铣刀的角度的选用
第四章 铣削加工,机械制造加工基础

数控龙门铣床
补充资料Ⅲ:典型工件
动画5 端铣
动画6 对称铣与不对称铣
表7-7 不对称顺铣和不对称逆铣比较 比较内容 特征 不对称顺铣 以大的切削厚度切入,较 小的切削厚度切出。 可减少逆铣时刀齿在工件 表面的滑行、挤压和加工 切削优点 表面的冷硬程度,有利于 不对称逆铣 以小的切削厚度切入,较大的 切削厚度切出。 切削平稳,减少冲击,使加工 表面粗糙度改善,刀具耐用度 提高。
铣削用量 影响因素
铣削速度v 每齿进给量af
铣刀角度
端铣刀前角
倒棱宽度
§4-3 铣刀及铣削用量
一、铣刀的类型、特点及应用
圆柱铣刀-用于在卧式铣床上加工中小型工件
狭长平面和带圆弧收尾的平面。一般用高速钢制
造,切削性能差,加工效率较低。
圆柱铣刀
硬质合金端铣刀-用于在立式铣床上加工大平
面。硬质合金刀片多采用可转位夹固式,或焊接夹 固式安装在刀体上。
图7-11 逆铣和顺铣 表7-6 逆铣与顺铣比较(续3) 比较内容 工件夹紧程度/切削过程稳定性 刀具磨损 工作台丝杠和螺母有无间隙 由工作台窜动引起的质量事故 加工对象 顺铣 好 小 有 多 精加工 逆铣 差 大 无 少 粗加工
2. 端铣法
端铣法-用铣刀端面的刀齿来铣削工 件的表面。 端铣时,根据铣刀相对于工件安装位 置的不同,可分为三种不同的切削方 式。
工作台层次少,刚性 好。 龙门式比单臂式的刚 性好,但其加工工件 的宽度受到两侧立柱 的限制。
加工外形为 中等或较大 尺寸的工件。
加工大型工 件。
立式布局。圆工作台作连续 圆工作台 缓慢的旋转,实现圆周进给 铣床 运动。
加工大批、 主轴箱内有两根主轴, 大量生产中 分别装有粗铣及精铣 的中小型零 的端铣刀。 件平面的。
端铣刀选取
数控加工刀具选择在数控加工中,刀具的选择直接关系到加工精度的高低、加工表面质量的优劣和加工效率的高低。
选用合适的刀具并使用合理的切削参数,将可以使数控加工以最低的加工成本、最短的加工时间达到最佳的加工质量。
模具数控加工中使用的刀具种类很多,下面对常用刀具的性能及选用加以介绍。
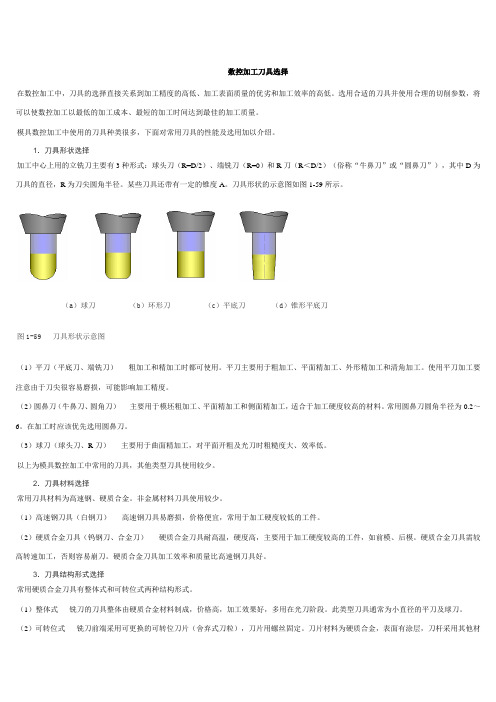
1.刀具形状选择加工中心上用的立铣刀主要有3种形式:球头刀(R=D/2)、端铣刀(R=0)和R刀(R<D/2)(俗称“牛鼻刀”或“圆鼻刀”),其中D为刀具的直径,R为刀尖圆角半径。
某些刀具还带有一定的锥度A。
刀具形状的示意图如图1-59所示。
(a)球刀(b)环形刀(c)平底刀(d)锥形平底刀图1-59 刀具形状示意图(1)平刀(平底刀、端铣刀)粗加工和精加工时都可使用。
平刀主要用于粗加工、平面精加工、外形精加工和清角加工。
使用平刀加工要注意由于刀尖很容易磨损,可能影响加工精度。
(2)圆鼻刀(牛鼻刀、圆角刀)主要用于模坯粗加工、平面精加工和侧面精加工,适合于加工硬度较高的材料。
常用圆鼻刀圆角半径为0.2~6。
在加工时应该优先选用圆鼻刀。
(3)球刀(球头刀、R刀)主要用于曲面精加工,对平面开粗及光刀时粗糙度大、效率低。
