等离子切割机LGK8- 100 主回路原理图 Model (1)
等离子切割机工作原理

等离子切割机工作原理等离子切割机是一种常用的金属切割设备,它利用等离子体的高温和高能量来实现金属的切割。
下面将详细介绍等离子切割机的工作原理。
1. 等离子体的生成等离子切割机通过电弧放电的方式产生等离子体。
首先,将气体(通常是氮气、氧气或空气)引入切割机的放电室中,形成一个高压环境。
然后,在放电室的两个电极之间施加高电压,使气体分子发生电离,产生电子和正离子。
这些电子和正离子之间的相互碰撞会释放出大量的能量,形成高温等离子体。
2. 等离子体的切割作用等离子体具有高温和高能量的特点,可以将金属材料加热至熔点甚至更高温度,使其熔化或气化。
等离子切割机利用这种高温等离子体的作用,将金属材料进行切割。
具体而言,等离子切割机通过喷射等离子体束流,将高温等离子体直接对准待切割的金属材料。
等离子体束流中的高温等离子体与金属材料发生强烈的相互作用,使金属材料迅速加热并熔化。
同时,等离子体束流中的气体还可以将熔化的金属材料吹散,实现切割。
3. 切割控制系统等离子切割机通常配备有切割控制系统,用于控制切割过程中的各个参数,以实现精确的切割。
切割控制系统通常包括以下几个方面的功能:- 气体控制:控制切割过程中喷射的气体类型、流量和压力,以确保等离子体的稳定性和切割效果。
- 电弧控制:控制电弧放电的电压和电流,以确保等离子体的生成和稳定。
- 运动控制:控制切割机床的运动轨迹和速度,以实现精确的切割路径和切割速度。
- 自动化控制:一些高级的等离子切割机还配备有自动化控制系统,可以实现自动调整切割参数、自动识别切割轮廓等功能。
4. 应用领域等离子切割机广泛应用于金属切割领域,特别是对于不易切割的材料,如不锈钢、铝合金、钛合金等,其切割效果更为显著。
等离子切割机在制造业、建筑业、汽车制造业等领域都有重要的应用。
例如,在制造业中,等离子切割机可以用于切割金属板材、管材等,制作各种零部件和构件;在建筑业中,等离子切割机可以用于切割钢结构、钢板等,实现精确的切割和拼接;在汽车制造业中,等离子切割机可以用于切割汽车车身零部件、底盘结构等。
等离子切割机LGK维修手册
LGK-Ⅱ维修手册注:以LGK-120-II切割机为基准1目录1切割机结构2主回路原理及器件3故障维修4断电检测5通电检测6维护和保养21 切割机结构3内容提示:1.1 前面板:1.2 后面板:1.3 俯视图:1.4 右侧视图:1.5 左侧视图:1.6 底版:1.7 维修工具:45678910万用表Fluke-17B导热硅脂万用表MF-47扭力扳手4.5nm示波器TDS1002B112 主回路原理及器件12151617181920焊机需由专业人员维修,任何错误的连接和安装都会损坏PCB或元器件。
切断电源后,需等待几分钟,输入电容充分放电经测量确认后再开始维修,防止电击。
警告:注意事项:1、请务必遵守本手册规定的注意事项,否则可能发生事故。
2、请有专业资格的人员对切割机进行检修。
3、本手册未涉及的器件参照《通用维修手册》。
6、避免切割电缆和控制电缆破损、断线;防止焊机输出短路。
7、维修前,请先确认焊机外部的供电电源是否正常,供电电压、供电频率是否与焊机铭牌所标识一致,供电电源容量是否满足焊机的工作需求。
