圆柱螺纹量规校准方法
螺纹通止规基本尺寸与校正
用 圆 弧 半 径
犷2
连 接
::})
0.029 0.036 0.043
0.050 0.058 0.065
0.072 0.086 0.1
mm
24
0.007 0.009 0.011
0.012 0.014 0.016
0.018 0.022 0.025
0.75
0.8
1
0.094 0.1 0.125
校止一通 螺纹塞规
检查新的通端螺纹环 截短的外螺纹牙型, 允许与新的通端螺纹环规两端的
T Z 规的单一中径
见图 5
螺纹部分旋合,但旋合4t应不超
过一个螺距
检查使用中通端螺纹 截短的外螺纹牙型, 允许与通端螺纹环规两端的螺纹
TS 环规的单一中径
见图 5
部分旋合,但旋合量应不超过 -
个螺距
Z T 检查新的止端螺纹环 完核的外螺纹牙型, 应与新的止端螺纹环规旋合通过
毛作 螺 纹 量规:系指操作者在制造工件螺纹过程中所用的螺纹量规。 验收 螺 纹 最规:系指检验部门或用户代表在验收 工件螺纹时所用的螺纹量规。 校对 螺 纹 量规:系指在制造工作螺纹量规时和检验使用中的工作螺纹量规是否已经磨损所用的螺
纹量规。
1 总则
1.1 本标准规定的数值是以标准的测量条件为准,即:温度为20*C ,测量力为零。 1.2 螺纹量规的名称、代号、功能、特征及使用规则见表 1。
WNG
ZPL
通 端
通 端
止 端
止 端
螺纹环规 螺纹塞规 螺纹 环规 螺纹塞规
24至 50
8
6
6
10
一4
0
10
螺纹通止规校对方法

首先校对塞规建立被校对环规的尺寸。
校对塞规也被叫做检验规。
检验“check”字样会打在柄部和头部。
他们应是修正型(truncated type),既有全形齿,又有修正齿部分。
他们的三元素(中径,半角,全角)均需按W级精度制造。
W级允许校对环规更接近产品极限的最大值和最小值,使得零件有最大合格比。
校对塞规在使用前必须检查是否公差正确,表面无划痕,堵塞,或其他缺陷。
如在校对规或环规表面发现有损伤,则应弃用,因为在可能的紧密啮合中,其中一只上的划痕可能刮伤或损坏另一只的表面校对规在有效中径部分必需保持合适的直线度。
他们在实际使用中,前端可能磨损较快。
无论如何请使用以下推荐程序以帮助延长校对塞规的直线度寿命1. Thoroughly clean both the ring and the setting plug in a good cleaning solution and jet blow dry ( or clean ultrasonically). Then visually inspect to make sure all foreign material in the thread has been removed and no nicks or burrs are present.彻底清洗环规与校对塞规,并吹干或超声波清洗。
然后观察所有螺纹内的外来物确认已被清除,并无划痕和毛刺。
2. Lubricate the setting plug with a thin film of light viscosity oil before inserting into the ring gage.用带清油的胶片润滑校对塞规3. Turn the locking screw counter-clockwise until it is loosened.反时针拧松锁紧螺钉4. Turn the adjusting screw clockwise, which opens the ring to a larger pitch diameter than the setting plug.顺时针调节螺钉,这使环规开口,并使中径比校对塞规的大。