以上为模具数控加工中常用的刀具,其他类型刀具使用较少。
2.刀具材料选择常用刀具材料为高速钢、硬质合金。
非金属材料刀具使用较少。
(1)高速钢刀具(白钢刀)高速钢刀具易磨损,价格便宜,常用于加工硬度较低的工件。
(2)硬质合金刀具(钨钢刀、合金刀)硬质合金刀具耐高温,硬度高,主要用于加工硬度较高的工件,如前模、后模。
硬质合金刀具需较高转速加工,否则容易崩刀。
硬质合金刀具加工效率和质量比高速钢刀具好。
3.刀具结构形式选择常用硬质合金刀具有整体式和可转位式两种结构形式。
(1)整体式铣刀的刀具整体由硬质合金材料制成,价格高,加工效果好,多用在光刀阶段。
此类型刀具通常为小直径的平刀及球刀。
(2)可转位式铣刀前端采用可更换的可转位刀片(舍弃式刀粒),刀片用螺丝固定。
铣削加工教学课件PPT
主运动:铣刀绕自身轴线的高速旋转 进给运动:工件的直线运动(加工平面或沟槽)
旋转运动(加工回转面) 直线+旋转运动(加工螺旋面) 切深运动:断续进给 背吃刀量(垂直于工作平面)+侧吃 刀量(切削运动的范围)
(1)加工平面铣刀
圆柱铣刀加工
面铣刀加工
端铣刀的几何角度
注:副偏角一般取2º~3º
γ0
圆柱铣刀切削部分的几何角度
a) 铣削钢件时,取 前角=10°~20°;铣削铸铁件时,取 前角=5°~15° b) 粗加工时取 后角=12°,精加工时取 后角=16° c) 主偏角 =90º,无副偏角(无副切削刃) d) 常用螺旋角=25º~35º,铣削宽平面螺旋角=40º~45º;精铣螺旋角小,粗铣螺旋角大
热钢
(3)端铣法与周铣法特点比较
加工质量:端铣>周铣 生产效率:端铣>周铣 工艺范围:端铣<周铣 生产批量:端铣>周铣
断续切削,力和热冲击大,振动大
a) 多刀多刃切削,刀齿易出现径向和轴向跳动。刀 具寿命降低,工件表面粗糙度加大。提高刀杆刚 性,减小刀杆与刀具的配合间隙。
b) 半封闭容屑形式。足够容屑空间,否则损坏刀齿。
表 1. 圆柱铣刀VS面铣刀
加工平面铣刀 用途
铣床类型 铣削方式 刀齿分布 铣削角度
类型
圆柱铣刀
面铣刀
加工狭长平面
加工宽大平面
卧式
立式
周铣
端铣
圆柱面
圆柱面+1个端面
铣刀轴线//被加工平面 铣刀轴线⊥被加工平面
加工中心所用铣刀的种类
加工中心所用铣刀的种类铣刀主要用于卧式铣床加工平面。
圆柱铣刀一般为整体式。
铣刀的材料为高速钢,主切削刃分布在圆柱表面上,无副切削刃。
铣刀有粗齿和铣刀的种类很多,这里只介绍几种在数控铣床上常用的铣刀。
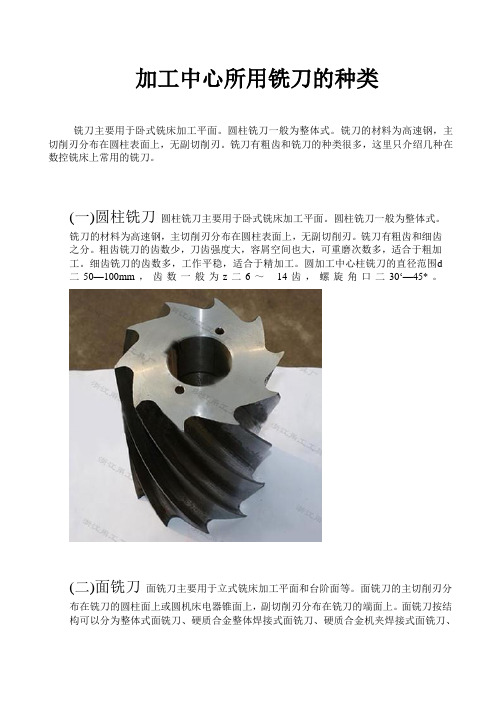
(一)圆柱铣刀圆柱铣刀主要用于卧式铣床加工平面。
圆柱铣刀一般为整体式。
铣刀的材料为高速钢,主切削刃分布在圆柱表面上,无副切削刃。
铣刀有粗齿和细齿之分。
粗齿铣刀的齿数少,刀齿强度大,容屑空间也大,可重磨次数多,适合于粗加工。
细齿铣刀的齿数多,工作平稳,适合于精加工。
圆加工中心柱铣刀的直径范围d 二50—100mm,齿数一般为z二6~14齿,螺旋角口二30‘—45*。
(二)面铣刀面铣刀主要用于立式铣床加工平面和台阶面等。
