管道焊接知识及拍片比例表
管道焊接拍片数量确定
管道焊接对焊接方式和焊接质量,应按设计规定套用相应定额。
如设计无规定时,可参考以下规定套用相应定额项目。
1.Ⅰ、Ⅱ级焊缝以及管内壁清洁度要求严格,且焊后不易清理的管道(如透平机入口管、锅炉给水管、机组的循环油、控制油、密封油管道等)单面焊缝、宜采用氩电联焊。
合金钢管焊缝采用氩弧焊打底时,焊缝内侧宜充氩气保护。
2.奥氏体不锈钢管单面焊的焊缝,宜采用手工钨极氩弧焊打底,手工电弧焊填充盖面(氩电联焊)。
公称直径在50毫米以下的采用氩弧焊.3.Ⅲ级以下焊缝碳钢管,公称直径在50毫米以下的(壁厚在3.5毫米以下)采用氧炔焊。
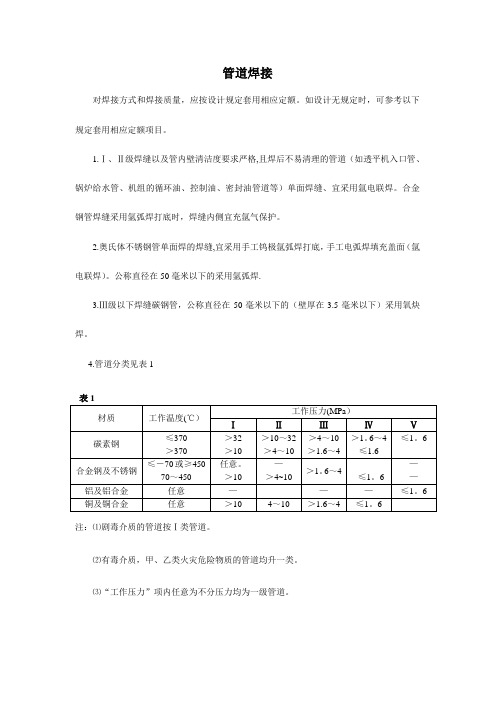
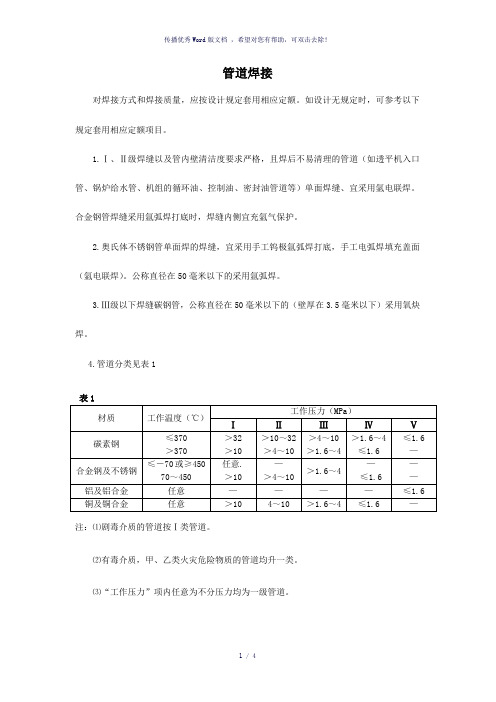
4.管道分类见表1注:⑴剧毒介质的管道按Ⅰ类管道。
⑵有毒介质,甲、乙类火灾危险物质的管道均升一类。
⑶“工作压力”项内任意为不分压力均为一级管道。
5.管口焊前预热和焊后热处理要求见表2.注:⑴当焊接环境温度低于零度时,除规定壁厚必须作预热要求的金属外,其余金属壁厚也均应作适当的预热,使被焊接母材有手温感。
规定必须作预热要求的金属,定额项目内的预热消耗已考虑了温度变化因素,故不再增加预热。
⑵有应力腐蚀的碳素钢、合金钢,不论其壁厚条件,均应进行焊后热处理。
6.管口焊缝无损探伤计算规定数据:(1)管口焊接含量取定见表3。
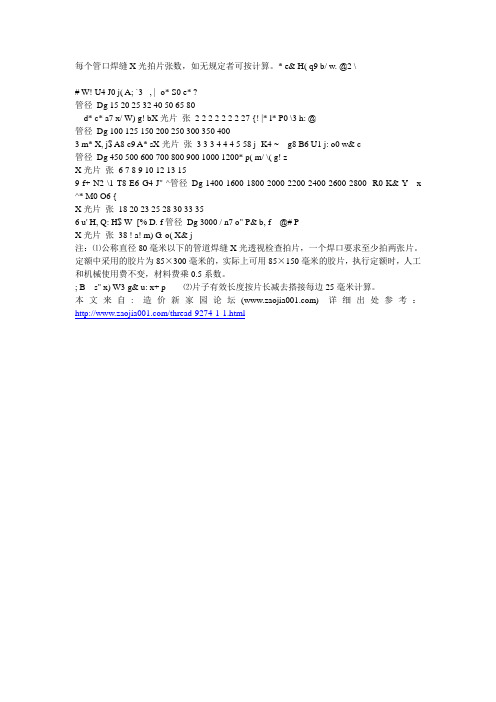
表3(2)每个管口焊缝X光拍片张数,如无规定者可按表4计算。
表4注:⑴公称直径80毫米以下的管道焊缝X光透视检查拍片,一个焊口要求至少拍两张片。
定额中采用的胶片为85×300毫米的,实际上可用85×150毫米的胶片,执行定额时,人工和机械使用费不变,材料费乘0。
5系数。
⑵片子有效长度按片长减去搭接每边25毫米计算。
⑶管道焊口透视拍片的张数=管道等级规定的探伤百分比×焊口数量×张数(见表4)(3)管道各级焊缝射线探伤数量,应按设计规定计算。
如设计无规定时,按表5规定计算。
注:每条管线上最低探伤不得少于一个焊口。
管道焊接拍片数量确定

管道焊接拍片数量确定管道焊接对焊接方式和焊接质量,应按设计规定套用相应定额。
如设计无规定时,可参考以下规定套用相应定额项目。
1.Ⅰ、Ⅱ级焊缝以及管内壁清洁度要求严格,且焊后不易清理的管道(如透平机入口管、锅炉给水管、机组的循环油、控制油、密封油管道等)单面焊缝、宜采用氩电联焊。
合金钢管焊缝采用氩弧焊打底时,焊缝内侧宜充氩气保护。
2.奥氏体不锈钢管单面焊的焊缝,宜采用手工钨极氩弧焊打底,手工电弧焊填充盖面(氩电联焊)。
公称直径在50毫米以下的采用氩弧焊。
3.Ⅲ级以下焊缝碳钢管,公称直径在50毫米以下的(壁厚在3.5毫米以下)采用氧炔焊。
4.管道分类见表1 表1 材质碳素钢合金钢及不锈钢铝及铝合金铜及铜合金工作温度(℃)≤370 >370 ≤-70或≥450 70~450 任意任意工作压力(MPa)Ⅰ >32 >10 任意. >10 ― >10 Ⅱ >10~32 >4~10 ― >4~10 ― 4~10 Ⅲ >4~10>1.6~4 >1.6~4 ― >1.6~4 Ⅳ >1.6~4 ≤1.6 ― ≤1.6 ―≤1.6 Ⅴ≤1.6 ― ― ― ≤1.6 ― 注:⑴剧毒介质的管道按Ⅰ类管道。
