子午线轮胎成型机
大型工程机械子午线轮胎二次法成型机75°鼓肩成型鼓设计

油 量 即可 。
( 2 ) 过 滤 网长 期 使 用 造成 油 垢 堵 塞 。应及 时
清 洗过 滤 网 。
注 同图 2 。
( 3 ) 油 管堵 塞 。应 检 查 油 表显 示 压 力 是 否 正
( b ) 7 5 。 鼓 肩成 型鼓 成 型 效 果
2 改造效 果
图 1 9 0 。 鼓 肩 成 型 鼓 结 构 示 意
流线 型鼓肩设 计 使得正包 扣 圈动作 完成后 胎 体不 再 出现肩 空现 象 , 有 效解 决 了胎 圈底 部 胎 体
打褶 问题 。9 0 。 和 7 5 。 鼓肩成 型鼓成 型 效果对 比如
图 3所 示 。
1 改 造 原 因及 方 案
5 0 4
轮
胎
工
业
2 0 1 3 年第 3 3 卷
将履 行好 自身 的“ 桥梁” 和“ 纽 带” 职责, 以极 大 的
勇气 和 魄力 , 充分发 挥 自己的优 势 , 着力 推动橡 胶
而 复杂 的战略 转型 任 务 , 努 力协 助 行 业 与企 业 在 新 一轮 国际竞 争 中占领制高 点 , 赢 得主 动权 , 为 我 国橡胶工业 的更 好发 展和进 步贡献 力量 。
辛振 祥 赵 树 高 夏鼎 湖 钱 瑞瑾 高彦 臣 梁爱 民 曾幸荣 阙伟东
秘 书长 黄 丽萍
大 型 工 程 机 械 子 午 线 轮 胎 二次 法成 型 机 7 5 。 鼓 肩 成 型 鼓 设计
中 图分 类 号 : T Q3 3 O . 4 6 文献 标 志码 : B
第 8 期
轮
胎
工
业
5 O 5
开炼 机工作 时 由电动机 通 过弹性 柱 销联 轴 器
蓝英装备子午线轮胎成型机工业自动化控制行业

引进消化吸收再创新
积极引进国际先进技术,通过消化吸收和再 创新,提高我国轮胎成型机的技术水平和国 际竞争力。
智能制造转型升级实施方案设计
数字化工厂建设
通过数字化技术实现轮胎成型机生产过程的可视化、可控制和可 优化,提高生产效率和产品质量。
设备结构简洁,维护方便,配备完善的售后 服务体系,确保客户在使用过程中无后顾之 忧。
工业自动化控制系统优势
01
智能化控制
采用先进的控制算法和智能化 技术,实现设备自动化、智能 化运行,提高生产效率和产品 质量。
02
稳定性强
控制系统经过严格测试和验证 ,确保在各种工况下稳定运行 ,保障生产线的连续性和稳定 性。
倡导绿色消费理念
引导消费者选择环保、节能的轮胎产品,促进绿色消费市 场的形成和发展。
感谢您的观看
THANKS
竞争优势
蓝英装备注重技术研发和创新,拥有一支专业的研发 团队和先进的研发设施,不断推出具有自主知识产权 的新产品和技术。同时,公司注重产品质量和品牌建 设,通过严格的质量管理体系和品牌建设策略,提升 了产品的知名度和美誉度。此外,蓝英装备还注重市 场拓展和客户服务,通过建立完善的销售网络和售后 服务体系,为客户提供全方位的服务支持。
智能化装备升级
采用先进的传感器、控制系统和人工智能技术,对轮胎成型机进行 智能化升级,实现设备利用工业互联网技术实现轮胎成型机的远程监控、故障诊断和预测 性维护,提高设备运行效率和服务水平。
可持续发展战略目标设定和推进计划
绿色制造
01
积极推动轮胎成型机的绿色设计和制造技术,减少能源消耗和
