《高电导率铝合金挤压棒材和板材》国家标准
铝棒导电率标准安全操作及保养规程

铝棒导电率标准安全操作及保养规程引言铝合金棒材是一种非常常见的金属材料,应用广泛于航空航天、汽车制造、机械制造等领域。
铝合金棒材的导电性是其重要的性能之一,对于保证其安全性和电功率的有效传输至关重要。
本文将针对铝棒导电率标准安全操作及保养规程做出详细的解析和说明,帮助读者更好地了解并掌握正确的使用和维护方法。
铝棒导电率标准铝合金棒材的导电性能是指在一定条件下,电流通过单位截面积内的电阻。
铝合金棒材导电性能的好坏直接影响到其在电器领域及其他各种应用和领域的使用。
铝棒的导电率一般按照国家 GB/T 3191-1998标准进行检测。
根据《GB/T 3191-1998铝及铝合金棒材》标准规定,铝棒的导电率应达到99.5%以上,并且按照规定的温度、电流强度等指标进行测试后,导电率应符合以下标准:•100A/mm2时,记录的电压不得超过0.566V;•230A/mm2时,记录的电压不得超过0.565V;•400A/mm2时,记录的电压不得超过0.565V。
如果实际测量结果不符合规定的标准,则需要经过调整、修理等方法进行修复,以确保其符合要求后再进行使用。
安全操作规程一般安全措施使用铝棒时应严格遵守以下安全措施,以确保人身安全和材料设备的完好状态:•在进行铝棒加工时,应戴好防护手套、护目镜等必要的个人防护装备;•在加工过程中,机器设备应经过充分检查和维护,确保无任何故障和危险;•操作人员应经过专业培训和指导,掌握加工铝棒的操作方法,注意用力、速度和方向等细节问题;•使用或储存剩余的铝棒时,应按照保鲜、防晒、干燥、牢固等标准进行管理;•使用铝棒的场合应避免火源和易燃易爆物品,以防止发生安全事故。
加工操作规程铝棒的加工操作包括铣削、钻孔、车削、铆接和焊接等几种常见工艺。
不同的加工工艺有其对应的操作方法和注意事项,但是在所有的加工中,以下操作规程应该得到严格遵循:1.加工机器设备应经过充分检查和维护,确保无任何故障和危险;2.在加工铝棒之前,需要进行充分的计划和准备工作,包括材料和工具的准备、加工目标的确定、加工过程的规程制定等;3.在加工过程中,应使用适合铝棒材料的刀具和工具,以保证加工效果的质量和精度;4.加工时需要注意材料的温度和润滑状态以及速度和用力的控制,以确保加工品质和安全;5.加工完毕后,需要对工具和设备进行彻底的清洗和维护,以保证其正常和安全的使用。
铝合金技术参数
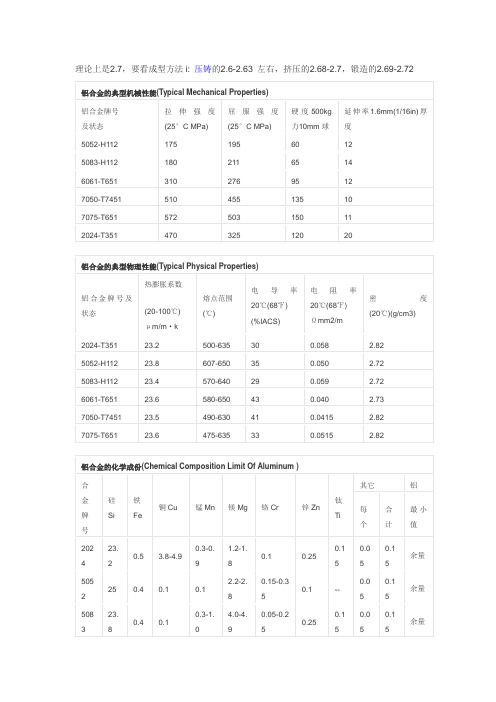
理论上是2.7,要看成型方法i: 压铸的2.6-2.63 左右,挤压的2.68-2.7,锻造的2.69-2.721050 食品、化学和酿造工业用挤压盘管,各种软管,烟花粉1060 要求抗蚀性与成形性均高的场合,但对强度要求不高,化工设备是其典型用途1100 用于加工需要有良好的成形性和高的抗蚀性但不要求有高强度的零件部件,例如化工产品、食品工业装置与贮存容器、薄板加工件、深拉或旋压凹形器皿、焊接零部件、热交换器、印刷板、铭牌、反光器具1145 包装及绝热铝箔,热交换器1199 电解电容器箔,光学反光沉积膜1350电线、导电绞线、汇流排、变压器带材2011 螺钉及要求有良好切削性能的机械加工产品2014 应用于要求高强度与硬度(包括高温)的场合。
飞机重型、锻件、厚板和挤压材料,车轮与结构元件,多级火箭第一级燃料槽与航天器零件,卡车构架与悬挂系统零件2017 是第一个获得工业应用的2XXX系合金,它的应用范围较窄,主要为铆钉、通用机械零件、结构与运输工具结构件,螺旋桨与配件2024 飞机结构、铆钉、导弹构件、卡车轮毂、螺旋桨元件及其他种种结构件2036汽车车身钣金件2048 航空航天器结构件与兵器结构零件2124 航空航天器结构件2218飞机发动机和柴油发动机活塞,飞机发动机汽缸头,喷气发动机叶轮和压缩机环2219 航天火箭焊接氧化剂槽,超音速飞机蒙皮与结构零件,工作温度为-270~300℃。