8、切割过程中发现割缝异常、断弧、引弧困难等问题,应检查喷嘴、电极等易损件。
损耗过大应及时更换。
9、装配电极、气筛、喷嘴及喷嘴罩时,应注意同轴装配,喷嘴罩必须压紧喷嘴。
10、切割时不能过快移动割枪,以免割不透工件引起弧焰回流烧毁喷嘴。
也应避免割速过慢影响切口质量。
11、切割过程中,空气压缩机压力应保持0.6-0.8Mpa范围内。
空气过滤器的积水应及时放掉。
12、本机设有过热保护。
当机内温度过高时,切割机不工作。
前面板上保护指示灯亮。
21内容提示:3.1 按切割枪开关,无任何反应3.2 按切割枪开关,无高频有气3.3 按切割枪开关,有高频,无气体流出3.4 按切割枪开关,有高频,气体正常,不起弧3.5 按切割枪开关后,其他正常,风机不转3.6 开机有高频3.7 非自锁正常,不能自锁3.8 气检时,无气体流出,切割时正常3.9 气体异常,气压太低或不通气3.10 喷嘴烧损较快3.11 切口过宽3.12 切口偏3.13 起弧困难3.14 断弧3.15 切割电流不可调222324252627282930313233343536374 断电检测3839警告:1、三相电源电缆完全脱离电源后,才能开始检测元器件。
等离子切割机原理图
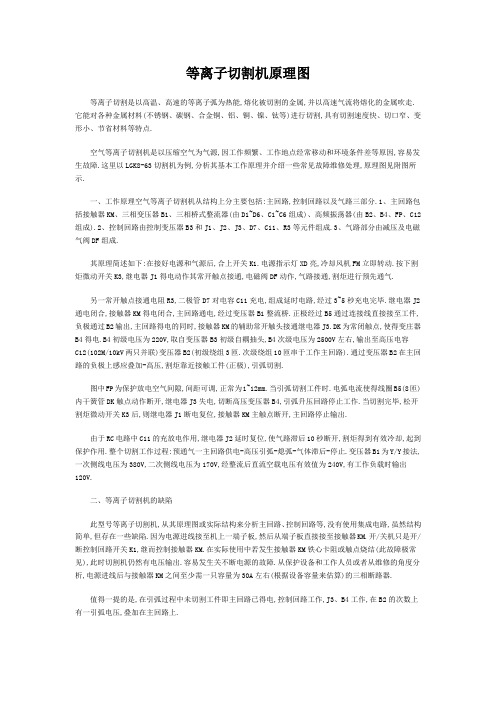
等离子切割机原理图等离子切割是以高温、高速的等离子弧为热能,熔化被切割的金属,并以高速气流将熔化的金属吹走.它能对各种金属材料(不锈钢、碳钢、合金铜、铝、铜、镍、钛等)进行切割,具有切割速度快、切口窄、变形小、节省材料等特点.空气等离子切割机是以压缩空气为气源,因工作频繁、工作地点经常移动和环境条件差等原因,容易发生故障.这里以LGK8-63切割机为例,分析其基本工作原理并介绍一些常见故障维修处理,原理图见附图所示.一、工作原理空气等离子切割机从结构上分主要包括:主回路,控制回路以及气路三部分.1、主回路包括接触器KM、三相变压器B1、三相桥式整流器(由D1~D6、C1~C6组成)、高频振荡器(由B2、B4、FP、C12组成).2、控制回路由控制变压器B3和J1、J2、J3、D7、C11、R3等元件组成.3、气路部分由减压及电磁气阀DF组成.其原理简述如下:在接好电源和气源后,合上开关K1.电源指示灯XD亮,冷却风机FM立即转动.按下割炬微动开关K3,继电器J1得电动作其常开触点接通,电磁阀DF动作,气路接通,割炬进行预先通气.另一常开触点接通电阻R3,二极管D7对电容C11充电,组成延时电路,经过3~5秒充电完毕.继电器J2通电闭合,接触器KM得电闭合,主回路通电,经过变压器B1整流桥.正极经过B5通过连接线直接接至工件,负极通过B2输出,主回路得电的同时,接触器KM的辅助常开触头接通继电器J3.DK为常闭触点,使得变庄器B4得电.B4初级电压为220V,取自变压器B3初级自耦抽头,B4次级电压为2500V左右,输出至高压电容C12(102M/10kV两只并联)变压器B2(初级绕组3匝.次级绕组10匝串于工作主回路).通过变压器B2在主回路的负极上感应叠加-高压,割炬靠近接触工件(正极),引弧切割.图中FP为保护放电空气间隙,间距可调,正常为1~12mm.当引弧切割工件时.