产品可追溯性演练
产品模拟追溯演练报告151120

产品模拟追溯演练报告为验证公司追溯系统的有效性,于2015年11月19日组织一次假定产品药残超标的模拟追溯演练,随机抽取成品批次号为2016.11.17的鸡天胸肉产品,由成品追溯到原料,再从原料追溯到成品。
一、参加人员:李虎、李军伟、魏洪亮、刘绍雷、马西刚、张继来二、追溯程序:1、原料追溯:食品安全小组人员查找该批次产品入库检查记录和原料接收记录等,发现用于该批次产品生产的原料是来自山东佳盈食品有限公司2015年10月12日屠宰的03399/007鸡场的原料,查看原料接收记录,发现该批次原料我公司共调入使用两次,查找该批CCP1原料验收记录均合格,发现原料到厂时间为:该批次原料两天全部领用,无库存。
2、原料解冻追溯:3、半成品切片追溯:4、滚揉追溯:5、内外包材追溯:生产批次2016.11.16查找包装记录,发现使用的内包装为PE袋D-B222,检验记录显示为合格,外包装箱为J-A281,继续查此包材的出入库记录,使用记录,都可以找到,符合要求。
6、内外包材追溯:生产批次2016.11.17查找包装记录,发现使用的内包装为PE袋D-B222,检验记录显示为合格,外包装箱为J-A281,继续查此包材的出入库记录、使用记录,都可以找到,符合要求。
7、辅料追溯:生产批次2016.11.168、辅料追溯:生产批次2016.11.177、成品追踪:查找包装及成品入库记录,发现成品生产批次为2016.11.16和2016.11.17,记录填写均符合要求。
成品生产批次为2016.11.16:a)生产成品的数量:3140袋b)成品已发货的数量:0袋c)成品库存留样的数量:包装前取样500gd)成品取样数量:包装前微生物检测取样200ge)成品库存:3140袋成品生产批次为2016.11.17:a)生产成品的数量:1090袋b)成品已发货的数量:0袋c)成品库存留样的数量:包装前取样500gd)成品取样数量:包装前微生物检测取样200ge)成品库存:1090袋二、成品批次2016.11.16追溯率:2.1包装袋PED-B222袋的追溯率:(以前使用数量+该批使用数量+损耗数量+库存数)/入库数量X100%=(3858+3140+10+4592)/11600X100%=100%2.2包装箱J-A281的追溯率:(以前使用数量+该批使用数量+损耗数量+库存数)/入库数量X100%=(0+314+1+7155)/1030X100%=100%2.4原料追溯率:切片后数量/调入原料数量X100%=2510/2865X100%=87.6%,符合公司原料到半成品出成80-90%的要求。
产品模拟追溯演练报告

产品模拟追忆操练报告为了考证本公司产品的表记和可追忆性控制程序的有效性,2017年 8 月 16 日质量部负责组织了一次产品模拟追忆操练。
模拟操练程序:从成品到原辅料追忆人员依据该订单产品的名称美悦达加湿器,产品订单号码为NL290,订单总数目为20000 件,往前追究记录《物料领用单》(内、外包装)、《原料进出库记录》,有关的查验记录。
发现:该批产品使用的内包装批号为 ND10003 由广州安新有限公司供给,2017 年 5 月 29 日购进,数目 3000 个,各项指标合格,生产车间领用2000 个,库存 1000 个。
外包 1 装批号为 ZX10003,由东莞市石岛盛华包装制品厂供给,2017 年 5 月 28 日购进,数目 800 个,各项指标合格,生产车间领用310 个,库存 490 个。
机壳批为 041J,2017 年 5 月 25 日购进 500 个, 生产车间领用 300个,该批原料《原产地》、《卫生证》齐备、《官方查验报告》及公司内部自检结果合格。
连续查找此批产品的CCP 监控记录和该产品全部详细生产的所有记录表格,都能够找到。
经过此次模拟追忆操练证明我公司的产品追忆系统运转有效,对于降低公司的风险起到重点的作用,希望全体职工还要努力,连续改进追忆系统。
详细信息见有关质量记录。
