标准件检验标准
标准件检验标准

标准件检验标准标准件是指在机械制造中使用频繁,规格固定,质量稳定,使用性能和尺寸精度要求较高的零部件。
标准件的质量直接影响到整个机械产品的性能和使用寿命,因此对标准件的检验标准也显得尤为重要。
本文将对标准件检验标准进行详细介绍,以期为相关行业提供参考。
首先,标准件的检验应当遵循国家相关标准和技术规范,如GB/T、ISO等标准。
在进行检验时,应当根据标准件的具体类型和用途,采用相应的检验方法和工艺。
在检验过程中,应当严格按照标准的要求进行,不得随意更改或省略检验项目,以确保产品的质量和稳定性。
其次,标准件的检验应当注重对尺寸和形位公差的测量。
尺寸和形位公差是标准件的重要指标,直接影响到其在机械装配中的匹配和使用。
因此,在检验过程中,应当采用精密的测量工具和仪器,如三坐标测量机、显微镜等,对标准件的尺寸和形位公差进行全面、准确的测量和评定。
另外,标准件的材料和表面处理也是检验的重点内容。
在检验过程中,应当对标准件的材料进行化学成分分析、金相组织观察等检测,以确保其符合相关标准和要求。
同时,对标准件的表面处理质量也应当进行严格的检验,如镀层厚度、表面粗糙度、耐腐蚀性等指标的检测,以确保其符合产品要求。
此外,标准件的功能性能和可靠性也是检验的重要内容。
在检验过程中,应当对标准件的使用性能进行全面、系统的测试,如扭矩、耐磨性、耐疲劳性等指标的检测,以确保其符合产品设计要求和使用要求。
最后,标准件的检验结果应当进行准确、全面的记录和归档。
在检验完成后,应当对检验结果进行详细的记录和评定,并将检验报告进行归档保存,以备日后查询和追溯。
综上所述,标准件的检验标准是保证产品质量和稳定性的重要环节,只有严格依照标准要求进行检验,才能确保产品的质量和可靠性。
希望本文能为相关行业提供一些参考和帮助,促进标准件的质量提升和技术进步。
标准件检验规范

螺栓外观:镀层无脱落、螺栓无裂痕、螺栓螺母配合情况、牙纹无严重损伤。
标识:厂家标识+材料标识证书:采用标准+元素分析+力学分析+热处理交货状态检验标准可以参考国家或行业标准来进行螺母不管是否GB,下面特性是很主要的1)原材料材质、性能、热处理状态,,,,2)加工过程:滚丝或者攻牙过程,,,,3)机械零件一般都要热处理,螺母采用一般都是淬火后回火,热处理检验和试验很重要(硬度、淬火层深度、金相组织)4)是不是还要表面处理,如镀锌镀镍镀铬或者发黑。
(关注附着力,镀层厚度,盐雾试验能力)还有就是重金属含量(ROHS有关要求)转载请注明出自六西格玛品质论坛/,本贴地址:/viewthread.php?tid=2025651.概述标准紧固件包括螺栓、螺钉、螺柱、螺母、机螺钉、自攻螺钉、垫圈、销、铆钉、挡圈十大类。
是被各个方面广泛使用的基础零件,其功能是起联接紧固作用。
联接形式可分为可拆卸联接(利用螺栓、螺母等螺纹紧固件联接)和永久性联接(利用铆钉联接)。
2.种类及规格(1)螺栓:①六角头螺栓:规格d=M5~M36,L=8~300mm。
②半圆头方颈螺栓:规格d=M6~M16,L=30~160mm。
③高强度大六角螺栓:规格d=M12~M24,L=35~240mm。
(2)螺柱:双头螺柱和等长双头螺柱:规格d=M5~M42,L=16~300mm。
(3)机螺钉:规格d=M2~M10,L=3~100mm。
