塑胶件常见不良PPT
合集下载
塑胶件的24种常见不良缺陷图片PPT课件
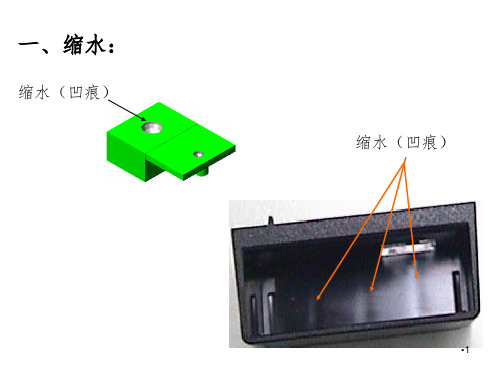
一、缩水:
缩水(凹痕)
缩水(凹痕)
•1
二、气纹:
气纹
•2
三、缺料(走胶不足):
走胶不足
缺料
•3
四、水口不平:
水口不平
•4
五、披锋(毛边):
披锋
夹线(结合线)
•6
七、黑点:
黑点NG!
•7
八、变形:
平面中间拱起变形
柱子弯曲变形
•8
九、混色(异色):
混色
混色(杂色料)
上盖色偏哑
下盖色偏亮
•19
二十、披锋丝(拉丝):
披锋丝(拉丝)NG
•20
二十一、应力痕:
应力痕:因注射时内应力过大而在产品表面形成的光影;
•21
二十二、进胶位发蓝:
进胶点发蓝
•22
二十三、多胶:
多胶 NG
•23
•9
十、划伤(刮伤):
划伤
刮花
•10
十一、烧焦:
烧焦
•11
十二、拖花(拉伤):
拖花(拉伤)
•12
十三、顶高(顶白):
顶高(顶针印)
•13
十四、料花:
料花
•14
十五、油污:
油污NG!
•15
十六、碰伤:
碰伤
•16
十七、削伤:
削缺(削伤)
•17
十八、气泡:
气泡(透明件中央白泡状)
•18
十九、色差(上下盖阴阳色):
缩水(凹痕)
缩水(凹痕)
•1
二、气纹:
气纹
•2
三、缺料(走胶不足):
走胶不足
缺料
•3
四、水口不平:
水口不平
•4
五、披锋(毛边):
披锋
夹线(结合线)
•6
七、黑点:
黑点NG!
•7
八、变形:
平面中间拱起变形
柱子弯曲变形
•8
九、混色(异色):
混色
混色(杂色料)
上盖色偏哑
下盖色偏亮
•19
二十、披锋丝(拉丝):
披锋丝(拉丝)NG
•20
二十一、应力痕:
应力痕:因注射时内应力过大而在产品表面形成的光影;
•21
二十二、进胶位发蓝:
进胶点发蓝
•22
二十三、多胶:
多胶 NG
•23
•9
十、划伤(刮伤):
划伤
刮花
•10
十一、烧焦:
烧焦
•11
十二、拖花(拉伤):
拖花(拉伤)
•12
十三、顶高(顶白):
顶高(顶针印)
•13
十四、料花:
料花
•14
十五、油污:
油污NG!
