双块式无砟轨道精调、粗调施工技术
浅谈隧道双块式无砟轨道施工精调工艺
/ E
<
无道板 作床
I I I 心 线
// \ \ \
距第二 对 c l 点0 三 pI l
^
\\ \ \ \
\ ^
\
n
无床 砟板 道
^
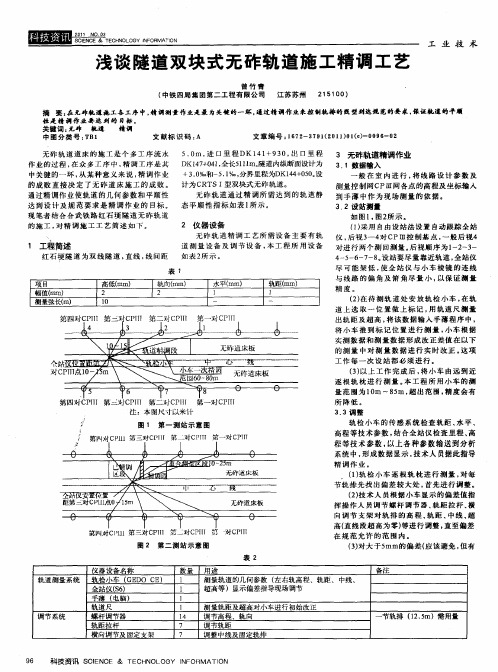
( ) 术人 员根 据 小车 显 示 的偏 差值 指 2技 挥 操 作人 员调 节 螺 杆 调节 器 、 距拉 杆 、 轨 横
工 业 技 术
浅谈 隧道 双块 式 无 砟轨 道 施 工精 调 工 艺
曾 竹 青 ( 中铁四局 集 团第二工程 有 限公 司
江苏 苏州 2 O) 1 0 51
摘 要 : 无砟轨 道施工各 工序中 , 调测量作业是 最为关键 的一 环 , 在 精 通过精 调作业来 控钢轨排 的线型到达规 范的要求 , 证轨道 的平J 保 曩 性是 精 调作业 要达 到 的 目标 。 关键词 : 无砟 轨道 精调 中 图分 类 号 : B1 T 文 献标 识 码 : A 文章 编号 : 6 -3 9 ( 0 10 () 0 6 0 17 2 7 1 2 1 ) lc一0 9 - 2 无砟 轨 道 道床 的施 工是 个 多 工序 流 水 5. m, 口里 程 DKl +9 0, 口里 程 3 无砟轨道精调作业 0 进 41 出 3 K17 0 1- : l m。  ̄ J 作业 的 过程 , 众 多 工序 中 , 调 工 序是 其 D 4 + 4 , K ll 隧道内纵断面设计为 3 1数据输 入 在 精 . .‰和 一5 1 o分界 里 程 为 D 4 + 5 。 .% , K14 0 0 设 中关 键 的一 环 , 某 种意 义 来 说 , 从 精调 作 业 +3O 般 在 室 内 进 行 , 线 路 设 计 参 数 及 将 R SI 的成 败 直 接 决 定 了无 砟 道 床 施 工 的 成 败 。 计 为 C T 型 双块式 无砟 轨道 。 测量 控 制 网C PⅢ 网各 点的 高 程及 坐标 输 入 通过 精 调 作业 使 轨 道 的 几 何 参数 和 平 顺 性 无砟 轨 道 通 过 精 调 所 需 达 到 的 轨 道静 到 手 薄 中作 为 现 场 测 量 的 依 据 。
CRTS I型双块式无砟轨道施工精调作业

CRTS I型双块式无砟轨道施工精调作业1 精调作业流程1.1 CRTS I型双块式无砟轨道施工精调作业流程图如图1.1。
图1.1 CRTS I型双块式无砟轨道施工精调作业流程图2 底座(支承层)混凝土边模精确定位及外形检测2.1底座(支承层)混凝土边模精确定位应符合规定。
2.2混凝土支承层外形尺寸检测应符合表2.2的规定。
表2.2混凝土支承层外形尺寸允许偏差3 标准轨排组装检测及粗调定位3.1 轨排组装流程如图3.1。
图3. 1 轨排组装流程图3.2轨排组装检测应符合下列规定:1 用墨线在底座板上弹出轨排组纵、横向位置;2 双块式轨枕布枕允许偏差为±5mm;3 用钢尺丈量每两组轨排之间的纵向间距,在底座两边确定轨排的横向位置,如图3.2;图3.2 出轨排组位置示意图4 安装扣件及工具轨并检查外观质量。
5 轨排组装允许偏差应符合表3.2规定。
表3.2 轨排组装允许偏差3.3轨排粗调定位流程如图3.3。