焊接性好,断裂韧性高,T8状态有很高的抗应力腐蚀开裂能力2319 焊拉2219合金的焊条和填充焊料2618 模锻件与自由锻件。
活塞和航空发动机零件2A01 工作温度小于等于100℃的结构铆钉2A02 工作温度200~300℃的涡轮喷气发动机的轴向压气机叶片2A06 工作温度150~250℃的飞机结构及工作温度125~250℃的航空器结构铆钉2A10 强度比2A01合金的高,用于制造工作温度小于等于100℃的航空器结构铆钉2A11 飞机的中等强度的结构件、螺旋桨叶片、交通运输工具与建筑结构件。
GBTXXXXX—20XX《高电导率铝合金挤压棒材和板材》
国家标准《太阳能电池用锗基Ⅲ-Ⅴ族化合物外延片》《预审稿》编制说明一、工作简况1 立项目的和意义由于社会经济的迅速发展,人们对能源的需求急剧增加。
传统能源(包括石油、煤炭、天然气等)日益枯竭,还引发渐趋严重的环境问题,将会阻碍世界社会经济的可持续性发展。
使用太阳能绿色能源作为解决地球环境问题的有效途径之一,得到了越来越多的关注,成为目前世界新能源开发和利用的重要方向。
尽管早在50年前,太阳能电池就被发明出来,但是当时的太阳能电池的转换效率低下,并且价格极其昂贵,主要用作卫星及航空航天飞行器等的电源,直到90年代,太阳能电池的效率才有了一定的提高,开始应用进入大众视野得到广泛应用,并逐渐向全球扩展。
目前光伏行业的量产的太阳能电池片(硅基太能电池片及锗基太阳能电池片)中,以硅基产品为主,但相对于硅基太阳能电池片,锗基太阳能电池片具有更高的光电转换效率,及抗辐照特性,在地面和空间飞行器中逐渐得到应用。
但是由于国内太阳能电池用锗基Ⅲ-Ⅴ族化合物外延片起步较晚,相应的生产厂商较少,产品也是良莠不齐,暂无相应的外延片标准,因而制定太阳能电池用锗基Ⅲ-Ⅴ族化合物外延片标准,不但能规范目前太阳能电池用锗基Ⅲ-Ⅴ族化合物外延片生产,更是填补我国太阳能电池用锗基Ⅲ-Ⅴ族化合物外延片标准的空白,促进国内太阳能电池用锗基Ⅲ-Ⅴ族化合物外延片的标准化及国际化具有重要的意义。
2 任务来源根据国家标准委《关于下达2014年第二批国家标准制修订计划的通知》(国标委综合[2014]89号)的要求,由厦门市三安光电科技有限公司负责对《太阳能电池用锗基Ⅲ-Ⅴ族化合物外延片》国家标准进行制定,项目计划编号为20141878-T-469。
由于厦门市三安光电科技有限公司和天津三安光电有限公司均隶属于三安光电股份有限公司,申请该项目后,太阳能电池业务和主要人员均已迁入天津三安光电有限公司,因此第一起草单位由“厦门市三安光电科技有限公司”变更为“天津三安光电有限公司”。
铝合金技术参数
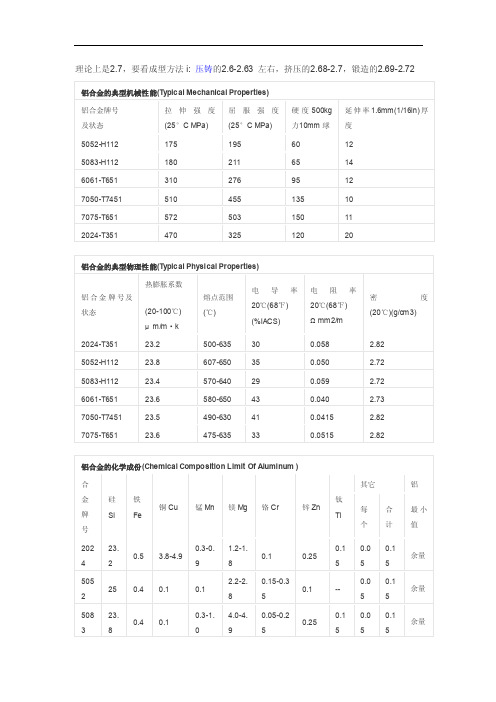
理论上是2.7,要看成型方法i: 压铸的2.6-2.63 左右,挤压的2.68-2.7,锻造的2.69-2.72 铝合金的典型机械性能(Typica l Mechan icalProper ties)铝合金牌号及状态拉伸强度(25°C MPa)屈服强度(25°C MPa)硬度500k g力10m m球延伸率1.6mm(1/16in)厚度5052-H1121751956012 5083-H1121802116514 6061-T6513102769512 7050-T745151045513510 7075-T65157250315011 2024-T35147032512020铝合金的典型物理性能(Typica l Physic al Proper ties)铝合金牌号及状态热膨胀系数(20-100℃)μm/m·k熔点范围(℃)电导率20℃(68℉)(%IACS)电阻率20℃(68℉)Ωmm2/m密度(20℃)(g/cm3)2024-T35123.2500-635300.058 2.82 5052-H11223.8607-650350.050 2.72 5083-H11223.4570-640290.059 2.72 6061-T65123.6580-650430.040 2.73 7050-T745123.5490-630410.0415 2.82 