单体设备找平找正记录表
冷水机组设备找正找平的方法(精)

冷水机组设备找正找平的方法
冷水机组设备找正找平的方法
垫铁放置数量和位置与设备底座外形和底座上的螺栓孔位置有关, 一般垫铁的距离越近越好,一般以500~1000mm为宜。
垫铁应成组使用,每组垫铁一般不超过三块,过高设备稳定性差,
度约为规范规定的中间值,斜垫铁外露长度应介于最大值和中间值之
间或稍大点。设备找平后,平垫铁距底座边缘外侧露出10~30mm,斜垫
铁应露出10~50mm。
机组安装就位后,中心应与基础轴线重合。两台以上并列的机组, 应在同一基准标高线上,允许偏差±10mm。
冷水机组设备找正找平的方法
冷水机组设备找正找平的方法
冷水机组设备找正找平的方法
冷水机组设备找正找平的方法
冷水机组设备找正找平的方法
冷水机组设备找正找平的方法需先找出设备纵横中心线,就位后 利用量具和线锤进行测量,看设备中心线与基础中心线是否对正,不 正时,用撬杠撬动设备加以调整,直到设备中心线与基础中心线对正
为止。
设备找平按下列步骤进行:
(1)放置垫铁
(2)设备水平度测量与调整
设备水平度使用水平仪测量,应根据设备水平度的不同要求,选
择不同精度的水平仪。否则,无法保证设备安装精度。
调整设备水平一般先调整纵向水平,再调横向水平。首先将水平
仪纵向放置在设备的精加工面上,观察水平仪气泡,气泡偏向哪一边, 则说明哪边高些。此时应抬高另一边使之达到要求。 设备找平后,应将每组中的几块垫铁相互焊牢。
过低不便于灌浆。厚垫铁应放在下面,薄垫铁应放在上边,最薄的放
在中间,尽量少用或不用薄垫铁。
பைடு நூலகம் 冷水机组设备找正找平的方法
DL/T 5210.3- 电力建设施工质量验收及评价规程 第3部分:汽轮发电机组之欧阳文创编
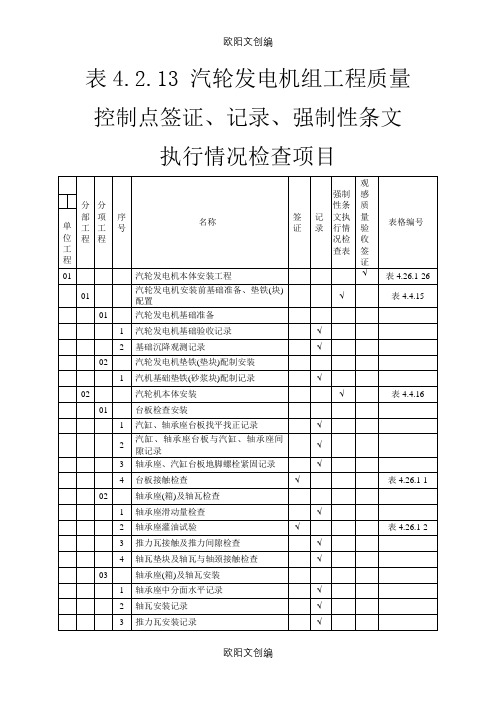
表4.2.13 汽轮发电机组工程质量控制点签证、记录、强制性条文执行情况检查项目4.3 汽轮发电机组通用部分汽轮发电机基础准备适用范围:适用于汽轮发电机本体安装前的基础检查准备工作,包括:基础检查与几何尺寸校核,基础承力面凿毛,二次灌浆内挡板安装,地脚螺栓检查。
4.3.1 基础检查与几何尺寸校核检查验收见表4.3.1。
表4.3.1 基础检查与几何尺寸校核4.3.2基础承力面凿毛检查验收见表4.3.2。
4.3.3 二次灌浆内挡板安装检查验收见表4.3.3。
4.3.4 地脚螺栓检查验收见表4.3.4。
4.3.5一般垫铁配制检查验收见表4.3.5。
表4.3.5 一般垫铁配制检验项目性质单位质量标准检验方法及测量器具斜度1/10~1/25测量计算接触面加工粗糙度观察4.3.6 垫铁安装检查验收见表4.3.6。
表4.3.6 垫铁安装检验项目性质单位质量标准检验方法及测量器具接触面间隙台板与垫铁主控mm0.05塞尺局部塞入宽度、深度均<1/4边长塞尺检查垫铁与垫铁主控mm斜垫铁错开面积≤25%垫铁面积观察垫铁与基础边距mm>10钢直尺测量每叠垫铁总厚度mm80左右钢直尺测量超过三块垫铁的叠比①②主控<20%统计计算埋置垫铁标高符合制造厂要求垫铁水平度偏差mm/m<0.1水平仪测量埋置垫铁位置对螺孔中心的偏差mm<3钢卷尺测量注1:每叠垫铁一般不超过三块,个别特殊情况允许达到五块,其中只允许一对斜垫铁,斜垫铁一对视为两块。
注2:叠比计算公式为:叠比=垫铁总叠数垫铁超过三块的叠数×100 %。
4.3.7混凝土垫块配制检查验收见表4.3.7。