国产巨型工程机械子午线轮胎成型机创新升级

国产巨型工程机械子午线轮胎成型机创新升级
佚名
【期刊名称】《轮胎工业》
【年(卷),期】2024(44)3
【摘要】日前,中国中化控股有限责任公司所属桂林橡胶机械有限公司(简称桂林橡机)自主研发的智能化1 447.8 mm(57英寸)巨型工程机械子午线轮胎成型机完成创新升级,最大可生产直径超过3.6m的巨型工程机械子午线轮胎。
据了解,该巨型工程机械子午线轮胎成型机长度为45 m,宽度为32 m,高度为6.8 m,拥有36项专利技术,是巨型工程机械子午线轮胎生产的核心装备。
【总页数】1页(P153-153)
【正文语种】中文
【中图分类】F42
【相关文献】
1.巨型全钢工程机械子午线轮胎成型机新型定型鼓压力控制装置的设计
2.国产1295mm巨型全钢工程机械子午线轮胎成型机研制成功
因版权原因,仅展示原文概要,查看原文内容请购买。
半钢子午线轮胎两段一次法成型机的研制
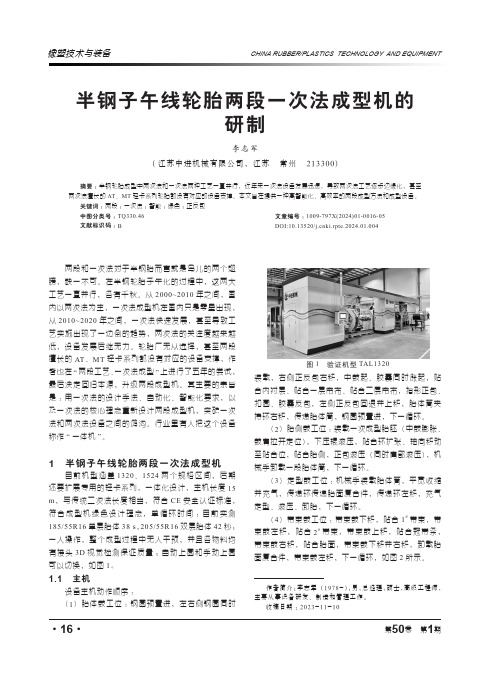
作者简介:李志军(1978-),男,总经理,硕士,高级工程师,主要从事设备研发、制造和管理工作。
收稿日期:2023-11-10两段和一次法对于半钢胎而言就是鸟儿的两个翅膀,缺一不可。
在半钢轮胎子午化的过程中,这两大工艺一直并行,各有千秋。
从2000~2010年之间,国内以两次法为主,一次法成型机在国内只是零星出现,从2010~2020年之间,一次法快速发展,甚至导致工艺实施出现了一边倒的趋势,两次法的关注度越来越低,设备发展后继无力。
轮胎厂无从选择,甚至两段擅长的AT 、MT 轻卡系列都没有对应的设备支撑,作者也在“两段工艺、一次法成型”上进行了五年的尝试,最后决定回归本源,升级两段成型机。
其主要的宗旨是:用一次法的设计手法、自动化、智能化要求,以及一次法的核心理念重新设计两段成型机,突破一次法和两次法设备之间的鸿沟。
行业里有人把这个设备称作“一体机”。
1 半钢子午线轮胎两段一次法成型机目前机型涵盖1320、1524两个规格区间,后期还要扩展专用的轻卡系列,一体化设计,主机长度15 m ,与传统二次法长度相当,符合CE 安全认证标准,符合成型机绿色设计理念,单循环时间:目前实测185/55R16单层胎体38 s ,205/55R16双层胎体42秒;一人操作,整个成型过程中无人干预,并且各物料均有接头3D 视觉检测保证质量;自动上圈和手动上圈可以切换,如图1。
1.1 主机设备主机动作顺序:(1)胎体鼓工位:钢圈预置进,左右侧钢圈同时半钢子午线轮胎两段一次法成型机的研制李志军(江苏中进机械有限公司,江苏 常州 213300)摘要:半钢轮胎成型中两次法和一次法两种工艺一直并行,近年来一次法设备发展迅速,导致两次法工艺逐步边缘化,甚至两次法擅长的AT 、MT 轻卡系列轮胎都没有对应的设备支撑。
本文旨在提供一种高智能化、高效率的两段成型方法和成型设备。
关键词:两段;一次法;智能;绿色;正反包中图分类号:TQ330.46文章编号:1009-797X(2024)01-0016-05文献标识码:B DOI:10.13520/ki.rpte.2024.01.004装载,右侧正反包右移,中鼓起、胶囊同时涨起,贴合内衬层、贴合一层帘布、贴合二层帘布,指形正包、扣圈、胶囊反包,左侧正反包回退并上移,胎体筒夹持环右移,传递胎体筒,钢圈预置进,下一循环。