7075-T65123.6475-635330.0515 2.82铝合金的化学成份(Chemic al Compos ition LimitOf Alumin um )合金牌号硅Si铁Fe铜Cu锰Mn镁Mg铬Cr锌Zn钛Ti其它铝每个合计最小值202 423.20.5 3.8-4.90.3-0.91.2-1.80.10.250.150.050.15余量505 2250.40.10.12.2-2.80.15-0.350.1--0.050.15余量508 323.80.40.10.3-1.4.0-4.90.05-0.250.250.150.050.15余量606 123.60.70.15-0.40.150.8-1.20.04-0.350.250.150.050.15余量705 023.50.1520.-2.60.11.9-2.60.045.7-6.70.060.050.15余量707 523.60.5 1.2-2.00.32.1-2.90.18-0.285.1-6.10.20.050.15余量1050 食品、化学和酿造工业用挤压盘管,各种软管,烟花粉1060 要求抗蚀性与成形性均高的场合,但对强度要求不高,化工设备是其典型用途1100 用于加工需要有良好的成形性和高的抗蚀性但不要求有高强度的零件部件,例如化工产品、食品工业装置与贮存容器、薄板加工件、深拉或旋压凹形器皿、焊接零部件、热交换器、印刷板、铭牌、反光器具1145 包装及绝热铝箔,热交换器1199 电解电容器箔,光学反光沉积膜1350电线、导电绞线、汇流排、变压器带材2011 螺钉及要求有良好切削性能的机械加工产品2014 应用于要求高强度与硬度(包括高温)的场合。
挤压铝型材标准国际标准

挤压铝型材标准国际标准挤压铝型材是一种常见的建筑材料,它在建筑、交通工具、家具等领域有着广泛的应用。
为了确保挤压铝型材的质量和安全性能,制定了一系列的国际标准,以便在全球范围内统一挤压铝型材的生产和使用标准。
首先,挤压铝型材的国际标准主要包括了材料、尺寸、公差、表面处理、力学性能等方面的要求。
在材料方面,国际标准规定了挤压铝型材所采用的铝合金牌号、化学成分、机械性能等要求,以确保挤压铝型材具有足够的强度和耐腐蚀性能。
在尺寸和公差方面,国际标准规定了挤压铝型材的外形尺寸、壁厚公差、直线度、平直度等要求,以确保挤压铝型材在使用时能够与其他零部件精准配合。
在表面处理方面,国际标准规定了挤压铝型材的表面处理方法、质量要求,以确保挤压铝型材具有良好的外观和耐候性能。
在力学性能方面,国际标准规定了挤压铝型材的抗拉强度、屈服强度、伸长率等力学性能要求,以确保挤压铝型材在使用时能够承受设计要求的载荷。
其次,国际标准的制定对于挤压铝型材的生产和使用具有重要意义。
首先,国际标准的制定可以帮助挤压铝型材生产企业更好地进行产品设计和工艺控制,以确保产品符合国际标准的要求。
其次,国际标准的制定可以帮助挤压铝型材使用单位更好地进行产品采购和质量检验,以确保产品符合国际标准的要求。
此外,国际标准的制定还可以促进国际间的贸易合作和技术交流,有利于挤压铝型材行业的健康发展。
最后,作为挤压铝型材的生产企业和使用单位,我们应当严格遵守国际标准,确保挤压铝型材的质量和安全性能。
在生产过程中,我们应当严格执行国际标准的要求,加强质量管理,确保产品的质量稳定可靠。
在使用过程中,我们应当严格按照国际标准的要求进行产品采购和质量检验,确保产品符合国际标准的要求。
只有这样,才能够保证挤压铝型材在建筑、交通工具、家具等领域的安全可靠使用。
总之,挤压铝型材的国际标准对于挤压铝型材的生产和使用具有重要意义,我们应当充分认识到国际标准的重要性,严格遵守国际标准的要求,确保挤压铝型材的质量和安全性能。
铝与铝合金挤压棒材国家标准

《铝及铝合金挤压棒材》国家标准《送审稿》编制说明一、工作简况1 立项目的随着全球经济增长及铝挤压材用途的不断扩展,世界铝挤压材消费量一直呈上升态势,2016年世界铝挤压材消费量约4000万吨,其中中国2552万吨,美国211万吨,日本85万吨,这三个国家铝挤压材消费量约占世界总消费量的79%。
