测量型RA_360激光扫描仪测距误差分析
三维激光扫描技术的数据处理及误差分析
其中, c为光 速 。
2点云数据处理
3三维激光扫描仪的测量误差分析
描 系统 ; 地面 型 激光 扫描 系统 , 据 测量 方 根 式 还 可 细分 为移 动 式 激 光 扫 描 系 统 和 固 定 式 激 光 扫描 系 统 ;手 持 型 激 光 扫 描 系 统 。 地 面 型 固 定式 三 维 激 光 扫 描 系 统 是 目前 最 为 常 用 的 三 维激 光 扫 描 装 置 。 地 面 型 三 维 激 光 扫 描 系 统一 般 由三 维 激 光 扫 描 仪 、 数 码 相机 、扫描 仪旋 转 平 台 、软件 控 制 平 台 、 电源 及 其 他 附 件 组 成 。 1. 地 面型 三维激 光扫描 系统工 作原理 2 三维激 光扫描 仪 发射 器发 出一个 激光脉 冲信 号 , 经物体表面漫 反射后 , 沿几乎相 同的 路 径反 向 传 回到接收 器 , 以计 算 目标 点 P 可 与 扫描 仪距 离 。精 密时 钟 控制 编 重 构 。 曲面 常 见表 示 种 类 有 : 角形 网格 , 分 曲面 ,明确 的 函数 表 三 细 示, 暗含 的函数表 示 , 参数 曲面 , 张量积 B 样 条 曲面 , NURBs曲面 , 曲化的面 片等 。 ‘ 经过 曲面 重构 数后 , 可 以进 行 三维 建 就 模, 还原 扫描 目标 的 本来 面 目, 云数 据 处 点
Q
Q 1 :9
Sc enc i e a Tech ogy n nd nol lnove on ti Her d al
高 新 技 术
三维激光扫描 技术 的数据处 理及误 差分析
孙树芳 方 源敏 ( 昆明 理工大学 国土 资源工程学 院 昆明 6 0 9 ) 5 0 3
激光测距技术中的测量误差研究

激光测距技术中的测量误差研究激光测距技术中的测量误差研究激光测距技术是一种常用的测量距离的方法,广泛应用于工业、建筑、地质勘探等领域。
然而,在实际应用中,激光测距仪器的测量误差是无法避免的。
本文将从头开始逐步探讨激光测距技术中的测量误差研究。
首先,我们需要了解激光测距技术的基本原理。
激光测距仪通过发射一束激光脉冲,然后接收激光脉冲的返回信号,根据激光脉冲的发射与返回时间差来计算目标物体与测距仪之间的距离。
然而,由于各种因素的影响,如环境光、大气折射等,激光脉冲的发射与返回时间差可能会受到干扰,从而引起测量误差。
其次,我们需要确定激光测距仪器的误差来源。
常见的误差来源包括系统误差和随机误差。
系统误差是由于仪器本身固有的缺陷或不稳定性引起的,例如仪器的校准不准确或者光电传感器的响应时间不一致等。
随机误差则是由于环境因素或测量过程中的不确定性引起的,例如环境光的干扰或者人为操作不精确等。
接下来,我们需要对误差进行量化和分析。
量化误差的方法可以使用统计学中的测量误差分析方法,例如通过重复测量同一目标来获取一系列距离数据,然后利用统计学方法计算平均误差、标准差等指标。
分析误差的方法可以使用散点图、误差分布图等可视化手段来观察误差的分布情况,以及误差与其他因素的相关性。
在分析误差的基础上,我们可以探讨误差的影响因素。
例如,环境光的干扰可能会导致激光脉冲的返回信号受到干扰,进而引起测量误差。
因此,我们可以通过改进激光测距仪器的设计,增加信号的强度或者使用滤光片等方法来减小环境光的影响。
最后,我们可以提出一些改进激光测距技术的建议。
例如,通过优化仪器的校准方法、提高激光脉冲的功率和频率、加强对环境因素的干扰抵抗能力等来降低系统误差。
同时,可以通过改进数据处理算法、增强仪器的自动校准功能等来减小随机误差。
综上所述,激光测距技术中的测量误差是不可避免的,但我们可以通过量化和分析误差、探讨误差的影响因素以及提出改进建议来提高测量的准确性和可靠性。
激光误差分析报告
激光误差分析报告1. 引言激光技术在现代各个领域中得到了广泛应用,例如在测量、制造和通信等方面。
然而,由于激光技术的性质以及各种外界因素的影响,激光的测量结果不可避免地会存在一定的误差。
对于准确测量和应用激光技术来说,了解和分析这些误差是非常重要的。
本报告旨在对激光误差进行分析,并提供相应的解决方案。