•15
十六、碰伤:
碰伤
•16
十七、削伤:
削缺(削伤)
•17
十八、气泡:
气泡(透明件中央白泡状)
•18
十九、色差(上下盖阴阳色):
注塑缺陷的分析ppt
强,因为玻璃微珠不存在方向性。
1、选择合理得浇口位置及 形式,将熔接线引导至不显
眼位置。
1、增加模温;2、加高熔体温度;3、优化注射速度 及注射压力。
六、湿气痕; 湿气痕由模壁上得冷凝水汽造成,就是顺着塑流得方向出现得灰白色喷射
线段,一些个案表现为表面气泡及粗糙。
故障件图片
成形原因:塑料粒子在存储或注塑过程中吸入了空气中得水分,当这种潮湿得 粒子在注塑熔化时,水分便变为水蒸气泡。由于熔料得模壁流动速度慢于中心 部位,这样这些水蒸气泡就被推向了塑件得表层,受压得气泡因为补偿压力而 爆破,随之被熔胶得流动波峰压至变形,并在模壁上固化。
度缺陷
1、选择合理得浇口位置(将熔接线放在不影响 产品处或将料流改为75°以上得汇流);2、模具 水路要合理,让有熔接线得模具对应处温度能调
得更高些;3、要有充分得排气。
1、加大保压;2、优化注射速度;3、增加熔胶温度 ;5、增加模具温度。
三、喷射纹; 喷射纹就是像蛇形般蜿蜒得粗糙得编织纹,出现在注塑件表面上, 极大得影响着零件得外观质量。 喷射纹一般均从浇口处开始,有时也可以从塑件得狭窄处开始。
1、选择合理得浇口大小及形式,需保证能 充分得补压;2、模具水路要合理,通过模 温得控制使其更好补压;3、要有充分得
排气。
1、料筒得储料行程就是否足够;2、保压及保压 时间就是否太小;3、注射速度就是否太小;4、增
加熔胶温度;5、增加模具温度。
二、熔接线; 熔接线一般均以线形方式显现。熔接线得出现会直接影响零件得 外观质量及零件强度。
得出现。
直接对着空腔得细小得浇 口最易形成喷射纹
优化后得浇口,料流通过上侧 壁模腔得阻挡,使前锋料与后 面得料流能很好得融合在一
1、选择合理得浇口位置及 形式,将熔接线引导至不显
眼位置。
1、增加模温;2、加高熔体温度;3、优化注射速度 及注射压力。
六、湿气痕; 湿气痕由模壁上得冷凝水汽造成,就是顺着塑流得方向出现得灰白色喷射
线段,一些个案表现为表面气泡及粗糙。
故障件图片
成形原因:塑料粒子在存储或注塑过程中吸入了空气中得水分,当这种潮湿得 粒子在注塑熔化时,水分便变为水蒸气泡。由于熔料得模壁流动速度慢于中心 部位,这样这些水蒸气泡就被推向了塑件得表层,受压得气泡因为补偿压力而 爆破,随之被熔胶得流动波峰压至变形,并在模壁上固化。
度缺陷
1、选择合理得浇口位置(将熔接线放在不影响 产品处或将料流改为75°以上得汇流);2、模具 水路要合理,让有熔接线得模具对应处温度能调
得更高些;3、要有充分得排气。
1、加大保压;2、优化注射速度;3、增加熔胶温度 ;5、增加模具温度。
三、喷射纹; 喷射纹就是像蛇形般蜿蜒得粗糙得编织纹,出现在注塑件表面上, 极大得影响着零件得外观质量。 喷射纹一般均从浇口处开始,有时也可以从塑件得狭窄处开始。
1、选择合理得浇口大小及形式,需保证能 充分得补压;2、模具水路要合理,通过模 温得控制使其更好补压;3、要有充分得
排气。
1、料筒得储料行程就是否足够;2、保压及保压 时间就是否太小;3、注射速度就是否太小;4、增
加熔胶温度;5、增加模具温度。
二、熔接线; 熔接线一般均以线形方式显现。熔接线得出现会直接影响零件得 外观质量及零件强度。
得出现。
直接对着空腔得细小得浇 口最易形成喷射纹
优化后得浇口,料流通过上侧 壁模腔得阻挡,使前锋料与后 面得料流能很好得融合在一
塑胶件的24种常见不良缺陷图片演示幻灯片
品质培训教材
塑胶件的24种常见缺陷 图片
1
一、缩水:
缩水(凹痕)
缩水(凹痕)
2
二、气纹:
气纹
3
三、缺料(走胶不足):
走胶不足
缺料
4
四、水口不平:
水口不平
5
五、披锋(毛边):
披锋
毛边
6
六、夹线(结合线):
夹线 夹线(结合线)
7
七、黑点:
黑点NG!
