清华大学工程材料铸铁
铬对铸铁组织和性能的影响

铬对铸铁组织和性能的影响
吴德海;王怀林;张伯明
【期刊名称】《铸造工程》
【年(卷),期】2023(47)2
【摘要】介绍了铬元素的理化性能和Fe-Cr、Fe-Cr-C平衡相图的区域分布及特征,综述了铬对铸铁组织和性能的影响情况。
随着含铬量的增加,稳定系和亚稳定系铸铁共晶温度之间的差距变小,易使铸铁形成白口组织;铬强烈形成碳化物,不仅在铸铁共晶转变时反石墨化促使形成白口组织,而且在共析转变时也反石墨化促使形成珠光体组织。
在普通灰铸铁中,抗拉强度和硬度都随含铬量的增加提高,一般每增加0.1%的铬量,可使抗拉强度提高3%~4%、硬度大约提高10 HBW,但含铬量不应超过0.5%;对于高铬白口抗磨铸铁,含铬量超过12%,形成Cr_(7)C_(3)型碳化物,它的硬度比渗碳体(Fe_(3)C)要高,因而有更高的抗磨性能;对于球墨铸铁,加铬可使珠光体中的渗碳体稳定,退火后可得到粒状珠光体组织,在抗拉强度不变的情况下,除硬度有所下降外,伸长率和冲击韧性均有增高。
此外,少量的铬可阻碍铸铁内、外表面的氧化。
【总页数】11页(P23-33)
【作者】吴德海;王怀林;张伯明
【作者单位】清华大学机械工程系;一汽铸造有限公司;中国铸造协会
【正文语种】中文
【中图分类】TG143
【相关文献】
1.碳、铬含量及热处理工艺对高铬铸铁组织及力学性能影响
2.高铬铸铁中的碳,铬,钼含量对高铬铸铁轧辊凝固组织的影响
3.高铬铸铁堆焊层组织和性能中合金元素的影响研究
4.钼对高铬铸铁组织和热疲劳性能的影响
5.变温超固相线液相烧结工艺对15Cr系高铬铸铁显微组织及性能的影响
因版权原因,仅展示原文概要,查看原文内容请购买。
清华大学《工程材料》第5版教材简介

清华大学《工程材料》第5版教材简介《工程材料》第5版教材由清华大学材料学院朱张校教授、姚可夫教授主编,清华大学出版社出版。
《工程材料》第5版教材目录如下:绪论0.1中华民族对材料发展的重大贡献0.2材料的结合键0.3工程材料的分类第1章材料的结构与性能特点1.1金属材料的结构与组织1.2金属材料的性能特点1.3高分子材料的结构与性能特点1.4陶瓷材料的结构与性能特点第2章金属材料组织和性能的控制2.1纯金属的结晶2.2合金的结晶2.3金属的塑性加工2.4钢的热处理2.5钢的合金化2.6表面技术第3章金属材料3.1碳钢3.2合金钢3.3铸钢与铸铁3.4有色金属及其合金第4章高分子材料4.1工程塑料4.2合成纤维4.3合成橡胶第5章陶瓷材料5.1普通陶瓷5.2特种陶瓷第6章复合材料6.1复合材料的复合原则6.2复合材料的性能特点6.3非金属基复合材料6.4金属基复合材料第7章功能材料及新材料7.1电功能材料7.2磁功能材料7.3热功能材料7.4光功能材料7.5隐形材料及智能材料7.6纳米材料第8章零件失效分析与选材原则8.1机械零件的失效8.2机械零件失效分析8.3机械零件选材原则第9章典型工件的选材及工艺路线设计9.1齿轮选材9.2轴类零件选材9.3弹簧选材9.4刃具选材第10章工程材料的应用10.1汽车用材10.2机床用材10.3仪器仪表用材10.4热能设备用材10.5化工设备用材10.6航空航天器用材附录1金属材料室温拉伸试验方法新、旧国家标准性能名称和符号对照表附录2金属热处理工艺的分类及代号(摘自GB/T 