同轴度调整
同轴度详解
a3
△A
△B
θ
θ
地脚拧紧的注意事项
水平方向的调整可通过观察表来达到,力求其处 于正中水平位。调整到位后上紧螺丝时,要时刻 观察其表的变化(可将表转到水平位臵来观察), 注意上紧地脚时要按对角来进行,若表变化数值太 大,则可换其对角方向拧紧。
二、双径向百分表组合测量与校准方法
双径向百分表组合测量法的原理是基于测量调整轴在两点 处相对基准轴的径向偏移误差,从而用两点确定调整轴的 实际位臵。测量时,用百分表架将两个百分表沿径向分别 安装在两个“半联轴器”上,注意两个表要彼此位臵成 180度,即一个(M)在0度,另一个(S)在180度(如图 所示)。径向百分表S用于测量调整轴在O点处的径向偏移 量,径向百分表M用于测量调整轴在P点处的径向偏移量。 测量时,分别在四个测量位臵进行测量(百分表M在0度处 设臵为0,而百分表S在180度处设臵为0),并首先根据0 度和180度的测量值运用图解法解出调整轴的前后安装底 脚所需垫的垫片。
50 70~105
2~4
0.15
125~170
200~230 260 300~400
具体可以上图参考。
三 、三表法测同轴度
三表法是用于当轴承为滑动轴承时,为了消除轴本身在转 动过程中的窜动而产生的大偏差,故在轴向位臵上的相对 180度上用个表来打其轴向值。读数则为两表在同一位臵 读数和的一半。如:1表为:a`1、a`2、a`3、a`4; 2表为:a``1、a``2、a``3、a``4 最后轴向读数则为: a1=(a`1+a``1)/2、 a2=(a`2+a``2)/2 、 a3=(a`3+a``3)/2 、 a1=(a`4+a``4)/2 最后其调整量的求法与前相同。
减速机与电机之间同轴度的调整方法

在检修作业中,会遇到很多电机轴与减速机输入轴联轴器(接手)校同轴度问题,为了又快又好地完成这项工作,下面详细讲解同轴度校正方法。
电机与减速机接手校同轴度,大多数情况下,都是减速机不动,校电机。
在设备安装时,一般电机底座都会校水平的,所以电机底座的不水平误差是较小的。
因此校同心度时,为了简便和缩短校对时间,只要考虑电机轴与减速机输入轴中心线不等高和电机轴在水平面内的歪斜即可。
下面就这种情况,讲解校同轴度的方法。
(即使电机底座水平误差稍偏大,造成接手上、下开端稍超标,即电机不水平,也可在精校时,微调纠正,因此可先不考虑)步骤一:目测和用钢皮尺比对接手前、后边,初步校正。
如图1,俯视图。
目的:电机、减速机接手前、后初步对齐,并减少开端误差,为下一步打百分表校电机中心高,减少误差。
初步校正后的俯视图,如图2。
图1图2步骤二:主视图,如图3,校对电机接手中心线与减速机接手中心线等高。
初步校正后的主视图,如图3。
图示安装百分表,旋转减速机接手一圈,记下百分表在上、下两点处读数(若减速机旋转不方便,则把磁座装在电机接手上,旋转电机轴一圈),计算百分表上、下两点的读数差ΔL1,然后,在电机四个地脚螺丝处,同时增加ΔL1/2+(0.10~0.15)厚垫片,其中0.10~0.15mm为经验值,该经验值是补偿打百分表时,电机地脚螺丝未紧固造成的。
垫完垫片后,如图4。
图3图4在刚性接手或接手补偿性能差的情况下,且设备高速运转,减速机或轴承座运行与停止状态温度相差较大的场合,在加垫片时,还要根据经验或计算减速机或轴承座运行时,因温度的升高,导致座子升高,要把这个升高量也加上。
步骤三:俯视图5,电机接手前、后方向校正(校开端)。