电弧电流使得线圈B5(8匝)内干簧管DK触点动作断开,继电器J3失电,切断高压变压器B4,引弧升压回路停止工作.当切割完毕,松开割炬微动开关K3后,则继电器J1断电复位,接触器KM主触点断开,主回路停止输出.由于RC电路中C11的充放电作用,继电器J2延时复位,使气路滞后10秒断开,割炬得到有效冷却,起到保护作用.整个切割工作过程:预通气一主回路供电-高压引弧-熄弧-气体滞后-停止.变压器B1为Y/Y接法,一次侧线电压为380V,二次侧线电压为170V,经整流后直流空载电压有效值为240V,有工作负载时输出120V.二、等离子切割机的缺陷此型号等离子切割机,从其原理图或实际结构来分析主回路、控制回路等,没有使用集成电路,虽然结构简单,但存在一些缺陷.因为电源进线接至机上一端子板,然后从端子板直接接至接触器KM.开/关机只是开/断控制回路开关K1,继而控制接触器KM.在实际使用中若发生接触器KM铁心卡阻或触点烧结(此故障极常见),此时切割机仍然有电压输出.容易发生关不断电源的故障.从保护设备和工作人员或者从维修的角度分析,电源进线后与接触器KM之间至少需一只容量为30A左右(根据设备容量来估算)的三相断路器.值得一提的是,在引弧过程中未切割工件即主回路已得电,控制回路工作,J3、B4工作,在B2的次数上有一引弧电压,叠加在主回路上.由图上看,此引弧分量电压;经工件输出引线线间电容C13,线地电容C14、C15耦合,反加在变压器B1的次级,通过绕组匝间电容C16反馈至电源侧,给工频电源造成污染.用一高内阻数字万用表直流电压1000V 挡,一表笔搭接电源进线任一相,另一表笔悬空,数字万用表的显示值是一不稳定的值(远高于0V)。
KLG-A系列空气等离子切割机说明书(1) 2

KLG-A 系列空气等离子切割机说明书一、用途与性能特点:KLG-A 系列新一代空气等离子切割机是用普通电源,以压缩空气为工作气体,对多种导电材料进行任何形状切割的新型切割设备。
利用等离子弧的高温迅速熔化金属并吹除而完成切割过程。
经本机切割的各种碳钢、不锈钢、铝、铜板等金属材料可获得优良的切口和平整的表面。
本机具有切割速度快,切口窄,变形小,易操作等优点。
由于无需使用昂贵的气体,只需要压缩空气作气源,因而切割成本相应降低。
二、主要技术参数:1.输入电源:三相交流50H Z 380V 正弦波2.额定负载持续率:80%3.压缩空气压力:0.2—0.4MPa4.其它技术参数列表如下:型号输入功率KVA切割电流A空气压力MPa重量KG 最大切割厚度mm外型尺寸(mm)不锈钢铝铜 KLG-30A 7 300.2-0.380 12 65 560×600×940 KLG-40A 9 40 85 15 8 3 560×600×940 KLG-50A 11 50 100 22 12 5 560×600×940 KLG-60A1360105 25 146560×600×940三、结构:1.电源箱结构:切割电源主要部件安装在电源箱底盘上,直立的安装板将电源分为前后两部分。
前室装有主变压器;后室装有高频变压器、熔断器、电磁阀等控制元件。
控制面板上装有控制开关及指示灯;后板外侧装有过滤减压阀。
割炬气电管线及工作地线则由面板孔接出,使用甚为方便。
电源箱的正、背面意见图一:2.割炬结构(见附图二)。
