9 降低榨油一期豆皮含油
(大豆脱皮及预处理设计说明书)

武汉工业学院《油料加工工艺学》课程工艺设计说明书设计题目:450T/D大豆脱皮及预处理车间工艺流程设计姓名梅霄学号*********院(系) 食品科学与工程专业油脂加工工艺学指导教师罗质2012年12 月9 日目录一、前言 (1)二、工艺流程设计方案的确定 (2)三、工艺流程说明 (3)四、工艺计算 (4)五、设备选型 (6)六、设计体会 (9)七、参考文献 (10)八、附录 (10)一、前言在油脂加工过程中,能耗与生产成本、产品和副产品的质量与得率等.都与油料的预处理有着直接的关系。
因此,加快油料预处理车同的技术进步是一项十分重要的任务。
大豆生胚挤压膨化浸出是一种较新的油脂生产工艺,自帅年代始于美国、巴西等国家,近年来,此技术在美国、巴西等大豆主产国迅速推广和应用。
美国ANDERSON公司己生产出日处理量为1500 t的大型膨化机,而国内仅有少数油厂采用此工艺技术。
大豆生胚膨化浸出即对大豆进行清理、破碎、软化、轧胚、干燥后,再经挤压膨化,制成膨化颗粒,然后进行浸出取油。
对豆胚的挤压膨化作用在膨化机中进行。
含水为10%左右的豆胚,由喂料螺旋输送机送人挤压膨化机,在挤压膨化机内,豆胚被螺旋轴向前推进的同时受到强烈的挤压作用,使物料密度不断增大,并由于物料与螺旋轴及机膛内壁的摩擦发热和直接蒸汽的注入,使物料受到充分混合、加热、加压、胶合、糊化的作用而产生组织结构的变化,物料挤出膨化机末端的模板槽孔时,压力瞬间从高压转变为常压,压力的突然撤消,造成水分迅速地从物料组织结构中蒸发出来,物料受到强烈的膨化作用,形成具有无数个微小孔道的膨化料粒。
豆胚经挤压膨化过程,油料细胞组织被较彻底地破坏,蛋白质变性,酶类钝化,容重增大,游离的油脂聚集在膨化料粒的内外表面,对后续的浸出取油和油脂精炼非常有利,其优点是常规的生胚浸出取油工艺所不能比拟的。
【1】①传统的大豆预处理工艺流程如下:大豆→筛选→磁选→去石→破碎→软化→轧坯→烘干→平刮板输送机→至浸出车间②改进后的大豆预处理工艺流程如下:大豆→筛选→磁选→着水→去石→破碎→软化→干燥脱水→均质→轧坯→烘干→平刮板输送机→至浸出车间↑↑热空气热空气大豆的挤压膨化技术油料挤压膨化技术是一种新兴的,适合多种油料加工的生产工艺,这种工艺克服了传统加工工艺中物料受热温度高、时间长等问题。
提高大豆脱皮率对豆粕残油和蛋白影响的研究
doi:10.16736/41-1434/ts.2020.21.027
提高大豆脱Байду номын сангаас率对豆粕残油和蛋白影响的研究
Study on the Effect of Increasing Soybean Peeling Rate on Soybean Meal Residual Oil and Protein
关键词:大豆加工;脱皮率;残油;蛋白 Abstract:At present, the one-time peeling process in soybean processing industry can't meet the demand of product upgrading and cost reduction. As much as possible to increase the rate of soybean peeling, which affected the residual oil and protein content of soybean meal products. The research shows that the improvement of