模拟操练程序:从原想到成品原料批 071J,CCP 查收记录合格,数目500 个,共分 8 个生产批使用统计以下生产批使用原料数目(个)备注0J300J501J201J101J布个1J布个1J101J201J201J40总计500除掉送样,做样品等合理亏欠,追忆完好。
模拟操练程序:从内包装到成品内袋批号 ND10003,数目 3000 个,使用状况以下生产批使用数目备注1J310 个1J310 个1J555 个1J600 个1J580 个1J575 个共计2930 个节余 70 个做内销用模拟操练程序:从外包装到成品纸箱批号 ZX10003,数目 650 个生产批使用数目备注1J310 个1J310 个共计620 个节余 30 个做内销用各样记录详见附表。
食品企业模拟召回追溯演练汇总精选全文

可编辑修改精选全文完整版]模拟召回追溯]演练汇总演练时间:2023 年 4 月1 日\产品模拟召回及追溯演练打算主题:食品安全与安康同行,随着人们的安康安全意识不断上升,食品安全已经成为全社会关注的焦点。
我公司将食品安全作为治理核心,制定防范措施,提高我公司应对突发产品质量问题的治理力量。
公司定期对假定消灭食品安全问题的产品进展召回模拟演练,对问题产品的原料来源、检验状况、生产过程、销售去向进展追溯。
目的: 1、贯彻落实国家食品药品监视治理总局公布的《食品召回治理规定》,明确食品召回的级别及相关要求,有利于我公司建立健全相关治理制度,收集、分析食品安全信息。
2、提高我公司对产品突发大事的应急治理工作的力量,保证产品的安全卫生质量。
3、提高产品消灭危害性或潜在危害时的应变力量和主动撤回的执行力,进一步完善我们的市场监察和售依据:《中华人民共和国食品安全法》、《中华人民共和国产品质量法》、《中华人民共和国标准化法》、《国家总局食品安全突发大事应急反响预案》《食品召回治理规定-质检总局第 98 号令》等国家或出口国的相关法律、法规及本公司“产品标志、质量追溯与召回”程序文件。
后效劳工作,将危害程度和范围消退或降低到最小程度。
模拟时间:2023 年4 月1 日参与部门:食品安全小组负责,各部门协作。
打算内容:本次模拟召回假定公司已经销售发货的产品XXXXXXX,批号为XXXXXXXX,质检部在进展封存样品复检抽查时,觉察该批次产品霉菌超标,可能会给消费者安康造成危害,本着对消费者负责的态度,食品安全小组打算申报最高治理层马上启动召回程序,将本次产品召回,并给客户重发货,并担当相应的损失,开头进展演练。
^演练流程设计:1、品管部将假定问题通知技术部主管〔兼召回小组组长〕,本年度模拟召回和追溯演练正式启动;2、召回会议:食品安全小组组长快速召开产品召回紧急会议, 确定此次召回产品和缘由,并依据产品销售范围将本次召回等级设立为三级召回,制定召回步骤和期限;3、以召回组长为核心,带着各部门按方案进展模拟实操,在演练过程中突发向各部门索要各种记录、报告和相关资料,考察各部门的应急反响,协作协调力量和执行力;4、后续处理:演练进入其次阶段,数据收集,进展汇总评审;5、演练完毕:通过模拟召回及追溯演练,完成问题产品的正反两方面追溯,考察本公司追溯系统的适宜性、完整性,使公司质量体系日常执行得到有效运用。
产品模拟追溯演练报告

有限公司产品模拟追溯演练报告目的:检验公司的追溯体系运行情况,进而对追溯体系进行完善改进并保持有效性。
时间:地点:参加人员:模拟演练程序:从成品到原料追溯人员抽取批次产品(,数量kg),对此批次产品进行模拟追溯。
一、原辅料情况:查生产领用记录及仓储部原料出库出库记录,该批次产品使用原料Kg,,来自于有限公司年月日到货原料批次(到货数量kg)。
品控部提供原料验收记录显示,入厂后CCP原料验收记录合格,符合原料标准要求,验收合格入库。
查采购部供应商档案显示,供应商内蒙古轩达食品有限公司为商检备案企业,各类资质证件齐全,供方评价合格有效。