国产全钢载重子午线轮胎三鼓机械反包成型机简介

() 8 一套 机械 成 型 鼓 比一 套 胶 囊鼓 可 以生 产
更 多规格 的 轮胎 ( 胎 胎 圈直 径 相 同 ) 减 少 了用 轮 ,
户 对成 型鼓 的采购 数量 , 压缩 了成 型鼓库 存 , 型 成 鼓 的更换 次数 减少 , 设备 利用 率提 高 。
2 ZC X3
及裁 断控制 装 置 等 。定 型 区 由胎体 定 型 鼓 ( 胎 左
成 型机 和 日本三菱 重 工公 司的 HD 1一 次法 成 型 -
机 。国 内习惯认 为 T G/ R B成 型 机适 合 倍 耐 力生 产工艺 , 一 HD 1成 型 机 适 合 费 尔 斯 通 生 产 工 艺 。 2 o世 纪 9 0年 代 , 内轮 胎 企 业 先 后 引进 日本 三 国 菱 重工 公 司 、 国克虏 伯公 司 、 洛伐 克 MATA— 德 斯
关 键 词 : 钢 载 重 子 午 线 轮 胎 ; 械 反包 ; 次 法 三 鼓 成 型 机 全 机 一
中 图分 类 号 : TQ3 0 4‘ ; 6 . 4 . / 6 3 . 。6 U4 3 3 1 3 . 文 献标 志码 : B 文 章 编 号 :0 68 7 (0 10 —3 00 10 —1 1 2 1 )60 7—8
主要 特 点 进 行 概 述 , 指 出 3种成 型机 在 胎 体 贴 合 鼓 和 胎 体 供 料 架 、 并 带束 层 贴 合 鼓 和 带 束 层 供料 架 、 械 定 型 鼓 、 胶 机 垫
供 料 架 和胎 面 供 料 架 、 胎 器 和 胎 圈 装 载器 设 计 方 面 的 区别 。 卸
L Z G9 C — 0的 3个鼓 分 别 为 2个 胎体 鼓 ( 体 胎 贴合 鼓和定 型鼓 ) 1个带束 鼓 ( 和 带束层 贴合鼓 ) , 主要 由胎体 区 、 型 区和 带束 层 区组 成 。胎 体 区 定 主要 由胎体 贴合 鼓 ( 胎体鼓 ) 胎 体供 料架 、 右 、 钢丝 圈装 载器 和钢丝 圈传 递环 等组成 。胎体 供料架 位 于右 胎体鼓 后方 , 自动 向右胎 体鼓 提供 内衬层 、 胎 侧复 合件 、 圈包 布 和 胎 体钢 丝 帘 布 。胎体 供 料 胎 架配 有 内衬 层 和胎 侧 定 中 纠偏 装 置 、 声 波裁 刀 超
子午线轮胎成型机简介
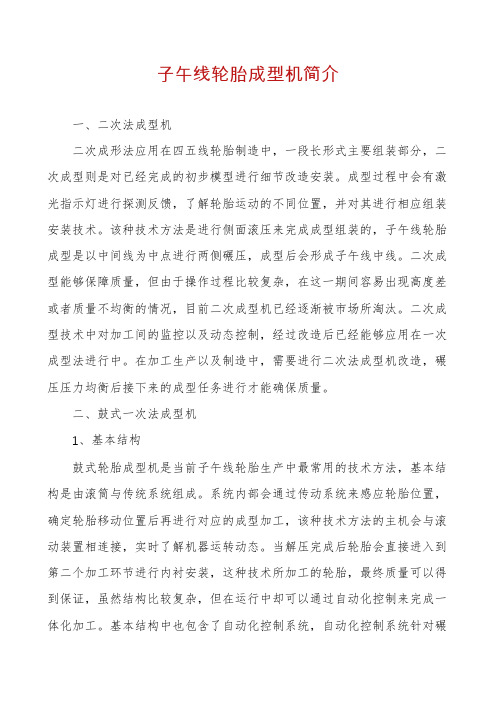
子午线轮胎成型机简介一、二次法成型机二次成形法应用在四五线轮胎制造中,一段长形式主要组装部分,二次成型则是对已经完成的初步模型进行细节改造安装。
成型过程中会有激光指示灯进行探测反馈,了解轮胎运动的不同位置,并对其进行相应组装安装技术。
该种技术方法是进行侧面滚压来完成成型组装的,子午线轮胎成型是以中间线为中点进行两侧碾压,成型后会形成子午线中线。
二次成型能够保障质量,但由于操作过程比较复杂,在这一期间容易出现高度差或者质量不均衡的情况,目前二次成型机已经逐渐被市场所淘汰。
二次成型技术中对加工间的监控以及动态控制,经过改造后已经能够应用在一次成型法进行中。
在加工生产以及制造中,需要进行二次法成型机改造,碾压压力均衡后接下来的成型任务进行才能确保质量。