8
八、变形:
平面中间拱起变形
柱子弯曲变形9Βιβλιοθήκη 九、混色(异色):混色
混色(杂色料)
10
十、划伤(刮伤):
划伤
刮花
11
十一、烧焦:
烧焦
12
十二、拖花(拉伤):
拖花(拉伤)
13
十三、顶高(顶白):
顶高(顶针印)
14
十四、料花:
料花
15
十五、油污:
油污NG!
16
十六、碰伤:
碰伤
17
十七、削伤:
削缺(削伤)
18
十八、气泡:
气泡(透明件中央白泡状)
19
十九、色差(上下盖阴阳色):
上盖色偏哑
下盖色偏亮
20
二十、披锋丝(拉丝):
披锋丝(拉丝)NG
21
二十一、应力痕:
应力痕:因注射时内应力过大而在产品表面形成的光影;
22
二十二、进胶位发蓝:
进胶点发蓝
23
二十三、多胶:
多胶 NG
24
二十四、粘胶:
粘胶 :因模具内侧附着有积炭或脏物导致产品表面少胶;
25
塑胶件的24种常见缺陷 图片
1
一、缩水:
缩水(凹痕)
缩水(凹痕)
2
二、气纹:
气纹
3
三、缺料(走胶不足):
走胶不足
缺料
4
四、水口不平:
水口不平
5
五、披锋(毛边):
披锋
毛边
6
六、夹线(结合线):
夹线 夹线(结合线)
7
七、黑点:
黑点NG!
8
八、变形:
平面中间拱起变形
柱子弯曲变形9Βιβλιοθήκη 九、混色(异色):混色
混色(杂色料)
10
十、划伤(刮伤):
划伤
刮花
11
十一、烧焦:
烧焦
12
十二、拖花(拉伤):
拖花(拉伤)
13
十三、顶高(顶白):
顶高(顶针印)
14
十四、料花:
料花
15
十五、油污:
油污NG!
16
十六、碰伤:
碰伤
17
十七、削伤:
削缺(削伤)
18
十八、气泡:
气泡(透明件中央白泡状)
19
十九、色差(上下盖阴阳色):
上盖色偏哑
下盖色偏亮
20
二十、披锋丝(拉丝):
披锋丝(拉丝)NG
21
二十一、应力痕:
应力痕:因注射时内应力过大而在产品表面形成的光影;
22
二十二、进胶位发蓝:
进胶点发蓝
23
二十三、多胶:
多胶 NG
24
二十四、粘胶:
粘胶 :因模具内侧附着有积炭或脏物导致产品表面少胶;
25
不良原因和对策培训幻灯片
v 2. 升高料温与模温,增强塑胶的流动性,提高熔合 时的料温。
v 3. 提高注射压力,适当增加浇注系统尺寸。 v 4. 增大射出速度。 v 5. 缩短浇口与熔接区域的距离。 v 6. 减少脱模剂的使用。 v 7. 在熔接痕旁边加加热棒。
不良原因和对策培训幻灯片
喷痕、蛇纹-Jetting
v 高速通过浇口的塑胶熔体直接进入型腔,然 后接触腔表面而固化,接着被随后的塑胶熔 体推挤,从而残留蛇行痕迹。
气体,排出不完全,在固化时便产生银丝。 v 3. 模具温度低,塑料熔体迅速固化导致排气不完全。 v 4. 模具表面附有油或水分或脱模剂,蒸发而成气体
状,随着塑料熔体的冷却固化而液化。
不良原因和对策培训幻灯片
原因及对策-银丝
v 5. 螺杆卷入空气。料斗下部的冷却充分,则料斗侧 的温度低,与料筒有温度差,胶粒常擦伤螺杆,易 带入空气。
v 6. 注射初期排气不良。初期射出的塑料熔体迅速固 化,因而气体排出不完全,发生银线。
v 7. 注射压力过高、注射速度过快。当肉厚变化剧烈 时,流动中的压缩塑料熔体急速地减压而膨胀,挥 发分解气体与模穴接触后液化。
不良原因和对策培训幻灯片
破裂、龟裂-Cracking & Crazing