2. 误差来源2.1 环境因素激光测量的准确性会受到周围环境因素的影响。
例如,温度、湿度和大气压力等因素会导致激光束的传输特性发生变化,从而引起测量误差。
2.2 仪器因素激光测量仪器本身的误差也是造成测量结果误差的重要因素。
激光器的输出功率稳定性、光束的发散角度、接收器的灵敏度等都会对测量结果产生影响。
2.3 目标因素被激光测量的目标的表面特性和形状也会对测量结果产生误差。
例如,目标表面的反射率不均匀、粗糙度和几何形状的不规则都可能引起测量误差。
3. 误差分析方法3.1 标准参考物为了准确评估激光测量误差,我们需要选择适当的标准参考物进行校准和比较。
根据实际需求,可以选择具有高精度和稳定性的物体作为标准参考物,例如规定尺寸的金属块或标准测量仪器。
3.2 运动台分析在激光测量过程中,运动台也可能引起一定的误差。
通过对运动台的运动特性进行分析和测试,可以减少其对激光测量结果的影响。
例如,可以调整运动台的速度和加速度,减小运动过程中的震动和惯性。
3.3 数据处理激光测量的原始数据通常包含一定的噪声和干扰。
为了获得准确的测量结果,我们需要对原始数据进行适当的滤波和处理。
常用的方法包括平均滤波、中值滤波和数字滤波等。
4. 误差补偿方法4.1 环境补偿针对环境因素引起的误差,可以采取相应的环境补偿措施。
例如,通过在测量仪器中加入温湿度传感器,监测环境的变化并进行实时补偿。
4.2 仪器校准定期对激光测量仪器进行校准也是减少误差的重要手段。
通过与标准参考物进行对比,对仪器进行校准和调整,以确保其测量结果的准确性和稳定性。
三维激光扫描仪测量误差浅谈

经过上述原理说明及现场实测进行总体分析,采 用三维激光扫描仪测量产生误差主要有以下几个方 面。
③分析软件计算方法的差异产生的误差,配套的 硬件与软件能减少误差。
ቤተ መጻሕፍቲ ባይዱ④外界环境条件引起的误差,主要包括外界环境 条件引起的误差,如空气折光、空气中粒子含量等因 素的影响,当外界环境比较恶劣时对三维激光扫描仪 数据采集的精度影响较大。
. All Rights Reserved.
三维激光扫描仪在工程建设中的应用越来越广,
设定 20m的初期支护断面作为三维激光扫描仪 的待测里程范围,在上述里程范围内设定 5m为一个 断面作为全站仪的测量的特征断面。
特征标靶点按顺序对称贴于待测段表面,共设定 4个,间距为 5m,用钢筋或胶水固定。
为了避免全站仪后视引起的误差,利用同一台全 站仪进行特征标靶点的坐标测量及对比的特征断面 的断面测量,从设站开始至测量完成,全站仪都由同 一组人员进行操作,整个过程中保证全站仪不发生移 动。
以法如 FocusM70为例,三维激光扫描的测量原 理为:三维激光扫描仪发射激光脉冲测定发射中心点
至三维激光脚点 之间的斜距 S,通 过精密时钟控制 编码器同步测量 每个激光脉冲,在 竖直方向的竖直 角 ,在水平方向 的水平角 ,其中 X轴在横向扫 描
)+0
! " # $ 魏新元(1982-),男,湖北孝感人,工程师,本科,主要从事铁 路工程项目建设信息化应用管理。
①三维激光扫描仪本身不带有全站仪定位的作 用,所有扫描的数据绝对定位都来自全站仪坐标传 递,这一步骤有两个误差来源,一是全站仪精度不一 样,二是测量控制点多数为临时控制点。
测距仪的测距误差分析与检定
仅供试阅第五章 全站仪的测距误差分析与检定§5-1 测距公式由第三章可知,当采用相位法测距时,其测距原理公式为: )()2(2222200N N u N u N f n c f n c D s s Δ+⋅=Δ+⋅=Δ+⋅⋅⋅=Φ⋅=πϕπϕππ 式中: sf n c u ⋅=20,精测尺尺长; -- 精测尺长的个数;N -- 不足精测尺长的尾数。
N Δ当采用脉冲法测距时,其测距原理公式为: D t nc D ⋅=20 对于测距公式来说,还必须加如下的两项,方能得到地面上两点的实际距离值。
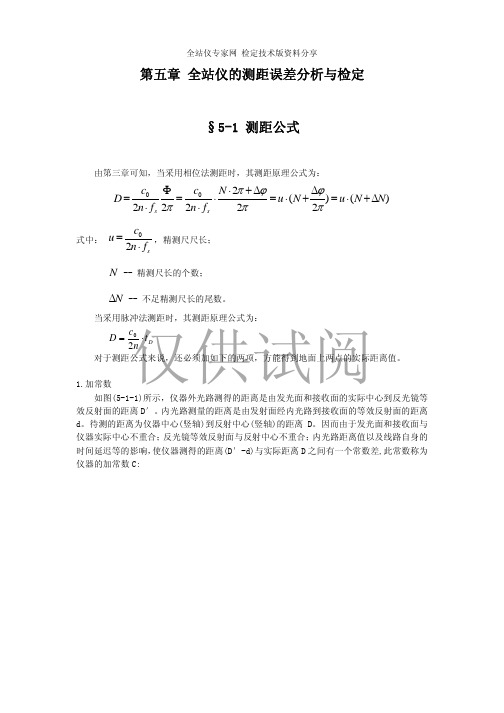
1.加常数如图(5-1-1)所示,仪器外光路测得的距离是由发光面和接收面的实际中心到反光镜等效反射面的距离D′。
内光路测量的距离是由发射面经内光路到接收面的等效反射面的距离d。
待测的距离为仪器中心(竖轴)到反射中心(竖轴)的距离D。