二、鼓式一次法成型机1、基本结构鼓式轮胎成型机是当前子午线轮胎生产中最常用的技术方法,基本结构是由滚筒与传统系统组成。
系统内部会通过传动系统来感应轮胎位置,确定轮胎移动位置后再进行对应的成型加工,该种技术方法的主机会与滚动装置相连接,实时了解机器运转动态。
当解压完成后轮胎会直接进入到第二个加工环节进行内衬安装,这种技术所加工的轮胎,最终质量可以得到保证,虽然结构比较复杂,但在运行中却可以通过自动化控制来完成一体化加工。
基本结构中也包含了自动化控制系统,自动化控制系统针对碾压成型过程中的子午线轮胎运动会作出全面监控,当发现监控结果与实际情况之间存在差异性时,一次成型技术中会进行全面调整,将技术调整成为能够达到加工质量标准的状态下。
基本结构设计确定后接下来的生产任务可如果需要对其进行改动,看看可以只针对其中的相关设备进行控制,避免影响生产加工任务正常进行。
2、气动系统气动系统可以进行子午线轮胎移动根据所加工生产的功能需求。
将其移动到对应位置,气动系统在使用中最重要的是密封,如果密封达不到标准,这样在运动过程中将会出现误差,轮胎内部充气定型也并不能达到预期气压,这样的轮胎最终安装时很容易出现破损并不能够继续投入使用。
半钢子午线轮胎二段成型机成型结构的设计与分析

半钢子午线轮胎二段成型机成型结构的设计与分析半钢子午线轮胎二段成型机是制作半钢子午线轮胎的专用设备,具有性能稳定,工作效率高,操作简单方便等优点。
半钢子午线轮胎二段成型机在设计上追求生产成本最小化,生产效益最大化。
通过分析二段成型机的结构特点,了解其工作原理,优化二段成型机设计。
标签:一段成型机;二段成型机;结构随着轮胎产业的发展,轮胎行业的竞争越来越激烈。
只有提高产品质量才能拥有更大的市场,成型工艺是轮胎制造过程中的重要环节,通过二段成型机将不同部位的零件组装成成品,所以如何优化半钢子午线轮胎二段成型机的结构,成为我们需要着重探讨的问题。
1 二次法成型机的结构二次法成型机由第一段成型机和第二段成型机组成,第一,二段成型机共同完成轮胎的制作。
第一段成型机由主机,底座,尾架,正包与反包装置,下压辊,后压辊等组成,主要制作轮胎胎体,包括内衬层,胎体,钢圈,胎侧等部分。
主机可以调节主轴的转动速度,同时可以控制主轴的制动;底座作为基台,上面安装有主机,下压辊等装置,后面安装有后压辊装置。
支撑座和尾架箱共同组成尾架,支撑座可以在底座上做直线滑动,尾架箱上的汽缸可以使尾架箱随着支撑座移动;正反包装置由两部分组成,一部分在尾架上随尾架移动,另一部分在主机上,正包和扣圈完成后,在汽缸的作用下进行胶囊反包工作。
下压辊由移动压辊和长海绵橡胶压辊组成,汽缸驱动下压辊的上下移动,右变频电机驱动移动压辊的水平移动;后压辊可做横向,纵向,回转运动,完成正包工作。
第二段成型机用于半钢子午线轮胎的第二段成型,主要由底座,主机,后压辊,传递环,贴合鼓供料架,胎面供料架和主辅机激光灯架组成。
主机由主机箱,尾架箱和传动装置组成,贴合鼓由可以自动伸缩的带强磁块的瓦块组成,瓦块可以紧紧吸住带束层,使带束层实现自动贴合;传递环装置由夹持环和滑动底座组成,传递环有三个停止位置,一是贴合鼓正上方,二是中间停止位,即贴合鼓和成型鼓中间,三是卸胎位,在成型鼓上方;二段后压辊装置能实现侧包冠与冠包侧的工艺要求;胎面供料架用于直接在贴合鼓侧提供胎面,胎面通过长汽缸驱动支架从贴合鼓下方贴合;二段供料架提供两层带束层,一层冠带层的供料。