初步预计2025年世界铝挤压材消费量约5500万吨(2016~2025年均增长率按3.5%考虑)。
航空航天、高铁、汽车等行业对大规格高强棒材需求量巨大。
在我国《国家中长期科学和技术发展规划纲要2016-2020年)》、《中国制造2025》、《“十三五”国家科技创新规划》、《“十三五”材料领域科技创新专项规划》中,包括大规格高性能铝合金在内的“高性能轻合金材料”被列入先进基础材料的优先主题。
据第三方权威机构测算,中国工业铝挤压材消耗量的年增长率约为13%,2016年中国工业铝挤压材消耗量约为6038千吨,而及至2020年,这一数字将飙升至9461千吨,远超全球除中国以外地区的工业铝挤压材年消耗总量4760千吨。
其中,大规格高品质铝合金铝棒材产品年产量达200万吨左右。
近几年随着我国科技进步和经济的高速发展,铝合金材料已成为国民经济和国防工业建设的重要物质基础,在航空航天、汽车、轨道交通、机械制造、船舶及化学工业等重点领域有着广泛的应用前景及不可替代的特殊地位。
特别是近年来随着我国大飞机、高速铁路、汽车等行业发展进入快车道,大规格、高性能挤压棒材产品具有巨大的战略需求和市场前景。
其中铝及铝合金圆棒和方棒由于具有质量轻、强度好、加工容易、耐蚀性好等特点广泛应用于航空航天铆钉、卡车轮毂、螺旋桨组件、航空发动机活塞、航空发动机压气机叶片、叶轮、飞机与导弹零件、起落架液压缸、螺旋桨、油箱、火箭锻环、涨圈及形状复杂的自由锻件与模锻件、其他工作温度高的零件;在交通运输行业中铝棒主要用于汽车、地铁车辆、铁路客车、高速客车的车体结构件材料,汽车底盘、汽车耐磨活塞、汽车发动机零件、轮毂等;在其它行业也有极为广泛的应用。
铝及铝合金挤压棒材国家标准(精品资料).doc
【最新整理,下载后即可编辑】《铝及铝合金挤压棒材》国家标准《送审稿》编制说明一、工作简况1 立项目的随着全球经济增长及铝挤压材用途的不断扩展,世界铝挤压材消费量一直呈上升态势,2016年世界铝挤压材消费量约4000万吨,其中中国2552万吨,美国211万吨,日本85万吨,这三个国家铝挤压材消费量约占世界总消费量的79%。
初步预计2025年世界铝挤压材消费量约5500万吨(2016~2025年均增长率按3.5%考虑)。
航空航天、高铁、汽车等行业对大规格高强棒材需求量巨大。
在我国《国家中长期科学和技术发展规划纲要2016-2020年)》、《中国制造2025》、《“十三五”国家科技创新规划》、《“十三五”材料领域科技创新专项规划》中,包括大规格高性能铝合金在内的“高性能轻合金材料”被列入先进基础材料的优先主题。
据第三方权威机构测算,中国工业铝挤压材消耗量的年增长率约为13%,2016年中国工业铝挤压材消耗量约为6038千吨,而及至2020年,这一数字将飙升至9461千吨,远超全球除中国以外地区的工业铝挤压材年消耗总量4760千吨。
其中,大规格高品质铝合金铝棒材产品年产量达200万吨左右。
近几年随着我国科技进步和经济的高速发展,铝合金材料已成为国民经济和国防工业建设的重要物质基础,在航空航天、汽车、轨道交通、机械制造、船舶及化学工业等重点领域有着广泛的应用前景及不可替代的特殊地位。
特别是近年来随着我国大飞机、高速铁路、汽车等行业发展进入快车道,大规格、高性能挤压棒材产品具有巨大的战略需求和市场前景。
其中铝及铝合金圆棒和方棒由于具有质量轻、强度好、加工容易、耐蚀性好等特点广泛应用于航空航天铆钉、卡车轮毂、螺旋桨组件、航空发动机活塞、航空发动机压气机叶片、叶轮、飞机与导弹零件、起落架液压缸、螺旋桨、油箱、火箭锻环、涨圈及形状复杂的自由锻件与模锻件、其他工作温度高的零件;在交通运输行业中铝棒主要用于汽车、地铁车辆、铁路客车、高速客车的车体结构件材料,汽车底盘、汽车耐磨活塞、汽车发动机零件、轮毂等;在其它行业也有极为广泛的应用。
铝合金技术参数