soybean peeling rate is more beneficial to the cost reduction and efficiency increase of enterprises, so as to promote the continuous technological optimization of company. Keywords:soybean processing; peeling rate; residual oil; protein 中图分类号:TS224.2
豆油加工方法
豆油加工方法一、大豆油的压榨大豆属于低油料作物,一般大豆油脂含量在ll-20%范围内,在正常情况下,其水分的含量一般在13—14%(东北、华北地区偏低)。
大豆在入榨前需要用规格12目/英寸筛网进行筛选、清杂。
工艺流程1、热榨:大豆——清杂——破碎(或粗轧)一软化一软胚-蒸炒一压榨操作说明:大豆用规格12目/英寸筛网进行筛选去杂,使其杂质含量小于0.1%,然后进入破碎,破碎程度达2—4瓣,再进行软化,使大豆的水份含量在15%左右,软化时间40—50分钟,再进行轧胚,轧胚的使用有二点:一是破坏细胞组织使油容易从细胞内流出来,二是颗粒状的油籽轧成薄片,表面积增大,增加了出油面积,而且大大的缩短了油脂离开胚料的路程;进入蒸炒锅进行蒸炒,蒸炒到大豆水份在1.5—2.8%范围内,温度到100一110度时即可以开始进入榨油机进行压榨。
饼厚控制在l—1.5毫米左右。
2、冷榨:大豆冷榨可以进行整籽压榨,使整籽压榨时要严格控制水份,一般控制在8一10%左右,并注意将榨油机加热,待机体温度升到80度左右,方可进行压榨。
大豆冷榨时含水份高低的人工检验法:用门牙咬能切碎,臼齿咬成扁状,并且表面有裂纹,又有轻微的响声则合适;若成扁状,不裂纹则太湿,若一咬破碎有很大的响声,则太干,需要适量的调节水份方可压榨。
二、毛豆油的精炼油脂精炼,通常是指对毛油进行精制。
毛油中杂质的存在,不仅影响油脂的食用价值和安全贮藏,而且给深加工带来困难,但精炼的目的,又非将油中所有的杂质都除去,而是将其中对食用、贮藏、工业生产等有害无益的杂质除去,如棉酚、蛋白质、磷脂、黏液、水分等都除去,而有益的"杂质",如生育酚等要保留。
因此,根据不同的要求和用途,将不需要的和有害的杂质从油脂中除去,得到符合一定质量标准的成品油,就是毛豆油精炼的目的。
简介根据操作特点和所选用的原料,油脂精炼的方法可大致分为机械法、化学法和物理化学法三种。
上述精炼方法往往不能截然分开。
加工国储大豆如何降低溶剂消耗——左青

)"
P Q R J ST R U AS J HV S @ A((((((((((((((!"#C W 3 0 X $) J 3 X $
粉末度高在膨化机内要多加几倍的直接蒸汽很难 膨化到浸出器内 物料结团结块 导致溶剂很难渗 #* / 5 具体时 透浸出效果差 所以需要延长 #" = 间取决于浸出器的形式 才能达到浸出提油的生 产指标 同 样 原 浸 出 器 的 沥 干 段 时 间 设 计 均 为 #" / 5应该延长料层高度在 ": E" = #: "* 沥干 / 5 料层高度 !: * 沥干时间应延 时间应延长 ! / 5 湿粕 膨化料 含溶达到 !*< 长* 浸出器要单独配置 # 台独立冷凝器 保持浸出 器内稳定的微负压 !: !(湿粕脱溶机 H @ 根据 ! 家 油 脂 行 业 成 套 设 备 供 应 商 的 C """ F > GH @做相关介绍 @ 设计气体温度 E! = E* I 直接蒸汽 皇冠的 H J !: *= $: "孔间隙小在同样量的直接喷 孔径 H 6 > ?6 用进 汽量下更均匀地汽提设计豆粕残溶 !