三种螺纹测量方法的比较

本文介绍了几种螺纹参量的测量方法:综合测量法(量规测量法)、三针测量法和仪器测量法等,并对这几种测量法进行了比较。
综合测量法(量规测量法)测量螺纹效率高,三针测量法适合测量外螺纹中径,仪器测量法则可以一次测出多个参数。
一、综合测量法(量规测量法)螺纹的检验可用综合测量,也可单项测量。
螺纹量规检验螺纹属综合测量。
螺纹量规的形状和被测螺纹量规的形状相反,通规与止规配对使用。
目前工厂使用的螺纹量规一般按图1所示的传递系统传递。
由图1可看出,内、外螺纹制件均可通过一种合格的螺纹量规以旋合法检验,其基本要点是:1)螺纹基本尺寸集中控制在外螺纹量规上,这是因为外尺寸简单,易达到足够的准确度。
2)螺纹量规(塞规或环规)与制件旋合,是一种理想的螺旋副,这时检验制件的塞规或环规就是一种传递尺寸的理想标准,它满足量学上的一个基本准则,即量规仅用基准尺寸与被检制件进行比较,通过的量规(1_r、1Y 、T)是全牙形,它控制被检制件的全部尺寸,不通过量规(TZ、zZ、Z),则是截短牙形,它只控制被检制件的实际螺纹中径尺寸。
图1 螺纹量规的传递系统螺纹与制件旋合,可出现四种典型情况:1)量规与制件半角相等,但其中有一个偏斜,只要中径不一样,它们能旋合,但牙面是点接触。
2)螺距不同,但只要内螺纹中径~gp[-螺纹中径足够大,同样也可能出现点接触。
3)中径一样大,半角不同,这时不能旋合。
4)半角不同,但中径有足够差别,它们也可旋合。
因此,只要采用通端和止端的两种量规,就可对螺纹制件的全部尺寸(螺纹内径、中径、外径、螺距、牙型角)进行综合检查。
1.1 检验内螺纹的量规1)通端工作塞规用以控制被检内螺纹的大径最小极限尺寸和作用中径的最小极限尺寸,其牙型完整,螺纹长度与被检螺纹长度一样,一般8~9扣,合格标志为顺利通过被检内螺纹。
2)止端工作塞规控制被检内螺纹的实际中径,为消除牙型误差,制成截断牙型,为减少螺距误1 1差影响,其扣数为2 1~3 扣,合格标志是不能通过,但可以部分旋入,多于4扣的内螺纹旋入量不得多于2扣;少于4扣的,两端旋入量不得多于2扣。
螺纹通止规使用方法【干货技巧】

螺纹通止规分别用两个环规往要被检测的外螺纹上拧(顺序随意)。
(1)通规不过,(拧不过去)螺纹中径大了,产品不合格。
(2)止规通过,中径小了,产品不合格。
(3)通规可以在螺纹的任意位置转动自如,止规拧一至两三圈,可能有时还能多拧一两圈,但螺纹头部没出环规端面就拧不动了,这时说明检测的外螺纹中径正好在“公差带”内,是合格的产品。
扩展资料:圆柱螺纹主要几何参数:外径(大径),与外螺纹牙顶或内螺纹牙底相重合的假想圆柱体直径。
螺纹的公称直径即大径。
内径(小径),与外螺纹牙底或内螺纹牙顶相重合的假想圆柱体直径。
中径,母线通过牙型上凸起和沟槽两者宽度相等的假想圆柱体直径。
螺距,相邻牙在中径线上对应两点间的轴向距离。
导程,同一螺旋线上相邻牙在中径线上对应两点间的轴向距离。
牙型角,螺纹牙型上相邻两牙侧间的夹角。
螺纹升角,中径圆柱上螺旋线的切线与垂直于螺纹轴线的平面之间的夹角。
维护保养:修理维护a、不要把两个量规的工作表面配合在一起保存,否则两个工作表面会相互胶合,加外力分开时会受到不必要的损伤。
b、量规使用完毕,要用清洁的棉纱或软布擦干净,放在专用木盒内,然后收存到工具柜里;片形量规也可以挂在工具柜里。