所用内包装袋来自有限公司日到货的数量为个,本批次共领用个,批次号为;所用纸箱、垫纸来自于有限公司日到货的烤瓜子箱个,本批次领用纸箱个;所用胶带来自于有限公司日到货的数量为700个,本批次领用27个,批次号为。
经查证品控部的进货检验记录以上原辅料均符合公司的质量标准,而且采购部所提供的供应商档案中显示以上供应商的资质齐全、有效,生产车间领料单上的批次号、领用数量和仓储部的出库单上所显示的批次号、出库数量对应无误。
本批次使用原辅料符合公司质量质量标准,能满足产品安全加工的需要。
二、生产加工过程信息本批次产品的加工日期为,抽查生产记录:原料投料分时记录表、烘烤炉温度监控记录、烘烤瓜子管理表、X光机监控记录表、成品包装分时记录表等记录及时、内容完整、字迹清晰、数据真实有效,各相关栏目负责人都有签名,记录符合要求。
CCP控制点:查车间CCP2烘烤工序记录(烘烤炉温度监控记录),记录显示每半小时监控一次的烘烤温度、炉排转速,均符合本工序关键限值的要求(),所用温度控制器已经过官方检定校准并在有效期内;抽查车间CCP3 X光机探测工序记录(X光机监控记录表),记录显示车间有专人对探测器按操作要求进行班前及班中每一小时一次的演示牌试验来验证探测器的灵敏度,设备灵敏度符合关键限值的要求。
质量可追溯性模拟演练(检验-产品)记录

质量可追溯性模拟演练(检验-产品)记录
日期
演练日期:[日期]
演练目的
本次模拟演练旨在测试检验-产品环节在质量可追溯性方面的
能力和效率。
检验-产品环节在质量可追溯性方面的能力和效率。
演练内容
本次演练以产品流程为基础,模拟了从检验环节开始到生产流
程结束的全流程。
演练涵盖了以下内容:
1. 零部件检验的校验和审批过程
2. 零部件装配和生产检验记录的跟踪
3. 各个环节的检验合格标志和不合格标志使用
4. 整个流程中不合格品的处理及相关记录
演练结果
在本次演练中,检验-产品环节共检验了[数量]个产品,其中合
格品[数量]个,不合格品[数量]个。
所有记录均被妥善记录并储存。
问题和建议
演练过程中发现了以下问题:
1. 某些检验标准描述不够清晰
2. 部分记录无法方便地跟踪
3. 部分记录储存方式存有安全隐患
针对上述问题,提出了以下建议:
1. 对于标准描述不清晰的问题应及时更新
2. 优化记录跟踪和储存方式,确保可追溯性
3. 对记录储存进行归档和备份,确保安全性和可靠性。
结论
本次模拟演练充分检验和展示了检验-产品环节在质量可追溯性方面的能力和效率,同时也为相关环节发现问题和提出建议提供了重要参考。
模拟追溯演练报告(原料到成品)
ABC有限公司
产品模拟追溯演练报告
原料到成品
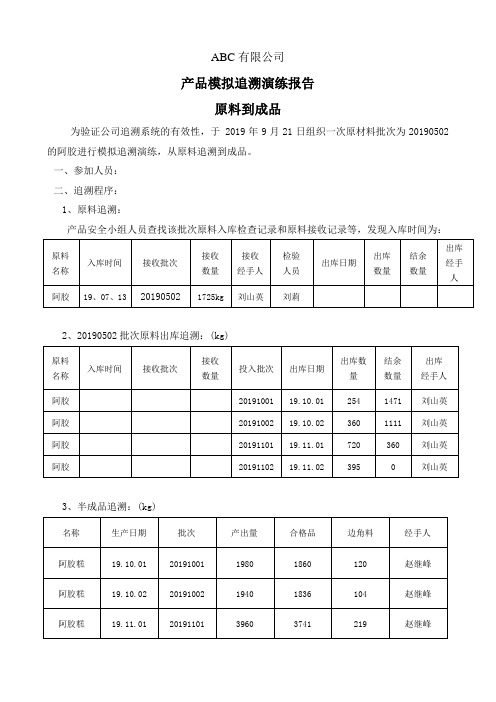
为验证公司追溯系统的有效性,于 2019年9月21日组织一次原材料批次为20190502的阿胶进行模拟追溯演练,从原料追溯到成品。
一、参加人员:
二、追溯程序:
1、原料追溯:
产品安全小组人员查找该批次原料入库检查记录和原料接收记录等,发现入库时间为:
2、20190502批次原料出库追溯:(kg)
3、半成品追溯:(kg)
4、成品追溯:(箱)
三、数据统计:
成品追溯率:
(发货数量➕库存数量➕取样➕留样)÷入库数×100%
出成率:
成品出成数量÷原料投入数量×100%
历史出成率:
历史成品出成率÷历史原料投入数量×100%
四、经过此次模拟追溯演练,证明我公司的产品追溯系统运行有效,对于降低公司的风
险起到关键的作用,希望全体员工还要继续努力,持续改进追溯系统。
四、本次追溯演练使用时间共计: 3 小时。
演练人:产品安全小组
2019年10月22日。
产品可追溯性模拟演练(成品-原料)记录
产品可追溯性模拟演练(成品-原料)记录
童城(福建)XXX进行了一次产品可追溯性模拟测试,
以验证其产品的可追溯性。
测试目的是为了在销售的产品存在危害性或潜在危害时,能够迅速有效地找到问题的关键点。
品管部全面负责,其它各部门全面配合。