在垫垫片过程中,电机相对于减速机接手会产生前、后方向的歪斜和错位,如图5。
图5图6首先用钢皮尺把接手前、后对齐,对齐后的接手如图6。
用块规或游标卡尺,测接手前、后开端,根据相似三角形原理,计算h2=(b2-b1)A/∮D,电机F点处不动,按图示E点处用力缓慢移动电机,读百分表数值,到百分表指针压缩h2后,停止移动。
同轴度调校(百分表法)资料

2010年XXXX公司技能竞赛评分表姓名:考号:时间:20min裁判员年月日2010年XXXX公司技能竞赛评分表姓名:考号:时间:20min找正前的准鲁工作:(1)、工机具、材料:扳手、铜锤、量具、各种调整垫片计算用工具等。
(2)、检查百分表的灵敏度、准确度、无卡涩现象.测头是否松动.表盘面刻度清晰,表针无松动现象。
(3)、表架连接牢固无松动,百分表固定紧固适度。
不可过紧或过松.以免影响测量精度。
,(4)、检查地脚螺栓及地脚接触情况,干净、无杂物。
(5)、条件允许的情况下,最好撤下原全部调整垫片以使调整工作顺利及保证垫片数量。
(6)、生产备用泵在找正前联系生产岗位人员切断电源。
关闭全部连接阀门,保证人员、设备安全。
三、找正工作注意事项:(1)、找正时,两轴不可刚性连接,以保证找正时的准确度。
(2)、注意保持(留)好两轴端距,防止热油泵热膨胀过大或轴窜量过大,一般约3-6ram。
(3)、找正所用调整垫片不应有硬性折皱、卷边、毛刺等。
(4)、找正时(前),尽可能使A2=A4;S2=S4,以使找正工作顺利,同时拧紧地脚,保证测量精度。
(5)、找正时两轴应同时进行0。
、90。
、180。
、270o、360。
旋转.(0o 与360。
的读数必须一致.否则必须找出原因并设法排除)(6)、注意旋转方向,备用机泵应尽可能按工作方向旋转。
避免机械密封断面磨合情况被破坏。
(7)、保证百分表的测头与被测面保持垂直,径向表的表杆中心线应与被测圆弧面直径同心.以保证测量精度。
(8)、找正进行调整时,应注意百分表的方位.避免百分表被卡坏、顶坏。
]。
0t_(9)、不得用铁锤直接敲打设I备,爱护设备,保证施工现场安I全.避免野蛮施工。
_卜o.I(10)、对于热油泵、高温机组,在冷态对中找正时.应考虑到机泵的热膨胀或按找正曲线的要求进行找正。
(也可先进行预热后再进行找正)(11)、D的计算直径应取整数。
L1、lJ2的长度尺寸应取十进位整数。
常见同轴度调整方法
常见同轴度调整方法
同轴度调整是一种常见的机械调整方法,它可以用于调整机械设备的轴线,使其达到最佳的同轴度。
同轴度调整方法有很多种,下面我们来介绍一些常见的方法。
1. 调整螺旋齿轮
螺旋齿轮是一种常见的机械传动装置,它的同轴度调整方法比较简单。
首先,需要将两个螺旋齿轮的轴线对准,然后用手轻轻转动其中一个齿轮,观察另一个齿轮的运动情况。
如果两个齿轮的运动不同步,就需要进行调整。
具体方法是,用手轻轻调整齿轮的位置,直到两个齿轮的运动同步为止。
2. 调整滚动轴承
滚动轴承是一种常见的机械零件,它的同轴度调整方法比较复杂。
首先,需要将两个轴承的轴线对准,然后用手轻轻转动其中一个轴承,观察另一个轴承的运动情况。
如果两个轴承的运动不同步,就需要进行调整。
具体方法是,用手轻轻调整轴承的位置,直到两个轴承的运动同步为止。
3. 调整机床主轴
机床主轴是一种常见的机械设备,它的同轴度调整方法比较复杂。
首先,需要将机床主轴的轴线对准,然后用手轻轻转动主轴,观察