⑵有毒介质,甲、乙类火灾危险物质的管道均升一类。
⑶“工作压力”项内任意为不分压力均为一级管道。
5.管口焊前预热和焊后热处理要求见表2。
表2 钢号 10~20 ZG25 16Mn 15MnV12CrMo 15CrMo ZG20CrMo 12CrMoV ZG20CrMoV ZG15CrMoV 12Cr2MoWVB 12Cr3MoWVSiTiBCr5Mo 铝及铝合金铜及铜合金焊前预热壁厚(mm)≥26 温度(℃) 100~200 焊后热处理壁厚(mm)>36 温度(℃) 600~650 600~650 520~570 650~700 670~700≥15 ≥10 ≥6 ≥6 150~200 >20 150~200 200~300 200~300 250~300 >10 >6700~750 ≥6 任意任意 250~350 150~200 350~550 任意― ― 750~780 ― ― 注:⑴当焊接环境温度低于零度时,除规定壁厚必须作预热要求的金属外,其余金属壁厚也均应作适当的预热,使被焊接母材有手温感。
管道焊接拍片数量确定
管道焊接对焊接方式和焊接质量,应按设计规定套用相应定额。
如设计无规定时,可参考以下规定套用相应定额项目。
1.Ⅰ、Ⅱ级焊缝以及管内壁清洁度要求严格,且焊后不易清理的管道(如透平机入口管、锅炉给水管、机组的循环油、控制油、密封油管道等)单面焊缝、宜采用氩电联焊。
合金钢管焊缝采用氩弧焊打底时,焊缝内侧宜充氩气保护。
2.奥氏体不锈钢管单面焊的焊缝,宜采用手工钨极氩弧焊打底,手工电弧焊填充盖面(氩电联焊)。
公称直径在50毫米以下的采用氩弧焊。
3.Ⅲ级以下焊缝碳钢管,公称直径在50毫米以下的(壁厚在3.5毫米以下)采用氧炔焊。
4.管道分类见表1注:⑴剧毒介质的管道按Ⅰ类管道。
⑵有毒介质,甲、乙类火灾危险物质的管道均升一类。
⑶“工作压力”项内任意为不分压力均为一级管道。
5.管口焊前预热和焊后热处理要求见表2。
表2注:⑴当焊接环境温度低于零度时,除规定壁厚必须作预热要求的金属外,其余金属壁厚也均应作适当的预热,使被焊接母材有手温感。
规定必须作预热要求的金属,定额项目内的预热消耗已考虑了温度变化因素,故不再增加预热。
⑵有应力腐蚀的碳素钢、合金钢,不论其壁厚条件,均应进行焊后热处理。
6.管口焊缝无损探伤计算规定数据:(1)管口焊接含量取定见表3。
(2)每个管口焊缝X光拍片张数,如无规定者可按表4计算。
注:⑴公称直径80毫米以下的管道焊缝X光透视检查拍片,一个焊口要求至少拍两张片。
定额中采用的胶片为85×300毫米的,实际上可用85×150毫米的胶片,执行定额时,人工和机械使用费不变,材料费乘0.5系数。
⑵片子有效长度按片长减去搭接每边25毫米计算。
⑶管道焊口透视拍片的张数=管道等级规定的探伤百分比×焊口数量×张数(见表4)(3)管道各级焊缝射线探伤数量,应按设计规定计算。
如设计无规定时,按表5规定计算。
表5注:每条管线上最低探伤不得少于一个焊口。
-----精心整理,希望对您有所帮助!。
焊口探伤拍片数量(根据规范)

0
1
0.2
0
0
1
0.2
0
0
1
0.2
0
0
1
0.2
0