子午线轮胎成型机简介(精)

作者简介:陈先国(19762,男,贵州罗甸县人,贵州轮胎股份有限公司工程师,学士,主要从事全钢子午线轮胎设备的管理及技术工作。
子午线轮胎成型机简介陈先国,何兵(贵州轮胎股份有限公司,贵州贵阳550008摘要:介绍子午线轮胎成型机的沿革及各类成型机的基本结构和工作原理。
指出国内在用的子午线轮胎成型机发展较快,现有二次法成型机、二鼓式一次法成型机、三鼓式一次法成型机及四鼓式一次法成型机,其中二次法成型机因无法保证产品质量的均一性,部分轮胎生产厂已不用其生产全钢载重子午线轮胎;一次法成型机中四鼓式一次法成型机由于有两个机械鼓来完成定型及反包,生产效率大大提高。
关键词:子午线轮胎;成型机;鼓式一次法成型机;四鼓一次法成型机中图分类号:TQ330.4+6;U463.341+.6文献标识码:B 文章编号:100628171(20040520297204据统计,2003年年初世界汽车轮胎产量达11亿条,子午化率已接近90%。
其中载重轮胎子午化率北美为92.8%,欧洲为89.3%,日本、韩国为91.6%。
我国年产轮胎1亿条,轮胎子午化率仅为54%左右,载重轮胎子午化率仅为23%。
因此,全钢载重子午线轮胎是载重轮胎发展的方向,是我国轮胎行业的更新换代产品。
目前,我国子午线轮胎市场呈供不应求态势,国内具有发展全钢子午线轮胎能力的企业都在加快发展速度,最大限度地扩大产量。
子午线轮胎技术软件、机器设备和原材料的变化也是日新月异。
我公司载重子午线轮胎的发展正值国内子午线轮胎行业发展的大潮中,生产设备更新速度快,几乎每一代成型设备都在使用。
较早的子午线轮胎成型机是二次法成型机。
以北京橡胶工业研究设计院机电技术开发有限公司LCY12162YT 二次法成型机为代表。
后来出现了一次法成型机,一次法成型机有以下几种。
(1两鼓式一次法成型机。
以天津赛象科技股份有限公司TTR G 245C 型的二鼓式成型机为代表。
(2三鼓式一次法成型机。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
(三)、两次法半钢子午胎工艺路线
钢帘线 穿 线 压 出 压胎 面 胎 出侧 定 包 边
生胶
各种配合剂
帘 布
成 品 入 库 压 延 成 品 检 验
配
合、 混
炼 热
快 速 检 验 19# 型 胶 压 出 长 一 二 段 段 成 成 胎 圈 压 出 电 加 热
炼 裁
断
裁 断
钢 丝 硫 化
胎体鼓剖面图
3、胎体传递环
胎圈距离 胎圈夹持器内径 胎圈外径 胎圈高 17.5”-22.5” 胎圈高24”,24.5” 胎圈定位精度 mm 传递环定位精度 mm
Min400—Max940mm Min440—Max6350mm Max900mm 135 mm 150 mm 0.1 0.1
成型鼓
成型鼓
(1)成型鼓机构
1-成型鼓与机箱连接花键轴;2-成型鼓心轴滚珠丝杠;3-成型鼓主轴; 4-胎圈三角胶支撑块;5-鼓肩扇形块;6-长反包臂;7-短反包臂;8-成型鼓心轴丝母。
(2)成型鼓结构特点
机械鼓结构特点: 1、反包速度快、压合力大 2、反包指寿命长 3、对胎侧易造成拉伸 4、滚轮对胎体帘线有冲压,造成疏密不均