表4.3.7 混凝土垫块配制检验项目性质单位质量标准检验方法及测量器具基础凿毛位置符合图纸要求与台板核对尺寸模板安装牢固、密封观察模板高度mm80左右钢直尺测量模板内部混凝土面清理无杂物、油漆、污垢观察基础表面浸水时间h≥24观察材料规格与配比制造厂的规定或符合DL5011试块养护强度主控符合图纸要求试验报告垫块养护符合制造厂或DL 5011的规定现场查看垫块与台板接触面积主控>70%涂色法检查垫块与台板接触检查主控mm 0.05塞尺局部塞入宽度、深度均<1/4边长塞尺检查垫块水平度偏差mm/m<0.1水平仪测量4.3.8可调固定器安装检查验收见表4.3.8。
风机安装作业指导书
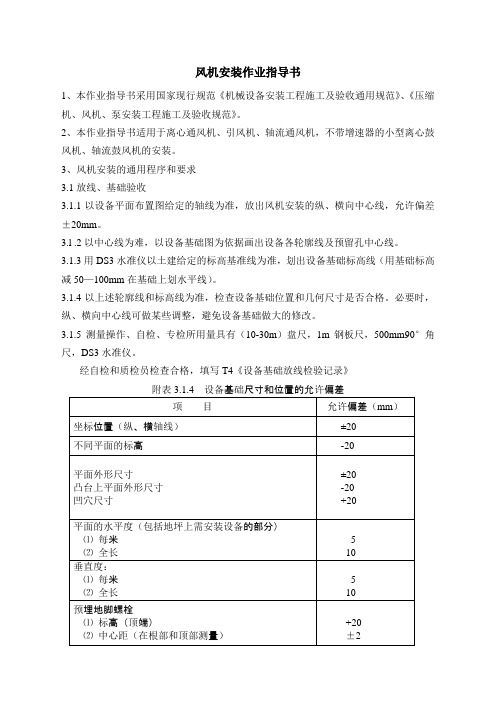
风机安装作业指导书1、本作业指导书采用国家现行规范《机械设备安装工程施工及验收通用规范》、《压缩机、风机、泵安装工程施工及验收规范》。
2、本作业指导书适用于离心通风机、引风机、轴流通风机,不带增速器的小型离心鼓风机、轴流鼓风机的安装。
3、风机安装的通用程序和要求3.1放线、基础验收3.1.1以设备平面布置图给定的轴线为准,放出风机安装的纵、横向中心线,允许偏差±20mm。
3.l .2以中心线为难,以设备基础图为依据画出设备各轮廓线及预留孔中心线。
3.1.3用DS3水准仪以土建给定的标高基准线为准,划出设备基础标高线(用基础标高减50—100mm在基础上划水平线)。
3.1.4以上述轮廓线和标高线为准,检查设备基础位置和几何尺寸是否合格。
必要时,纵、横向中心线可做某些调整,避免设备基础做大的修改。
3.1.5测量操作、自检、专检所用量具有(10-30m)盘尺,1m钢板尺,500mm90°角尺,DS3水准仪。
经自检和质检员检查合格,填写T4《设备基础放线检验记录》附表3.1.4 设备基础尺寸和位置的允许偏差3.2设备开箱检查3.2.1清点零、部件及配套件,应齐全并无损坏。
3.2.2核对机壳、叶轮和其他主要尺寸,应与设计要求相符合。
3.2.3风机进、出口方向应与设计相符,叶轮旋转方向和定子导流叶片的导流方向应符合设备技术文件的规定。
3.2.4检查风机外露部位及加工面应无锈蚀,风机各部位无变形及损坏。
开箱应有质检员和甲方代表在场,开箱检查后应填写S1《设备开箱检查验收记录》。
3.3设备就位、粗平、灌浆3.3.1风机的搬运和吊装应注意下列问题:a.整体出厂的风机搬运和吊装时,绳索不得捆缚在转子和机壳上盖或轴承上盖的吊耳上。
b.解体出厂的风机的捆缚不得损伤机件表面,转子和齿轮轴颈、测振部位不应做为捆缚部位,转子和机壳的吊装应保持水平。
c.当风机内壳涂有保护层时,应妥善保护,不得损伤。
d.转子和齿轮不得在地上滚动。
设备找正找平课件

设备找正找平的基本原则
安全可靠
01
在找正找平过程中,应确保设备的基础稳固,支撑结构可靠,
防止设备倾覆或移位。
精度优先
02
设备的找正找平应满足设计要求和使用需求,确保设备的安装
精度和运行稳定性。
经济合理
03
在满足精度和安全性的前提下,应尽可能降低找正找平的成本,
提高经济效益。
设备找正找平的步骤
设备定位
设备找正找平课件
目录
Contents
• 设备找正找平概述 • 设备安装前的准备工作 • 设备找正
01 设备找正找平概述
定义与重要性
定义
设备找正找平是指在安装设备时, 通过一系列的测量和调整,使设 备的位置和水平度满足设计要求 和使用需求的过程。
重要性
设备找正找平是设备安装过程中 的重要环节,对于设备的正常运 行、性能发挥以及安全性具有至 关重要的作用。
01
02
03
水平仪的选择
根据设备的形状和大小, 选择合适的水平仪,如气 泡式、电子式等。
水平面的确定
将水平仪放置在需要测量 水平度的平面上,观察气 泡或数字显示,确定设备 的水平状态。
调整方法
根据水平仪的读数,通过 加减垫片、调整螺栓等方 式,使设备达到水平状态。
设备标高的测量
标高基准点的确定