(4)螺母:①六角母:规格d=M25~M48。
②高强度大六角螺母:规格=M12~M42。
(5)自攻螺钉:规格d=M2.5~M6,L=6~40mm。
(6)垫圈:①平垫圈:规格d=2~30。
②弹簧垫圈:规格d=2~48。
(7)圆柱销:①圆柱销、圆锥销:规格d=1~30,L=4~140mm。
②开口销:规格d=1~2,L=6~200mm。
(8)铆钉:规格d=1.6~8,L=3~50mm。
(9)档圈:①锥销锁紧档圈,螺钉锁紧档圈,规格d=8~30。
标准件检验标准

标准件检验标准标准件是指在机械制造中起着规范、统一和标准化作用的零部件。
标准件的质量直接影响到整个机械产品的质量和性能,因此对标准件的检验标准必须严格执行,以确保产品质量和安全。
本文将从标准件的检验标准入手,介绍其相关内容。
首先,标准件的外观检验是非常重要的一环。
外观检验主要包括外观尺寸、表面质量、表面处理等内容。
在外观尺寸检验中,需要使用相关的测量工具,如卡尺、游标卡尺等,对标准件的尺寸进行精确的测量,以确保其符合设计要求。
同时,对标准件的表面质量和表面处理也需要进行检验,如表面是否平整、是否有裂纹、氧化等情况,以及表面处理是否符合要求,如镀层的厚度、均匀性等。
其次,标准件的材料和硬度检验也是必不可少的。
标准件的材料应符合相关的标准和要求,因此需要进行化学成分分析、金相组织检验等,以确保材料的质量和性能。
同时,对标准件的硬度也需要进行检验,以确保其硬度值符合设计要求,这通常需要使用洛氏硬度计、布氏硬度计等硬度测试仪器进行检测。
另外,标准件的功能性能检验也是至关重要的。
功能性能检验主要包括密封性能、耐磨性能、耐腐蚀性能等内容。
对于密封性能的检验,需要使用相关的密封试验设备进行检测,以确保标准件在工作状态下具有良好的密封性能。
对于耐磨性能和耐腐蚀性能的检验,则需要进行摩擦磨损试验、盐雾试验等,以确保标准件在各种恶劣环境下都能正常工作。
最后,标准件的标志和包装也需要进行检验。
标准件的标志应清晰、完整,包装应符合相关的标准和要求,以确保标准件在运输和使用过程中不受损坏。
总之,标准件的检验标准是确保产品质量和安全的重要环节,只有严格执行相关的检验标准,才能确保标准件的质量和性能符合要求,从而保障整个机械产品的质量和可靠性。
希望本文所介绍的内容能够对相关人员有所帮助,谢谢阅读。
标准紧固件检验规范
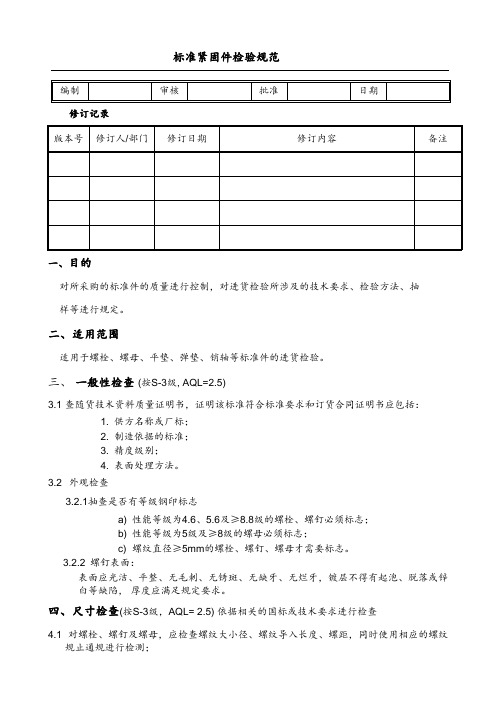
修订记录一、目的对所采购的标准件的质量进行控制,对进货检验所涉及的技术要求、检验方法、抽样等进行规定。
二、适用范围适用于螺栓、螺母、平垫、弹垫、销轴等标准件的进货检验。
三、一般性检查(按S-3级, AQL=2.5)3.1 查随货技术资料质量证明书,证明该标准符合标准要求和订货合同证明书应包括:1. 供方名称或厂标;2. 制造依据的标准;3. 精度级别;4. 表面处理方法。
3.2 外观检查3.2.1抽查是否有等级钢印标志a) 性能等级为4.6、5.6及≥8.8级的螺栓、螺钉必须标志;b) 性能等级为5级及≥8级的螺母必须标志;c) 螺纹直径≥5mm的螺栓、螺钉、螺母才需要标志。
3.2.2 螺钉表面:表面应光洁、平整、无毛刺、无锈斑、无缺牙、无烂牙,镀层不得有起泡、脱落或锌白等缺陷,厚度应满足规定要求。