因而由于发光面和接收面与仪器实际中心不重合;反光镜等效反射面与反射中心不重合;内光路距离值以及线路自身的时间延迟等的影响,使仪器测得的距离(D′-d)与实际距离D 之间有一个常数差,此常数称为仪器的加常数C:仅供试阅 )'(d D D C −−=图5-1-1 全站仪距离测量示意图加常数C 可以通过与基线比较或其它方法求得。
然后预置到仪器内,使得显示的距离值是已经进行了加常数改正后的距离值。
2.比例改正此项改正包括气象改正(即折射率改正)和频率改正。
1).气象改正在仪器设计时,仪器设计了其精测尺振频率,根据精测尺振频率和参考大气折射率,可以求得其精测尺长度u 。
这时的频率称为标称频率(根据不同的仪器设计,可以是一个常数,也可以是一个随仪器内部温度变化的值)。
在实际测距时,气象条件变化,大气折射率也随之变化为,因而测尺长度也就变成了:0n 0f 0f g n g u 002f n c u g g ⋅= (5-1-1) 式中是按测距时测定的气象条件依据通用的大气折射率改正公式计算的大气群折射率。
三维激光扫描技术及其误差影响因素分析

三维激光扫描技术及其误差影响因素分析[摘要] 本文在阐述了三维激光扫描技术的测量原理及其扫描特点的基础上,进一步分析了其测量误差的影响因素,以供参考。
[关键字] 三维激光扫描技术误差影响因素三维激光扫描技术是上世纪九十年代中期开始出现的一项高新技术,是继GPS空间定位系统之后又一项测绘技术的新突破。
它以高速激光扫描测量的方法,大面积高分辨率地快速获取被测对象表面的三维坐标数据。
能够快速、大量的采集空间点位信息,为快速建立物体的三维影像模型提供了一种全新的技术手段。
具有快速性,不接触性,穿透性,动态、实时、主动性,高精度、高密度,自动化、数字化等特性。
三维激光扫描技术又被称为实景复制技术,是测绘领域继GPS技术之后的一次技术革命。
它突破了传统的单点测量方法,具有高效率、高精度的独特优势.三维激光扫描技术能够提供扫描物体表面的三维点云数据,因此可以用于获取高精度高分辨率的数字地形模型。
1 三维激光扫描仪的测量原理三维激光扫描仪是在激光的相干性、方向性、单色性和高亮度等特性基础上,同时注重操作简便和测量速度,从而保证测量的综合精度,测量原理主要为有测距、扫描、测角、定向四方面。
应用扫瞄技术来测量工件尺寸及形状等原理来工作。
主要应用于逆向工程,负责曲面抄数,工件三维测量,针对现有三维实物在无技术文档情况下,可快速测得物体轮廓集合数据,加以建构,编辑,修改生成通用输出格式的曲面数字化模型。
2 快速扫描技术特点快速扫描是扫描仪诞生的概念,常规测量中,对每一点测量花费时间在2-5秒,而有时对一点的坐标进行测量更达到几分钟的时间,当下对于此测量速度已经十分落后了,而改变了这一现状的正是由于三维激光扫描仪的诞生,脉冲扫描仪(scanstation2)最快速度可达到每秒50000点,而相位式扫描仪Surphaser最高速度已超120万点每秒,这种扫描技术是对物体详细描述的基本保证,深入测量的领域包括古文体,工厂管道,隧道,地形等。
激光测距仪测量误差的来源与控制方法研究及应用案例解析

激光测距仪测量误差的来源与控制方法研究及应用案例解析激光测距仪是一种广泛应用于工程测量、地理测绘和建筑测绘等领域的精密测量仪器。
它通过发射一束激光并测量激光从发射到接收经过的时间来计算出被测物体的距离。
然而,在实际应用中,激光测距仪的测量误差成为了制约其测量精度的重要因素。
因此,本文将对激光测距仪测量误差的来源与控制方法进行研究,并通过应用案例进行解析。
首先,激光测距仪测量误差的主要来源之一是系统误差。
系统误差是由于仪器自身固有的缺陷或不完善造成的。
例如,激光测距仪中的光路不稳定、光斑模糊、激光光束发散等都会导致测量结果的偏差。
为了降低系统误差,可以通过校正仪器的固有误差、加强仪器的稳定性、提高光斑质量等方式进行控制。
其次,环境因素也是影响激光测距仪测量误差的重要因素。
环境因素包括大气湿度、温度、气压等。
这些因素会影响激光在传播过程中的速度、光线的折射等,从而引起测距误差。
针对这些因素,可以通过采用温度、气压、湿度等传感器进行实时监测,并对测量结果进行修正,以提高测量的准确度。