主轴的运动情况。
如果主轴的运动不同步,就需要进行调整。
具体方法是,用手轻轻调整主轴的位置,直到主轴的运动同步为止。
同轴度调整是一种非常重要的机械调整方法,它可以保证机械设备的正常运转。
不同的机械设备需要采用不同的同轴度调整方法,但是它们的基本原理都是相同的。
只有掌握了同轴度调整方法,才能更好地维护机械设备,提高生产效率。
水泵同轴度校正计算
水泵同轴度校正计算
理解同轴度:同轴度通常指的是两个轴线在空间中的相对位置关系,如果两轴线完全重合,则同轴度为0;如果两轴线完全不重合,则同轴度为100%。
确定基准:首先,需要选择一个轴作为基准,这个轴的同轴度应尽可能低。
通常,这个基准轴是水泵的主轴。
测量偏差:使用适当的测量工具,如千分表,测量另一轴相对于基准轴的偏差。
这些测量应在轴的多个位置进行,以获得全面的偏差数据。
数据分析:分析测量的偏差数据,找出偏差的最大值和最小值,以及它们相对于基准轴的位置。
校正:根据偏差数据,使用适当的工具和方法对轴进行校正。
这可能包括调整轴承座的位置,或者对轴本身进行弯曲或矫直。
验证:完成校正后,重新测量同轴度,以确保校正有效。
记录和报告:记录整个校正过程和结果,包括使用的工具、方法、测量数据等,形成详细的报告。
维护和监控:定期对水泵进行同轴度检查和维护,确保其保持在一个良好的运行状态。
需要注意的是,同轴度校正需要专业的技术和工具,如果校正不当,可能会对水泵造成更大的损害。
因此,这一过程最好由专业人员或具有丰富经验的技师进行。
美标同轴度校准
美标同轴度校准
美标同轴度校准是一种对轴类零件的尺寸、形状和位置误差进行测量和调整的方法,以确保其符合规定的精度要求。
美标同轴度校准通常使用三坐标测量机、激光干涉仪等仪器进行测量,并根据测量结果进行调整和修正。
美标同轴度校准的过程包括以下步骤:
1. 选择合适的测量仪器和方法:根据被测零件的形状、尺寸和精度要求,选择合适的测量仪器和方法。
2. 建立基准:选择一个基准轴或平面,作为测量和调整的基准。
3. 测量误差:使用测量仪器测量被测零件的误差,并记录测量结果。
4. 分析误差:对测量结果进行分析,确定误差的类型和大小。
5. 调整和修正:根据分析结果,对被测零件进行调整和修正,以减小误差。
6. 重复测量和调整:重复步骤3-5,直到误差满足规定的精度要求。
美标同轴度校准是一项重要的质量控制和检测手段,可以确保轴类零件的精度和质量,提高产品的可靠性和稳定性。
联轴节同轴度检查及调整方法
联轴节同轴度检查及调整方法
一、联轴节同轴度检查方法:
1、联轴节由两半组成,一半安装在电机上,另一半则安装在泵上;我司克令吊
联轴节同轴度要求是0.08mm;
2、打开联轴节的罩子,检查联轴节上的锁紧螺钉是否锁紧;
3、将百分表座安装在联轴节的一半上,指针部分顶在联轴节的另一半上,并将
表的读数调零;如下图所示
4、固定百分表座的联轴节不动,转动另一半联轴节,记下联轴节上下、左右读
数;
二、联轴节同轴度调整方法:
1、准备不同厚度的铜垫片,厚度有0.1/0.3/0.5/0.05mm;
2、松开泵支撑与通用底座的安装螺栓,取下定位销;
3、根据测量同轴度的数据进行调整,待同轴度调整到要求(0.08mm)范围之
内后,收紧泵支撑与通用底座的安装螺栓;
4、重新打定位销,定位销的位置不能与原来位置重合;
三、在联轴节同轴度的调整完成后,在联轴节上加润滑脂,并将联轴节罩子安装好;注意保护好联轴节密封条不要损坏;。