四、尺寸检查(按S-3级,AQL= 2.5) 依据相关的国标或技术要求进行检查4.1 对螺栓、螺钉及螺母,应检查螺纹大小径、螺纹导入长度、螺距,同时使用相应的螺纹规止通规进行检测;a) 电镀前的螺栓、螺钉应使用公差等级为6g螺纹环规检查,电镀后的螺栓、螺钉应使用公差等级为6h螺纹环规检查;b) 电镀前的螺母应使用公差等级为6G螺纹止通规及塞规检查,电镀后的螺母应使用公差等级为6H螺纹止通规及塞规检查;c) 螺栓、螺母、螺钉通规检查须每个螺纹能顺利通过才合格,止规检查最多只能通过两个螺纹才合格。
4.2 对自攻螺钉类,按标准要求进行螺纹尺寸检测:螺纹外径、末端外径、螺纹导入长度、螺距。
五、性能检查5.1 硬度检查(每批抽3Pcs试验,按Ac/Re=0/1判定)a) 根据实际情况,对大于或等于M8的螺栓、螺钉、螺母直接在洛氏硬度计上测试即可;b) 有机械性能等级要求时,按对应的国标或图纸进行检验;未作要求时;螺栓、螺钉必须为4.8级,螺母必须为8级;c) 对于自攻、自挤螺钉,硬度检测应制成镶件,测试其表面硬度、芯部硬度及渗碳层深度。
标准件检验标准

标准件检验标准标准件是指在生产过程中大量使用的、规格统一、质量稳定的零部件。
对于标准件的质量检验至关重要,只有确保标准件的质量符合标准,才能保证整个产品的质量和安全。
因此,建立科学合理的标准件检验标准是非常必要的。
首先,标准件的检验标准应包括外观质量、尺寸精度、材料成分、力学性能等方面。
外观质量是最直观的检验项目,包括表面光洁度、无损伤、无变形等。
尺寸精度是指标准件的尺寸与设计要求的偏差,通常采用量具进行测量。
材料成分和力学性能则需要进行化学成分分析和拉伸、弯曲等物理性能测试。
其次,对于不同类型的标准件,其检验标准也应有所区别。
例如,对于螺栓、螺母等连接件,除了上述常规的检验项目外,还需要进行螺纹的检验,以确保其与配套零件的配合良好。
对于轴承等摩擦副件,还需要进行摩擦磨损测试,以确保其使用寿命和可靠性。
另外,标准件的检验标准还应考虑到使用环境和安全性。
例如,在航空航天和核工业领域使用的标准件,其检验标准通常要求更加严格,以确保其在极端环境下依然能够保持稳定的性能。
而对于一些安全关键部件,如制动系统、悬挂系统等,其标准件的检验标准也需要更加严格,以确保整车的安全性能。
最后,标准件的检验标准还应考虑到生产成本和效率。
在确保质量的前提下,应尽量简化检验流程,减少不必要的检验项目和环节,以提高生产效率和降低成本。
同时,还应采用先进的检验设备和技术,如光学投影仪、三坐标测量机等,以提高检验精度和效率。
综上所述,建立科学合理的标准件检验标准对于保证产品质量和安全至关重要。
在制定检验标准时,应全面考虑标准件的特点和使用要求,确保检验标准既科学合理又能够提高生产效率和降低成本。
只有如此,才能更好地保障标准件的质量,推动企业产品质量的提升和行业的健康发展。
标准件检验规范
目测
2
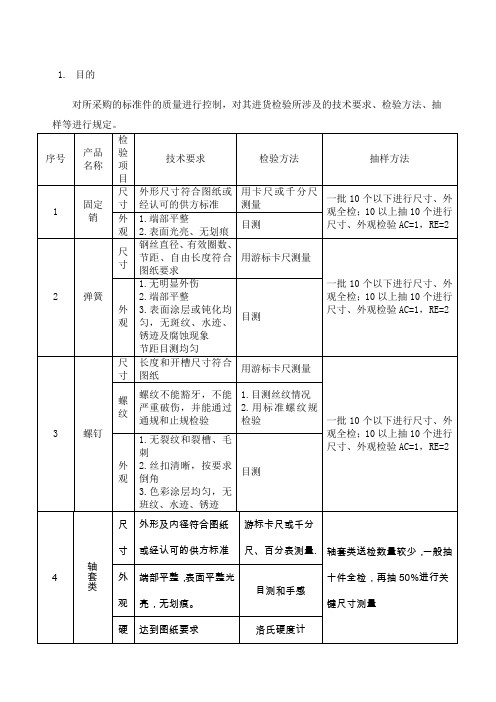
弹簧
尺寸
钢丝直径、有效圈数、节距、自由长度符合图纸要求
用游标卡尺测量
一批10个以下进行尺寸、外观全检;10以上抽10个进行尺寸、外观检验AC=1,RE=2
外观
1.无明显外伤
2.端部平整