12603—2005) 附录3常用钢的临界点附录4钢铁及合金牌号统一数字代号体系(摘自GB/T 17616—1998)附录5国内外常用钢号对照表附录6常用铝及铝合金状态代号与说明(摘编自GB/T 16475—2008)附录7若干物理量单位换算表附录8工程材料常用词汇中英文对照表参考文献本教材有以下特点:(1)体系科学合理,内容丰富新颖,实例丰富。
工程材料习题与辅导第四版答案(1)(1)

c. 10%
(8)铁素体的机械性能特点是
a.强度高、塑性好、硬度低 硬度低
b. 强度低、塑性差、
c.强度低、塑性好、硬度低
(9)面心立方晶格的晶体在受力变形时的滑移面是
a.﹛100﹜
b.﹛111﹜
c.﹛110﹜
(10)体心立方晶格的晶体在受力变形时的滑移方向是
a.〈100〉
b.〈111〉
c.〈110〉
(5) 典型铸锭结构的三个晶区分别为( 表面细晶区 )、( 柱 状晶区 )和( 中心等轴晶 )。
(6) 固溶体的强度和硬度比溶剂的强度和硬度( 高 )。
(7) 固溶体出现枝晶偏析后,可用(扩散退火)加以消除。
(8) 一合金发生共晶反应,液相 L 生成共晶体( )。共晶 反应式为( L—(α+β)),共晶反应的特点是( 在恒温下进行, 三相共存 )。
(19) 用光学显微镜观察,上贝氏体呈( 氏体呈( 黑色针状 )状。
羽毛
)状,下贝
(20) 马氏体的显微组织形态主要有( 板条状 )、( 针状 ) 两种。其中( 板条马氏体 ) 的
韧性较好。
.6
一、填空
(21)钢的淬透性越高,则其 C 曲线的位置越( 靠右 ), 说明临界冷却速度越( 小 )
(22)马氏体是一种( 铁 )磁相,在磁场中呈现磁性;而奥 氏体是一种( 顺 )磁相,在磁
(12) 用显微镜观察某亚共析钢,若估算其中的珠光体体积分 数为 80%,则此钢的碳的质量 分数为( 0.62%C )。
(13) 钢在常温下的变形加工称为( 冷 )加工,而铅在常 温下的变形加工称为( 热 )加工
(14) 造成加工硬化的根本原因是( 性变形抗力增加 )。
位错运动受阻,引起塑
清华大学工程材料第五版第四章

二、按使用范围分类
1. 通用塑料 应用范围广、生产量大的塑料品种。 聚氯乙烯、聚苯乙烯、聚烯烃、酚醛塑料 2. 工程塑料 和氨基塑料等,产量约占塑料总产量的四分之 综合工程性能(机械性能、耐热耐寒性能、 三以上。 耐蚀性和绝缘性能等)良好的各种塑料。
如聚甲醛、聚酰胺、聚碳酸酯和 ABS等。 3. 耐热塑料 能在较高温度(100 ℃~200 ℃)工作。 聚四氟乙烯、聚三氟氯乙烯、有机硅树 脂、环氧树脂等。
七、氨纶 化学名称为聚氨酯纤维,商品名称为氨纶。 由聚酯、芳香族二异氰酸酯聚合,用脂肪族二 胺交联而成。 1、特点 ●高弹性。伸长600%~750%时,回弹率达 95%以上。 2、应用 用作运动衣、游泳衣。与涤纶混纺后,制 作夏季衣服。
4.3
合成橡胶
橡胶 具有极高弹性的高分子材料。