另外,激光测距仪的操作员技术水平也会对测量结果产生一定影响。
操作员的熟练程度、操作技巧、仪器的校准能力等都会直接影响到测量的准确性。
因此,在使用激光测距仪时,操作员应具备一定的专业技能和经验,并熟悉激光测距仪的使用方法和操作要点,以减小人为误差。
在实际应用中,例如在道路施工中,激光测距仪常被用于测量道路线形和高程。
然而,由于道路场地复杂多变,激光测距仪的测量误差容易受到施工环境的干扰。
在这种情况下,为了提高测量精度,需要采取一系列的措施。
首先,可以选择适当的测距仪型号和激光发射功率,以满足具体测量需求。
其次,采用多点测量法,即在同一目标上进行多次测量,并取其平均值作为最终结果,以减小随机误差。
此外,还可以通过人工标定和调整测量结果,利用现场固定基准点进行修正,以提高测量的精度。
总之,激光测距仪的测量误差来源复杂多样,包括系统误差、环境因素和操作员技术水平等。
激光测量系统误差分析
激光测量系统误差分析1.激光测量系统误差源的分析激光测量系统会受到多种误差的影响,有系统误差和偶然误差,系统误差会给激光测量点云坐标带来系统偏差。
激光测量系统的误差按照其产生的来源可分为四类:(1)定位误差:GPS定位误差;(2)姿态误差:GPS/INS姿态误差;(3)测距误差:激光扫描仪测距误差;(4)集成误差:系统集成误差;(1)定位误差GPS动态定位误差主要包括卫星轨道误差、卫星钟钟差、接收机钟钟差、多路径效应、相位中心不稳定,还有卫星星座、观测噪声等。
[1]GPS定位误差不容易消除或者模型化,通常为了削弱GPS定位误差的影响,采用的方法是在测区内建立多个分布均匀的基准站,保证GPS动态定位解算时离基准站不会太远。
(2)姿态误差姿态误差是影响定位精度的最主要原因。
主要包括设备的安置误差、加速度计误差、陀螺仪漂移、测量噪声等,对于INS姿态测量误差,可以适当降低飞行高度,以削弱其对定位的影响。
(3)测距误差激光扫描仪的每一个工作过程都会带来一定的误差,但起主要作用的是电子光学电路对经过地面散射和空间传播后的不规则激光回波信号进行处理来确定时间延迟带来的误差,分别为时延估计误差和时间测量误差两类。
此外还有反光镜的旋转、震动误差、脉冲零点误差等。
激光脉冲信号照射地面物体时,由于地表物理特征的不同而产生不同的反射,当信号发生漫反射时,出现大量反射信号被接收,会形成较大的接收噪声;当信号照射到光滑物体表面,便形成镜面反射,可能会造成激光测距信号丢失。
另外,有的信号可能经过计策反射后反射回去,这样测定的时间延迟不能代表真正的时间延迟。
激光测距的精度还与地面粗糙程度、地面坡度、地面物体的干扰等有关。
另外,被水域覆盖的地方,红外激光大部分被吸收,只有少量被反射,如果碰到静止的水面,就形成镜面反射,信号反射不回去;地表不连续以及移动物体,如行人、车辆、动物等都会影响激光测距精度。
(4)系统集成误差系统集成误差主要包括激光扫描仪脉冲感应参考中心与GPS天线相位中心偏心向量的测定误差、系统安置误差、位置内插误差(线性内插)、时间同步误差、地面参考站间位置误差、坐标系间的转换误差、GPS/INS组合滤波模型误差等。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第35卷第2期2010年3月测绘科学Sc i ence o f Survey ing and M app i ngV o l135N o12M ar1作者简介:王志龙(1982-),男,河南周口人,硕士,研究方向为数字摄影测量与遥感技术应用。
E-m a i:l w zlshenqi u@1631com收稿日期:2008-12-12基金项目:国家/十一五0863计划地球观测与导航技术领域项目(2006AA12Z324)测量型RA_360激光扫描仪测距误差分析王志龙¹,王留召¹º,曲来超¹,刘士宽¹(¹河南理工大学,河南焦作454003;º首都师范大学三维信息获取与应用重点实验室,北京100037) =摘要>随着三维激光扫描技术日臻成熟及其设备市场化,人们逐渐就其应用性展开相关分析研究,但对其测量数据的精度评定尚无成熟的理论及方法。
本文基于车载3D建模测量系统中激光扫描仪的应用探讨了影响RA_ 360测量型激光扫描仪的测距精度因素,分析了其光锥与轴系正交性。