面铣刀的主切削刃分布在铣刀的圆柱面上或圆机床电器锥面上,副切削刃分布在铣刀的端面上。
面铣刀按结构可以分为整体式面铣刀、硬质合金整体焊接式面铣刀、硬质合金机夹焊接式面铣刀、硬质合金可转位式面铣刀等形式。
(1)整体式面铣刀。
由于这种面铣刀的材料为高速钢,所以其切削速度和进给量都受定的限制,生产率较低,并且由于该铣刀的刀齿损坏后很难修复,所以整体加工中心式面铣刀的应用较少。
(2)硬质合金整体焊接式面铣刀。
这种面铣刀由硬质合金刀片与合金钢刀体焊接而成,结构紧凑,切削效率高。
由于它的刀齿损坏后很也难修复,所机床电器以这种铣刀的应用也不多。
(3)硬质合金可转位式面铣刀。
这种面铣刀是将硬质合金可转位刀片直接装夹在刀体槽中,切削刃磨钝后,只需将刀片转位或更换新的刀片即可继续使用。
硬质合金可转位式面铣刀具有加工质量稳定、切削效率高、刀具寿命长、刀片的调整和更换方便以及刀片重复定位精度高特点,所以该铣刀是生产上应用最广的刀具之一。
(三)立铣刀立铣刀是数控铣削加工中应用最广的一种铣加工中心刀。
它主要用于立式铣床上凹槽、台阶面和成型面等。
立铣刀的主切削刃分布在铣刀的圆柱表面上,切削刃分布在铣刀的端面上,并且端面中心有中心孔,因此铣削时一般不能沿铣刀轴向作进给运动,而只能沿铣刀径向作进给运动。
(完整版)15-铣削与铣刀解析

轴向铣削分力作用于主轴方向 与刀齿所受的轴向抗力大小相等方向相反
铣削分力的示意图
水平进给力和垂直进给力
▪ 水平进给力 在进给方向上的分力(纵向进给力)
垂直进给力 在垂直于进给方向上的分力 作用在铣床升降工作台运动方向上
周铣时切削厚度的计算
▪ 周铣时,切削厚度的值:
平均切削厚度为:
端铣时切削厚度的计算
切削厚度
平均切削厚度
▪ 端铣刀
切削面积的计算
圆柱铣刀
切除量和平均面积
单位体积的切除量
▪ 平均切削面积
铣削分力
▪ 主铣削力 主运动方向上的分力,作用在铣刀切线上 消耗机床的主要功率的力
法向铣削力
力的方向向下,宜铣刚性差的工件、打刀
一般情况下,尤其是粗加工或是加工有硬皮的毛坯 时,多采用逆铣。精加工时,加工余量小,铣削力
小,不易引起工作台窜动,可采用顺铣。
逆铣和顺铣
铣削方式
端铣法 对 称 铣 削:切入和切出的厚度相同(淬硬钢) 不对称逆铣:切入厚度小切出厚度大(碳钢等) 不对称顺铣:切入厚度大切出厚度小(不锈钢)
铣削深度应小于铣刀长度
进给量的选择
▪ 衡量铣削效率的重要指标
粗铣时受切削力限制 半精铣精铣时受表面粗糙度限制 高速钢铣刀,不宜铣削力过大 硬质合金铣刀,进给量取小值
铣削速度的确定
▪ 铣削速度的经验公式
材料和铣刀的系数 铣削速度也可查切削用量手册确定
15.4 成形铣刀的特点和分类
▪ 切削刃的廓形根据工件廓形设计。
齿背曲线
▪ 是刀齿后刀面在垂直于铣刀轴线端平面中的截
线
刀齿的廓形取决于铲刀的刃形 齿背曲线的形状影响后角的大小和重磨
高性能理念——大正前角可分度刀片的多角度铣刀

率就越高 。反之 ,如果p值不变 ,而功耗减少则对
机 床 更 有好 处 。所 用 切 削 力 越 小 ,在 机 床 上 的 加 工