●性能特点 弹性变形量可达100%~1000%,而且回 弹性好,回弹速度快。 橡胶还有一定的耐磨性,很好的绝缘性和 不透气、不透水性。
聚酰胺的应用: 制造耐磨耐蚀零件,如轴承、齿轮、
尼龙轴套
尼龙拉杆
7. 聚碳酸酯(PC) 聚碳酸酯誉称"透明金属", ●具有优良的综合性能。冲击韧性和延 性突出,在热塑性塑料中是最好的;弹性模 量较高,不受温度的影响; ●抗蠕变性能好,尺寸稳定性高; ●透明度高,可染成各种颜色; ●吸水性小; ●绝缘性能优良,在10 ℃~130 ℃间介 电常数和介质损耗近于不变。
有机玻璃顶棚
二、热固性塑料 1. 酚醛塑料(PE) 由酚类和醛类缩聚合成酚醛树脂,再加入 添加剂而制得。一般为热固性塑料。 ●具有一定的机械强度和硬度, 耐磨性好; ●绝缘性良好, 耐热性较高,耐蚀性优良。 ●缺点是性脆,不耐碱。
酚醛塑料的应用:
为压铸之美,奋楫笃行守初心--访中国机械工程学会铸造分会副理事长、清华大学熊守美教授

2021年第5期/第70卷专访FO U N D R V621熊守美简介:熊守美(1966-),男,1992年博士毕业于清华大学铸造专业,先后获学士、硕士和工学博士学位「现任清华大学材料学院教授、博士生导师,教育部先进成形制造重点实验室副主任。
兼任中国机械工程学会铸造分会副理事长,《铸造》《China Foundry》和《特种铸造及有色合金》杂志编委会副主任3曾任国际标准化组织铸造机械委员会(丨SO/TC3()f,)主席(2017-2019),第1U届环太平洋铸造与凝固过程模拟国际会议大会主席(MCSP2017, Beijing, C h in a)。
入选2004年度教育部“新世纪优秀人才支持计划”,获福特汽车公司2011)Technical Achievement Award o f Ford Research and Advanced Engineering奖,获2IU7年中国铸造行业突出贡献奖主要从事铝、镁合金高致密度(高真空、充氧及超低速)压铸成形技术,压铸铝合金、镁合金材料开发,集成计算材料工程U C M E),压铸过程建模仿真技术等研究开发工作.1作为负责人先后承担国家重大专项项目1项、子课题1项,国家科技支撑项目专题2项,863计划1项,973计划专题1项,国家自然科学基金项目4项,国际合作项目多项获奖成果4项,其中国家教育部科技进步二等奖2项(2019年,第1完成人;I9%年,第3完成人)、一等奖1项(1999年,第5完成人),北京市科技进步二等奖1项(2002年,第2完成人)。
出版专著丨部,参编专著1部,主编出版《中国材料工程大典》第19卷第6篇。
发表学术论文3(_丨0余篇,其中S C I收录〗63篇、E I收录155篇,获国家发明专利15项、计算机软件注册权登记7项为压铸之美,奋揖笃行守初心—访中国机械工程学会铸造分会副理事长、清华大学熊守美教授随着我国经济的飞速发展,压铸市场的空间不 断扩展,在汽车、机械、电子、通讯、数码影视、军工等行业的需求逐年增加,各类压铸件产品的出 口量也在大幅增加,极大地激发了压铸市场的迅速 扩展,使压铸生产的规模和产业结构发生了变化。
清华大学土木工程系材力第7章答案
