产能分析报告分析[优质ppt]
产能分析报告分析

产能分析报告分析1. 引言本产能分析报告旨在对某公司的产能情况进行分析和评估。
通过对产能数据的收集和分析,将帮助公司了解当前产能水平、瓶颈和潜在改进机会,从而做出相应的决策和调整。
2. 数据收集和整理在进行产能分析之前,首先需要收集相关的数据。
产能相关的数据包括生产线的运行时间、生产批次数量、设备利用率等。
通过与相关部门的沟通和数据收集,我们获取了以下数据:•每月生产批次数量:2019年1月-2020年12月•每月生产线运行时间:2019年1月-2020年12月•每月设备利用率:2019年1月-2020年12月数据整理工作包括去除异常值,对数据进行排序和归档,以便后续的分析和计算。
3. 产能分析方法在进行产能分析时,我们采用了以下方法:3.1 平均产能计算通过对生产批次数量和生产线运行时间进行对应月份的平均计算,得出每月的平均产能。
这将帮助我们了解公司的整体产能水平。
3.2 设备利用率分析设备利用率是衡量设备使用效率的重要指标。
我们对设备利用率数据进行分析,找出设备利用率较低的月份,并与生产批次数量进行比对,以确定是否存在设备资源浪费的情况。
3.3 瓶颈分析通过对各个生产环节的产能数据进行比较,我们可以找出生产过程中的瓶颈环节。
从而找到可能导致产能下降的原因,以便进行改进和优化。
3.4 潜在改进机会通过对产能数据的分析,我们还可以找到公司的潜在改进机会。
例如,发现某月的生产线运行时间较短,可以进一步调查原因,并采取措施来增加生产线的利用率。
4. 产能分析结果经过对数据的分析,得出以下产能分析结果:•平均产能在2019年上半年较为稳定,但在下半年出现了小幅下降。
2020年的平均产能整体较低,与2019年相比下降了10%。
•设备利用率数据显示,2019年10月和2020年3月的设备利用率明显低于其他月份,而且与生产批次数量的变化不成正比。
这可能意味着在这两个月份存在不可预测的设备故障或其他原因导致的资源浪费。
产能规划报告ppt
产能规划报告ppt
标题:产能规划报告PPT
一、引言
本报告旨在对公司未来的产能规划进行深入的分析和探讨,以期为公司的可持续发展提供有效的支持。
二、当前情况分析
1. 公司目前的产能瓶颈表现
2. 同行业竞争对手的产能情况
3. 市场需求的变化和趋势
三、未来发展趋势
1. 行业政策及相关法规对产能的影响
2. 先进技术的应用及能源的开发利用
3. 国际市场对产能的需求状况
四、产能规划目标和方案
1. 对公司的产能目标进行详细规划,并制定相应的时间表
2. 基于市场需求和行业趋势,制定相应的产能扩张计划
3. 拓展国际市场的产能建设方案
五、实施计划和预估成效
1. 实施产能规划的具体时间安排和执执行方案
2. 针对产能规划的实施效果进行预估,并制定相应的指标体系
3. 定期回顾和调整产能规划,以保证最佳的效果
六、结论
1. 论证可持续发展策略必须注重产能规划
2. 着重强调未来发展趋势对公司的产能规划影响
3. 下一阶段的工作计划。
七、致谢
感谢公司领导对产能规划报告的支持,感谢参与本次报告的所有相关人员的辛勤工作。
OEE产能分析课件(PPT 36张)

14000*12=168000
满足
案例B
生产能力分析报告
供应商:XX公司
产品名称及图号:XX轴
项
目
工
序
磨外径
该工序加工
设备
时间(分钟,计划月 含辅助时间)台套② 次数/月
①
磨床
2件/分钟 24000
月调机时间③
时间/每次 (分钟)
总计时间分 钟(品种*次 数/月*时间/
次)
月设备维 修及停工 待料时间 (分钟)
专线和共线的产能分析,区别在于“产能分配百分比”的计 算,其它分析方法一致
28
产能分析问题交流
对以上内容有任何问题 或您在这方面有更深的体会请提出
共同参与交流
29
钓鱼
1、钓鱼方式 2、赢
30
分享共赢 钓鱼方式
传统钓
矶钓
海钓
冰钓
路亚钓
31
分享共赢 鱼竿种类
•
15、只有登上山顶,才能看到那边的风光。
•
16只会幻想而不行动的人,永远也体会不到收获果实时的喜悦。
•
17、勤奋是你生命的密码,能译出你一部壮丽的史诗。
•
1 8.成功,往往住在失败的隔壁!