水泵机组同轴度的测量与校正
水泵机组同轴度的测量与校正状元水厂项慧均摘要:本文主要是根据状元水厂的水泵机组的特点,表达联轴器的配合偏差、机泵同轴度测量误差产生的原因及解决方法、主要以表达水泵机组同轴度的测量和校正方法为主。
关键词:配合偏差,同轴度,联轴器,轴向窜动,径向偏差,轴向偏差,不同心度,不平行度。
前言:水泵机组的同轴度是指水泵轴和电机轴的装配偏差,而联轴器是电机和水泵传动的联接部件,机泵的配合偏差也就是联轴器的配合偏差,联轴器装配后都存在着配合偏差,联轴器的配合偏差过大会造成水泵机组的振动增大,是影响轴承、联轴器损坏的主要原因,因此,为了减少水泵机组的振动,就必须减少联轴器的配合偏差,把偏差调整到允许的范围内,才能有效地保证机组的机械寿命,在机泵的运行过程中,因机组自身的振动或基础与管路的沉降等等原因都会造成联轴器配合偏差变化,所以定期对水泵机组同轴度的测量与校正是机泵维护中的重要项目。
一. 联轴器配合偏差的介绍。
联轴器配合的偏差有三种:径向偏差、轴向偏差、角向偏差,径向偏差是指联轴器的两个圆心之间的偏差,可用不同心度来表示,轴向偏差是指两配合面之间的距离与标准配合距离之间的偏差,同轴度测量中用联轴器的间距来表示,间距的测量较简单,用游标尺可直接测量出来,由于轴向偏差的精度要求较低〔误差为±3mm〕,且基座的沉降或设备的振动基本上不影响间距的变化,即使偏差超值校正也简单,所以在同轴度测量中以测量径向偏差和角向偏差为主,角向偏差是指联轴器两端面与平行端面的角度偏差,角向偏差可用机泵轴心的不平行度来表示,定义为在轴向的一米的距离上的与基准轴中心线的偏差值。
由于习惯上把联轴器的角向偏差称为机泵同轴度中的轴向偏差,所以此本文也依照习惯在接下来表达中把联轴器的角向偏差称为“轴向偏差”,联轴器的轴向偏差用联轴器的间距来表示。
二. 机泵同轴度测量的误差原因分析状元水厂以前测同轴度的方法是习惯上用一只百分表对联轴器的径向和轴向进行测量,往往在同一时间里多次测量的值都存在较大的偏差,而且数值有时为正偏差有时为负偏差,即使后来用激光校正仪来测,在同一时间里多次测量的值都存在偏差,因测量值不准,就无法校正机泵的同轴度。
同轴度的测量及调整..
联轴节测量的要求
联轴节有多种类型,按装配形式、性能、使用条件不 同可划分为下列几种形式
固 定 式 联 轴 节 可 移 式 套筒联轴节 凸缘联轴节 刚 性 联 轴 节 弹 性 联 轴 节
十字滑块联轴节
挠性爪形联轴节
铰链联轴节 齿形联轴节
链条联轴节
木销联轴节 轮胎联轴节
弹性套柱销联轴节
爪形弹性联轴节
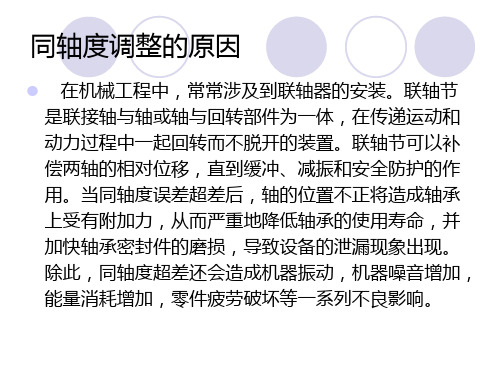
同轴度调整的原因
在机械工程中,常常涉及到联轴器的安装。联轴 节是联接轴与轴或轴与回转部件为一体,在传递运动 和动力过程中一起回转而不脱开的装臵。联轴节可以 补偿两轴的相对位移,直到缓冲、减振和安全防护的 作用。当同轴度误差超差后,轴的位臵不正将造成轴 承上受有附加力,从而严重地降低轴承的使用寿命, 并加快轴承密封件的磨损,导致设备的泄漏现象出现。 除此,同轴度超差还会造成机器振动,机器噪音增加, 能量消耗增加,零件疲劳破坏等一系列不良影响。