第7章强度失效分析与设计准则7-1对于建立材料在一般应力状态下的失效判据与设计准则,试选择如下合适的论述。
(A) 逐一进行试验,确定极限应力; (B) 无需进行试验,只需关于失效原因的假说; (C) 需要进行某些试验,无需关于失效原因的假说; (D) 假设失效的共同原因,根据简单试验结果。
正确答案是 D 。
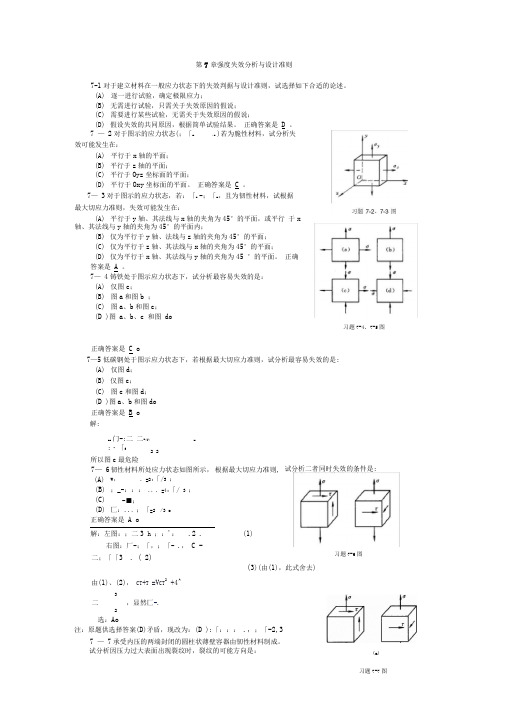
7 — 2对于图示的应力状态(;「x ,y )若为脆性材料,试分析失 效可能发生在: (A) 平行于x 轴的平面; (B) 平行于z 轴的平面; (C) 平行于Oyz 坐标面的平面;(D) 平行于Oxy 坐标面的平面。
正确答案是 C 。
7— 3对于图示的应力状态,若:「y -;「x ,且为韧性材料,试根据 最大切应力准则,失效可能发生在: (A) 平行于y 轴、其法线与x 轴的夹角为45°的平面,或平行 于x 轴、其法线与y 轴的夹角为45°的平面内; (B) 仅为平行于y 轴、法线与z 轴的夹角为45°的平面; (C) 仅为平行于z 轴、其法线与x 轴的夹角为45°的平面;(D) 仅为平行于x 轴、其法线与y 轴的夹角为45 °的平面。
正确答案是 A 。
7— 4铸铁处于图示应力状态下,试分析最容易失效的是: (A) 仅图c ;(B) 图a 和图b ; (C) 图a 、b 和图c ; (D )图 a 、b 、c 和图 do习题7-4、7-5图正确答案是 C o7—5低碳钢处于图示应力状态下,若根据最大切应力准则,试分析最容易失效的是: (A) 仅图d ; (B) 仅图c ;(C) 图c 和图d ; (D )图a 、b 和图do 正确答案是 B o解:7— 6韧性材料所处应力状态如图所示, 根据最大切应力准则, (A ) W ,. =2;「/3 ;(B ) ;_-::: .,. =4;「/ 3 ;(C ) -■;(D ) 匚:..,;「=2 /3 o正确答案是 A o解:左图:;二3 h ;:': .2 . (1)_c门-:二 二-(Y) _:・「32 2所以图c 最危险右图:厂-;「,;「- ., C -二;「「3 . ( 2)试分析二者同时失效的条件是: 习题7-6图(3)(由(1),此式舍去) 由(1)、(2), CT +T =V CT 2+4^ 3二 ,显然匚-. 2选:Ao注:原题供选择答案(D )矛盾,现改为:(D );「::: .,;「-2,3 7 — 7承受内压的两端封闭的圆柱状薄壁容器由韧性材料制成。
工程材料全面答案清华大学出版

工程材料思考题参考答案第一章金属的晶体结构与结晶1.解释下列名词点缺陷,线缺陷,面缺陷,亚晶粒,亚晶界,刃型位错,单晶体,多晶体,过冷度,自发形核,非自发形核,变质处理,变质剂。
答:点缺陷:原子排列不规则的区域在空间三个方向尺寸都很小,主要指空位间隙原子、置换原子等。
线缺陷:原子排列的不规则区域在空间一个方向上的尺寸很大,而在其余两个方向上的尺寸很小。
如位错。
面缺陷:原子排列不规则的区域在空间两个方向上的尺寸很大,而另一方向上的尺寸很小。
如晶界和亚晶界。
亚晶粒:在多晶体的每一个晶粒内,晶格位向也并非完全一致,而是存在着许多尺寸很小、位向差很小的小晶块,它们相互镶嵌而成晶粒,称亚晶粒。