通过试验数据分析了相关因素对测距精度的影响,分析了光锥与轴系的偏差大小,并对误差进行了改正。
=关键词>测量型RA_360激光扫描仪;测距精度;数学模型=中图分类号>P24=文献标识码>A=文章编号>1009-2307(2010)02-0034-021引言随着社会对信息的需求,人们对信息采集方式逐渐由单一传感器静态采集发展到多传感器动态采集。
车载三维信息采集系统正是基于这种需求开展的,其中RA_360测量型激光扫描仪是车载系统的关键传感器之一。
尽管人们逐渐就其应用性展开相关应用研究,但对其测量数据的误差源分析及精度评定尚无成熟的理论及方法。
RA_360测量型激光扫描图1RA_360测量型激光扫描仪仪获取的点云数据是建模的依据,因此,点云融合后数据的绝对坐标必须是正确的,影响其精度的因素有平台位置姿态和激光的测距精度及轴系的稳定性,基于该系统对激光的要求,本文主要分析RA_360测量型激光扫描仪测距误差并建立改正模型来保证点云数据可靠性。
2RA_360测量型激光扫描仪表1RA_360测量型激光扫描仪标称精度距离测量范围3-400m扫描视场角360b测距分辨率5mm测距精度2c m/100m角度分辨率50u rad测角精度011m rad扫描速度(点/秒)100K点距100m外点距为30c m激光扫描频率30-50scan/secRA_360激光扫描测量仪主要工作于车载平台,其工作模式在车辆行进中对周边360b视场进行环绕扫描测量。
其测距范围宽、数据采集速度快,能输出多种数据格式,可以直接基于点云数据计算、建模,为数字城市建设三维信息采集途径之一。
激光扫描技术作为一项全新的测量技术,与其相关的仪器精度评定、测量成果的精度评定、误差理论及误差模型的研究,以及测量方法的研究等,都还在探索过程中。
到目前为止,就国产RA_360测量型激光扫描仪的检校和测量成果精度评定也在探索中。
3RA_360测量型激光扫描仪坐标系统试验所用数据都是在扫描仪自身坐标系下的数据,验证方案基于扫描仪在其设备坐标系测得相对测距数据和全站仪测得相对距离比较,视全站仪数据为真值,验证激光测距数据的精度,RA_360测量型激光扫描仪内部坐标系有极坐标系和空间直角坐标系,二者之间的理论转换关系为:Y=Q cos A,Z=Q si n A,X=0,两个坐标系的位置关系是:原点重合,空间直角坐标系o-xy z的y轴为极坐标系o-ux的x轴,uox面位于YOZ平面内。
激光发出点为原点亦O点,图2显示理想状态下空间直角坐标系o-xyz、极坐标系o-ux空间位置,图3给出实际情况下极坐标系o-ux、空间直角坐标系o-xyz在原点不重合、偏角存在的位置关系。
图2极坐标、空间直角图3极坐标、空间直角坐标的理想位置坐标的实际位置4空间坐标系下测距误差改正RA_360激光扫描仪是车载三维信息采集系统的传感器之一,用于获取目标位置的点云数据,其点云数据的绝对位置是建模的依据,影响点云绝对位置精度主要有二个因素,一是由PO S系统获取的传感器所在的位置及姿态,二是激光扫描仪的测距精度。
激光测量方式属于主动式测量,对于RA_360激光扫描仪所采用的工作模式而言,被测量目标的反射强度是影响激光测距精度及范围的重要因素之一。
本文采用具有不同灰度级的靶标,试验了反射强度对RA_360激光扫描仪测距精度的影响。
试验过程是利用po l ywo rks软件量取由RA_360激光扫描仪自带的预处理软件(LDPP)解算的灰度靶标点云的距离,视其为激光实测距离,将其和全站仪所测距离(视为真值)进行比较,分析反射强度对测距的影响,并利用拟合方法对其进行改正。
其第2期 王志龙等 测量型RA _360激光扫描仪测距误差分析中图4、图5拟合前后点云数据在polyworks 中的显示。
基于对表4中数据的分析,提出了对激光实测数据进行分段函数拟合,以期消弱不同距离下反射强度对测距的影响,并给出拟合后解算的结果。
从图5和表5可以看出拟合后的激光测距的精度可靠性明显得到提高。