200
0
1
0.2
0
0
1
0.2
0
0
1
0.2
0
0
1
0.2 29.664
0
1
0.2
0
0
1
0.2
7.416
0
1
0.2
0
0
1
0.2
3.708
0
1
0.2
0
0
1
0.2
0
0
1
0.2
0
0
1
0.2
0
0
1
0.2
0
0
1
0.2
0
0
1
0.2
ቤተ መጻሕፍቲ ባይዱ
6.18
0
1
0.2
1.236
0
1
0.2
3.708
0
316.8
0
0
408.564
所规定的加热速率、温度下的恒温时间及冷却速率公式计算的,并考虑了必要的辅助时
工乘以系数0.87 石棉布保温石棉布的消耗量与高硅(氧)布相同,人工可不在增加。 石布和高硅(氧)布相为一次性消耗材料外。其他各种材料均按摊销量计入定额。
3 3 3 4 5 7 9 10 12 13 15 17 20 23 26 29
0 17.7 2.1
0 77 9.2
0
0
0
0
0
0
0
0
0
0
焊口拍片规定
每个管口焊缝X光拍片张数,如无规定者可按计算。
* e& H( q9 b/ w. @2 \# W! U4 J0 j( A; `3 _, |- o* S0 e* ?管径Dg 15 20 25 32 40 50 65 80d* c* a7 x/ W) g! bX光片张2 2 2 2 2 2 2 27 {! |* l* P0 \3 h: @管径Dg 100 125 150 200 250 300 350 4003 m* X, j$ A8 c9 A* sX光片张3 3 34 4 45 58 j- K4 ~ g8 B6 U1 j: o0 w& c管径Dg 450 500 600 700 800 900 1000 1200* p( m/ \( g! zX光片张6 7 8 9 10 12 13 159 f+ N2 \1 T8 E6 G4 J" ^管径Dg 1400 1600 1800 2000 2200 2400 2600 2800- R0 K& Y x ^* M0 O6 {X光片张18 20 23 25 28 30 33 356 u' H, Q: H$ W- [% D. f管径Dg 3000 / n7 o" P& b, f @# PX光片张38 ! a! m) G. o( X& j注:⑴公称直径80毫米以下的管道焊缝X光透视检查拍片,一个焊口要求至少拍两张片。
定额中采用的胶片为85×300毫米的,实际上可用85×150毫米的胶片,执行定额时,人工和机械使用费不变,材料费乘0.5系数。
; B s" x) W3 g& u: x+ p ⑵片子有效长度按片长减去搭接每边25毫米计算。
本文来自: 造价新家园论坛() 详细出处参考:/thread-9274-1-1.html说明一、本定额的主要和适用范围为:1、厂区范围内的车间、装置、站、罐区及相互之间各种生产用介质输送管道。
管道焊缝无损探伤拍片数量的确定

管道焊缝无损应按设计文件或规范要求进行,工程量按现场实际拍片数量计算。拍片数量如设 计有要求时,按设计规定计算,如无规定,参照下表执行: 每一管口焊缝拍片规格及数量参考表 管外径(mm) ≤89 102 108 133 159 219 273 325 377 426 478 529 片子规格(mm) 150 150 150 150 300 300 300 300 300 300 300 300 X射线拍片(张/口) 低、中压管 2 4 6 6 6 6 6 6 6 6 6 7 高压管 2 4 8 8 8 8 8 8 8 7 7 7 γ 射线拍片(张/口) 高压管 2 4 6 6 6 6 6 6 6 6 6 7