四、工作原理:等离子是加热到极高温度并被高度电离的气体,它将电弧功率将转移到工件上,高热量使工件熔化并被吹掉,形成等离子弧切割的工作状态。
压缩空气进入割炬后由气室分配两路,即形成等离子气体及辅助气体。
等离子气体弧起熔化金属作用,而辅助气体则冷却割炬的各个部件并吹掉已熔化的金属。
LGK空气等离子切割机原理及操作说明

LGK空气等离子切割机原理及操作说明LGK空气等离子切割机原理及操作说明奥菲达等离子切割机原理及操作说明等离子弧切割是一种新型的材料切割方法,它是以高温高速的等离子弧为热源来加热和熔化被切割材料,当电弧的弧柱和高速气流通过割炬喷嘴小孔时,使电弧受到压缩,热能集中程度提高,将被切割材料局部熔化,并同时用高速气流将熔化的材料吹走,而形成狭窄切口。
我公司生产的LGK系列空气等离子切割机(以下简称切割机)是严格按照国家标准JB/T7438-94《空气等离子弧切割机》的要求设计生产的。
仅用压缩空气和三相电源,无需昂贵的气体,就能对不锈钢、碳钢、合金钢、铝、铜、银、钛等各种金属材料进行切割作业,具有切割速度快、切口窄、变形小、节省材料、生产成本低廉等特点,所涉及的领域比氧乙烘更广泛。
可广泛用于造船、机动车辆、汽车制造、锅炉、化工机械、压力容器、环保、净化、厨具等设备生产的板材下料和装配加工。
?切割机主要山三相变压器、控制变压器、电源开关、交流接触器、三相整流器、程序控制电路、高频引弧器、气路系统等组成,LGK-100型还有非转移弧发生器。
切割机的输出外特性为下降特性,能够保证输出电流的稳定性,提高切口质量和割炬的使用寿命。
切割机配以相应的割炬和空气压缩机(用户自备),就组成一个完整的切割系统。
接通电源,调整好气体压力,即可开始切割作业。
?主机采用电子无触点开关程控电路、主要集成电路和元器件采用国际名牌产品。
?切割机内装有温度继电器,当用户超出本机的额定负载持续率过载工作,机内温度太高时,温度保护器会自动切断切割电源,保证切割机不至因温度过高而烧坏。
?切割机底盘装有四只滚轮,可以很方便地移动,上面装有两只吊环,便于起吊和装运。
操作步骤:?启动空气压缩机,待压力足够后,调节切割机后面的空气过滤减压阀手柄至所需气压。
?打开切割机电源开关,把检气开关扳至〃检气〃位置,这时有气流从割炬喷出,再次调准减压阀的气压,一般LGK-40型气压为0. 35MPa, LGK-63型气压为0. 4MP&, LGK-100型气压为0.5MP&,最后把检气开关扳至〃切割〃位置。
等离子切割机工作原理分析
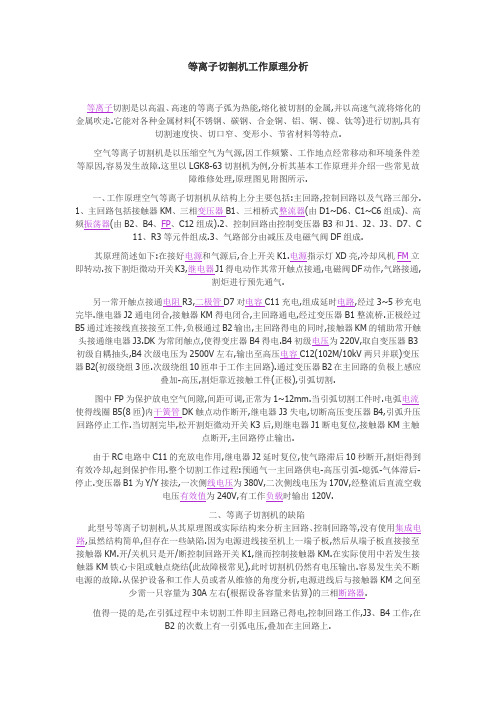
等离子切割机工作原理分析等离子切割是以高温、高速的等离子弧为热能,熔化被切割的金属,并以高速气流将熔化的金属吹走.它能对各种金属材料(不锈钢、碳钢、合金铜、铝、铜、镍、钛等)进行切割,具有切割速度快、切口窄、变形小、节省材料等特点.空气等离子切割机是以压缩空气为气源,因工作频繁、工作地点经常移动和环境条件差等原因,容易发生故障.这里以LGK8-63切割机为例,分析其基本工作原理并介绍一些常见故障维修处理,原理图见附图所示.