v 制品表面裂痕严重而明显者为破裂 (Cracking)。
量不足。 v 3. 料温、模温太低,塑胶在当前压力下流动困难。 v 4. 塑料融化不充分,流动性不好,导致注射压力降
过大。 v 5. 射胶速度太慢。 v 6. 射胶时太快转换为保压或保压压力过低。
不良原因和对策培训幻灯片
原因及对策-不饱模
v 7. 流动中冷料井预留不足或不当,冷料头进 入型腔而阻碍塑胶之正常流动。
速方式以利气体排出。 v 4. 采用真空泵抽取型腔内的空气,使型腔在真空状
v 3. 提高注射压力,适当增加浇注系统尺寸。 v 4. 增大射出速度。 v 5. 缩短浇口与熔接区域的距离。 v 6. 减少脱模剂的使用。 v 7. 在熔接痕旁边加加热棒。
不良原因和对策培训幻灯片
喷痕、蛇纹-Jetting
v 高速通过浇口的塑胶熔体直接进入型腔,然 后接触腔表面而固化,接着被随后的塑胶熔 体推挤,从而残留蛇行痕迹。
气体,排出不完全,在固化时便产生银丝。 v 3. 模具温度低,塑料熔体迅速固化导致排气不完全。 v 4. 模具表面附有油或水分或脱模剂,蒸发而成气体
状,随着塑料熔体的冷却固化而液化。
不良原因和对策培训幻灯片
原因及对策-银丝
v 5. 螺杆卷入空气。料斗下部的冷却充分,则料斗侧 的温度低,与料筒有温度差,胶粒常擦伤螺杆,易 带入空气。
v 6. 注射初期排气不良。初期射出的塑料熔体迅速固 化,因而气体排出不完全,发生银线。
v 7. 注射压力过高、注射速度过快。当肉厚变化剧烈 时,流动中的压缩塑料熔体急速地减压而膨胀,挥 发分解气体与模穴接触后液化。
不良原因和对策培训幻灯片
破裂、龟裂-Cracking & Crazing
v 制品表面裂痕严重而明显者为破裂 (Cracking)。
量不足。 v 3. 料温、模温太低,塑胶在当前压力下流动困难。 v 4. 塑料融化不充分,流动性不好,导致注射压力降
过大。 v 5. 射胶速度太慢。 v 6. 射胶时太快转换为保压或保压压力过低。
不良原因和对策培训幻灯片
原因及对策-不饱模
v 7. 流动中冷料井预留不足或不当,冷料头进 入型腔而阻碍塑胶之正常流动。
速方式以利气体排出。 v 4. 采用真空泵抽取型腔内的空气,使型腔在真空状
塑胶模具成型常见不良原因分析及对策(共7张PPT)

对对策策: :11添降加低背背压压;;对策:气缸内: 1 添加背压;
B、 缘由:加热筒内部异常发热
2 降低螺杆转数;
3 添加计量后树脂滞留时间;
模具内: 1降低充填速度;2 采用多段射出;
成型常见不良缘由分析及对策
十 变形
A、 缘由: 残留应力的影响
对策: 1 运用多段速度切换;2 料管温度升高;
3 充填速度调慢; 4 模温升高;5 保压降低;
6 背压调高; 7 顶出速度降低;
8 充填速度调快〔压力缺乏情形〕9 延伸
冷却时间;
B、 缘由:收缩率不同的影响
对策:1 冷却水量的调整;2 冷却水温度的调整;
3 冷却水路的检修
E 缘由:二次压切换不良
对策:二次压切换调整
成型常见不良缘由分析及对策
三 毛边
A 缘由:射出压力过高
对策: 1 保压调整;2充填压力多段切换;
B 缘由:流动性过高
对策:1充填速度调低;2 背压调低;
3
模温降低;4 料管温度降低;
C 缘由:二次压切换不良
对策:1 提早切换二次压;2 减少计量值;
D 缘由:模内空气排出不良