*" 6 > ?6 特点 口大豆生产 豆粕残溶小于等于 !"" 是直接蒸汽孔径小孔间隙小对密度大的油料汽提 脱溶有益 @ 直接蒸汽孔径 H J C: * 孔间 迪斯美的 H E! I设计豆 隙大开孔率大于 $"<气体温度 E" = 6 > ?6 用进口大豆生产 残溶 粕残溶小于等于 !'" 6 > ?6 特点是气体温度低而开孔率 小于等于 !"" 大因此不易结团 我们发现加工国储大豆局部大豆存在升温含 水低豆粕蛋白溶解度低 坯片松而含粉的缺点 在 @内的蒸汽压降和气体 加工国储大豆时为了保持 H @的顶部是帽子头不能是直筒 H @的整体 温度H @体积大 #: $ 倍 容积要比正常 H 我公司镇江 东莞两个油厂加工国储大豆低于 ! - 采取矿物油吸收尾气含溶在 #* 6
大豆榨油生产工艺

大豆榨油生产工艺大豆是世界上最重要的农作物之一,也是榨油工业的主要原料之一。
大豆榨油是指通过压榨或溶剂提取的方式,将大豆中的油分离出来的过程。
下面将详细介绍大豆榨油的生产工艺。
1. 清洁和筛选大豆大豆榨油的第一步是清洁和筛选大豆。
这是为了去除大豆表面的杂质和不完整的豆粒,以确保生产出的油质量的纯净度和稳定性。
清洁过程通常包括石磨、清选、磁选、除尘等步骤,以确保大豆的质量。
2. 烘干大豆清洁的大豆需要经过烘干处理,以降低大豆的含水率。
大豆的含水率对榨油过程和油质量有着重要的影响。
烘干的目的是将大豆的含水率控制在适当的范围内,一般在10%左右。
3. 破碎大豆破碎大豆是将烘干的大豆通过破碎机进行粉碎的过程。
这个步骤的目的是将大豆内部的蛋白质、油脂等成分与大豆壳分离开来,方便后续的榨油过程。
破碎大豆通常使用辊磨机或碾磨机进行。
4. 蒸煮大豆破碎后的大豆会进行蒸煮处理。
蒸煮的目的是通过高温蒸煮,破坏大豆中的细胞结构,提高榨油率。
蒸煮大豆的温度和时间是根据不同的榨油设备和工艺要求来确定的。
5. 榨油蒸煮后的大豆会进入榨油机进行榨油。
榨油机通常采用机械压榨的方式,将大豆中的油脂与其他成分分离。
榨油机通常分为物理榨油机和物理-化学榨油机两种类型。
物理榨油机适用于原油质量较好的大豆,而物理-化学榨油机适用于原油质量较差的大豆。
6. 油脂的精炼榨油得到的原油通常需要进行精炼处理,以提高油脂的质量和稳定性。
精炼的过程包括去除杂质、脱酸、脱臭、脱色等步骤。
精炼的目的是去除油脂中的杂质、酸质、色素等物质,使油脂的质量更加纯净、稳定。
7. 包装和贮存精炼后的油脂需要进行包装和贮存。
包装的目的是保护油脂的质量和延长油脂的保质期。
常见的包装形式有瓶装、桶装、袋装等。
贮存的环境要求干燥、阴凉、通风,并避免阳光直射。
大豆榨油的生产工艺是一个复杂的过程,需要经过多个步骤才能得到高质量的油脂。
每个步骤的操作和控制都对油脂的质量和产量有着重要的影响。
豆制品加工考试:豆制品加工题库三
豆制品加工考试:豆制品加工题库三1、问答题(江南博哥)豆粉生产中预热杀菌参数应该怎样设定?本题答案:预热杀菌多采用高温短时间(HTST)杀菌法或超高温瞬间本题解析:试题答案预热杀菌多采用高温短时间(HTST)杀菌法或超高温瞬间(UHT)灭菌法。
其中HTST用管式或板式杀菌机,在86℃~94℃、24s或80℃~85℃、15s的条件下杀菌。
后者采用UHT杀菌机,在120℃~150℃、0.5s~4s的条件下杀菌。
两种方法都可以减少蛋白质在高温条件下的变性,这有利于提高豆粉产品的溶解性能。