注:1、DN600以上的管道焊缝无损探伤按管口周长计算工程量,片子的有效长度按片长减去搭 接每边25mm计算。 2、当管道外径小于或等于φ 89mm时,采用双壁双投影法透照;管道外径大于φ 108mm时, 其焊缝采用双壁单投影法透照。
片数量如设ຫໍສະໝຸດ
管道焊接知识及拍片比例表

管道焊接知识及拍片比例表管道焊接对焊接方式和焊接质量,应按设计规定套用相应定额。
如设计无规定时,可参考以下规定套用相应定额项目。
1.Ⅰ、Ⅱ级焊缝以及管内壁清洁度要求严格,且焊后不易清理的管道(如透平机入口管、锅炉给水管、机组的循环油、控制油、密封油管道等)单面焊缝、宜采用氩电联焊。
合金钢管焊缝采用氩弧焊打底时,焊缝内侧宜充氩气保护。
2.奥氏体不锈钢管单面焊的焊缝,宜采用手工钨极氩弧焊打底,手工电弧焊填充盖面(氩电联焊)。
公称直径在50毫米以下的采用氩弧焊。
3.Ⅲ级以下焊缝碳钢管,公称直径在50毫米以下的(壁厚在3.5毫米以下)采用氧炔焊。
4.管道分类见表1注:⑴剧毒介质的管道按Ⅰ类管道。
⑵有毒介质,甲、乙类火灾危险物质的管道均升一类。
⑶“工作压力”项内任意为不分压力均为一级管道。
5.管口焊前预热和焊后热处理要求见表2。
表2注:⑴当焊接环境温度低于零度时,除规定壁厚必须作预热要求的金属外,其余金属壁厚也均应作适当的预热,使被焊接母材有手温感。
规定必须作预热要求的金属,定额项目内的预热消耗已考虑了温度变化因素,故不再增加预热。
⑵有应力腐蚀的碳素钢、合金钢,不论其壁厚条件,均应进行焊后热处理。
6.管口焊缝无损探伤计算规定数据:(1)管口焊接含量取定见表3。
(2)每个管口焊缝X光拍片张数,如无规定者可按表4计算。
注:⑴公称直径80毫米以下的管道焊缝X光透视检查拍片,一个焊口要求至少拍两张片。
定额中采用的胶片为85×300毫米的,实际上可用85×150毫米的胶片,执行定额时,人工和机械使用费壁变,材料费乘0.5系数。
⑵片子有效长度按片长减去搭接每边25毫米计算。
⑶管道焊口透视拍片的张数=管道等级规定的探伤百分比×焊口数量×张数(见表4)(3)管道各级焊缝射线探伤数量,应按设计规定计算。
如设计无规定时,按表5规定计算。
表5注:每条管线上最低探伤不得少于一个焊口。
管道分级和拍片比例(有用)

管道分级一、SH3501将管道分为SHA、SHB、SHC、SHD四个等级.二、HG20225-95将管道分为A、B、C、D四个等级三、GB50235—97取消了管道分类,按照设计温度、设计压力和介质类别来区分1)设计温度分为:t ≥400℃、-29≤t<400℃、t<-29;2)设计压力分为:P≥10。
0MPa(≤42。
0)、P<10.0 MPa、4.0≤P〈10.0 MPa、P<4.0 MPa、3) 介质:剧毒、有毒、可燃介质、无毒、非可燃介质(GB5044、)焊接接头射线检测要求一、SH3501-2002焊接接头射线检测要求※SH3501考虑了石油化工的特点,对有毒、可燃介质管道做了详细的规定。