. 缩水 A、缘由:计量值缺乏。 对策:1 添加计量值;2 添加背压;3 添加螺杆
转数。
B 缘由:压力缺乏
对策:1 保压调快;2 保压时间调长;
C 缘由:流动性不良。 对策:1 添加充填速度〔压力缺乏情形〕; 2 降低充填速a度〔厚肉制品情形〕; D 缘由:料管温度过高
对策:1 料管温度降低;2 模具温度调 低;3 冷却时间加长;
对策:1松退量减少;2松退速 度减小;
成型常见不良缘由分析及对策
D、 缘由:体积收缩
塑胶产品常见缺陷及改善办法
工艺:1.降低料筒温度2.降低背压3.降低螺杆转Hale Waihona Puke 4.减少残量原料:检查原料是否混有杂料
缺陷:光泽不一 Defect:Gloss differences
光泽不一
光泽不一改善对策
工艺:1.提高注射速度及注射压力2.提高保压压力及保压时间3.提高料筒温度模具:1.均匀模腔表面温度
缺陷: 表面斑点 Defect:Spots on surface
缺陷:走胶 Defect:incompletely filled parts
缺胶
走胶改善对策
工艺:1.提高注射速度及注射压力2.提高保压压力及保压时间3.提高料筒温度4.提高背压模具:1.增大浇口及流道截面积2.提高模腔表面温度3.改善模具排气
缺陷:披锋 Defect: flash
皱纹
皱纹改善对策
工艺1.提高注射速度2.提高注射压力及保压压力3.提高料筒温度模具1.增大浇口及流道截面积2.提高模腔表面温度
缺陷: 混色 Defect: color streaks
混色
混色的改善对策
工艺1.提高背压2.降低螺杆转速,以增加混炼时间3.提高料筒温度4.增加残量机器1.选用混炼型喷嘴(探针载流/滑动载流)2.选用BM螺杆
9、静夜四无邻,荒居旧业贫。。10、雨中黄叶树,灯下白头人。。11、以我独沈久,愧君相见频。。12、故人江海别,几度隔山川。。13、乍见翻疑梦,相悲各问年。。14、他乡生白发,旧国见青山。。15、比不了得就不比,得不到的就不要。。。16、行动出成果,工作出财富。。17、做前,能够环视四周;做时,你只能或者最好沿着以脚为起点的射线向前。。9、没有失败,只有暂时停止成功!。10、很多事情努力了未必有结果,但是不努力却什么改变也没有。。11、成功就是日复一日那一点点小小努力的积累。。12、世间成事,不求其绝对圆满,留一份不足,可得无限完美。。13、不知香积寺,数里入云峰。。14、意志坚强的人能把世界放在手中像泥块一样任意揉捏。15、楚塞三湘接,荆门九派通。。。16、少年十五二十时,步行夺得胡马骑。。17、空山新雨后,天气晚来秋。。9、杨柳散和风,青山澹吾虑。。10、阅读一切好书如同和过去最杰出的人谈话。11、越是没有本领的就越加自命不凡。12、越是无能的人,越喜欢挑剔别人的错儿。13、知人者智,自知者明。胜人者有力,自胜者强。14、意志坚强的人能把世界放在手中像泥块一样任意揉捏。15、最具挑战性的挑战莫过于提升自我。。16、业余生活要有意义,不要越轨。17、一个人即使已登上顶峰,也仍要自强不息。
缺陷:光泽不一 Defect:Gloss differences
光泽不一
光泽不一改善对策
工艺:1.提高注射速度及注射压力2.提高保压压力及保压时间3.提高料筒温度模具:1.均匀模腔表面温度
缺陷: 表面斑点 Defect:Spots on surface