理论上是2.7,要看成型方法i: 压铸的2.6-2.63 左右,挤压的2.68-2.7,锻造的2.69-2.721050 食品、化学和酿造工业用挤压盘管,各种软管,烟花粉1060 要求抗蚀性与成形性均高的场合,但对强度要求不高,化工设备是其典型用途1100 用于加工需要有良好的成形性和高的抗蚀性但不要求有高强度的零件部件,例如化工产品、食品工业装置与贮存容器、薄板加工件、深拉或旋压凹形器皿、焊接零部件、热交换器、印刷板、铭牌、反光器具1145 包装及绝热铝箔,热交换器1199 电解电容器箔,光学反光沉积膜1350电线、导电绞线、汇流排、变压器带材2011 螺钉及要求有良好切削性能的机械加工产品2014 应用于要求高强度与硬度(包括高温)的场合。
飞机重型、锻件、厚板和挤压材料,车轮与结构元件,多级火箭第一级燃料槽与航天器零件,卡车构架与悬挂系统零件2017 是第一个获得工业应用的2XXX系合金,它的应用范围较窄,主要为铆钉、通用机械零件、结构与运输工具结构件,螺旋桨与配件2024 飞机结构、铆钉、导弹构件、卡车轮毂、螺旋桨元件及其他种种结构件2036汽车车身钣金件2048 航空航天器结构件与兵器结构零件2124 航空航天器结构件2218飞机发动机和柴油发动机活塞,飞机发动机汽缸头,喷气发动机叶轮和压缩机环2219 航天火箭焊接氧化剂槽,超音速飞机蒙皮与结构零件,工作温度为-270~300℃。
焊接性好,断裂韧性高,T8状态有很高的抗应力腐蚀开裂能力2319 焊拉2219合金的焊条和填充焊料2618 模锻件与自由锻件。
活塞和航空发动机零件2A01 工作温度小于等于100℃的结构铆钉2A02 工作温度200~300℃的涡轮喷气发动机的轴向压气机叶片2A06 工作温度150~250℃的飞机结构及工作温度125~250℃的航空器结构铆钉2A10 强度比2A01合金的高,用于制造工作温度小于等于100℃的航空器结构铆钉2A11 飞机的中等强度的结构件、螺旋桨叶片、交通运输工具与建筑结构件。
DIN EN 755-1 铝合金挤压棒、型、带供货技术条件
1
适用范围
EN 755标准的该部分为常用的铝和铝塑性合金挤压棒材,管材和型材规定了 供货技术条件。本标准不适用于 EN AW-6060和EN AW 6063合金的挤压型材 和锻造预制材料,这些材料都是成卷供货的。
2
标准的参考文献
本欧洲标准吸取了其他出版物提供的资料,这些资料有的注明了日期,有 的则未注明。文中引用的出版物列举在下面。凡是注明日期的引用资料, 其出版物都是属于那些在更改和修订之后照常服役的标准;凡是未注明日 期的引用资料,其出版物都是最近的版本。
铝和铝合金 挤压棒材,管材和型材 第1部分:供货技术条件
EN 755-1
共 20 页第 4 页
7.3 证书是由生产部门和/或质量检测部门的鉴定人员独立于生产部门之外, 在试验基础之上直接编写或在他们监督之下编写出来的,试验必须用交 货的产品,或一种产品中的试样组,按订单中规定的技术要求来进行
8 产品的标记 9 包装 10 仲裁方法
3.8
实心型材:横断面不是封闭空腔的一种挤压型材
铝和铝合金 挤压棒材,管材和型材 第1部分:供货技术条件
EN 755-1
共 20 页第 7 页
3.9
试样组:即提供做试验用的供应货品或零件。构成试样组的产品,必须是同
种类同式样的合金,它们具有相同的厚度或横断面,制造情况也相同。
3.10
热处理装料:一定数量的同类产品或者式样,厚度相等的合金,或者横断
附录B的“取样部位与试样”等条款 d) 从编辑角度进行了修改
以前版本
DIN 1746-2:1963-07,1968-12,1983-02 DIN 1747-2:1968-12,1977-05,1983-02 DIN 1748-2:1962-05,1968-12,1983-02
铝合金挤压型材标准
铝合金挤压型材标准铝合金挤压型材是一种常见的建筑材料,具有重量轻、强度高、耐腐蚀等优点,被广泛应用于建筑、交通运输、电子电器等领域。
为了保证铝合金挤压型材的质量和安全性,制定了一系列的标准来规范其生产和使用。
本文将介绍铝合金挤压型材的相关标准内容,以便读者更好地了解和应用这一材料。
首先,铝合金挤压型材的标准主要包括材料、尺寸、力学性能、表面质量等方面。