(4)根据轴向百分表的示值(-0.12mm),以C点为起点,在PC 的延长线上作出D点,使CD=-0.12mm(正值向上,负值向下)。 然后再过D点向右作一条平行于基准轴线且其值等于调整轴半 联轴器端面测量处的直径(约等于联轴器直径)的直线DE,使 DE=100mm。这样,C、D、E三点构成了一个三角形△CDE, ∠CED反映了半联轴器(或调整轴)端面相对于垂直方向的倾 斜程度,由于轴线与半联轴器(或调整轴)端面垂直,故调整 轴的实际倾斜角度也等于∠CED,因此,CE表示了调整轴轴线 在径向位移的基础上相对基准轴线角度位移后所在的位臵; (5)连接CE,即得调整轴的实际位臵;
同轴度的计算
1. 径向位移a的计算公式:
a1 a3 ax 2 a2 a4 ay 2
2
所以:
同轴度的测量及调整解读
同轴度的测量误差分析
用百分表测量,是将百分表固定在一个基 准轴上,百分表测量杆指在调整轴的表面上, 然后仅旋转基准轴而不旋转调整轴,由此根据 表上读数进行调整。其实,这种测量已经包含 了轴的跳动量,即端面跳动影响了轴在垂直与 水平方向的角度位移误差,径向跳动影响了轴 在垂直与水平方向的径向位移误差。解决的方 法是在测量时同步旋转两轴,始终在调整轴的 同一点处测量。但现场在检查测量同轴度时, 常有主体机件的半联轴节转动困难,通常只转 动另一半联轴节。所以,在此情况下就会存在 以上说的测量误差
百分表测量装置有误差,影响了同轴度的测量值 如 下图所示,M1为基准轴,M2为调整轴,两轴间有一垂直方 向的径向偏移量度e(同轴度误差常是任意方向的,本例 是同轴度误差的一种特殊情况),当两轴同步旋转时,百 分表上即可得到读数。为了比较调整轴相对于基准轴的高 低,将测量杆压入时的示值规定为负,反之为正。
(4)根据轴向百分表的示值(-0.12mm),以C点为起点,在PC 的延长线上作出D点,使CD=-0.12mm(正值向上,负值向下)。 然后再过D点向右作一条平行于基准轴线且其值等于调整轴半 联轴器端面测量处的直径(约等于联轴器直径)的直线DE,使 DE=100mm。这样,C、D、E三点构成了一个三角形△CDE, ∠CED反映了半联轴器(或调整轴)端面相对于垂直方向的倾 斜程度,由于轴线与半联轴器(或调整轴)端面垂直,故调整 轴的实际倾斜角度也等于∠CED,因此,CE表示了调整轴轴线 在径向位移的基础上相对基准轴线角度位移后所在的位置; (5)连接CE,即得调整轴的实际位置;
同轴度调整的原因
在机械工程中,常常涉及到联轴器的安装。联轴 节是联接轴与轴或轴与回转部件为一体,在传递运动 和动力过程中一起回转而不脱开的装置。联轴节可以 补偿两轴的相对位移,直到缓冲、减振和安全防护的 作用。当同轴度误差超差后,轴的位置不正将造成轴 承上受有附加力,从而严重地降低轴承的使用寿命, 并加快轴承密封件的磨损,导致设备的泄漏现象出现。 除此,同轴度超差还会造成机器振动,机器噪音增加, 能量消耗增加,零件疲劳破坏等一系列不良影响。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
目录
同轴度偏差的类型 同轴度调整的工具及使用 同轴度调整的步骤 同轴度调整的计算方式
同轴度偏差的四种类型
平行偏差
角向偏差
+/-
复合偏差
间隙偏差
同轴度调整 — 对中
同轴度调整,又称“对中”, 是指尽量减少由联轴器连接 的两个相邻轴之间的错位的 过程。该过程可使每个轴在 正常运转工况下,尽量位于 同一轴线。
对角支撑
平行软脚
前端(后端)支撑
同轴度检查的准备(3)
表架挠度检查