非可燃、无毒介质焊接接头射线检测要求按GB50235要求进行验收。
二、HG20225-1995焊接接头射线检测要求(2)氧气管道按B类管道进行检验.三、GB50235-97焊接接头射线检测要求四、SH3501、HG 20225、GB50235的比较a.相同点对以下管道均为100%射线检测;1) 剧毒介质;2) 有毒可燃介质P≥10.0任意温度4≤P<10.0,t≥400℃3)非可燃、无毒介质P≥10.0,t≥400℃4) 低温管道t〈—29℃b.不同点SH35011)对可燃高度危害介质按介质分为两种情况:◆苯、毒性程度为高度危害介质(丙烯晴、光气、二硫化碳和氟化氢除外)和甲A类液化烃P<10.0 -29≤t〈400℃及P<4.0 t≥400,管道射线检测率为20%;◆甲类、乙类可燃气体和甲B类、乙A类可燃液体P〈10。
0 -29≤t<400℃及P<4.0 t≥400,管道射线检测率为10%;2)毒性程度为中度、轻度危害介质和乙B类、丙类可燃介质P〈10。
0 —29≤t〈400℃及P〈4。
0 t≥400,管道射线检测率为5%;3)对非可燃、无毒介质管道未作规定HG20225对可燃有毒介质按操作条件分为3种0≤P〈10。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
>32 >10
>10 ~32 >4~ 10
>4~ 10 > 1.6~4
>1.6 ~4 ≤1.6
≤1.6 —
合金钢及 不锈钢
≤-70或 ≥450
70~450
任意. >10
— >4~
10
>1.6 ~4
— ≤1.6
— —
铝及铝合 金
铜及铜合 金
任意 任意
—
—
—
— ≤1.6
>10
4~10
>1.6 ~4
≤1.6
6.000
钢板卷管、Dg200~600
1.56
20.60
6.400
钢板卷管、Dg700~900
1.96
20.60
6.400
钢板卷管、Dg1000~1400
2.48
20.60
4.800
钢板卷管、Dg1600~3000
2.38
20.60
4.800
不锈钢板卷管
2.20
20.60
4.500
无缝铝管
1.27
22.3
Ⅲ类管道及Ⅱ类管道转动焊口(Ⅲ类管道固 定焊口探伤数量为40%)
10 Ⅳ类管道固定焊口
5
Ⅳ类管道转动焊口
5
Ⅳ类铝及铝合金管道焊口(其中固定焊口探 伤数量为15%)
根据现场
情况提出 时做,但
Ⅴ类管道焊口
不多于1%
注:每条管线上最低探伤不得少于一个焊口。
2.奥氏体不锈钢管单面焊的焊缝,宜采用手工钨极氩弧焊打底,手
工电弧焊填充盖面(氩电联焊)。公称直径在50毫米以下的采用氩弧
焊。
3.Ⅲ级以下焊缝碳钢管,公称直径在50毫米以下的(壁厚在3.5毫米
以下)采用氧炔焊。
4.管道分类见表1
表1
材质
工作温度 (℃)
Ⅰ
工作压力(MPa)
ⅡⅢ
Ⅳ
Ⅴ
碳素钢
≤370 >370
X光 片
张
18
20
23
25
28
30
33
35
管径 Dg 3000
X光 片
张
38
注:⑴公称直径80毫米以下的管道焊缝X光透视检查拍片,一个焊口要
求至少拍两张片。定额中采用的胶片为85×300毫米的,实际上可用
85×150毫米的胶片,执行定额时,人工和机械使用费壁变,材料费乘