•
1 9 生命不是要超越别人,而是要超越自己.
•
2 0.命运是那些懦弱和认命的人发明的!
•
21.人生最大的喜悦是每个人都说你做不到,你却完成它了!
•
3、当你还不能对自己说今天学到了什么东西时,你就不要去睡觉。 ——利希顿堡
•
4、人天天都学到一点东西,而往往所学到的是发现昨日学到的是错的。 ——B.V
•
5、学到很多东西的诀窍,就是一下子不要学很多。 ——洛 克
公司产能分析报告
C)内部支援,其他线暂时借调(1小时一1星期)
2)设备资源
内部调配或快速购买(<1个月);
机器增加设备台数、开机时间(<1个月)
A型
10小时
65%
18000
11700
B型
10%
18000
1800
C型
25%
18000
4500
合计
10小时
18000
3、有效产能
产品/生 产线
毛产能
设备可 用性
稼动率
合格率
作业 率
人员配
置
现有人 员
净产能
T73-2
18000
100%
95%
99.5%
95%
10
10
16100
三、
1)人力资源:
A增加班次,采取两班制或三班制(1小时-1星期)
单班
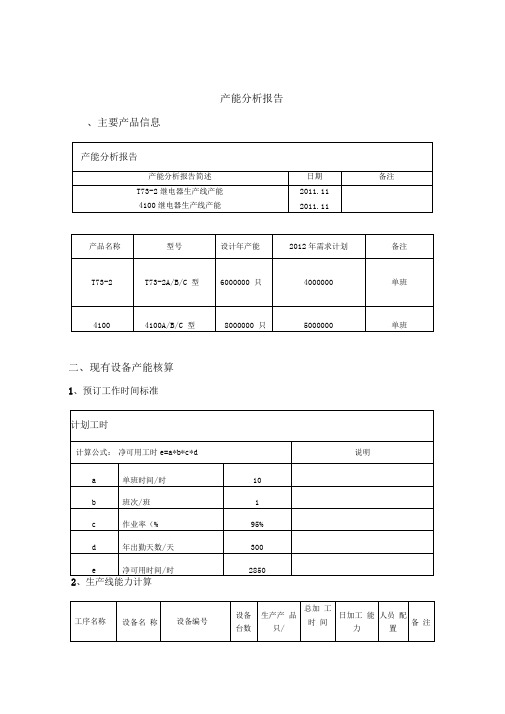
二、现有设备产能核算
1、预订工作时间标准
计划工时
计算公式:
净可用工时e=a*b*c*d
说明
a
单班时间/时
10
b
班次/班
1
c
作业率(%
95%
d
年出勤天数/天
300
e
净可用时间/时
2850
2、生产线能力计算
工序名称
设备名 称
设备编号
设备 台数
生产产 品只/
总加 工时 间
日加工 能力
人员 配置
备 注
T73组装
产能分析报告
、主要产品信息
产能分析报告
产能分析报告简述
日期
备注
T73-2继电器生产线产能
产能评估PPT课件
负荷。 ❖ 第三个步骤:每道工序的计划需求生产总数除以计划
生产日数,就等于每道工序每日的生产数。 ❖ 第四个步骤:比较现有机器设备的负荷。求得每台机
器设备每日应生产数与现有机器产能比较,即可得知 是过剩还是不足。 ❖ 第五个步骤:机器设备的增补。 ❖ 备注:对人力及机器设备进行负荷分析,可以使生产 管理人员对于每一道工序的产能一目了然,掌握生产 瓶颈点。合理调整生产计划,弥补瓶颈工序的不足, 达到均衡生产的目的。这是保证订单正常生产,顺利 出货的前提!