亚晶界:两相邻亚晶粒间的边界称为亚晶界。
刃型位错:位错可认为是晶格中一部分晶体相对于另一部分晶体的局部滑移而造成。
滑移部分与未滑移部分的交界线即为位错线。
如果相对滑移的结果上半部分多出一半原子面,多余半原子面的边缘好像插入晶体中的一把刀的刃口,故称“刃型位错”。
单晶体:如果一块晶体,其内部的晶格位向完全一致,则称这块晶体为单晶体。
多晶体:由多种晶粒组成的晶体结构称为“多晶体”。
过冷度:实际结晶温度与理论结晶温度之差称为过冷度。
自发形核:在一定条件下,从液态金属中直接产生,原子呈规则排列的结晶核心。
非自发形核:是液态金属依附在一些未溶颗粒表面所形成的晶核。
变质处理:在液态金属结晶前,特意加入某些难熔固态颗粒,造成大量可以成为非自发晶核的固态质点,使结晶时的晶核数目大大增加,从而提高了形核率,细化晶粒,这种处理方法即为变质处理。
变质剂:在浇注前所加入的难熔杂质称为变质剂。
2.常见的金属晶体结构有哪几种?α-Fe 、γ- Fe 、Al 、Cu 、Ni 、Pb 、Cr 、V 、Mg、Zn 各属何种晶体结构?答:常见金属晶体结构:体心立方晶格、面心立方晶格、密排六方晶格;α-Fe、Cr、V属于体心立方晶格;γ-Fe 、Al、Cu、Ni、Pb属于面心立方晶格;Mg、Zn属于密排六方晶格;3.配位数和致密度可以用来说明哪些问题?答:用来说明晶体中原子排列的紧密程度。
球墨铸铁件表面缺陷

球墨铸铁件表面缺陷清华大学于震宗引言球墨铸铁件的缺陷分为表面缺陷和内在缺陷两大类,后者即有关金属材质方面的缺陷,不属于本文范围内。
本文内容重点是砂型铸件的表面缺陷,包括用湿型砂、水玻璃砂、树脂砂等砂型和砂芯生产的铸件。
砂型球墨铸件的表面缺陷有多种,本文仅选择①粘砂,②砂孔和渣孔,③夹砂,④气孔,⑤胀砂、缩孔和缩松等缺陷进行讨论。
有的缺陷如灰班虽然发生在铸件表面上,而产生原因完全属于材质方面,则不包括在本文内:一. 球墨铸件气孔缺陷气孔是最难分析其形成原因和最难找出防治方法的铸件缺陷。
这是因为气孔的形成原因很多,从外观上又不易分清气孔是属于那种类型的。
虽然采用扫描电镜和能谱等微观分析方法有助于估计气孔的产生原因,但是这些先进的技术都还处于研究阶段,大多数铸造工厂尚难在生产中利用。
根据气孔发生机理,可分为裹入、侵入、析出和反应四类气孔。
其中裹入气孔是浇注时金属液中裹带着空气泡,随着液流进入型腔中而产生的气孔缺陷。
侵入气孔是铸件表面凝固成壳以前,砂型、砂芯等造型材料受热产生的气体侵入金属液中,形成气泡而产生的气孔球铁铸件最常遇到的气孔缺陷是反应气孔和析出气孔。
以下将分别讨论:1. 析出气孔金属液中溶解的原子态氢、氮气体元素,随金属温度下降而溶解度逐渐减小。
下降至结晶温度或凝固温度时,溶解度突然变小,氢、氮以分子态气相析出形成气泡,使铸件产生气孔,称为析出气孔。
生产铸铁的工厂中,最常见的析出气孔是使用树脂砂型和砂芯造成氨氮气孔,也有来自炉料和增碳剂的氮气孔。
①氨氮酚醛树脂覆膜砂的硬化剂为乌洛托平(六亚甲基四胺(CH2)6N4)。
铸铁件用热芯盒呋喃树脂含有尿素(CO(NH2)2)。