拟合函数:Y =010035x -011498(x <20m )010105x -013924(20m [x [350m )图4 拟合前的点云 图5 拟合后的点表4 拟合前激光所测距离与实际值比较序号真值(m )实测值(m )差值(m )123456789105131781846111835141324191491251136501505751871101128412616485118681705111711411961914125100850159976127510119571271292-01131-01141-01125-01128-01081-0112801094014040167301644表5 拟合后激光所测距离与实际值比较序号真值(m )实测值(m )差值(m )1234567891051317818461118351413241914912511365015057518711011284126164851310818491118371413111914842511125014857518431011251126161001007-01003-01002010130100701024010200102801033010385 光锥与机械轴稳定性误差改正在激光扫描仪中,理论上要求扫描光锥与机械轴正交,然而在激光扫描仪机械设备的加工、安装时,误差是避免不了的,而各种误差都将影响激光扫描系统的测量精度,其中有些误差可以通过一定的测量方法减弱或消除,比如多测回观测等,但效率低。
本文提出事先验证获取其偏差,在后期数据预处理时,将其偏差视为权值对点云数据进行纠正。
对机械轴稳定性验证时,使激光原点、靶标严格置于同一水平线,利用全站仪分别测出各自的位置。
将其计算数据导入AutoC AD 软件中量取其偏角为B ,其值的一半即为光锥与机械轴偏差。
同时Y 轴的方向亦非光锥的零方向,其差值的存在导致点云数据高差存在误差。
通过试验测得其值为C ,其值的一半即为Y 轴方向光锥置零的误差。
为便于问题讨论,认为实际的极坐系和空间直角坐标系的原点一致,实际,二者的原点存在微小的偏移量,可以忽略不计。
误差改正可按下式进行:Y =Q cos A cos B2,X =Q co s A si n B2,Z =Q sin A cos B s i nC 2式中B 、C 的值通过试验测定。
表4 Y 轴、X 轴严格正交的解算数据序号X(m )Y(m )Z(m )I 123456010000100001000010000100001000-51379-51340-51322-51410-51429-51328-01729-01699-01460-01789-01791-017051602558656126248表5 Y 轴、X 轴偏角存在的解算数据序号X(m )Y(m )Z(m )I 123456-01050-01049-01048-01051-01047-01049-51385-51335-51313-51416-51435-51336-01731-01703-01466-01796-01800-017131602558656126248在本文的试验中其值B =6c 14d ,C =16c 29d 。
通过上述数学模型在点云数据解算时对其进行改正,可以减弱该项误差的影响。
如Y 轴垂直X 轴的数据解算(表4)其改正后的数据如表5。
6 结束语国产RA-360测量型激光扫描仪具有360b 全周扫描、数据采集效率高、测距相对精度高、能输出255级灰度值等优点。
本文分析了影响激光测距精度的若干因素,利用试验的方法求出了改正参数,并构建测距改正模型,对点云数据进行改正。
随着激光扫描技术正在逐步应用到测量工作中,本文的试验方法对激光扫描技术进行各种深入的研究有着重要的意义。
参考文献[1]L L i nsen 1Po i nt cloud representati on [R ]1CS Techn i ca-lR eport 2001-3,G er many :U ni versit at Kar l sruhe ,20011[2]M Pauly ,L K obbe lt ,M G ro ss 1M u lti reso l ution M ode lingo f Po i nt -Sa m pled G eo m e try [R ]1CS T echnical R eport 378,S w itzer l and :ETH Zur i ch ,20021[3]F M c e m o