过程就 越平稳 。使用大进给率刀具 ,通 常会 引发振 动 ,切削力越大 ,摩擦力也越大 ,温升就越高。 多年来 ,大家都知道 , 角度对切 削厚度有很 大影响。与4 。角的面铣刀头相 比 ,K角为1 。的 5 5
刀具 的每 齿 进给 量最 少 能提 高2 7倍 。 .5 即 便是 在 如 此 大 的 进 给 率 下 ,作用 于 刀 刃上 直
与 此 同 时 , 宽 调 速 范 围 的 通 用 主 轴 几 乎 可 以 涵盖 所 有 材 料 的加 工 。 另一 方 面 ,老 式 输 出功 率 为 1 ~2k 的 三坐标 机 床通 常 都是 稳 定性 和 抗振 性 能 2 5W
Байду номын сангаас
种 刀具 。
在研发过程中 ,瑞士Al a e 公司决定研制属于大 s 进给H C ( P 高性能切削)系统类的宽角度铣 刀。 这里 ,作为HP ( C 高性能切削 )系统的主要特 征比理论上的效率评价更有说服 力。为 了对加工过 程中的效率和经济性进行有效对 比 ,必须考虑该产
品 的切 深a 、啮 合 宽 度a和 进给 率 。如 果 将这 种 除 。
近年 来 ,现代铣 削加 工 中心一直 在不断精化 , 特 别是在机床轻量化 ,提 高动态性能和通用性等方 面 ,例如一次装夹完成五 面加工 。在加工过程 中, 当首推高性能控制系统 ,它成就 了高速成五轴联动
加工。
谓性 能 值 :功耗 相 同时 ,0 值越 高 则表 明该 刀具 的效
了径 向力 ,扩展 了加 工 范 围。
( )其 结 果 ,切 削 刃就 如 同 “ 皮 ”一 样 切 2 剥 人
刀具几何角度对切削加工的影响及其选择
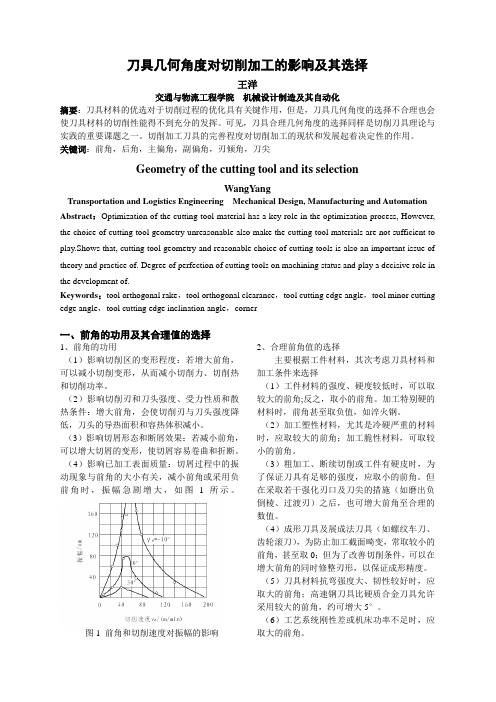
刀具几何角度对切削加工的影响及其选择王洋交通与物流工程学院机械设计制造及其自动化摘要:刀具材料的优选对于切削过程的优化具有关键作用,但是,刀具几何角度的选择不合理也会使刀具材料的切削性能得不到充分的发挥。
可见,刀具合理几何角度的选择同样是切削刀具理论与实践的重要课题之一。
切削加工刀具的完善程度对切削加工的现状和发展起着决定性的作用。
关键词:前角,后角,主偏角,副偏角,刃倾角,刀尖Geometry of the cutting tool and its selectionWangYangTransportation and Logistics Engineering Mechanical Design, Manufacturing and Automation Abstract:Optimization of the cutting tool material has a key role in the optimization process, However, the choice of cutting tool geometry unreasonable also make the cutting tool materials are not sufficient to play.Shows that, cutting