❖ 1)模具制作设备 ❖ 车、铣、刨、磨、钻床 ❖ 电火花、线切割、加工中心 ❖ 热处理炉 ❖ 2)冲压/锻造设备 ❖ 剪床、开式可倾压力机、液压机、精压机、
摩擦压力机 ❖ 直压延机、横压延机 ❖ 空气锤、夹板锤、磨擦压力机 ❖ 气氛保护热处理炉、加热炉
精品pp
3)磨刀设备 单面平磨、双面平磨、双面磨夹角、开牙机 4)抛光设备 单面抛光、双面抛光、手抛机、自动磨边机、 砂带磨叉缝机、平面沙带机、立式砂带机、组合式全 自动抛光线 半自动超声波清洗机、全自动超声波清洗机 腐蚀商标机、激光商标机 5)注塑设备 卧式注塑机、立式注塑机、超音波焊接机 6)包装设备 自动流水线 热插机、封口机、吸塑机、打包机
精品pp
❖ 餐具制做材料 ❖ 1)s/f ❖ 304# 0cr18ni9/ 430# 1cr17 /410# 1cr13 ❖ 2)dk ❖ 420# 2cr13/420j2 3cr13 ❖ 5cr15mov 钼矾钢 ❖ 3)其他 ❖ 塑料:abs\as\pa6\pa66\pp\ps\pe\pom\橡胶 ❖ 陶瓷 ❖ 木材:橡胶木、松木、竹
精品pp
产能分析报告
产能分析报告一、引言在当今竞争激烈的市场环境中,企业的产能状况直接关系到其生存与发展。
为了深入了解企业的生产能力,优化生产流程,提高生产效率,特进行本次产能分析。
二、企业基本情况本企业主要从事_____产品的生产与销售,拥有_____条生产线,员工总数约为_____人。
生产设备包括_____等,主要原材料供应商为_____。
三、产能计算方法1、设备产能通过设备的额定生产能力、工作时间、设备利用率等因素进行计算。
例如,某设备每小时可生产_____件产品,每天工作_____小时,设备利用率为_____%,则该设备每天的产能为_____件。
2、人工产能根据工人的工作时间、工作效率、出勤率等进行估算。
假设一名工人每天工作_____小时,平均每小时生产_____件产品,出勤率为_____%,则该工人每天的产能为_____件。
3、综合产能综合考虑设备产能和人工产能,以及生产过程中的其他因素,如废品率、维修保养时间等,得出企业的综合产能。
四、产能现状分析1、设备方面目前部分设备使用年限较长,性能有所下降,导致生产效率降低。
此外,设备的维护保养工作不够及时,也影响了设备的正常运行。
2、人员方面工人的技能水平参差不齐,部分新员工操作不够熟练,影响了生产进度。
同时,员工的工作积极性和责任心有待提高。
3、原材料供应原材料供应有时不及时,导致生产中断,影响产能的充分发挥。
4、生产流程生产流程中存在一些不合理的环节,如工序之间的衔接不够紧密,造成了时间的浪费。
五、产能提升措施1、设备更新与维护定期对设备进行检查和维护,及时更换老化的设备,提高设备的性能和稳定性。
2、员工培训加强对员工的技能培训,提高员工的操作水平和工作效率。
同时,建立激励机制,提高员工的工作积极性和责任心。
3、优化原材料供应与供应商建立良好的合作关系,确保原材料的及时供应。
同时,建立合理的库存管理制度,避免原材料短缺或积压。
4、改进生产流程对生产流程进行优化,减少不必要的环节,提高生产效率。
工厂生产产能负荷分析报告.优秀精选PPT

預估產量
64540 77338 103107 96416 118297 133683 100861
SBD forecast(SBU) 354000 414000 360000 400000 400000 400000 400000
Remark:以平均达标率63.68%来计算
a. SMT Line设备评估
Total QTY
74660 726226 97650 869432 139284 847516 531000 589140 573500 668528 654500 677032 624500 566000
Total working time 555.06 2275.61 744.80 2590.85 807.21 2611.06 1209.80 2436.07 1472.79 2698.48 1844.98 2731.82 1495.52 2301.90
400.00%
300.00%
200.00%
FUJI
CASIO
100.00%
0.00% Feb Mar Apr May Jun Jul Aug Sep Oct Nov Dec
Remark : Casio线Loading以80%为界
7月必须新增 SMT LINE