l,i G Sapiro 1D i stance Functi ons and G eodesicson Po i nt C l ouds [R ]1T echn ical R eport 1902,I M A,U n i versity o fM innesota ,U SA,20021[4]Y Sun ,J K Pa i k ,A K oschan ,M A A b i di 13D reconstructi on o f indoo r and out door scenes using a m ob ile range scanner [C]//In ICPR 02,20021[5]毛方儒,王磊1三维激光扫描测量技术[J]12005,25(2)1[6]杨伟,刘春,刘大杰1激光扫描数据三维坐标转换的精度分析[J]1工程勘察2004,3(2)1[7]李永强,等1基于车载激光扫描的公路三维信息提取[J]1测绘科学,2008,33(4)1[8]郑俊锋,等1三维激光扫描系统在测绘技术中的应用前景[J]12007,30(12)1[9]张卡,等1车载三维数据采集系统的绝对标定及精度分析[J]1武汉大学学报#信息科学版,2008,33(1)1Th e p rec isi on analysis of Survey -RA_360laser scannerAbstrac t :A long w ith the t hree -di m ens i ona l lase r scann i ng techno logy g radua lly m aturing and its equ i p m ent ge tti ng m ore m arke t-i zati on ,the people a re expanding correlati on analysis research related t o its utilit y,but the re i s no w el-l developed t heory and m ethods onthe accuracy assess m ent of survey yet 1Based on the vehic l e -bo rne 3D m ode li ng m eas u re m ent syste m,this a rtic l e discussed the factors i m pacti ng on laser scanne r -based survey -RA _360scanners rang i ng accuracy and ana l y zed orthogonality be t w een t he li ght cone and sha fts 1Th rough the tentati ve data ,the i nfl uence o f the co rre lati on factor t o t he range fi nde r prec i s i on was ana lyzed ,t he dev i a tion of li ght cone and shafts w as ana lyzed ,and the co rrection to the erro r w as carr i ed out 1K ey word s :survey -RA _360laser scanner ;range fi nder prec isi on ;m athema ti ca lm ode lWANG Zhi -long ¹,WAN G L i u-zhao ¹º,QU Lai -chao ¹,LIU Shi -kuan ¹(¹H enan po l y technic university ,Jiaozuo 454003,Ch-i na ;ºM i n istry of Education K ey L abo rato ry on 3D Infor m ati on A cqu isiti on&A pp licati on ,Capita lN orma lU n i versity ,B eiji ng 100037,Ch i na)35。