图3.3 轨排粗调定位流程图3.4轨排粗调定位设备见表3.4。
表3.4轨排粗调定位设备表3.5轨排粗调定位测量与调整应遵循以下步骤:1 粗调设备支撑轨排;2 通过CPⅢ测量轨排;3 计算获得轨排调整量;4 按调整量调整轨排;5 轨排粗调到位后,安装螺杆固定轨排;6 螺杆支撑器安装的间距以2个轨枕距离为宜,每组轨排的端头应单独用螺杆支撑器加密;7安装轨排侧向固定装置。
3.6轨排粗调定位允许偏差差应符合表3.6的规定。
表3.6粗调定位允许偏差4 轨排精调作业4.1 轨排精调作业流程如图4.1。
图4.1 轨排精调作业流程图4.2轨排精调设备见表4.2。
表4.2轨排精调设备表4.3 轨排精调作业应遵循以下步骤:1将轨道几何状态测量仪置于待调轨道上,启动测量程序;2用程序控制的全站仪测量轨道几何状态测量仪上的棱镜,计算和显示轨道调整量;在每个螺杆支撑点进行平面位置和高程的调整;4 重复步骤2和3,直至满足轨道几何状态静态检测精度及允许偏差的要求;5 锁定侧向支撑装置,固定轨排。
CRTSI型双块式无砟轨道精调测量施工工法
CRTSI型双块式无砟轨道精调测量施工工法CRTSI型双块式无砟轨道精调测量施工工法一、前言CRTSI型双块式无砟轨道精调测量施工工法是一种在铁路铺设无砟轨道时的高精度施工工法。
通过对施工工法与实际工程之间的联系、采取的技术措施进行分析和解释,本文旨在让读者了解该工法的理论依据和实际应用。
二、工法特点CRTSI型双块式无砟轨道精调测量施工工法具有以下特点:1. 高精度:采用先进的测量技术,可实现毫米级的轨道位置控制,保证了轨道的平整度和几何稳定性。
2. 快速施工:采用机械化作业,配合高精度仪器设备和现代化施工方法,能够在短时间内完成轨道的铺设和调整。
3. 环保节能:无砟轨道减少了使用传统的道砟,减少了对环境的破坏,同时降低了工程的能耗和运维成本。
三、适应范围该工法适用于高速铁路、城市轨道交通和轻轨等各类铁路线路的无砟轨道施工和调整。
四、工艺原理CRTSI型双块式无砟轨道精调测量施工工法的工艺原理主要包括以下几点:1. 铺轨准备:测量轨道基线和参考点,确定施工的起点和终点。
清理施工段道床,喷涂钢轨相对位置标记。
2. 定位施工:使用高精度全站仪和激光系统,测量轨道的位置和高程,通过调整扳道器和螺栓实现轨道的位置校正。
3. 对齐调整:采用现代化调整设备,调整轨道的对中和水平度,保证轨道的几何稳定性。
4. 精度测量:使用高精度测量仪器对轨道的位置、高程和水平度进行检测和校正,确保满足设计要求。
5. 固定固定:施工完成后,使用紧固装置固定轨道,提高轨道的稳定性和使用寿命。
五、施工工艺1. 铺轨准备:测量轨道基线和参考点,清理道床,喷涂标记。
2. 定位施工:使用全站仪和激光系统测量轨道位置和高程,进行调整。
3. 对齐调整:使用调整设备进行对齐和水平度调整。
4. 精度测量:使用高精度测量仪器对轨道进行检测和校正。
5. 固定固定:使用紧固装置固定轨道。
六、劳动组织施工过程中需要合理组织施工人员,包括测量人员、调整人员、机械操作人员和安全监督人员等,确保施工过程的协调和高效进行。
CRTSⅠ型双块式无砟轨道施工精度和动静态精调工作要点

2 1 道 床 板 施 工 .