胶囊鼓结构特点: 1、反包受力均匀,无受力拉伸,更符合轮胎成型工艺要求 2、胎侧气泡较少 3、胶囊寿命短,更换周期长 4、胶囊的一致性差,易造成左右胎侧反包不对称 5、反包速度较慢,成型效率较低
6、带束层供料架
带束层供料架图
7、 胎面供料架
8、带束层贴合鼓
I型带束层鼓
#1扇形块的鼓直径 Min680~Max750
#2扇形块的鼓直径 Min740~Max810
II 型带束层鼓
#3扇形块的鼓直径 Min800~Max920 #4扇形块的鼓直径 Min910~Max1030 #5扇形块的鼓直径 Min1020~Max1140
鼓宽度 鼓的定位精度
450mm 0,25 °
带束层贴合鼓
9、 后压合装置
10、控制系统
胎体传递环
4、上胎圈装置
5、成型鼓
鼓直径17,5“ 396mm 鼓直径19“ 425mm 鼓直径20“ 460mm 鼓直径22“ *&22,5” 500mm 鼓直径24“ *&24,5” 550mm 胎圈距离17,5" Min240~Max580mm 胎圈距离19 “ Min250~Max710mm 胎圈距离20 “ Min250~Max800mm 胎圈距离22“ *&22,5” Min250~Max800mm 胎圈距离24“ *&24,5” Min250~Max800mm
胎体鼓
(三)、胎胚的组成、成型、压合
1.胎体筒 2.肩垫胶 3.带束层体
胎坯由成型鼓、组合压滚和带束层传递环共同 完成
成型鼓:胶囊鼓 机械鼓
(四)、子午线轮胎成型工艺
首先在胎体鼓上制作帘布筒(胎体)。用层贴 法完成。 其次在带束层鼓上制作带束层体。用层贴法完 成带束层和胎面的贴合。 最后将制作好的胎体从胎体鼓上卸下,套到成 型鼓上,在成型鼓上将其膨胀至一定尺寸,再 将带束层体套到膨胀后的成型鼓上,滚压后制 成胎胚。
六、发展趋势
1、鼓的功能细化,向多鼓发展 2、全机械反包主成型鼓代替胶囊反包 3、成型组合压辊功能细分化、单一化 4、高自动化水平、规格交替和管理便捷化
成型机控制系统画面
成型机控制系统画面
成型机控制系统
成型机控制系统画面
五、四鼓成型机
1-胎体供料架;2-右成型鼓支撑架;3-垫胶供料架;4-滚压装置;5-胎面和带束层组件及 卸胎传递环;6-带束层供料架;7-胎面和带束层贴合鼓传动箱;8-胎面和带束层贴合鼓; 9- 胎面供料装置;10-左成型鼓支撑架;11-左成型鼓;12-成型鼓传动箱及成型鼓转台; 13-右成型鼓;14-胎体和胎圈传递环;15-胎圈装载器;16-胎体鼓;17-胎体传动箱
•
(四)、主要技术参数和性能
机械鼓 材料供给: 有储存能力大的工字轮( 胎面除外)快速更换系统 。 胎侧/内衬层复合件、钢丝帘布、肩垫胶、带束层自动定长、自动裁断。 自动卸胎结构 周期时间: 取决于轮胎规格,操作技能和成型材料,如11R22.5 轮胎的标准 制造时 间为210秒 生产能力: 每班次连续生产450分钟,平均可生产110条胎以上(以11R22.5 计),产量 取决于轮胎规格,轮胎设计,胶部件质量与数量, 上料的协助工 作等 。 定型胎胚的外直径(包括胎面) Min 740 mm-Max1230 mm
功能要求