硬化剂用含有尿素和NH4Cl的水溶液。
冷芯盒和自硬砂用酚醛脲烷树脂的聚异氰酸酯组分中含有-RNCO基团。
上述树脂砂都含有多少不等的氨或胺,都是引起析出气孔的根源。
所含氮不同于空气中的氮,大气中78%是由氮组成,并不引起析出气孔缺陷。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
一、Fe-Fe3C和Fe-C双重相图 在前面介绍过Fe-Fe3C相图,按这张相图自液态冷却下来的Fe-C
合金固态一般为铁素体及渗碳体两相。实际上渗碳体只是一个亚稳定 相,石墨才是稳定相。因此描述铁碳合金组织转变的相图实际上有两 个,一个是Fe-Fe3C系相图,另一个是Fe-C系相图。把两者迭合在一 起,就得到一个双重相图,
• 灰口铸铁的孕育处理
HT250、HT300、HT350属于较高强度的孕育铸铁(也称变质铸 铁),这是普通铸铁通过孕育处理而得到的。由于在铸造之前向铁液 中加入了孕育剂(或称变质剂),结晶时石墨晶核数目增多,石墨片 尺寸变小,更为均匀地分布在基体中。所以其显微组织是在细珠光体 基体上分布着细小片状石墨。铸铁变质剂或孕育剂一般为硅铁合金或 硅钙合金小颗粒或粉,当加入铸铁液内后立即形成SiO2的固体小质点, 铸铁中的碳以这些小质点为核心形成细小的片状石墨。
第九章 铸铁
Cast Iron
铸铁是历史上使用得较早的材料,也是最便宜的金属材料之一, 同时它具有很多优点。比如,在汽车发动机中,铸铁占80%。同钢 一 样 , 铸 铁 也 是 Fe 、 C 元 素 为 主 的 铁 基 材 料 , 但 是 它 含 碳 量 很 高 (碳含量大于2.11%),达到亚共晶、共晶或过共晶成分,而且铸铁 成型制成零件毛坯只能用铸造方法,不能用锻造或轧制方法。
(2)耐磨性与消震性好。由于铸铁中石墨有利于润滑及贮油,所 以耐磨性好。同样,由于石墨的存在,灰口铸铁的消震性优于钢。
(3)工艺性能好。由于灰口铸铁含碳量高,接近于共晶成分,故 熔点比较低,流动性良好,收缩率小,因此适宜于铸造结构复杂或薄 壁铸件。另外,由于石墨使切削加工时易于形成断屑,所以灰口铸铁 的可切削加工性优于钢。
第二节 常用铸铁
Usual Cast Iron
• 铸铁中的石墨形态、尺寸以及分布状况对性能影响很大。 铸铁中石墨状况主要受铸铁的化学成分及工艺过程的影响。 通常,铸铁中石墨形态(片状或球状)在铸造后即形成; 也可将白口铸铁通过退火,让其中部分或全部的碳化物转 化为团絮状形态的石墨。工业上使用的铸铁很多,按石墨 的形态和组织性能,可分为普通灰口铸铁、蠕墨铸铁、球 墨铸铁、可锻铸铁和特殊性能铸铁等。
铸铁中碳元素按主要存在方式不同可分为两大类:一是白口铸 铸铁(断口呈现白色),碳的主要存在形式是化合物,如渗碳体, 没有石墨;另一是灰口铸铁(断口呈现黑灰色),碳的主要存在形 式是碳的单质,即游离状态石墨。介于白口铸铁与灰口铸铁之间为 麻口铸铁,其中的碳既有游离石墨又有渗碳体。
第一节 铸铁的石墨化
灰口铸铁的成分大致范围为:2.5~4.0%C,1.0~3.0%Si, 0.25~1.0%Mn,0.02~0.20%S,0.05~0.50%P。具有上述成分范 围的液体铁水在进行缓慢冷却凝固时,将发生石墨化,析出片状石墨。 其断口的外貌呈浅烟灰色,所以称为灰口铸铁。