( ) 道静 态调 整 步 骤 : PⅢ复 测一 扣 件 调查 一 1轨 C 焊缝检 查一 轨道 测量一 现场 标识一 调 整量计 算一 轨道 凋整一 轨道 复测 。
且 施 工 中 由 于 工 具 轨 ( 接 头 ) 精 度 、 枕 与 扣 件 系 含 的 轨
关 键 词 : 广 铁 路 客 运 专 线 ; 双 块 式 无 砟 轨 道 ;精 度 ;精 调 ; 武
施 工
统 误 差 、 工过 程 中造成 的偶 然 误 差 和人 为 误 差 等 因 施
文 献 标 识 码 : B
分析 动检 车波 形 图 中三 角坑 、 高低 、 平 、0 T I 水 2 0m Q 值
和单 项 T值 、 向加 速度 和横 向 加速 度 等 动力 学 指标 垂
超标 点 、 形 图 突 变 、 平 顺 段 和 周 期 性 多 波 不 平 波 不
顺段 。
C: SI型双块 式 无 砟 轨 道 是 将 双块 式 轨 枕 用 工 I { T
绑扎 一轨 枕铺 设一 工具 轨铺设 一扣 件 固定一 安装 调整 螺 杆支撑 架一 初始 定 向一 粗 调 一 安 装 上层 钢 筋 、 地 接
无砟 轨 道 结构 , 试 验 段 采 用 了板 式 无 砟 轨 道 外 , 间 正 线 全 除 区 部 采 用 C T 双 块 式 无砟 轨 道 , 于 在 国 内 第 一 次 大 范 围 R SI型 由
D 1 5 + 0. K 5 2 2 7~D 1 9 + 8 . 8 其 中 : 基 段 长度 4 K 2 55 1 , 5 路
铁路工程双块式无砟轨道施工关键技术50页
钢轨 钢轨垫板 铁垫板 弹性垫层 塑料套管
Ⅰ型双块式无砟轨道扣件系统( Vossloh 300-1U)示意图
11
三、XX客运专线双块式无砟轨道施工工艺
1、主要施工工序
线下结构物沉降评估——基标(CPⅢ)测量——支承层、桥梁保护层 及凸台施工——轨枕、钢轨、钢筋等材料工地存放——铺设土工布、底层 钢筋——铺设轨枕、组装轨排——安装螺杆调节器、轨道粗调——铺设中 上层钢筋、综合接地设置——安装纵、横向模板——精调并固定轨排—— 道床板混凝土浇注——松螺杆调节器和扣件——混凝土养护、轨道复测— —拆除螺杆调节器、模板及工具轨——质量验收,道床清理——长轨铺设 及轨道动态调整等共十六项工序。
25
三、XX客运专线双块式无砟轨道施工工艺
5、 主要施工工艺
8)安装纵、横向模板 ● 人工配合龙门吊或吊车按规定尺寸安装纵、横向模板
26
三、XX客运专线双块式无砟轨道施工工艺
5、主要施工工艺
9)轨道精调 ● 首先检查钢筋的绝缘和综合接地达到设计要求,再利用全站仪和精调 小车对轨道进行最终调整,使各项指标达到设计要求。
XX客运专线双块式无砟轨道 施工关键技术
1
介绍提纲
一、概述 二、XX客专双块式无砟轨道 三、XX客运专线双块式无砟轨道施工工艺 四、XX客运专线双块式无砟轨道施工关键技术 五、无砟轨道施工管理及质量控制的几点体会
2
一、概述
1、国内目前客运专线无砟轨道结构形式划分
国务院《中长期铁路路网规划》,到2020年,规划建设客运专线 9800公里以上,实现“四纵四横”快速客运专线及三处城际快速轨道 交通系统。客运专线铁路轨道结构大部分将采用无砟轨道结构,预计 新建客运专线无砟轨道约占轨道工程总量的70-80%,设计时速均在 200公里以上,最高时速可达350公里。目前,国内客运专线铁路无砟 轨道技术大部分从国外引进,轨道结构形式可分为五大类,即:CRTSⅠ 型板式无砟轨道(日本板)、CRTSⅡ型板式无砟轨道(德国博格板)、 CRTSⅢ 型 板 式 无 砟 轨 道 ( 国 产 化 研 发 ) 、 CRTSⅠ 型 双 块 式 无 砟 轨 道 (德国RHEDA2000型)、CRTSⅡ型双块式无砟轨道(德国旭普林型)。
双块式无砟轨道智能精调技术研究