2、问答题豆豉加工过程中大豆浸泡有什么目的?本题答案:①使大豆中蛋白质吸收一定的水分,以便在蒸料时迅速变性;本题解析:试题答案①使大豆中蛋白质吸收一定的水分,以便在蒸料时迅速变性;②使淀粉易于糊化,溶出霉菌所需要的营养成分,并且有利于微生物所分泌的酶的作用;③还提供给霉菌生长所必需的水分。
3、问答题怎样洗涤中性油?本题答案:经脱胶、中和及复炼得到的中性油中总是会含有一部分肥皂和本题解析:试题答案经脱胶、中和及复炼得到的中性油中总是会含有一部分肥皂和游离碱。
所以,还必须用热水对油进行彻底的清洗。
洗涤用水一般小于5º。
冷凝水是最适合这个用途的,它已经过软化处理,并具有较低的温度,小火加热或稍加热就可使用,既节水又节能,降低了生产成本。
中性油的洗涤用水量一般为油的10%。
4、问答题豆乳生产中应怎样严格控制杀菌工艺?本题答案:使豆乳变质的细菌是革兰阳性球菌和杆菌,尤其是芽孢杆菌。
本题解析:试题答案使豆乳变质的细菌是革兰阳性球菌和杆菌,尤其是芽孢杆菌。
杀死芽孢的温度必须130℃,5min。
芽孢杆菌在杀菌中的致死特性是随着加热时间的延长,芽孢数按对数规律降低的。
据报道,杀菌温度以143℃左右,3.0s~4.0s最适。
5、问答题传统豆豉生产过程中应该注意哪些问题?本题答案:①豆豉生产季节多在冬、春两季。
②拌料时注意本题解析:试题答案①豆豉生产季节多在冬、春两季。
油脂加工工艺考试题(整理)

(1)一、选择题(每题 1 分,共20 分)2、我国油脂业用大豆国家标准(GB8611-88 )以(a.纯粮率b.粗脂肪含量c.粗蛋白含量)进行质量等级分级。
3 、大豆、花生、油菜籽都属于(a. 无胚乳双子叶种子b. 有胚乳双子叶种子c. 有胚乳单子叶种子)。
4 、油籽在不良条件下储藏后,其静止角(a. 增大b. 减小c. 不变)。
5 、油料入立筒仓时形成的轻型杂质区位于(a. 立筒仓内壁b. 立筒仓中心c. 立筒仓顶部)6 、油料筛选除杂的原理是利用油籽与杂质的(a. 颗粒大小差别b. 比重差别c. 机械强度差别)。
7 、比重去石机的关键工作条件是(a. 控制适当的风速b. 选择合适的筛孔直径c. 配置合理的筛面尺寸)。
8 、为提高大豆脱皮效果,破碎豆的皮仁分离最好采用(a. 先风选后筛选b. 先筛选后风选c.a 和b 效果一样)。
9 、利用剪切作用对油籽剥壳的设备是(a. 圆盘剥壳机b. 刀板剥壳机c. 锤击式剥壳机)。
10 、轧胚机正常工作的条件是轧辊对油料的啮入角要(a. 大于b. 小于c. 等于)轧辊对油料的摩擦角。
11 、为降低米糠油酸价,米糠膨化最好选择(a. 干法膨化b. 湿法膨化c. 两者效果一样)。
12 、小磨香油和可可脂生产中常采用的蒸炒方法是(a. 湿润蒸炒b. 高水分蒸炒c. 干蒸炒)。
13 、油料冷榨取油的目的是(a. 提高出油率b. 减少蛋白质变性c. 简化榨油工艺)。
14 、当榨机结构一定时,榨料在榨膛中的压榨时间主要取决于( a. 螺旋轴转速b. 榨条间缝隙 c. 出饼圈缝隙)。
15 、油脂在溶剂中的溶解度主要取决于(a. 溶剂的极性b. 溶解温度c. 溶剂的纯度)。
16 、在混合油蒸发过程中,混合油沸点随蒸发压力的增加而(a. 降低b. 升高c. 不变)。
17 、湿粕层式蒸脱机中料封效果最好的料门机构是(a. 喇叭口料门机构b. 锥形封闭阀料门机构c. 本层控制本层料门机构)。
大豆脱皮工艺讨论_左青
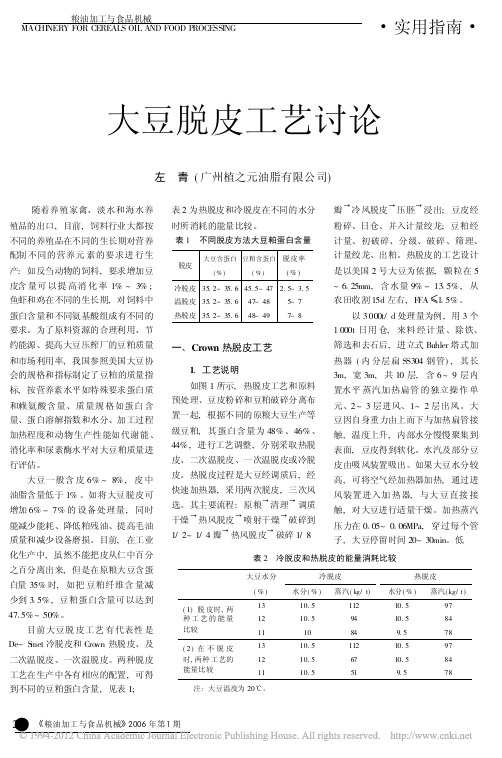
分离回收。大豆胚芽回收率约 70% , 加工 1t 大豆可得到 14kg 胚芽。