选择一个稳定的平面作为标高基 准点,如地面、墙面等。
要求。
设备标高不准确
总结词
设备标高不准确可能导致设备与周边设施的冲突或无法达到设计要求。
详细描述
在发现设备标高不准确时,首先应核对设计图纸和实际安装情况,确定标高误差的大小。如果误差较小,可以通 过调整设备底座的高度来修正;如果误差较大,可能需要重新设计或改造周边设施,以确保设备安装位置的准确 性。
设备找正找平 ppt课件

一、设备设“备三找找正”找概平念
1、找正:使设备的中心线与基础上 设计的安装中心线重合的过程。
2、找标高:使设备安装高度达到规 定设计高度的过程。
3、找平:使设备的水平度达到设计 要求的过程。
二、设备“设三备找找”正的目找的平
1.保持设备的稳定及其重心作用力的平衡, 避免设备变形,减少运行中的震动;
4.在机床设床面备导找轨正上找找平平
5.利用样设板备找找平正找平
设备找正找平
三、调整设设备备标找高正和找水平平用的工具 与方法
1.用斜铁 2.用螺栓调整垫铁 3.用小螺栓千斤顶 4.弯板和千斤顶
设备找正找平
四、找水平设注备意找事正项找平
设备找正找平
一、设备找标高方法
1.加工平面找标高
2.曲面上设找标备高找正找平
1.锤击 2.斜铁 3.千斤顶 4.手拉葫芦、花兰螺栓等
设备找正找平
设备找正找平
设备找正找平
一、找平仪器
水平仪 水管连通器 水准仪等
二、设备找设水备平找方正法找平
1.以加工面为基准面找平
设备找正找平
2.加工立设面为备基找准正面找找平平
设备找正找平
设备找正找平
3.轴承座设找备平找正找平
2.避免设备运动部件的过度磨损及功耗;
3.保证设备的正常润滑;
4.保证工件的加工精度和工作质量;
5.保证设备正常运转与使用寿命;
6.保证设备达到设计规定状态下的精度检验 标准。
三、设备基设准备和找测正点找的平选择原则
1、基准的选择
应该遵循基准重合的原则, 以减少检测工作的误差。
设备符合设要备求找的正表找面平大致有如 下几类:
设备找正找平
化工项目设备安装监理细则范本
实用文档目录一、工程概况 (3)(1)监理项目概况 (3)二、施工依据和标准 (3)三、通用安装工序 (3)四、安装工作流程图及工作内容 (4)(1)监理工作内容 (4)(2)设备安装监理工作程序 (5)五、设备安装工程准备工作监理 (7)(1) 施工单位资质审查 (7)(2)图纸会审及技术准备 (7)(3)施工组织设计方案审查 (7)六、设备安装工程质量监理要素及手段 (8)七、设备安装工程工艺过程质量监理控制点和控制方法 (9)(1) 施工和质量管理 (9)(2) 质量要素监理 (9)八、工序质量控制点(A\B\C) (9)工业安装工程施工工序质量控制表 (9)九、塔类设备安装工序及验收标准 (11)十、容器类设备安装工序及验收标准 (11)十一、换热器类设备安装工序及验收标准 (12)十二、行车安装工序及验收标准 (12)十三、压缩机安装工序及验收标准 (13)一、工程概况:XXX化工80万吨/年甲醇项目的空分装置,压缩厂房,合成装置,氢回收,精馏系统冷冻站五个单位工程共有设备76台,静设备48台,(最高的静设备有60米高);动设备27台,(压缩机有2台);行车1台。
设备类型大致分为塔类,泵类,容器类,换热器类,压缩机类,行车类六类。
此项工程的特点为施工工期紧,框架跨度大,安装位置高,危险性大,且钢结构与设备安装交叉进行,设备安装难度较大,为确保施工安全、优质;确保各控制点按时到达,特编制本细则。
监理项目概况:1、项目名称:XXX化工80万吨/年甲醇项目2、建设单位:XXX能化能化有限公司3、设计单位:XX设计院XXX设计院4、总承包单位:中国化学工程第X、XX、XX建设公司,XX三十七处X部、X部、X部、XX建安公司,XX工程公司、中石油第X安装公司5、建设地点:陕西榆林XXXX。