普通灰口铸铁的组织是由片状石墨和钢的基体两部分组成的。根 据不同阶段石墨化程度的不同,灰口铸铁有三种不同的基体组织:铁 素体基、珠光体基、铁素体+珠光体基。
• 化学成分的影响 碳、硅、锰、硫、磷对石墨化有不同影响。其中碳、硅、磷是促进
石墨化的元素,锰和硫是阻碍石墨化的元素。
• 温度及冷却速度的影响 铸铁中碳石墨化过程除受化学成分的影响外,还受铸造过程中铸件
冷却速度影响。当冷却速度较快时,由液态析出的是渗碳体而不是石墨。 一般铸件冷却速度越慢,石墨化进行愈充分。冷却速度快,碳原子很难 扩散,石墨化进行困难。
名称
灰口铸铁 麻口铸铁 白口铸铁
石墨化程度
第一阶段 第二阶段
完全石墨化 完全石墨化 完全石墨化 部分石墨化
未石墨化
完全石墨化 部分石墨化
未石墨化 未石墨化 未石墨化
显微组织
铁素体+石墨 铁素体+珠光体+石墨
珠光体+石墨 莱氏体+珠光体+石墨 莱氏体+珠光体+渗碳体
三、影响石墨化程度的主要因素
由于铁的晶体结构与石墨的晶体结构差异很大,而铁与渗碳体的晶 体结构要接近一些,所以普通铸铁在一般铸造条件下只能得到白口铸铁, 而不易获得灰口铸铁。因此,必须通过添加合金元素和改善铸造工艺等 手段来促进铸铁石墨化,形成灰口铸铁。
一、灰口铸铁 灰口铸铁是价格最便宜、应用最广泛的一种铸铁,在各类铸铁的
总产量中,灰口铸铁占80%以上。
25μ 铁素体基灰口铸铁的显微组织
• 灰口铸铁的化学成分和组织特征 在生产中,为浇注出合格的灰铸铁件,一般应根据所生产的铸铁
牌号、铸铁壁厚、造型材料等因素来调节铸铁的化学成分,这是控制 铸铁组织的基本方法。
第 一 阶 段 : 包 括 自 低 于 液 相 线 CD 以 下 温 度 冷 却 自 液 体 中 析 出 “一次石墨”,低于共晶线ECF(温度1154℃)共晶成分(C点含 4.26%C),液体转变为奥氏体与共晶石墨组成的共晶组织;以及低 于共晶温度ECF以下冷却沿ES线从奥氏体中析出“二次石墨”。
第二阶段:略低于共析温度(738℃)的PSK线以下,共析成分 (S点,含0.68%C)奥氏体转变为由铁素体与石墨组成的共析组织。
L+δ H
A
δ 1400
J
B
N
L+γ
温 1200 度
γ+ δ
E′ E
℃ 1000 Gγ
γ +
80P0′αS′ PS
600 Q
400 α
C′ C γ+Fe3C
α+Fe3C
200
Fe 1 2 3 4
5
C/%
Fe-Fe3C和Fe-C双重相图
D ′ D F′ F
K ′
6 6.69
二、铸铁的石墨化过程
按Fe-C相图铸铁液冷却过程中,碳溶解于铁素体外均以石墨形成 析出。石墨形成(或石墨化)分为如下两个阶段:
• 灰口铸铁的牌号、性能及用途 灰口铸铁灰口铸铁的牌号以“HT+数字”的方式表示。 灰口铸铁的性能与普通碳钢相比,具有如下特点:
(1)力学性能低,其抗拉强度和塑性韧性都远远低于钢。但是, 灰口铸铁在受压时石墨片破坏基体连续性的影响则大为减轻,其抗压 强度是抗拉强度的2.5~4倍。所以常用灰口铸铁制造机床床身、底座 等耐压零部件。