如果天气潮湿或隔一段时间才能使用时,擦干净后在涂上一层无酸凡士林或防锈油。
保管量规的地方必须干燥。
c、量规要定期检查,一般检查周期为6-12个月。
d、不论是经常使用的量规还是不经常使用的量规,都要定期进行外部检查,看有没有损伤、锈蚀或变形。
假如,发现量规开始生锈,应及时放进汽油内浸泡一段时间,再取出仔细擦干净,并涂上防锈油。
e、使用期间,要把量规放在适当的地方,如工具柜的台面上或机床不动部分的木垫板上,不要放在机床刀架上或机床导轨上,以免造成损坏。
螺纹塞规单一中径校准结果的CMC评定:外螺纹
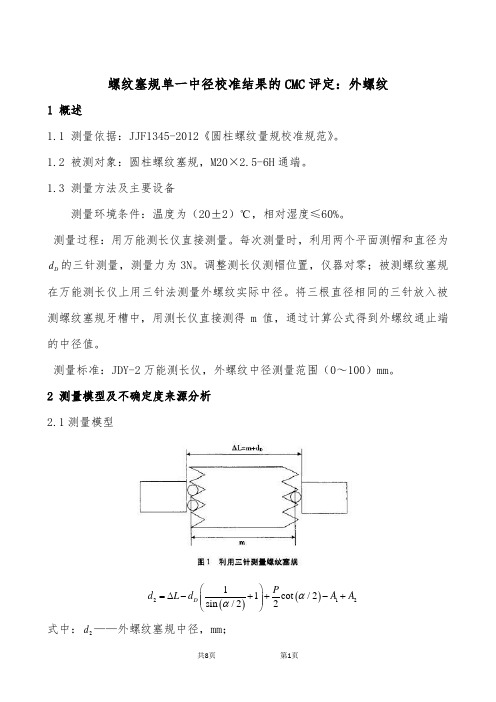
螺纹塞规单一中径校准结果的CMC 评定:外螺纹1 概述1.1 测量依据:JJF1345-2012《圆柱螺纹量规校准规范》。
1.2 被测对象:圆柱螺纹塞规,M20×2.5-6H 通端。
1.3 测量方法及主要设备测量环境条件:温度为(20±2)℃,相对湿度≤60%。
测量过程:用万能测长仪直接测量。
每次测量时,利用两个平面测帽和直径为D d 的三针测量,测量力为3N 。
调整测长仪测帽位置,仪器对零;被测螺纹塞规在万能测长仪上用三针法测量外螺纹实际中径。
将三根直径相同的三针放入被测螺纹塞规牙槽中,用测长仪直接测得m 值,通过计算公式得到外螺纹通止端的中径值。
测量标准:JDY-2万能测长仪,外螺纹中径测量范围(0~100)mm 。
2 测量模型及不确定度来源分析 2.1测量模型()()21211cot /2sin /22D P d L d A A αα⎛⎫=∆-++-+ ⎪ ⎪⎝⎭式中:2d ——外螺纹塞规中径,mm ;L ∆——被校螺纹塞规位移量,mm ;D d ——三针直径,mm ;/2α——牙型半角标称值,°;P ——螺距标称值,mm ;1A ——螺旋升角修正值,mm ; 2A ——测量力修正值,mm2.2 灵敏系数L ∆的灵敏系数:21==1d c L∂∂∆ D d 的灵敏系数:()22==-1/sin /21=3D d c d α∂+-⎡⎤⎣⎦∂ /2α的灵敏系数:()2302cos 2===8.31/sin 22D d c d d um rad ααα⎛⎫⎪∂⎝⎭--⎛⎫∂ ⎪⎝⎭P 的灵敏系数:24cot 2===0.8662d c P α⎛⎫ ⎪∂⎝⎭∂1A 的灵敏系数:251==-1d c A ∂∂ 2A 的灵敏系数:262==1d c A ∂∂ 2.3 方差()()()()()()()2222222222222212345162/2c D u d c u L c u d c u c u P c u A c u A α=∆+++++2.4标准不确定度来源分析(1)被校螺纹塞规位移量引入的标准不确定度()u L ∆的评定由以下6个分项构成: A . 被校螺纹塞规测量重复性引入的标准不确定度()1u L ∆ B . 测长仪对零不准引入的标准不确定度()2u L ∆ C . 测长仪安装定位不准引入的标准不确定度()3u L ∆ D . 测长仪示值误差引入的标准不确定度()4u L ∆ E . 温差变化引入的标准不确定度()5u L ∆ F .线膨胀系数差异引入的标准不确定度()6u L ∆(2)三针示值误差引入的标准不确定度()D u d(3)牙型半角/2α标称值引入的标准不确定度2u α⎛⎫⎪⎝⎭(4)螺距P 标称值引入的标准不确定度()u P (5)螺旋升角修正值1A 引入的标准不确定度()1u A (6)测量力修正值2A 引入的标准不确定度()2u A 3 标准不确定度分量评定 (1)()u L ∆的评定 A .()1u L ∆的评定被校螺纹塞规测量重复性引入的标准不确定度()1u L ∆采用A 类评定。