一、工作原理空气等离子切割机从结构上分主要包括:主回路,控制回路以及气路三部分.1、主回路包括接触器KM、三相变压器B1、三相桥式整流器(由D1~D6、C1~C6组成)、高频振荡器(由B2、B4、FP、C12组成).2、控制回路由控制变压器B3和J1、J2、J3、D7、C11、R3等元件组成.3、气路部分由减压及电磁气阀DF组成.其原理简述如下:在接好电源和气源后,合上开关K1.电源指示灯XD亮,冷却风机FM立即转动.按下割炬微动开关K3,继电器J1得电动作其常开触点接通,电磁阀DF动作,气路接通,割炬进行预先通气.另一常开触点接通电阻R3,二极管D7对电容C11充电,组成延时电路,经过3~5秒充电完毕.继电器J2通电闭合,接触器KM得电闭合,主回路通电,经过变压器B1整流桥.正极经过B5通过连接线直接接至工件,负极通过B2输出,主回路得电的同时,接触器KM的辅助常开触头接通继电器J3.DK为常闭触点,使得变庄器B4得电.B4初级电压为220V,取自变压器B3初级自耦抽头,B4次级电压为2500V左右,输出至高压电容C12(102M/10kV两只并联)变压器B2(初级绕组3匝.次级绕组10匝串于工作主回路).通过变压器B2在主回路的负极上感应叠加-高压,割炬靠近接触工件(正极),引弧切割.图中FP为保护放电空气间隙,间距可调,正常为1~12mm.当引弧切割工件时.电弧电流使得线圈B5(8匝)内干簧管DK触点动作断开,继电器J3失电,切断高压变压器B4,引弧升压回路停止工作.当切割完毕,松开割炬微动开关K3后,则继电器J1断电复位,接触器KM主触点断开,主回路停止输出.由于RC电路中C11的充放电作用,继电器J2延时复位,使气路滞后10秒断开,割炬得到有效冷却,起到保护作用.整个切割工作过程:预通气一主回路供电-高压引弧-熄弧-气体滞后-停止.变压器B1为Y/Y接法,一次侧线电压为380V,二次侧线电压为170V,经整流后直流空载电压有效值为240V,有工作负载时输出120V.二、等离子切割机的缺陷此型号等离子切割机,从其原理图或实际结构来分析主回路、控制回路等,没有使用集成电路,虽然结构简单,但存在一些缺陷.因为电源进线接至机上一端子板,然后从端子板直接接至接触器KM.开/关机只是开/断控制回路开关K1,继而控制接触器KM.在实际使用中若发生接触器KM铁心卡阻或触点烧结(此故障极常见),此时切割机仍然有电压输出.容易发生关不断电源的故障.从保护设备和工作人员或者从维修的角度分析,电源进线后与接触器KM之间至少需一只容量为30A左右(根据设备容量来估算)的三相断路器.值得一提的是,在引弧过程中未切割工件即主回路已得电,控制回路工作,J3、B4工作,在B2的次数上有一引弧电压,叠加在主回路上.由图上看,此引弧分量电压;经工件输出引线线间电容C13,线地电容C14、C15耦合,反加在变压器B1的次级,通过绕组匝间电容C16反馈至电源侧,给工频电源造成污染.用一高内阻数字万用表直流电压1000V挡,一表笔搭接电源进线任一相,另一表笔悬空,数字万用表的显示值是一不稳定的值(远高于0V)。
等离子切割原理及安全防护共18页PPT

39、没有不老的誓言,没有不变的承 诺,踏 上旅途 ,义无 反顾。 40、对时间的价值没有没有深切认识 的人, 决不会 坚韧勤 勉。
66、节制使快乐增加并使享受加强。 ——德 谟克利 特 67、今天应做的事没有做,明天再早也 是耽误 了。——裴斯 泰洛齐 68、决定一个人的一乐。——拉布 克 70、浪费时间是一桩大罪过。——卢梭