tool geometry and reasonable choice of cutting tools is also an important issue of theory and practice of. Degree of perfection of cutting tools on machining status and play a decisive role in the development of.Keywords:tool orthogonal rake,tool orthogonal clearance,tool cutting edge angle,tool minor cutting edge angle,tool cutting edge inclination angle,corner一、前角的功用及其合理值的选择1、前角的功用(1)影响切削区的变形程度:若增大前角,可以减小切削变形,从而减小切削力、切削热和切削功率。
第10章 铣削与铣刀 10-1 几何参数

2、顺铣:旋转方向与进给方向相同,图b) • 优点:无挤压、滑行; 刀齿可压紧工件,加工表面质量好。 • 缺点:丝杠有间隙,工作台左右窜动,进给不均, 易崩刃,需设有消除间隙机构。
二、端铣削方式
图10-10
对称端铣,不对称顺、逆铣
10-5 铣刀磨损与寿命
一、铣刀的磨损 1、磨损形式 • 高速钢铣刀:后面磨损 图a) • 硬质合金铣刀:前、后面均磨损 图b) 还有疲劳破损。
10-2 切削用量与切削层参数 一、铣削用量 1、a p 平行与轴线方向的吃刀量,背吃刀量。 2、ae 垂直与轴线方向的吃刀量,侧吃刀量。
3、进给运动参数 f z,f, f
三种表示法
f z 每齿进给量,铣刀每转 一齿的进给量;
f 进给速度, f fn zf z n
4、 c c dn / 1000
第10章 铣削与铣刀
• 铣刀:多齿多刃的回转刀具,应用广。 • 加工特点:刀具回转为主运动,工件移动为进给运动。 • 种类:图10-1
加工平面:圆柱平面铣刀,端铣刀 按用途分 加工沟槽:立铣刀,锯片铣刀 加工成形面:V槽、凹圆铣刀 粗齿铣刀:齿数少,强度高,容屑大,粗加工 按刀齿数目分
细齿铣刀:齿数多,半、精加工 • 用途:加工平面、沟槽及成形表面
二、寿命与切削速度
磨损标准在后面上测量,详见P166
切削速度按实验公式计算,式(10-9)
10-3 铣削力
一、总铣削力和分力 1、作用在铣刀上的 总铣削力 特点:多齿受力,且 各齿受力的大小和方 向变化。 总铣削力:刀圆周方向的力,切 削 FcN — 铣刀半径方向的力,使 刀杆弯曲 Fp — 铣刀平行于轴线方向的 力,进给,指向应压紧 刀杆 2、作用在工件上的总铣削力 Fe
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
铣刀的角度有前角、后角、主偏角、副偏角、刃倾角等。为满足不同的加工需要,有多
种角度组合型式。各种角度中最主要的是主偏角和前角(制造厂的产品样本中对刀具的主偏
角和前角一般都有明确说明)。