成型机的全部控制,工作过程中的状态监视,故障诊断及分析。 操作面板是带有触摸屏的平板电脑,运行当今流行的 WINDOWS98/2000/NT/XP操作系统。 具有数据库功能,存储轮胎参数配方、工作状态数据、故障数 据等;另外,也具有网络功能,可与工厂的信息网连接,为全 厂的信息化打下基础。
载重轮胎工艺流程图.jpg
(五)、常用一次法轮胎成型机
1、两鼓轮胎成型机
2、三鼓成型机
2013-7-11
四、全钢载重子午线轮胎三鼓成型机
(一)结构组成
1右主机箱 3成型鼓尾架 5 带束层传递环滑架 7 胎圈预置装置 9 胎体传递环9 组合压滚 11 带束层压合滚 13 气动系统 15 带束层鼓 17 脚踏开关 2 左辅机箱 4 机座 6 胎体传递环滑架 8 带束层传递环 10 胎体压滚 12 激光标线器 14 胎体鼓 16 成型鼓 18 控制系统
(五)、主要部件
1、全钢载重子午胎一次法成型机 胎体鼓供料架
2、胎体鼓
胎体鼓 17.5”- 19.5 ” 鼓直径 17.5”-19.5” Min405—Max510mm 鼓宽度 17.5”-19.5” 1550mm 胎体鼓 20”- 22.5” 鼓直径 20”-22.5” Min470—Max580mm 鼓宽度 20”-22.5” 1550mm 胎体鼓 24”&24.5” 鼓直径 24”&24.5” Min550—Max630mm 鼓宽度 24”&24.5” 1550mm 鼓定位精度(度) 0,25
(二)成型工艺
(三)、轮胎成型过程
胎体鼓贴合
胎坯成型
带束层贴合
(四)、主要技术参数和性能
• 胎圈直径:17.5", 19.5", 20", 22" ,22.5", 24", 24.5" all steel radial truck & bus tyres) 245 265/70R17,5 205 245/75R17,5 8 10R17,5 245 305/70R19,5 8 9.5R19,5 9.00 11.00R20 11.00R22 265 315/60R22,5 385/65R22,5 255 365 /70R22,5 275 315/80R22,5 10 13R22,5 10.0012.00R24 1112R24,5 单一模块的3个鼓:胎体鼓、带束层贴合鼓、成型鼓,与 帘布筒传递环,带 束层传递环排列在同一轴线上。
胎圈成型 型 型 胎 胚 检 验 内 外 喷 涂
成 品 修 剪
三、一次法子午胎成型机(全钢载重)成 型工艺
(一)带束层体结构
1.1#带束层 2.2#带束层 3.3#带束层 4.1对0度带束层 5.胎面
带束层体在成型机右侧的带束层鼓上完成
带束层鼓
(二)、胎体结构
1 胎侧 2 内衬层 3 子口包布 4 胎体帘布 5胎圈 胎体在成型机左侧的胎体鼓上完成
第四节
子午线轮胎成型机
一、概述
(一)、轮胎分类 light truck -passenger- truck …special...sport
Tyre:
(二)、轮胎结构
(三)、一次法和两次法成型机
二、两次法(两段法)子午胎成型机
(一)第一段子午胎成型机
(二)第二段子午胎成型机
子午胎第二段成型机与第一段成型机有很大不同,它包括: 机箱,成型鼓,胎面架,后压辊装置,带束层贴合装置, 带束层传递环等组成。 成型鼓有两种形式: 1、胶囊鼓(胶囊反包) 2、机械鼓(机械反包)