3.表面涂层或钝化均匀,无斑纹、水迹、锈迹及腐蚀现象
节距目测均匀
目测
3
螺钉
尺寸
长度和开槽尺寸符合图纸
用游标卡尺测量
一批10个以下进行尺寸、外观全检;10以上抽10个进行尺寸、外观检验AC=1,RE=2
螺纹
螺纹不能豁牙,不能严重破伤,并能通过通规和止规检验
1.目测丝纹情况
2.用标准螺纹规检验
外观
1.无裂纹和裂槽、毛刺
2.丝扣清晰,按要求倒角
3.色彩涂层均匀,无班纹、水迹、锈迹
目测
4
轴套类
尺寸
外形及内径符合图纸或经认可的供方标准
游标卡尺或千分尺、百分表测量.
轴套类送检数量较少,一般抽十件全检,再抽50%进行关键尺寸测量
外观
端部平整,表面平整光亮,无划痕。
目测和手感
硬度
达到图纸要求
洛氏硬度计
配合度
滑动自如。
手感
5
弹簧类
尺寸
线径、外径、有效圈数、自由长度等符合图纸要求。
游标卡尺千分尺
根据送检数量的多少抽检数量也随之变化。一般情况是抽检(10-50件)其中最少有十件必须全面检测。
螺纹
螺纹不能豁牙,不能严重破损。
1目测丝纹情况。2用标准螺母及螺纹止通规。
外观
无裂纹和裂槽、毛刺。丝扣清晰,按要求倒角。色彩镀层均匀,无斑纹、锈蚀等。
锁紧螺钉、锁紧螺母标准件检验规范
锁紧螺钉、锁紧螺母标准件检验规范1. 引言锁紧螺钉、锁紧螺母作为机械装配中的重要连接件,其质量和性能对于设备的安全和正常运行具有重要影响。
为了确保锁紧螺钉、锁紧螺母标准件的质量,制定本检验规范。
2. 适用范围本检验规范适用于锁紧螺钉、锁紧螺母的标准件检验。
3. 检验内容3.1 外观检验锁紧螺钉、锁紧螺母应具有光洁度、表面无划痕、无氧化层、无裂纹、无变形等外观缺陷。
3.2 尺寸检验锁紧螺钉、锁紧螺母的长度、直径、孔径、螺距、螺纹规格等尺寸参数应符合相关标准要求。
3.3 材质检验锁紧螺钉、锁紧螺母应选用高强度材料制作,其材质应符合相关标准要求。
3.4 物理性能检验锁紧螺钉、锁紧螺母应具有足够的抗拉强度、抗剪强度、硬度等物理性能,检验应符合相关标准要求。
3.5 功能检验锁紧螺钉、锁紧螺母在使用过程中应具有良好的自锁功能,检验时应测试其自锁性能和紧固效果。
4. 检验方法4.1 外观检验方法采用目视检查和触摸检查的方法,对锁紧螺钉、锁紧螺母进行外观检验。
4.2 尺寸检验方法采用量具测量的方法,对锁紧螺钉、锁紧螺母的相关尺寸进行检验。
4.3 材质检验方法采用化学分析或光谱分析等方法,对锁紧螺钉、锁紧螺母的材质进行检验。
4.4 物理性能检验方法采用拉伸试验、剪切试验、硬度测试等方法,对锁紧螺钉、锁紧螺母的物理性能进行检验。
4.5 功能检验方法采用装配测试的方法,对锁紧螺钉、锁紧螺母的自锁功能和紧固效果进行检验。
5. 检验记录与判定对于锁紧螺钉、锁紧螺母的检验结果,应进行详细记录,包括检验日期、检验人员、检验方法、检验结果等信息,并进行相应的判定。
6. 不合格品处理对于不符合检验要求的锁紧螺钉、锁紧螺母,应按照相关标准和规范进行处理,可选择返修、更换或报废等方式。
7. 检验报告与归档对于锁紧螺钉、锁紧螺母的检验结果应编制检验报告,并按要求进行归档保存。
8. 附则本检验规范的具体实施细则可按照实际情况进行制定,并与相关标准相衔接。
标准件来料检验规范
标准件来料检验规范一、引言。
标准件来料检验是确保产品质量的重要环节,对于保障产品质量、降低生产成本具有重要意义。