螺纹量规使用方法
螺纹量规使用方法螺纹量规用来测量螺纹工件的综合误差(中径、螺距和牙型半角误差等),使测螺纹在极限尺寸以内,以保证螺纹结合件的互换性。
这种测量属于螺纹的综合测量,优点是测量简便、效率较高,而且比较可靠;缺点是只能判断螺纹工件是否合格,而不能测得实际尺寸。
螺纹工件综合测量主要取决于螺纹量规的尺寸准确和正确使用。
目前工厂使用的螺纹量规一般是按下列传递系统传递的,从传递系统可看出两点:①螺纹尺寸的控制都集中到外螺纹上,这是因为控制外螺纹的尺寸比控制内螺纹的尺寸简便,容易达到一定的精确度;②测量时,螺纹量规(塞规和环规)与被测螺纹旋合构成一个理想的螺旋副,量规作为基准与被测螺纹进行比较,确定被测螺纹的合格性。
采用螺纹量规进行综合测量只控制螺纹的作用中径和实际中径。
合格的工件必须是通端能旋进去,止端只能旋入1-2 扣。
通端螺纹量规控制作用中径,其牙型必须是完整的,而且长度应等于旋入长度;止端螺纹量规控制实际中径,则牙型必须做成钝牙(即截短牙型),以减少量规的螺距误差和牙型半角误差对测量。
具体使用方法如下:一、使用方法螺纹通止规分别用两个环规往要被检测的外螺纹上拧(顺序随意)。
1、通规不过,(拧不过去)螺纹中径大了,产品不合格。
2、止规通过,中径小了,产品不合格。
3、通规可以在螺纹的任意位置转动自如,止规拧一至两三圈,可能有时还能多拧一两圈,但螺纹头部没出环规端面就拧不动了,这时说明检测的外螺纹中径正好在“公差带”内,是合格的产品。
二、注意事项1、使用前,应清除掉工件检验部分铁屑,防止划伤螺纹塞规或螺纹环规牙面。
使用后用干净布擦净螺纹量规上的油污,在量规的测量面涂上防锈油。
2、螺纹量规为精密量具,轻拿轻放,严防磕碰工作面。
3、螺纹量规放置地点要防振动、防滑落、防碰伤工作面或滑入深沟遗失。
4、螺纹量规应定置摆放于无酸性、无碱性气氛的地方保存。
不允许与工具(榔头、钳子等)、刀具、零件等杂物混放,不允许与其他量具触碰、叠放。
螺纹量规使用方法
螺纹量规使用方法
螺纹量规是一种测量螺纹规格的工具,包括内螺纹和外螺纹。
以下是螺纹量规的使用方法:
1. 准备工作:检查螺纹量规的整体状况,确保刻度清晰可读,测量面无划痕和损伤。
清洁量规测量面。
2. 选择正确的螺纹量规:根据要测量的螺纹规格和尺寸,选择相应的内螺纹或外螺纹量规。
3. 测量内螺纹:将量规的外部放置于螺纹孔中,确保与螺纹孔壁有良好的接触。
缓慢旋转螺纹量规,直至量规与螺纹孔的螺纹完全吻合。
读取量规上所示的尺寸。
4. 测量外螺纹:将内螺纹量规的螺纹刺入螺纹的外表面,确保与螺纹完全吻合。
缓慢旋转螺纹量规,直至量规与螺纹的外轮廓完全吻合。
读取量规上所示的尺寸。
5. 记录结果:将测量结果记录下来,以备后续分析和比较使用。
6. 清理量规:在使用完毕后,清理量规的测量面,确保无灰尘和污物。
需要注意的是,使用螺纹量规时需要轻拿轻放,避免碰撞和损坏。
此外,为了确保测量结果的准确性,还需要进行定期的校准和保养。
螺纹环规使用方法
螺纹环规使用方法:分别用两个环规往要被检测的外螺纹上拧(顺序随意)。
(1)通规不过,(拧不过去)螺纹中径大了,产品不合格。
(2)止规通过,中径小了,产品不合格。
(3)通规可以在螺纹的任意位置转动自如,止规拧一至两三圈,(可能有时还能多拧一两圈,但螺纹头部没岀环规端面)就拧不动了,这时说明你检测的外螺纹中径正好在“公差带”内,是合格的产品。