1、主偏角κr
主偏角为切削刃与切削平面的夹角,如图6-27所示。铣刀的主偏角有90°、88°、75°、
70°、60°、45°等几种。
主偏角对径向切削力和切削深度影响很大。径向切削力的大小直接影响切削功率和刀具
的抗振性能。铣刀的主偏角越小,其径向切削力越小,抗振性也越好,但切削深度也随之减
小。
90°主偏角,在铣削带凸肩的平面时选用,一般不用于单纯的平面加工。该类刀具通
用性好(即可加工台阶面,又可加工平面),在单件、小批量加工中选用。由于该类刀具的
径向切削力等于切削力,进给抗力大,易振动,因而要求机床具有较大功率和足够的刚性。
在加工带凸肩的平面时,也可选用88°主偏角的铣刀,较之90°主偏角铣刀,其切削性能
有一定改善。60°~75°主偏角,适用于平面铣削的粗加工。由于径向切削力明显减小(特
别是60°时),其抗振性有较大改善,切削平稳、轻快,在平面加工中应优先选用。
75°主偏角铣刀为通用型刀具,适用范围较广;60°主偏角铣刀主要用于镗铣床、加
工中心上的粗铣和半精铣加工。
45°主偏角,此类铣刀的径向切削力大幅度减小,约等于轴向切削力,切削载荷分布在
较长的切削刃上,具有很好的抗振性,适用于镗铣床主轴悬伸较长的加工场合。用该类刀具
加工平面时,刀片破损率低,耐用度高;在加工铸铁件时,工件边缘不易产生崩刃。
2、前角γ
铣刀的前角可分解为径向前角γf [图6-28(a)]和轴向前角γp[图6-28(b)],径向前角
γf主要影响切削功率;轴向前角γp则影响切屑的形成和轴向力的方向,当γp为正值时
切屑即飞离加工面。
图6-27 面铣刀的主偏角
(a) (b)
图6-28 面铣刀的前角
(a)径向前角γf (b)轴向前角γp
径向前角γf和轴向前角γp正负的判别见图6-28。 常用的前角组合形式如下:
双负前角 双负前角的铣刀通常均采用方形(或长方形)无后角的刀片,刀具切削刃多
(一般为8个),且强度高、抗冲击性好,适用于铸钢、铸铁的粗加工。由于切屑收缩比大,
需要较大的切削力,因此要求机床具有较大功率和较高刚性。由于轴向前角为负值,切屑不
能自动流出,当切削韧性材料时易出现积屑瘤和刀具振动。
凡能采用双负前角刀具加工时建议优先选用双负前角铣刀,以便充分利用和节省刀片。
当采用双正前角铣刀产生崩刃(即冲击载荷大)时,在机床允许的条件下亦应优先选用双负
前角铣刀。
双正前角 双正前角铣刀采用带有后角的刀片,这种铣刀楔角小,具有锋利的切削刃。
由于切屑收缩比小,所耗切削功率较小,切屑成螺旋状排出,不易形成积屑瘤。这种铣刀最
宜用于软材料和不锈钢、耐热钢等材料的切削加工。对于刚性差(如主轴悬伸较长的镗铣床)、
功率小的机床和加工焊接结构件时,也应优先选用双正前角铣刀。
正负前角(轴向正前角、径向负前角) 这种铣刀综合了双正前角和双负前角铣刀的优
点,轴向正前角有利于切屑的形成和排出;径向负前角可提高刀刃强度,改善抗冲击性能。
此种铣刀切削平稳,排屑顺利,金属切除率高,适用于大余量铣削加工。WALTER公司的切
向布齿重切削铣刀F2265就是采用轴向正前角、径向负前角结构的铣刀。