测试流程从客户的订单开始追溯,包括客户订单、出库单、仓库成品(标识)、入库单、成品检验记录、工器具清洗消毒、生产巡检表、组装首检记录表、注塑、发泡生产日报表、注塑、发泡巡检记录表、注塑、发泡首检记录表、押出班生产日报表、原材料入库单、来料检验记录和原材料采购单。
随机选择了客户金语的订购单,然后在成品仓找到出仓单和成品标示卡,找到了该批产品的入库单、成品检验记录、包装日报表、车间巡检记录表,以及生产现场的各种相关记录表、个人卫生检查表、工衣清洗消毒记录表、微生物涂抹检测记录、工艺卫生检查原始记录、水分原始记录、原辅料投料记录表、生产车间各区域消毒记录、车间臭氧消毒记录、金属探测仪检测记录、易碎品检查记录处置表、筛网完整性检查记录、包材清洁消毒记录表、洗手消毒记录和生产任务单,以及原材料入库单、原料来料检
验记录和采购单。
测试结果表明,该公司的产品追溯系统是可追溯的。
产品可追溯性模拟演练记录

中山诚盈塑胶科技有限公司产品可追溯性模拟演练记录2014年2月28日,品管课针对公司成品进行一次产品可追溯性模拟测试,从客户的订单追溯至原材料,以验证公司产品的可追溯性。
1.目的:当销售的产品存在危害性或潜在危害是,能够迅速有效的做出判断,找到发生问题的关键点。
2.职责2.1品管课全面负责。
2.2其它各部门全面配合。
3.演练3.1追溯流程,从客户的订单开始追溯:客户订单→仓库成品(标识)→入库单→成品检验记录→组装日报表→组装巡检表→组装首检记录表→注塑、发泡生产日报表→注塑、发泡巡检记录表→注塑、发泡首检记录表→押出班生产日报表→原材料入库单→来料检验记录→原材料采购单。
3.2追溯源及相关信息:随机找到客户博科布一张的订购单:到成品仓找到成品:找到该批产品的入库单:组装巡检记录表:组装首检记录表:发泡、注塑日报表:注塑、发泡巡检日报表:注塑、发泡首检记录表:押出班生产日报表:原材料入库单:橡胶外胎入库单:原料来料检验记录;原料来料检验记录:橡胶胎皮来料检验记录:采购单:4.演练结果:演练证明,我公司的产品追溯系统是可追溯的。
审核:编制:当我被上帝造出来时,上帝问我想在人间当一个怎样的人,我不假思索的说,我要做一个伟大的世人皆知的人。
于是,我降临在了人间。
我出生在一个官僚知识分子之家,父亲在朝中做官,精读诗书,母亲知书答礼,温柔体贴,父母给我去了一个好听的名字:李清照。
小时侯,受父母影响的我饱读诗书,聪明伶俐,在朝中享有“神童”的称号。
小时候的我天真活泼,才思敏捷,小河畔,花丛边撒满了我的诗我的笑,无可置疑,小时侯的我快乐无虑。
“兴尽晚回舟,误入藕花深处。
争渡,争渡,惊起一滩鸥鹭。
”青春的我如同一只小鸟,自由自在,没有约束,少女纯净的心灵常在朝阳小,流水也被自然洗礼,纤细的手指拈一束花,轻抛入水,随波荡漾,发髻上沾着晶莹的露水,双脚任水流轻抚。
身影轻飘而过,留下一阵清风。
可是晚年的我却生活在一片黑暗之中,家庭的衰败,社会的改变,消磨着我那柔弱的心。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2014年产品可追溯性演练(成品到原材料)1、可追溯性演练
1.1演练模拟案例
假设批次号为20150308,客户为A的脱水蒜粒经品管部发现存在不合格问题,追溯其原因,验证其可追溯性和物料平衡性。
1.2产品不合格原因追溯
1.2.1追溯流程图
不合格产品通知单
成品检验报告单
生产通知单、领料单入库单、进仓单
采购核销清单
检验报告单
检测记录表
分析不合格品产生的原因
生产过程的损耗
纠正预防措施单
批号、品名、生产数量
规格、生产明细
所使用的原料批次、原料的采购数量、剩余的数量
相应的检测记录
1.3可追溯性的实施
A)2014年8月20日8:30由品管员提交《不合格产品通知单》,分别下达给厂务负责人,生产车间主要负责人,业务部,仓管。
B)8:44:质量负责人通知生产部、品管部、业务部、仓管召开会议C)品管根据投诉生产日期及品名联系仓管,了解该批所用用料