在材料方面,标准规定了铝合金的成分、材质、生产工艺等要求,以确保其符合国家标准和行业标准。
在尺寸方面,标准规定了铝合金挤压型材的长度、宽度、厚度等尺寸参数,以确保其能够满足工程设计和施工的要求。
在力学性能方面,标准规定了铝合金挤压型材的抗拉强度、屈服强度、伸长率等力学性能指标,以确保其在使用过程中能够承受一定的载荷和变形。
在表面质量方面,标准规定了铝合金挤压型材的表面光洁度、氧化膜厚度、色泽等要求,以确保其外观质量和耐候性能。
其次,铝合金挤压型材的标准还包括了生产工艺、检验方法、标识和包装等内容。
在生产工艺方面,标准规定了铝合金挤压型材的挤压、拉伸、淬火、氧化等生产工艺要求,以确保其生产过程稳定可控,产品质量可靠。
在检验方法方面,标准规定了铝合金挤压型材的化学成分分析、力学性能测试、表面质量检测等检验方法,以确保其产品质量符合标准要求。
在标识和包装方面,标准规定了铝合金挤压型材的标识内容和位置、包装方式和运输要求,以确保其产品能够被正确识别和保护。
最后,铝合金挤压型材的标准对于生产企业和使用单位都具有重要意义。
对于生产企业而言,严格执行标准可以提高产品质量,增强市场竞争力,降低产品责任风险。
对于使用单位而言,严格执行标准可以保证工程质量,延长使用寿命,降低维护成本。
因此,建议生产企业和使用单位都应该加强对铝合金挤压型材标准的学习和应用,共同推动行业的健康发展。
综上所述,铝合金挤压型材标准是保证产品质量和安全性的重要依据,对于生产企业和使用单位都具有重要意义。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
《高电导率铝合金挤压棒材和板材》国家标准《送审稿》编制说明一、工作简况1 立项目的高电导率铝合金挤压棒材和板材是一种具有导电性能和力学性能良好匹配的铝合金新型材料,也是一种结构功能一体化的新型轻质材料,广泛应用于电力工业设施的各种导电结构,如电力输送中的动力连接板、电缆夹、母线槽、汇流排、电线电缆、架空导线、变压器、接插元件和联接器等。
目前国内还没有高电导率铝合金挤压棒材和板材专用标准,其生产和订货均参考美国标准。
为了满足国内、外市场对高电导率铝合金挤压棒材和板材的需要,抵制和取代美国等国外同类产品的进口,以及产品出口到美国等世界各国的需要,保证产品质量和企业权益,因此急需制订该标准。
2 任务来源国家标准化管理委员会以国标委综合[2012]50号文件下达了《高电导率铝合金挤压棒材和板材》国家标准的起草任务,其项目编号为20121139-T-610,完成时间2014年。
3 项目编制组成员本项目的编制组由东莞市东兴铝业有限公司、广州有色金属研究院、广东豪美铝业股份有限公司等单位组成。
4 主编单位的技术基础本标准的主编单位东莞市东兴铝业有限公司成立于1992年,位于电子电脑制造业的中心城广东东莞市。
厂房占地面积愈60000平方米,下辖东莞市铝材制造有限公司及东莞市天年铝业制造有限公司,是东莞市唯一一家取得“全国工业产品生产许可证”的铝业生产厂家,工业材产品远销至日本、东南亚、欧盟(德国法兰克福、意大利米兰、法国巴黎、里昂)、美洲(美国、多米尼加、巴西)、非洲(多哥、尼日利亚、南非)等国家和地区。
高电导率铝合金挤压棒材和板材是东莞市东兴铝业有限公司通过自主研发生产的导电铝合金产品,其电导率达到56.5%IACS以上,抗拉强度达到170MPa以上。
本产品已申请了1项发明专利,即:“一种汇流铝排及其制备工艺(201110181906.4)”。
其相关成果“超高强电导率的高性能铝合金新型材料”于2010年12月通过了广东省科技成果鉴定【成果鉴定证书编号:东科鉴字〔2010〕74 号】。
产品已实现批量生产,每年年均产量3600吨,累计生产2万多吨。
产品目前已得到法国(施奈德公司)、台湾、香港等多家在大陆的独资公司认可。
因此本单位具有起草本国家标准的技术基础。