双块式无砟轨道智能精调技术研究摘要:传统的CTRS双块式无砟轨道板的精调作业以人力为主,劳动强度高,施工成本高,且难以保证作业质量和效率。
基于中铁三局渝昆高铁川渝段站前五标无砟轨道施工,运用系统集成、数控技术和算法分析,采用了机动性好、便于操作的CTRS双块式无砟轨道板智能快速精调设备,实现了与全站仪和布板软件的数据接口,能自动地进行数据测量、传输和调整量计算,智能地快速完成轨道板的机械化自动调整。
采用了基于新型轨检小车测量系统的精调软件和精调机,能够实现测量数据读取准确率100%和伺服精准调节。
新一代智能精调技术可以和现有轨检小车配合使用,实现了测量数据共享和控制精调输出,能够进一步提高无砟轨道智能精调水平,达到高标准和高质量建设无砟轨道目标。
关键词:双块式无砟轨道;精调作业;智能快速精调设备;作业自动化引言我国高速铁路无砟轨道主要采用双块式无砟轨道形式,总运营里程达到约6850.0km,占全国高速铁路运营里程的60%。
随着“十四五”交通强国战略的提出,提升高速铁路建造水平迫在眉睫。
针对目前双块式无砟轨道施工工艺,研制了新一代智能化施工工装,并逐步在工程应用,达到国内领先水平。
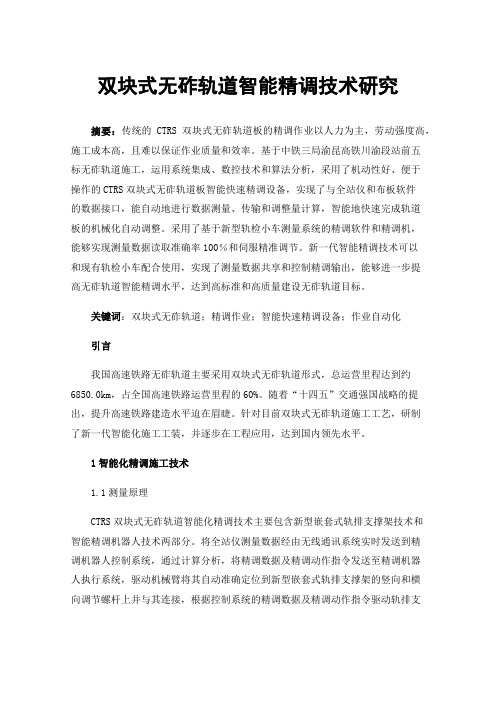
1智能化精调施工技术1.1测量原理CTRS双块式无砟轨道智能化精调技术主要包含新型嵌套式轨排支撑架技术和智能精调机器人技术两部分。
将全站仪测量数据经由无线通讯系统实时发送到精调机器人控制系统,通过计算分析,将精调数据及精调动作指令发送至精调机器人执行系统,驱动机械臂将其自动准确定位到新型嵌套式轨排支撑架的竖向和横向调节螺杆上并与其连接,根据控制系统的精调数据及精调动作指令驱动轨排支撑架调节螺杆转动,从而完成对轨排各点高程和轨向的精确调整[1]。
智能精调设计流程如图1所示,智能化精调技术效果设计如图2所示。
图1智能精调机器人自动化精调创新技术设计流程图2 CTRS双块式无砟轨道智能化精调效果设计1.2新型轨排智能精调机基于上述第一代精调机存在的测量数据问题,利用现有轨检小车硬件和软件系统,优化了能够实时读取数据的新型轨排智能精调机。
CRTSⅠ型双块式无砟轨道施工工艺

2 .双块式无砟轨道技术发展 双块式无砟轨道分为CRTSⅠ型双块式无砟轨道和CRTSⅡ型双块式无砟轨道。
(1) CRTSⅠ型双块式无砟轨道(相当于 Rheda 2000双块式无砟轨道)
Rheda型无砟轨道因1972年在德铁Rheda车站铺设而得名; 轨道结构组成:钢轨、300型扣件、道床板(含预制混凝土轨枕或双块式轨枕)、槽形板(可选) 等; 德国弗莱德尔(Pfleiderer)公司1999年开发出无槽形板的Rheda2000系统; 德国纽伦堡~英戈城的高速线上使用了Rheda2000系统。
施工工艺要点
③钢筋桁架入模 a. 在模具壳体内每个承轨槽的部位放
置带定距夹子的钢筋网片; b. 安装桁架钢筋时,必须插入到模
具的缩口内;
施工工艺要点 ③钢筋桁架入模 c.确保桁架钢筋放到了固定钩上;
d.确保放置的桁架钢筋靠住楔子 ;
施工工艺要点
③钢筋桁架入模 e. 用张力装置固定桁架钢筋; 桁架钢筋固定在模具上后安装挡浆夹
无砟轨道的特点
轨道必须建于坚实、稳定、不变形或有限变形的基础上,一旦下部基础残余变形超出扣件 调整范围或导致轨道结构裂损,修复和整治困难;
初期投资相对较大; 振动、噪声相对较大。
(2)适于无砟轨道铺设的范围
基础变形相对较小的桥梁、隧道区段; 地质条件好、基础坚实、工后沉降易于有效控制的路基、道岔区段; 优质道砟短缺、人工费用高的地区。
轨枕生产线主要构成
5)、模具返回系统
钢模返回系统有15组输送辊道和横向运模小车 组成,其中有两组输送辊道具有倾翻功能,主 要用于完成钢模清理、喷涂脱模剂工序,在后 几组输送辊道上进行钢筋及绝缘套管等安装, 布局结构紧凑,设备利用率高。
轨枕生产线主要构成
武广客运专线雷达2000型双块式无砟轨道精调施工技术
