n左-P n右2ΔP n∑= P n-nP进行计算,并由公式f P=1.732|ΔPn∑|计算出螺距误差对作用中径的影响2.牙形半角误差的测量牙形半角误差测量时,仪器调整与上相同,测量步骤如下:⑴在调整好仪器之后,让米字线的中心虚线与牙形轮廓的左、右边缘相靠(采用光隙法),从角度目镜中分别读出角度值,记作α(Ⅰ)、α(Ⅱ)。
螺纹量规不确定度评定
螺纹量规中径校准的不确定度评定(用立式测长仪螺纹塞规中径的测量结果的不确定度评定,以M48×2—6H T 的螺纹塞规为例。
)1.慨述 测量对象为大径D 从5 mm 至200 mm 范围的螺纹塞规,螺纹校对规 测量依据: «螺纹量规校准规范» JJF1345-2012环境条件: 温度(20±2)°C , 相对湿度<50%检定用标准器: 立式测长仪 0级三针测量方法::本文主要讨论中径的测量过程,在经其它仪器测量其牙形半角及螺距,并证明合格后,再用上述标准器测量其中径数值。
先按照公式d 0 = t ∕ [ 2cos(α ∕ 2)] (d 0为最佳三针直径,(α ∕ 2)为牙形半角,t 为螺距)确定所需三针规格,然后将螺纹量规置入工作台,其直径方向同仪器示值方向一致,并将其中两根三针的工作面置入量规下面的两牙内,第三根针的工作面置入量规上面的一牙槽内,通过调整仪器,在仪器中测量出上下三针之间的距离M ,并由此计算出螺纹量规的中径。
测量不确定度来源分析:测量不确定度主要来源测量重复性、立式测长仪(或者4等量块及光学比较仪) 0级三针。
2.测量模型D 2 0[ 1+ 1 ∕ sin(α ∕ 2) ] +(t ∕ 2).ctan(α ∕ 2)式中 D 2 —— 被测纹量规的中经尺寸d 0 —— 为所用三针的直径,M —— 上下三针之间的距离3.输入量的标准不确定度评定3.1输入量M 的标准不确定度的评定对1个M48×2—6H 的螺纹塞规在重复条件下,用立式测长仪进行10次比较测量,测得测量列,所用三针为Φ1.157,三针测量的不确定度≤0.23µm ,测得偏差数值如下:重复性测量被测量X 算术平均值(最佳估值):11ni i x X n ===∑46.7222(mm)用贝塞尔公式计算()i s x ==1.4 μm()()i s x u x ==1.4μm 1()()u x u x == 1.4μm3.2 标准输入量Ls 标准B 类不确定度的评定3.2.1,测长仪的扩展不确定度U 为: 0.48μm 包含因子k = 2, 计算: 2()x pa u k == 0.24μm 3.2.2三针测量的不确定度≤0.23µm,包含因子k = 2,计算:3()x pa u k ==0.13μm 3.3其它不确定度分量忽略,不做为评定3.4合成标准不确定度c u =( 1.42μm3.5扩展不确定度的计算 ( Kp =2 )U = Kp ×c u(x) = 2.84μm 4. 测量结果D 2 =(46.7222±0.0029)mm U =2.9 µm评定人: 黄广君 日期:2018.5.4。
用三针法检测外螺纹单一中径
用三针法检测外螺纹单一中径一、实验目的1、掌握三针法检测外螺纹单一中径的原理。
2、掌握三针法检测外螺纹单一中径的方法。
二、实验器材三根量针、外径千分尺一把、被测螺纹塞规三、实验内容(一)测量原理和计算公式的介绍用三针法测量螺纹中径是将三根直径相同的量针分别安置在被检测的螺纹两边的牙槽内,位置如下图所示。
用计量器具测量出三根量针外母线之间的跨距M ,根据已知的螺距P 、牙型半角α2 及量针直径d 0的数值算出螺纹的单一中径d 2s 。
即:M=d 2s + d 0[1+1sin α2]- P 2 cos α2对于普通螺纹,α2 =300,则有:d 2s =M-3 d 0+0.866P对于梯形螺纹,α2 =150,则有:d 2s =M-4.864d 0+1.866P此公式的推导,是设定中径处的螺纹牙槽宽度为半个基本螺距值P 2 。
当螺距无误差时,单一中径就是螺纹中径,如果螺距有误差,二者则不相同。
三针法的测量精度,除与所选计量器具的示值误差和量针本身的误差有关外,还与被检测螺纹的螺距误差和牙型半角误差有关。
为了消除牙型半角误差对测量结果的影响,应选最佳量针d 0最佳,使它与螺纹牙型侧面的接触点,恰好在中径线上。
d 0最佳= P2cos α2三针法的测量精度比目前常用的其他方法的测量精度要高,而且在生产条件下,应用也较方便。
(二)量针的介绍从前面的公式可以看出,若对每一种螺距给以相应的最佳量针的直径,这样,量针的种类将达到很多,为了适应各种类型的螺纹,对量针的直径进行合并并以减少规格,当量针直径偏离最佳量针直径很小时,不会对中径检测产生大的影响。
下表分别列出了普通螺纹和梯形螺纹的尺寸系列及其相应采用的三针直径和所测尺寸M 的公称值。
四、实验步骤1、清洗工件和计量器具。
2、校对外径千分尺的零位。
3、把三根量针分别放入被测螺纹直径两边的沟槽中。
在圆周均布的三个轴向截面内互相垂直的两个方向测量针距尺寸M,读出尺寸M的数值并做好记录,取平均值作为最后的结果。