由于夹持表具的表架不可能是纯钢性体, 随表具转动,受重力影响,表架会产生 一定挠度,影响读数的精确。因此而产生 的读数偏差应予以消除。
SAG: 表架挠度(下垂量)
同轴度检查的准备(3)
表架挠度检查
表架挠度检查的方法 0
1)将表架安装于联轴器轮毂顶部;
2)将表盘指针调零; 3)盘动主轴至3点、6点和 9点方向, 分别记录读数。 4)所记录值即为表架挠度值 -2
同轴度检查的准备(3)
表架挠度检查
表盘读数是设备的不同轴度与表架挠度的代数和。 因此,对于表架挠度的修整公式为:
即:
例如:
+11
0 0 -1= +12 0
-5
-1
-4
+6 表盘读数
-2 挠度读数
R: 后脚垫片调整量 F : 前脚垫片调整量
R
F
前脚垫片调整量计算公式为:
后脚垫片调整量计算公式为: 若计算值为正,表示需增加垫片;计算值为负,表示需减少垫片。
对中预留量的图示
正视图(Elevation) 顶视图(Plan)
Frick螺杆压缩机的冷态预留量
冷态 角向偏差 下开口 2 mils 平行偏差 电机高 5 mils 角向偏差 4 mils
范围以内。
5)重新紧固马达地脚螺栓,复查压缩机和电机角向/平行偏差,并记录表盘读数。 6)满载运行数小时,设备充分升温后,应执行热态同轴度调整。
同轴度调整的计算方法
A : 测量面至后脚的距离 B B: 测量面至前脚的距离 D : 被测联轴器轮毂直径 bf br D bf:底部端面读数
A
Br:底部外圆读数
热态 平行偏差 4 mils
不同型号设备,冷态预留量存在差异,应作热态调整校验。
4)在12点位置将表针调零。将压缩机和电机轴盘动相同的角度,每盘动90°,
记录下表盘的读数,各方向上的读数即为角向偏差值。
5)松开马达地脚螺栓,通过加减垫片调整角向偏差。 6)重新紧固马达地脚螺栓,重复步骤4和5,直至角向偏差达到规定的同轴度要求。
同轴度平行偏差的调整
平行偏差调整
1)将表架固定于电机侧,表针与压缩机
+8 不同轴度
同轴度角向偏差的调整
角向偏差调整
1)将表架固定于电机侧,表针与压缩机
联轴器轮毂的端面接触。注意表针的
运行轨迹避开联轴器轮毂上的螺孔。
压缩机
电机
2)若电机采用滑动轴承,应使用丝杆固定联轴器的两个轮毂,以保证盘车过程中
两轮毂间的间距保持不变。
3)确认表针轻微压缩,以保证调整过程中表针可以伸缩。
初对中的常用工具
钢尺 千分卡
内径卡规
游标卡
内径千分尺
塞尺
常用初对中方法
对中的常用工具
磁力表座 千分表套件
检查镜
夹具及附件
千分表的读数
表针顺时针旋转 读数正向变化
表针逆时针旋转
表杆移动方向 远离千分表
表盘读数与平行偏差的关系
0 mil
上端偏差
轴线平行偏差
下端偏差
-5 mils
表盘读数 TIR.(Total Indicator Read)= 上端偏差 + 下端偏差 轴线平行偏差 = TIR / 2
同轴度检查的准备(1)
轴与联轴器的配合
联轴器轮毂开孔偏斜
联轴器轮毂开孔偏离中心
主轴弯曲
联轴器轮毂不圆度大
同轴度检查的准备(2)
软脚(虚脚)
三点支撑
夹角软脚
联轴器轮毂的外圆面接触。确认表针
轻微压缩 。
压缩机
电机
2)在12点位置将表针调零。将压缩机和电机轴盘动相同的角度,每盘动90°,
记录下表盘的读数,计算出高低及水平方向上的平行偏差值。
3)先调整高低方向平行偏差,重新检查并调整角向偏差,再调整水平方向的偏差。
4)在水平方向平行偏差值调整完成后,重新检查并调整角向偏差,使之处于规定