5 主要工作过程5.1 2012年5月28日~31日,由全国有色金属标准化技术委员会主持在河南沁阳召开了《高电导率铝合金挤压棒材和板材》标准起草任务落实会,会上成立了标准编制组,并确定了由东莞市东兴铝业有限公司、广州有色金属研究院、广东豪美铝业股份有限公司等单位共同起草。
5.2 2012年6月~12月,编制组根据河南沁阳任务落实会确定的起草原则和国内生产企业的一些内控技术指标及检验数据,参考了美国ASTM B 317M-2007《电工用铝合金挤压棒材、管材和型材》、ASTM B221M-2007《铝及铝合金挤压棒材、线材、型材和管材》,以及GB/T 5585.2-2005 《电工用铜、铝及其合金母线第2部分:铝和铝合金母线》和有色行业标准YS/T 439-2012《铝及铝合金挤压扁棒及板》,起草了本标准的讨论稿;5.3 2013年4月25日~28日,由全国有色金属标准化技术委员会主持在佛山金太阳酒店召开了《高电导率铝合金挤压棒材和板材》国家标准的工作会,与会专家对标准的讨论稿进行了认真、热烈的讨论,从牌号、状态、规格、电导率、拉伸性能等多方面提出修改建议。
5.4 根据佛山会议的要求,编制组于2013年5月29日在广州有色金属研究院华南质检中心召开了编制组内部会议,经过认真的讨论,对本标准的《征求意见稿》达成了共识。
5.5 编制组根据广州有色金属研究院内部会议的精神,于2014年6月5日完成了本标准的《征求意见稿》,并下发各有关单位广泛征求意见。
共发送单位16个,回函的单位有13个,其中回函并有建议或意见的单位有6个。
5.6 编制组根据各单位的回函意见,于2014年6月30提出本标准的《送审稿》。
二、标准编制原则和确定标准主要内容的论据(一)编制原则合金:确定6101合金为本标准唯一合金,并参照美国的ASTM B 317M-2007《电工用铝合金挤压棒材、管材和型材》标准起草。
状态:美国ASTM B 317M-2007标准中6101导电用铝合金有T6、T61、T63、T64、T65、T7、H111等7种状态,由于目前国内生产的主要是T65状态,因此本标准根据目前国内的实际生产现状和订货合同情况确定采用6101 T65状态,如果以后生产或订货合同中有其它合金状态需求可补充加入。
尺寸偏差:主要参照美国ASTM B221:2007 《铝及铝合金挤压管、棒、型材和线材》、YS/T 439《铝及铝合金挤压扁棒及板》标准编制。
室温拉伸力学性能:等同采用美国ASTM B 317M:2007《电工用铝合金挤压棒材、管材和型材》标准编制。
电阻率和电导率:等同采用美国ASTM B 317M:2007《电工用铝合金挤压棒材、管材和型材》标准编制。
弯曲性能:等同采用美国ASTM B 317M:2007《电工用铝合金挤压棒材、管材和型材》标准编制。
(二)确定标准主要内容的论据1 范围1.1 将本标准的题目定为“高电导率铝合金挤压棒材和板材”主要是考虑到,一方面体现本标准产品在高导电性能方面的特点;另一方面是挤压的生产工艺决定了本产品的性能与其他轧制、拉拔生产工艺生产出的产品存在差别,总体上不同于其它工艺方法产品1.2 规定了本标准适用于抗拉强度不小于150 MPa,20℃时体积电导率不小于55%IACS的铝合金挤压棒材和板材。
体现了高电导率铝合金挤压棒材和板材的导电特性。
2 规范性引用文件本标准主要引用的文件有:GB/T 232 金属材料弯曲试验方法GB/T 3048.2 电线电缆电性能试验方法第2部分:金属材料电阻率试验GB/T 3190 变形铝及铝合金化学成分GB/T 3199 铝及铝合金加工产品包装、标志、运输、贮存GB/T 3246.1 变形铝及铝合金制品显微组织检验方法GB/T 7999 铝及铝合金光电直读发射光谱分析方法GB/T 8170 数值修约规则与极限数值的表示和判定GB/T 12966 铝合金电导率涡流测试方法GB/T 17432 变形铝及铝合金化学成分分析取样方法GB/T 20975 (所有部分)铝及铝合金化学分析方法YS/T 439 铝及铝合金挤压扁棒3 要求3.1 产品分类3.1.1 本标准的牌号确定为6101合金。
3.1.2 本标准的状态确定为T65状态。