( 6) 热脱皮指标和能量消耗 热脱 皮 指标: 粕纤 维 3 5% , 皮中含油 1 5% , 脱水在 1% ~ 2% 。 蒸汽 消耗: 80 ~ 100kg/ t, 取 决 于调质; 用电量( 含预处理) : 23 kW h/ t。 ( 7) 工艺使用过程剖析 热脱皮工艺实际隐含 4 种脱皮工 艺, 如热脱皮、二次温脱皮、一次温 脱皮、冷脱皮。如果来料湿度高, 使 用热脱皮, 应开 9 层立式加热器进行 降水、瞬时干燥、脱皮、破碎、分级 干燥、破碎、分级冷却、压坯, 即使 大豆走完热脱皮全过程; 如果大豆含 水量低 于 11% , 选用 二次温脱皮 工 艺, 可预 热 ( 开 6 层烘 干段 ) 70 ~ 80 , 关掉喷射干燥器, 直接进脱皮 和破碎机; 如果生产 45% ~ 46% 蛋白 豆粕, 选用一次温脱皮, 大豆经清理 后, 直接进第一道破碎机后面的分级 干燥器, 温加热后进第二道破碎机; 如果生产普通豆粕, 可以选用冷脱皮 工艺, 清理后大豆直接进入第二道破 碎机, 经分级冷却器后进入压坯机。 在该工艺中除出料、出皮灰带走少量 热量排空外, 热气流可循环使用, 加 热器加热补充的新鲜空气, 在压坯前 明显地增加热空气, 以调节豆仁温度 和水分。在热脱 皮工艺中, 大豆 在 120~ 145 受热 时间 只有 1~ 3min, 其他均在 80~ 90 的温热气流中, 大 豆蛋白变性小。与传统工艺不同, 在 压坯前已调整好大豆, 水分能满足入 浸要求, 无需在压坯后设干燥设备。 3. 仁中含皮量及影响因素分析 在热脱 皮中出来的皮 含油率 1 5% , 若降低皮中 含油率, 豆粕 蛋 白含量也随之下降。经观察, 生产豆 粕在蛋白含量 46% ~ 47% 时, 皮中含 油低于 1% ; 若生产 47% 以上蛋白
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
一、简介
降低豆皮含油
注册时间 2011年4月
注册编号
GOSGO-20111-10
小组活动时间
2011年1月-12月
活动类型 现场型
小组成员 6人
小组成员概况
姓
施
名
强
年龄 35 30 34 27 31 25
文化程度 大专 大专 中技 本科 大专 本科
公司职务 榨油厂厂长 榨油厂主任 榨油工程师 榨油厂班长 榨油厂班长 职员
根据上述末梢原因分析确定的要因,我们需要解 决的是提升豆皮筛处理量,提高豆皮筛的筛选分离能 力。由此要因分析,我们就此确定解决方案。
负责 人 地 点 检 查 人
要因
对策
总目标
措施
时间
豆皮筛 处理能 力不足
提升豆 皮筛处 理量, 提高豆 皮筛筛 选能力
提高豆皮筛的瞬 时处理量,提升 对小豆皮及豆末 的筛分能力。
2011.1月 2011.2月
2011.3月 2011.4月 2011.5月 2011.6月
38701 60089 27936 39533
0.71% 0.70% 0.69% 0.69%
2011.7月
2011.8月 2011.9月 豆皮含油平均值
75984
45737 54110
0.68%
0.68% 0.67%
榨油一厂原有豆皮筛是按照3000T/D的产能进行选型的, 现实际产能已提高到了3200T/D,但是仍就使用按原来 T/D的产能选型的豆皮筛。豆皮筛的处理量远远小于实际豆 皮的产出量,因此豆皮在筛面的筛分不足,不能对组分充 分筛分,从而导致没有被筛除的小豆皮(主要是大豆粉末) 随大豆皮一起进入豆皮粉碎机进行粉碎,最终导致豆皮含 油升高,也导致了效益损失。
结论:是要因
要因确认
确认3:破碎机破碎粒度过小
1.生产操作要求人员具有熟练的操作技 能和高度的责任心,并且每班都有经验 丰富的班长负责破碎的检查和调节,时 刻保证破碎指标。 2.车间按照要求必须每4小时检查破碎机 破碎情况。当出现偏离情况时,立即进 行调节,直到达到标准要求为止。