D)从产品出口检验合格单以及商品销售清单可以查出:生产日期为2014.06.25的阿尔卑花草茶包产品生产批号为:XM1102111133,订单号为20140608,品名:阿尔卑花草茶包,合同号为:PO1365-2,净含量216.6kg(其中阿尔卑花草茶20.g*15120包=30.24kg),于20140728销售28箱,客户为A客户。
(时间:9:00)
E)从生产通知单、领料单、进仓单和采购物资出入库台账可以查出该产品生产规格为2.0g/包,15包/盒/6盒/小箱6小箱/大箱的共28大箱;于20140624领取原料30.24kg,领取阿尔卑三边封15120个,阿尔卑纸盒1008个,大纸箱28个,小纸箱168个。
于20140725进仓15包的28箱。
(时间:9:15)
F)核销清单和进货台账里可以查出,该批产品所用原料采购于20130415,采购数量为300kg。
到该批产品生产之前所剩余的原料为38.88kg,该批产品生产后所剩余原料为8.64kg。
所用大纸箱和小纸箱分别于20140618进货共1215个和7290个,于20140619出库共1215个大纸箱和7290个小纸箱,其中20140624领用阿尔卑大纸箱28个,小纸箱168个;大小纸箱均采购于万颖工贸。
所用纸盒于20140618领用43740个,其中20140624用于阿尔卑花草茶包的有1008个,采购于厦门美大;所用的阿尔卑三边封于20140616进货760000个,于20140618领用728100个,其中20140624用于阿尔卑茶包的三边封有15120个,采购于龙海盛鑫彩印。
(时间9:42)
G)生产该产品的过程中,品管部抽取100g左右进行水分测试、净含量测试、灰分测试、审评用及留样用;包装后又随机抽取25箱里的50包进行净含量测试。
测试后依然放入相应的箱子。
即该产品在生产过程中的
损耗量为100g,成品装箱后损耗为0g。
以上记录没有出现不合格记录。
(时间:10:11)
H)品管部根据订单号查《成品检测报告表》《成品水分检测记录》及
《成品灰分检测记录》得知:该花草茶水分为7.00%,灰分为6.6%。
(时间10:16)
I)品管同生产厂务负责人,生产车间负责人研究出现不合格的原因,
如果由于原料产生的原因,则令采购部向供应商提起投诉,除此之外分
析在生产环节中可能出现的不合格因素或者仓管原料储藏不当等原因。
(时间10:24)
J):品管负责根据不合格信息收集情况进行分析并填写《纠正预防措
施表》交由厂务负责人进行纠正预防措施的实行。
(时间10:40)
8:30-10:40完成产品的可追溯性演练。
2014-08-20
从成品到原料的追溯演练数据如下
成品批号:
1.该成品所用原料的批号、采购日期和采购数量。
…………A(采购
数量为300kg,该产品生产前库存量为38.88kg)
原料批号为:AEB130415,采购日期为2012.04.16
2.该原料的去向:
1)用这批号原料料在生产中使用的数量………………B(30.24kg)
2)在生产过程中原料的损耗…………………C(0kg)
3)QA/QC的抽样数量…………………D(0.1kg)
4)该批号的原料库存…………………E(8.64kg)
3.F%=(B+C+D+E)/A*100%
F%=(B+C+D+E)/A*100%=(30.24+0+0.1+8.64)/38.88*100%=100.002% 4.用该批号原料所生产出的该批成品入库数量。
…………G(28箱,
净含量30.24kg)
5.这些成品的去向
1)已出库的成品数量………………H(28箱,净含量30.24kg))2)用该批号原料所生产出的成品库存数量…………………I(0kg)3)QA/QC的抽样数量…………J(0kg)
6.K%=(H+I+J)/G*100%
K%=(H+I+J)/G*100%=(30.24+0+0)/30.24*100%=100% 7.L%=︱100%-K%︱+︱100%-F%︱
L%=︱100%-K%︱+︱100%-F%︱=︱100%-100%︱+︱
100%-100.002%︱=0.002%
总结:本次从成品到原材料的追溯成功。
用时130分钟。