6、计划设备安装工程投资:7、计划设备安装工程开工工期:年XXXX月XX日8、计划设备安装工程完工日期:年XXXX月XX日9、工程设备安装总工期:个月10 专业监理范围:设备安装工程的监理、施工阶段的质量、进度、投资监理控制,并做好合同和信息管理;搞好协调、配合工作;监督施工单位安全生产文明施二、施工依据和标准1、《GB50278-98 起重设备安装工程施工及验收规范》2、《GB50275-98 压缩机风机泵安装工程施工及验收规范》3、《GB50231-98 机械设备安装工程施工及验收规范》4、《HGJ208-83 高压化工设备施工及验收规范》5、《HGJ209-83 中低压化工设备施工及验收规范》6 已批准的本工程【监理规划】7 施工图、设计文件和技术资料8 已批准的本工程施工组织设计三、通用安装工序1、图纸会审、工艺流程图、设备布置图、设备装备图、设备厂家提供的技术资料全面熟悉,设备主要管口的方位、流程熟悉。
平整度检查记录表

11 8 2 13 14 16 2 12 95%
16 2 16 8 20 18 14
1 9 13 17 12 17 4 11 90%
9 16 5 21 11 9 18
11 14 4 21 1 15 3 13 14 7 7 21 5 3
9 90%
8 4 16 6 6 22 10 13 95%
4
K06+700~K06+900
836
18 10 8
5
K06+900~K07+100
6 14 22
15 13 3
6
K07+100~K07+300
20 10 21
21 18 12
7
K07+300~K07+500
135
15 15 10
8
K07+500~K07+700
22 15 13
1
9
K07+700~K07+900
9 100%
16 8 19 5 19 15 6 20 2 16 19 12 2 6
10 100%
6 12 20 13 11 10 16 12 85%
6 4 11 17 10 14 21
19
20
20 检测: 记录:
监理工程师:
日期:
规定值 或允许 偏差值
≦ 20 mm
日期: 规定值 或允许 偏差值
9 100%
19 18 15 6 0 1 3 6 12 5 1 21 18 6
9 95%
7 12 13 9 19 14 5 1 20 10 4 3 5 13
9 95%
动设备工程质量控制点等级划分表

工程质量控制点等级划分表
动设备工程
注:A级:关键过程或工序质量控制点,由业主项目组、监理(EPCM承包商)、工程建设承包商专业技术人员共同参加的质量检查、检测或见证。
B级:重要过程或工序质量控制点,由监理(EPCM承包商)、EPC承包商、施工承包商专业技术人员共同参加的质量检查、检测或见证。
C级:一般过程或工序质量控制点,由EPC承包商、施工承包商专业技术人员自行实施的质量检查、检测。
H点:既质量停检控制点。
表示未经业主专业人员见证或参加检查通过,承包商不得以任何理由进行下步工序。
若因此业主原因造成承包商工期延误或费用增加,承包商有权向业主索赔。
FH点:既首件样板质量停检控制点。
表示承包商在多人次、多部位重复发生的工序或应用新材料、新技术的工序时,必须策划首件样板工程,待通过业主项目组、监理(EPCM承包商)、工程建设承包商专业技术人员共同参加的质量检查、检测后,后续重复工作方可全面开展。
详见《首件样板施工管理规定》(SHEC-P07-10)。
W点:既质量观察控制点。
表示若业主专业人员未按事先约定或承包商通知时间到场参加检查验证,承包商有权继续进行下步工序,业主专业人员事后应对承包商质量检查、检测结果予以认可。