结论:非要因
要因确认
十二、效益分析
本次改造预计每年可为创作效益
30.26万元
十三、活动总结
总结:通过本次活动,让我们充分体会到团队合作的意义, 集体的力量是巨大的。全体成员提高了团队意识,创新精神, 提高了个人专业技能,工作热情也空前高涨。
序号
1 2 3 4 5
项目
团队意识 质量意识 个人技能 工作热情 QC工具运用技巧
组内职务 组长 副组长 副组长 组员 组员 组员
组内分工 方案总策划 方案实施与协调 方案实施与协调 方案实施 方案实施 数据统计
张剑锋 田志国 郭 岩
周立东
杨 宁
榨油厂简介 榨油厂以大豆为原料,生产毛油和不同规 格的豆粕,大豆加工设计产能7000吨/天。在公 司领导的正确指引和悉心关怀下,过去的11年 里榨油厂一路披荆斩棘、勇闯先锋,一直担当 集团排头兵的角色。在节能技改方面也开创了 很多集团的先河且每年都有大的手笔,如:09年 的零排放改造、10年的DR105翻转等,可以说这 个团队是一支“善于创新”, “勇于亮剑”的 团队。
人
操作人员责任心不强, 破碎的调节、筛网检查、 筛网安装等操作环节存 在疏忽,没有达到要求
车间温度高,噪声大
品控人员测量不准确
生产工艺落后 控制指标不科学
环
测
法
榨 油 一 期 豆 皮 含 油 高
针对影响利用率的8个末端因素,制定了要因确认计划表
序号 1
末端因素 操作人员责任心不强
确认方法 现场调查
8
品控人员测量不准确
现场调查
施
强
2011年1月15日
豆皮段工艺
加热豆 加热豆破碎 破碎豆 压胚 胚片 浸出制油
小豆皮 组分:大豆粉末、 豆皮粉末
旋风分离
混合豆皮
豆皮筛筛分
中豆皮 豆皮破碎 成品豆皮
大豆皮
七、要因确认
要因确认
确认1:操作人员责任心不强、筛网检查、筛网安装等操作环节
存在疏忽,没有达到要求
结论:非要因
要因确认
确认8:品控人员测量不准确
公司品管团队业务精良,检验结果精准。 并且当检测结果波动较大时,车间会增 送样品,品管增测样品,以确定检测样 品的真实性。
结论:非要因
要因确认
通过对末梢原因逐一论述分析,最后我们找到了 造成榨油一厂豆皮含油高的主要原因:
豆皮筛处理量不足
九 、 制 定 对 策
P
D C
★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★
总结和下 一步打算
A
三、选
客观存在
题
理
由
榨油一厂豆皮含油相对较高。
导致结果
对毛油、和豆粕的产出率产生影响 。
公司鼓励
创新挖潜、节支增效。
车间措施
查找原因,从源头上解决豆皮含 油较高问题。
四、现状调查
通过对2010年榨油一厂、榨油二厂全年化验报表的系 统统计计算,得出: (1)榨油二厂全年豆皮含油年平均值为0.74%。
活动前(分)
14 12 16 14 11
活动后(分)
19 19 19 19 18
备注:每项20分,总分QC小组活动过程,小组成员进行了认 真总结,认为小组成员在这次QC活动后,QC知识以 及QC工具使用水平有一定程度的提高,但仍有很大 的不足,在今后工作中将会对此不断改善和提高, 打造一支热爱QC活动的骨干队伍。下一课题小组准 备对115/116风机做二次积尘改造,以进一步降低 厂区粉尘。
确认4:原粮品质差
1.榨油一厂所使用的原料大豆是集团按 照质量标准要求统一采购而来,品质能 够得到相应的保障。 2.每两小时车间会取原粮,送至化验进 行检验,进一步保证加工的原粮品质 。
结论:非要因
要因确认
确认5:大豆加热器出料温度低