---未来7个月SMT Loading Rate(1)
660.00 3300.00 660.00 3300.00 660.00 3300.00 660.00 3300.00 660.00 3300.00 660.00 3300.00 660.00 2860.00 84.10% 68.96% 112.85% 78.51% 122.30% 79.12% 183.30% 73.82% 223.15% 81.77% 279.54% 82.78% 226.59% 80.49% 67.28% 55.17% 90.28% 62.81% 97.84% 63.30% 146.64% 59.06% 178.52% 65.42% 223.63% 66.23% 181.28% 64.39% 75.69% 62.06% 101.56% 70.66% 110.07% 71.21% 164.97% 66.44% 200.83% 73.59% 251.59% 74.50% 203.93% 72.44%
《工厂产能评估》PPT课件说课讲解
三、周期时间核定(LEAD TIME)
工厂组织架构
餐具工厂一般由以下部门组成: 研发部门: 1)设计 2)打样 生产部门: 1)模具车间 2)冲压车间 3)锻造车间/磨刀车间 4)勺/叉/餐刀抛光车间 5)注塑车间 6)清洗/包装车间 业务部门:船务、关务。
餐具生产设备
• 1)模具制作设备 • 车、铣、刨、磨、钻床 • 电火花、线切割、加工中心 • 热处理炉 • 2)冲压/锻造设备 • 剪床、开式可倾压力机、液压机、精压机、
器设备每日应生产数与现有机器产能比较,即可得知 是过剩还是不足。
• 第五个步骤:机器设备的增补。 • 备注:对人力及机器设备进行负荷分析,可以使生产
管理人员对于每一道工序的产能一目了然,掌握生产 瓶颈点。合理调整生产计划,弥补瓶颈工序的不足, 达到均衡生产的目的。这是保证订单正常生产,顺利 出货的前提!
备注:标准工时的制定见附表
2)设备负荷分析
• 第一个步骤:把生产所需的机器设备加以分类,冲压
机、注塑机、抛光机等。
• 第二个步骤:计算出每一道工序各种机器设备的产能
负荷。
• 第三个步骤:每道工序的计划需求生产总数除以计划
生产日数,就等于每道工序每日的生产数。
• 第四个步骤:比较现有机器设备的负荷。求得每台机
• 餐具制做材料 • 1)s/f • 304# 0cr18ni9/ 430# 1cr17 /410# 1cr13 • 2)dk • 420# 2cr13/420j2 3cr13 • 5cr15mov 钼矾钢 • 3)其他 • 塑料:abs\as\pa6\pa66\pp\ps\pe\pom\橡胶 • 陶瓷 • 木材:橡胶木、松木、竹
不锈钢餐具的工艺流程
• 锻造刀类:原材料订购/模具准修边——柄磨边/柄平抛——清洗——压 花——整形/淬火——平面磨刀——磨边/平 抛——开牙——精抛——清洗/检验——腐 蚀商标——包装
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
车间产能分析报告
• 1 冲压车间目前现有设备7台 • (2016年11月使用设备 计划 达到12
台)
2、冲压车间平均冲次计算
车间产能分析报告
• 3 我们就四个重要客户 的细化表分析:
• A 上海加冷 • B 上海克莱特 • C 上海佳事托 • D 苏州瀚德
分析
• 4、按每天工作8小时 单班生产为612次/分钟 X60X8X26天=765万
冲压工序产能汇总 报告
冲压产能分析
• • 6、按照目前单班生产,设备利用率在80%,
按照两班计算,设备利用率仅为40%,设 备能力过剩,单一设备250T,目前单班利 用率在60%,主要用于大铁饼下料,本公 司目前无瓶颈工序。
车间产能分析报告
• 1 精工车间目前现有设 备7台
• 其中数控车床2台,加 工中心1台,高精度车 削机床1台,数显铣床1 台,摇臂钻1台,磨床1 台。
车间产能分析报告
• 3 我们就四个重要客户 的细化表分析:
• A 上海加冷 • B 上海克莱特 • C 上海佳事托 • D 苏州瀚德
机加工能力调查设备利用率在50%,
按照两班计算,设备利用率仅为25%,设 备能力严重过剩,但是目前过剩的设备主 要集中在精工设备上,能力不做10%
畅想网络
Imagination Network
感谢观看!
文章内容来源于网络,如有侵权请联系我们删除。