等离子切割原理及安全防护
36、“不可能”这个字(法语是一个字 ),只 在愚人 的字典 中找得 到。--拿 破仑。 37、不要生气要争气,不要看破要突 破,不 要嫉妒 要欣赏 ,不要 托延要 积极, 不要心 动要行 动。 38、勤奋,机会,乐观是成功的三要 素。(注 意:传 统观念 认为勤 奋和机 会是成 功的要 素,但 是经过 统计学 和成功 人士的 分析得 出,乐 观是成 功的第 三要素 。
(完整word版)等离子切割机工作原理
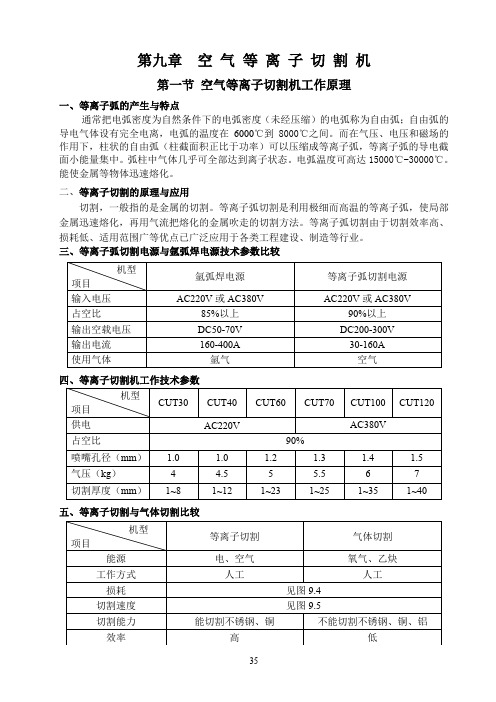
第九章空气等离子切割机第一节空气等离子切割机工作原理一、等离子弧的产生与特点通常把电弧密度为自然条件下的电弧密度(未经压缩)的电弧称为自由弧;自由弧的导电气体设有完全电离,电弧的温度在6000℃到8000℃之间。
而在气压、电压和磁场的作用下,柱状的自由弧(柱截面积正比于功率)可以压缩成等离子弧,等离子弧的导电截面小能量集中。
弧柱中气体几乎可全部达到离子状态。
电弧温度可高达15000℃-30000℃。
能使金属等物体迅速熔化。
二、等离子切割的原理与应用切割,一般指的是金属的切割。
等离子弧切割是利用极细而高温的等离子弧,使局部金属迅速熔化,再用气流把熔化的金属吹走的切割方法。
等离子弧切割由于切割效率高、损耗低、适用范围广等优点已广泛应用于各类工程建设、制造等行业。
三、等离子弧切割电源与氩弧焊电源技术参数比较四、等离子切割机工作技术参数五、等离子切割与气体切割比较第二节等离子切割的起弧方式一、接触起弧与转移起弧等离子弧切割一般有两种起弧方式:1、接触式:即把与极针绝缘的喷嘴贴在工件(联接切割电源正端)上,然后把高频高压电流加到联接电源负端的电极针(钨针),使极针喷出电弧,电弧在电压、气压、磁场作用下形成等离子弧,通过大电流维持等离子弧稳定燃烧,然后稍抬高喷嘴(避免炽热的工件损坏喷嘴),开始切割。
其过程简图如图9.1这种切割方式多适用于小电流(小功率的切割机)。
图9.12、转移弧式(维弧式):即把电源正端通过一定的电阻和继电器开关联接到喷嘴上,使得极针与喷嘴间形成电弧(由于有电阻限流,电弧较小),然后把喷嘴靠近直接联接电源正端的工件上,极针与工件间便形成能量更大的电弧,电弧被压缩后形成等离子弧,而喷嘴与电源正端的联接被断开,开始切割。
图9.2为其过程简图图9.2转移弧式切割方式可以避免电弧在气压的作用下偏离喷嘴中心而损坏喷嘴。
此种方式适用于大功率切割机。
二、转移起弧控制电路原理转移弧式切割方式要求先在极针上喷嘴间产生小电弧,然后靠近工件产生等离子弧,通以大电流维持电弧稳定后断开用于起弧的高频高压电流以及小电弧,其控制电路原理图9.3图9.3工作原理:维弧电路的控制继电器(J2A)与高频高压电流产生控制继电器(J1A)并联,这样,手开关合上时(S1合上),由于输出电压的作用使得J1、J2同时动作,J1A、J2A吸合,高频高压电流产生器工作,把高频高压电流加到了电极针上,而J2A吸合使得喷嘴经过电阻PTC、R3、R4联接到了电源输出正端,于是,钨针与喷嘴间形成电弧,由于PTC、R4、R5的限流,此电弧较小,温度低。