本文档旨在规范标准件来料检验的流程和标准,以确保产品质量和生产效率。
二、检验前的准备工作。
1. 检验人员应具备相关的技术和操作规程的培训,熟悉标准件的技术要求和检验标准。
2. 确保检验仪器设备的准确性和可靠性,定期进行校准和维护。
3. 准备好检验记录表格和标准件的技术文件,以备查阅和记录。
三、检验流程。
1. 接收标准件,接收来料后,应立即进行标识并存放在指定的区域,以免混淆或遗失。
2. 外观检验,对标准件的外观进行检查,包括表面是否有损伤、变形、生锈等情况。
3. 尺寸检验,使用相应的测量工具对标准件的尺寸进行检验,确保符合技术要求。
4. 材质检验,对标准件的材质进行检验,包括化学成分分析、金相组织分析等。
5. 性能检验,根据标准件的使用要求,进行相应的性能检验,如拉伸、硬度等。
四、检验标准。
1. 外观检验标准,根据标准件的外观要求,确定其表面允许的缺陷和损伤程度。
2. 尺寸检验标准,采用相应的测量工具和设备,按照技术要求进行尺寸检验。
3. 材质检验标准,根据标准件的材质要求,进行相应的化学成分分析和金相组织分析。
4. 性能检验标准,根据标准件的使用要求,进行相应的性能检验,确保其符合技术要求。
五、检验记录和处理。
1. 检验记录,对每批来料进行详细的检验记录,包括外观、尺寸、材质和性能检验结果。
2. 不合格处理,对于不合格的标准件,应立即停止使用,并进行相应的处理,如退货、返工等。
3. 合格证明,对合格的标准件,应及时进行标识,并进行相应的合格证明和记录。
六、总结。
标准件来料检验是确保产品质量的重要环节,严格按照规范进行检验,对于产品质量和生产效率具有重要意义。
希望本文档能够为标准件来料检验提供一定的指导和参考,确保产品质量和生产效率的提升。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
标准件定义指金属或塑料螺栓/柱/母/丝、平/弹/齿垫、橡胶垫、铆钉、防水端子等,以及其组合件。
产品结构
(图示)
检验水平S-1接收质量限(AQL)CR=0(致命),MA=(严重),MI=(轻微)检验
项目标准要求缺陷描述检验方法
判定
水准
外观包装上标识应与实物一致,且包装应能有效
地保护物料在运输过程中不损坏、掉落。
包装标识与实物不符,包装
破损。
目视MI 金属部件不应有裂纹、锈蚀、镀层脱落、毛
刺等。
螺纹的丝牙应清晰,并按要求倒角。
金属部件有缺陷目视MA 塑料部件表面应光滑,不应有气泡、裂纹及
其他明显缺陷。
颜色应符合技术规格书要求,
全同批次产品间不得有明显差异。
塑料部件有缺陷目视MA
电镀件的电镀颜色与需求一致,色彩镀层均
匀,无斑纹、锈蚀等。
电镀不合格目视MA
标识金属螺栓螺母应注明其强度等级、防水端子
应标识规格型号等,且符合技术规格要求或
需求。
实物无标识,或需求不相
符。
目视MA
结构尺寸产品的长度、直径、厚度、牙距均符合技术
规格书或国标要求,且能正常安装到匹配产
品上。
超出公差范围影响性能或
装配
手动装配
卡尺
MA 弹垫在模拟实配压平下,卸力后能恢复原状。
弹垫不能恢复原状手动装配MA 防水端子的螺帽锁到底时,O型密封圈的孔
径应小于对应的线径(线缆实物装配应不滑
不能锁紧相应线径的线束手动装配CR。