螺纹环规用于测量外螺纹尺寸的正确性,通端为一件,止端为一件。
止端环规在外圆柱面上有凹槽。
当尺寸在100毫米以上时,螺纹环规为双柄螺纹环规型式。
规格分为粗牙、细牙、管子螺纹三种。
螺距为毫米或更小的2级精度及高于2级精度的螺纹环规和螺距为毫米或更小的3级精度的锥度环规都没有止端,“螺纹环规”是一种“量具”是用来检测标准外螺纹中径的,两个为一套,一个通规,一个止规。
两个光面环规的内螺纹中径分别按照标准螺纹中径的最大极限尺寸和最小极限尺寸制造的,精度非常高。
规格品种与常用外螺纹(螺丝)规格品种一样多。
螺纹环规使用方法:分别用两个环规往要被检测的外螺纹上拧(顺序随意)。
(1)通规不过,(拧不过去)螺纹中径大了,产品不合格。
(2)止规通过,中径小了,产品不合格。
(3)通规可以在螺纹的任意位置转动自如,止规拧一至两三圈,(可能有时还能多拧一两圈,但螺纹头部没岀环规端面)就拧不动了,这时说明你检测的外螺纹中径正好在“公差带”内,是合格的产品。
螺纹环规螺纹量规通规模拟被测螺纹的最大实体牙型,检验被测螺纹的作用中径是否超过其最大实体牙型的中径,并同时检验底径实际尺寸是否超过其最大实体尺寸。
螺纹塞规检验方法:如果被测螺纹能够与螺纹通规旋合通过,且与螺纹止规不完全旋合通过(螺纹止规只允许与被测螺纹两段旋合,旋合量不得超过两个螺距),就表明被测螺纹的作用中径没有超过其最大实体牙型的中径,且单一中径没有超出其最小实体牙型的中径,那么就可以保证旋合性和连接强度,则被测螺纹中径合格,否则不合格。
螺纹量规扫描测量仪径向测量示值误差不确定度分析
螺纹量规扫描测量仪径向测量示值误差不确定度分析
王荣峰;曹迪;文浩;黄梓劲;周亦泉
【期刊名称】《机电工程技术》
【年(卷),期】2022(51)12
【摘要】螺纹量规扫描测量仪作为螺纹测量的一种检测仪器,因其突出的检测速度和多参数检测能力,正逐渐占据着主要螺纹检测市场。
以瑞士丹青的MSXP10060机型为研究对象,致力于螺纹扫描测量仪径向测量示值误差的校准问题,依据JJF 1950-2021《螺纹量规扫描测量仪校准规范》中的校准方法,采用6种不同规格光面圆柱量规对其径向测量示值误差进行校准,建立测量模型,分析其主要不确定度来源,并对其不确定度进行评定。
经过与其他院所的校准结果进行比对验证,这种评定过程科学合理,结果有效,在今后的计量工作中,可依据该结果,采取必要措施,减少误差,提高准确度。
【总页数】4页(P314-317)
【作者】王荣峰;曹迪;文浩;黄梓劲;周亦泉
【作者单位】广东省肇庆市质量计量监督检测所//广东省汽车配件产业计量测试中心
【正文语种】中文
【中图分类】TH701
【相关文献】
1.钢筋保护层厚度测量仪钢筋直径示值误差测量值的不确定度评定及影响因素分析
2.压力测量不确定度评定基础知识讲座(七)第七讲航空发动机试验中电子扫描压力测量不确定度评定——电子扫描压力测量系统示值误差的测量不确定度评定
3.车轮径向载荷疲劳试验机径向加载力示值误差的测量不确定度评定
4.影像测量仪尺寸测量示值误差的不确定度分析
5.气动测量仪示值误差测得值的不确定度分析
因版权原因,仅展示原文概要,查看原文内容请购买。
螺纹通止规基本尺寸与校正
由通端螺纹环规或通端螺纹塞规中径公差带的中心线到其磨损极限之间的距离 由止端螺纹环规或止端螺纹塞规中径公差带的中心线到其磨损极限之间的距离 由通端螺纹塞规中径公差带的中心线到工 件内螺纹中径下偏差之间的距离 由通端螺纹环规中径公差带的中心线到 f 件外螺纹巾径上偏差之间的距离
螺距
尸
S
截短螺纹牙型的I隙槽相对于螺纹牙型的允许偏移量 A J