0.5系数。
⑵片子有效长度按片长减去搭接每边25毫米计算。
⑶管道焊口透视拍片的张数=管道等级规定的探伤百分比×焊口数量×
张数(见表4)
(3)管道各级焊缝射线探伤数量,应按设计规定计算。如设计无规定
时,按表5规定计算。 表5 焊缝等 探伤数量
适用范围
级 Ⅰ
A Ⅱ
B
A Ⅲ
B
A
Ⅳ B
(%)
100 高于Ⅱ级焊缝质量要求的焊缝
100 Ⅰ类管道及Ⅱ类管道固定焊口
15
—
注:⑴剧毒介质的管道按Ⅰ类管道。 ⑵有毒介质,甲、乙类火灾危险物质的管道均升一类。 ⑶“工作压力”项内任意为不分压力均为一级管道。
5.管口焊前预热和焊后热处理要求见表2。
表2
钢号
10~20 ZG25 16Mn 15MnV 12CrMo
15CrMo ZG20CrMo
焊前预热
壁厚 (mm)
温度 (℃)
≥26
100~200
≥15
150~200
≥10 ≥6
150~200 200~300
12CrMoV
ZG20CrMoV
≥6
ZG15CrMoV
12Cr2MoWVB
12Cr3MoWVSiTiB
≥6
Cr5Mo
200~300 250~300
250~350
焊后热处理
壁厚 (mm)
温度 (℃)
>36
600~650
>20
6.000
铝板卷管
1.27
22.80
6.000
铝合金管
1.27
22.10
6.000
铝合金板卷管
1.27
21.50
6.000
无缝铜管
1.27
0
22.60
5.000
(2)每个管口焊缝X光拍片张数,如无规定者可按表4计算。
表4 管径 Dg 15 20 25 32 40 50 65 80
600~650 520~570 650~700
>10
670~700
>6
700~750
任意
750~780
铝及铝合金 铜及铜合金
任意
150~200
—
—
任意
350~550
—
—
注:⑴当焊接环境温度低于零度时,除规定壁厚必须作预热要求的金属
外,其余金属壁厚也均应作适当的预热,使被焊接母材有手温感。
规定必须作预热要求的金属,定额项目内的预热消耗已考虑了温度
X光 片
张
2
2
2
2
2
2
2
2
管径 Dg 100 125 150 200 250 300 350 400
X光 片
张
3
3
3
4
4
4
5
5
管径 Dg 450 500 600 700 800 900 1000 1200
X光 片
张
6
7
8
9 10 12 13 15
管径 Dg 1400 1600 1800 2000 2200 2400 2600 2800
管道焊接
对焊接方式和焊接质量,应按设计规定套用相应定额。如设计无规
定时,可参考以下规定套用相应定额项目。
1.Ⅰ、Ⅱ级焊缝以及管内壁清洁度要求严格,且焊后不易清理的管
道(如透平机入口管、锅炉给水管、机组的循环油、控制油、密封油管
道等)单面焊缝、宜采用氩电联焊。合金钢管焊缝采用氩弧焊打底时,
焊缝内侧宜充氩气保护。
变化因素,故不再增加预热。
⑵有应力腐蚀的碳素钢、合金钢,不论其壁厚条件,均应进行焊后热
处理。
6.管口焊缝无损探伤计算规定数据: (1)管口焊接含量取定见表3。 表3
10米直管
项
目
焊口含量
(个)
10管件焊 口含量 (个)
单根管取 定长度 (m)
碳钢、不锈钢、铬钼钢、钛 管、有缝低温钢管
1.27
20.60