3.1.3 产品的规格:产品规格结合目前国内实际生产现状和订货合同,确定宽度范围为20mm~200mm,厚度范围为1.5mm~15mm。
3.1.4 标记示例:按照GB/T 1.1-2009给出的规则起草。
3.1.5 截面形状:产品的截面形状参照GB/T 5585.2-2005 《电工用铜、铝及其合金母线第2部分:铝和铝合金母线》标准的规定。
3.2 化学成分本标准6101合金的化学成分直接引用GB/T3190标准的规定。
3.3 尺寸偏差3.3.1 厚度尺寸及偏差1)本标准的厚度偏差指标主要根据国内外用户订货的需要确定,如表1所示。
表1 单位为毫米2)YS/T 439-2012标准的厚度偏差如表2所示。
3)美国ASTMB317M-2007标准的厚度偏差规定如表3所示。
YS/T439-2012指标高。
3.3.2 宽度尺寸及偏差1)本标准的宽度尺寸偏差指标主要根据国内外用户订货的需要确定,如表4所示。
3)美国ASTMB317M-2007标准的宽度偏差如表5所示。
YS/T439-2012的普通级指标高,接近于YS/T439-2012的高精级。
3.3.3 倒角半径实际应用情况表明,倒角半径太小或为零,在使用时容易产生尖端放电现象。
倒角半径太大,则减小了产品的有效截面积,降低了同一规格产品的载流量。
因此,用户希望在保证不出现尖端放电的情况下采用尽量小的倒角半径。
1)本标准的倒角半径偏差指标主要根据国内外用户订货的需要确定,如表6所示。
±0.5(未规定时,为1mm)±0.5±10%R对比YS/T 439-2012和美国ASTMB317-2007标准,本标准的倒角半径偏差与ASTMB317M-2007指标等同,比YS/T439-2012的标准的指标高。
3.3.4 弯曲度1)本标准的纵向弯曲度和侧向弯曲度如表9所示。
2)YS/T 439-2012标准的纵向弯曲度和侧向弯曲度如表10所示。
3)美国ASTMB317-2007标准的纵向弯曲度和侧向弯曲度如表11所示。
对比YS/T 439-2012和美国ASTMB317-2007标准,本标准的弯曲度与YS/T439-2012的标准的指标相同,纵向弯曲度等同美国ASTMB317M-2007指标,但侧向弯曲度指标略低于美国ASTMB317M-2007指标。
3.3.5 平面间隙1)本标准的平面间隙规定如表12所示。
2)YS/T 439-2012标准的平面间隙规定如表13所示。
3)美国ASTMB317-2007标准的平面间隙规定如表14所示。
(换算为极限表如表15所示)测量部位的最小壁厚>150.00 >200.00 >250.00测量部位的最小壁厚>150.00 >200.00对比YS/T 439-2012和美国ASTMB317-2007标准,本标准的平面间隙与YS/T439-2012的标准的指标相比,比YS/T 439-2012的普通级高,基本相当于YS/T 439-2012的高精级;与美国ASTMB317M-2007指标相比,任意25mm宽度的指标比美国松,其他指标较严于美国ASTMB317M-2007的指标。
3.3.6 扭拧度1)本标准的扭拧度直接采用YS/T 439-2012标准的高精级,比YS/T 439-2012严,如表16所示。
2)美国ASTMB317M-2007标准的扭拧度指标,如表17所示。
对比YS/T 439-2012的高精级和美国ASTMB317-2007标准,其扭拧度指标与美国基本相当。
3.3.7 切斜度1)本标准的切斜度直接采用YS/T 439-2012标准的高精级,比YS/T 439-2012严,如表18所示。
2)美国ASTMB317M-2007标准的切斜度指标,如表19所示。
对比YS/T 439-2012的高精级和美国ASTMB317-2007标准,其切斜度指标比美国标准稍低。
3.3.8 长度偏差1)本标准的长度偏差直接采用YS/T 439-2012标准的高精级,比YS/T 439-2012严,如表20所示。
2)美国ASTMB317M-2007标准的长度指标,如表21所示。