完整螺纹牙型的半角公差
7 ' 0 z '
T a 0 }
T ,
截短螺纹的中径公差 _ T d 分别为 〔 o , , T
7 . p TL P T R 川G o WN G
螺纹量规的螺距公差
完整的外螺纹牙型,
见图 3
应与新的通端螺纹f规旋合通过 7
国家标准局1 8 1 一 , 9 3一 1 0 发布
1 8 0 0 实施 9 4一 8一 1
Ga 9 4 9 33 - 3
续表 1
螺纹 最规 名称
代
号
功
能
特
征
使
用
规
则
校通一止 螺纹塞规
检查新的通端螺纹环
TZ
截短的外螺纹牙型,
见图 5
允许与新的通端螺纹环规两端的
检查 上 件内螺纹的作
用中径和大径
完橄的外螺纹牙型,
见图 3
应与工件内螺纹旋合通过
检查工件内螺纹的单
止端螺纹塞规
Z
截短的外螺纹牙型,
见图 5
允许与工件内螺纹 两端的螺纹 部
一 中径
分旋合,旋合址应不超过两个螺 即;对于=个或少于二个螺距的
1 件内螺纹,不应完全旋合通过
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
圆柱螺纹量规校准方法
受控状态:
文件编号:
修订状态: B0
分发号:
编制:审核:批准:
日期:日期:日期:
会签与修订页:
1 目的
为了在公司内部开展校准工作,进行量值传递保证测量准确有效。
2 适用范围
本校准方法适用于直径200mm一下的普通螺纹量规,圆柱管螺纹量规和梯形螺纹量规的首次校准,后续校准和使用中的检验
3 依据
JJG 888-1995 圆柱螺纹量规计量检定规程
4 职责
4.1 计量中心负责圆柱螺纹量规校准方法的制定和修订。
4.2 计量人员负责按照规定进行圆柱螺纹量规的校准和作出判定并做好相应记录与标识。
5 工作程序
5.1环境条件
5.1.1 校准的环境要求:温度:20±2℃;湿度:≤70%
5.1.2 校准前应将被检仪器及标准检具同时置于平板上让其在平衡温度放置足够长的
时间。
5.2校准项目
5.2.1 外观检查
5.2.2 测微头的示值误差
5.2.3 示值误差
5.3 千分尺的校准方法
5.3.1 外观用目视的方法检查,螺纹量规的测面不应有锈迹,毛刺,黑斑,划伤等明显
影响外观和使用质量的缺陷,其他表面不应有锈蚀和裂纹。
螺纹量规的非工作面
上应有螺纹代号和中径公差代号等。
5.3.2 螺纹塞规通端的校准,应在螺纹工作段两端和中部三个直径截面且成90 º的两
个直径方向共6个位置上进行校准;其止端的校准应在两个直径截面且成90 º
的两个直径方向共4个位置上进行校准。
距量规工作面两端不够整牙之内不检。
5.3.3用三针法校准塞规中径:将三根直径直径相同的最佳三针按图1所示放在螺纹牙
槽中间。
当采用采用非最佳三针时,三针与牙侧的接触点偏离中径不应超过1/8
角边长,然后测出M值,通过换算求出中径d2。
5.3.4对于普通圆柱塞规可以用相同型号的环规分别检查,塞规通规通过环规不超过1
个半螺距为合格,塞规止规通过止环规不超过1个螺距为合格。
5.3.5环规校准:用相同型号的塞规分别检查,环规通规通过塞规不超过1个半螺距为
合格,环规止规通过止塞规不超过1个螺距为合格。
式中:d佳针:最佳三针直径,mm; P:公称螺距,mm; a/2:公称牙型半角,(º)
式中:M:仪器给出的测量值,mm; d针:三针直径,mm; C:综合修正值,mm
图1:
5.4判定要求:
按校准方法确定。
5.5校准周期:
B类:1次/1年; C类:1次
6 相关文件和记录
6.1校准报告
7 附录
无。