武广客运专线雷达2000型双块式无砟轨道精调施工技术摘要:雷达2000型双块式无砟轨道,其设计标准高,施工控制严,对轨道几何尺寸要求极为精确,且施工一步到位。
在其施工工艺中起着决定性作用的便是轨道精调施工作业,它是决定轨道成败的关键所在。
如何控制轨道精调无疑对工程质量的控制提出了更大的挑战。
本文以轨道精调作业施工工艺为重点,首先给出了轨道总作业方法及标准,然后针对武广客运专线双块式无砟轨道施工系统说明轨道精调作业施工工艺,以保证工程施工质量。
关键词:客运专线轨道精调施工技术1 概述轨道精调是无砟轨道施工中非常关键的一道工序,它对轨道的几何尺寸最终位置能否达到设计及验标的要求起着决定性作用。
调试过程中要综合考虑测量精度误差、施工影响、环境影响、操作误差的因素,并留有一定的富余量(高程、轨距、中线、水平调试误差均控制在0.5mm以内),确保浇注砼后满足精度要求标准。
同时,严格控制钢轨接头误差,采用轨头钻孔、精调一遍后上鱼尾板的措施,消除轨排之间的错台、错牙,保证线路的平顺性。
2 总体作业方法及技术标准2.1 仪器设备无砟轨道精调施工主要采用的设备有:专业精调设备GRP1000S及相配套的全站仪、螺杆调节器、双头扳手等仪器设备2.2 作业方法待轨道粗调完成后,把精调专业设备运至施工现场打开检查,检查无误后开始组装轨检小车,完成后搬运至要调整的轨道上;在距轨检小车前方(轨道调整的方向)不大于100m处全站仪设站,同时检查全站仪设站处前后各100m范围内的CPⅢ桩是否完好,安装测量棱镜;全站仪设站完成后即可与轨检小车进行连接,连接好后小车在接收完数据后开始作业;根据小车上显示的数据利用双头扳手及套筒扳手调整钢轨底部安装的螺杆调节器使其轨道达到设计标准,满足《验标要求》。
2.3 轨道技术标准3 精调作业工艺流程4 具体精调作业工艺4.1 准备工作4.1.1 轨道精调专业设备的准备武广客运专线无砟轨道精调施工采用的是专业精调设备GRP1000S及其配套的仪器设备,在进行无砟轨道精调作业前应准备其一套性能良好、配备齐全的设备。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2 0 1 2年 6月 第 Fra bibliotek卷 第 3期高 速 铁 路 技 术 H I G HS P E E DR A I L WA YT E C H N O L O G Y
N o . 3 , V o l . 3 J u n . 2 0 1 2
文章编号:1 6 7 4 —8 2 4 7 ( 2 0 1 2 ) 0 3 —0 0 P P —0 4
武广客运专线雷达 2 0 0 0型双块式无砟轨道 粗调、 精调施工技术
王亚周
( 中铁一局集团新运工程公司, 陕西 咸阳 7 1 2 0 0 0 ) 摘 要: 雷达 2 0 0 0型双块式无砟轨道铺设技术大量引进和吸收了国外最新的科研成果, 工程技术新、 建设标 准高、 施工工艺复杂, 需要在施工过程中不断完善和总结。根据武广客运专线无砟轨道Ⅱ标段现场施工实践, 探讨雷达 2 0 0 0型双块式无砟轨道施工中精粗调作业的新方法及相关技术问题。通过工程实践, 总结了 G P Ⅲ 控制网复测、 粗调、 精调、 轨道复测的方法和技术标准, 以及仪器检校、 维护和保管中的注意事项, 以确保雷达 2 0 0 0型双块式无砟轨道铺设符合规范标准。 关键词: 客运专线;双块式;无砟轨道;测量;精调;粗调
+ 中图分类号: U 2 1 3 2 4 4 文献标识码: B
R o u g ha n dP r e c i s i o nA d j u s t me n t f o rR a d a r 2 0 0 0B i b l o c kS l e e p e r B a l l a s t l e s s T r a c ko nWu h a n g G u a n g z h o uP D L