车间大豆加热器的加热蒸汽压力始终控 制在0.95-1.05bar之间,出料温度始控 制在65℃至70℃(集团统一要求),现 场安装温度及压力传感,由操作柜通过 PRC进行监控和调节。以保证工况稳定, 保证出料温度平稳。
2、目标值确立依据
小组人员结构合理 领导十分重 视
同类生产线豆皮含油 能够达到较低水平
相关设备厂家 提供设备技术 支持
因此我们有能力和信心完成这项任务。
六、原因分析
全小组集思广益,对榨油一厂豆皮含油高的情况进行 了分析,整理如下:
料
原粮品质差 DR105出料温度低
机
破碎机破碎粒度过小 豆皮筛处理量不足
--秦皇岛金海粮油 榨油厂灯塔QC组
大 家 注 意 啦
,
了! 场 登
的
榨 油 厂
上 QC
马
质量天枰
1吨(毛油+豆粕)
1吨(豆皮)
价值天枰
1吨(豆皮)
1吨(毛油+豆粕)
单价
豆粕:3000元/吨
毛油:8450元/吨
豆皮:1400元/吨
幻 灯 汇 报 正 式 开 始
降低榨油一期豆皮含油
汇报人:杨宁
原豆皮筛
新豆皮筛
十一、效果检查 十一、效果验证
经过改造,更换新的 豆皮筛后,是否达到了降 低榨油一厂豆皮含油的效 果呢?车间对改造后统计 了豆皮含油的变化情况, 并与去年同期豆皮含油情 况进行了一一对比,结果 如下:
十一、效果验证
时 间 大豆加工量
46893 38839
榨油一厂豆皮含油
0.75% 0.74%
豆皮段工艺简介
加热豆 加热豆破碎 破碎豆 压胚 胚片 浸出制油
小豆皮
旋风分离
混合豆皮
豆皮筛筛分
中豆皮 豆皮破碎 成品豆皮
大豆皮
二、活动计划
行 动 选择课题 现状调查 活动目标 与可行性 分析 原因分析 确定要因 制定对策 对策实施 效果检查 巩固措施 1月 ★ ★ ★ ★ ★ ★ ★ 2月 3月 4月 5月 6月 7月 8月 9月 10 月 11 月 12 月
(2)榨油一厂的豆皮含油年平均值为
0.77%。
五、活动目标与可行性分析
1、确立目标
将榨油一厂的豆皮含油降至与榨油二厂豆皮 含油平均值一致 ,使一厂豆皮含油由0.77%降至 0.72%,在2010年的基础上降低0.05个百分点。
0.77%
2010年豆皮 含油年平均值
0.72%
目标值
目标柱状图
五、活动目标与可行性分析
单靠改造3至9月,豆皮含油就降至到了0.69%
十一、效果验证
0.77% 0.74% 0.72%
2010豆皮含油 目标值 2011年2月
0.69%
2011年3至9月
目标柱状图
(1)车间通过对生产细化生产操作,2011年2月,一期豆皮含油从2010年的 0.77%降到了0.74% (2)通过2011年3月的豆皮筛改造,3至9月一期豆皮含油平均值从改造前的 0.74%降至到了改造后的0.69%,降低了0.05个百分点,设定目标值0.72% 超额实现。
1.生产操作要求人员具有熟练的操作技能和高度 的责任心,并且每班都有经验丰富的班长及主操 共同完成,时刻注意生产工艺指标的变化。 2.车间按照要求必须每7天检查筛网完好情况、 筛网安装由专人检查确认。当出现偏离情况时, 生产人员将立即进行调节,直到达到标准要求为 止。
结论:非要因
要因确认
确认2:豆皮筛处理量不足
十二、效益分析
十二、效益分析
1、此次投入活动资金:豆皮筛+安装费+材料费= 23万元 2、改造后年效益 引用: A、一厂按日产豆皮150吨计 B、降低豆皮含油0.05%计 C、一厂全年开按10个月计 D、豆粕单价按3000元计 E、毛油单价按8450元计 F、豆皮单价按1400元元计 (1)改造后每年多产出毛油量(吨): 折合人民币=毛油单价*多产出毛油量 =8450元* 22.5 吨 = 19.01 万元