缺陷:走胶 Defect:incompletely filled parts
缺胶
走胶改善对策
工艺:1.提高注射速度及注射压力2.提高保压压力及保压时间3.提高料筒温度4.提高背压模具:1.增大浇口及流道截面积2.提高模腔表面温度3.改善模具排气
缺陷:披锋 Defect: flash
皱纹
皱纹改善对策
工艺1.提高注射速度2.提高注射压力及保压压力3.提高料筒温度模具1.增大浇口及流道截面积2.提高模腔表面温度
缺陷: 混色 Defect: color streaks
混色
混色的改善对策
工艺1.提高背压2.降低螺杆转速,以增加混炼时间3.提高料筒温度4.增加残量机器1.选用混炼型喷嘴(探针载流/滑动载流)2.选用BM螺杆
9、静夜四无邻,荒居旧业贫。。10、雨中黄叶树,灯下白头人。。11、以我独沈久,愧君相见频。。12、故人江海别,几度隔山川。。13、乍见翻疑梦,相悲各问年。。14、他乡生白发,旧国见青山。。15、比不了得就不比,得不到的就不要。。。16、行动出成果,工作出财富。。17、做前,能够环视四周;做时,你只能或者最好沿着以脚为起点的射线向前。。9、没有失败,只有暂时停止成功!。10、很多事情努力了未必有结果,但是不努力却什么改变也没有。。11、成功就是日复一日那一点点小小努力的积累。。12、世间成事,不求其绝对圆满,留一份不足,可得无限完美。。13、不知香积寺,数里入云峰。。14、意志坚强的人能把世界放在手中像泥块一样任意揉捏。15、楚塞三湘接,荆门九派通。。。16、少年十五二十时,步行夺得胡马骑。。17、空山新雨后,天气晚来秋。。9、杨柳散和风,青山澹吾虑。。10、阅读一切好书如同和过去最杰出的人谈话。11、越是没有本领的就越加自命不凡。12、越是无能的人,越喜欢挑剔别人的错儿。13、知人者智,自知者明。胜人者有力,自胜者强。14、意志坚强的人能把世界放在手中像泥块一样任意揉捏。15、最具挑战性的挑战莫过于提升自我。。16、业余生活要有意义,不要越轨。17、一个人即使已登上顶峰,也仍要自强不息。
塑胶件的种常见不良缺陷图片(ppt)
混色
混色(杂色料)
十、划伤(刮伤):
划伤
刮花
十一、烧焦:
烧焦
十二、拖花(拉伤):
拖花(拉伤)
十三、顶高(顶白):
顶高(顶针印)
十四、料花:
料花
十五、油污:
油污NG!
十六、碰伤:
碰伤
十七、削伤:
削缺(削伤)
十八、气泡:
气泡(透明件中央白泡状)
十九、色差(上下盖阴阳色):
上盖色偏哑
下盖色偏亮
二十、披锋丝(拉丝):
披锋丝(拉丝)NG
二十一、应力痕:
应力痕:因注射时内应力过大而在产品表面形成的光影;
二十二、进胶位发蓝:
进胶点发蓝
二十三、多胶:
多胶 NG
塑胶件的种常见不 良缺陷图片(ppt)
一、缩水:
缩水(凹痕)
缩水(凹痕)
二、气纹:
气纹
三、缺料(走胶不足):
走胶不足
缺料
四锋
毛边
六、夹线(结合线):
夹线 夹线(结合线)
七、黑点:
黑点NG!
八、变形:
平面中间拱起变形
柱子弯曲变形
九、混色(异色):
混色(杂色料)
十、划伤(刮伤):
划伤
刮花
十一、烧焦:
烧焦
十二、拖花(拉伤):
拖花(拉伤)
十三、顶高(顶白):
顶高(顶针印)
十四、料花:
料花
十五、油污:
油污NG!
十六、碰伤:
碰伤
十七、削伤:
削缺(削伤)
十八、气泡:
气泡(透明件中央白泡状)
十九、色差(上下盖阴阳色):
上盖色偏哑
下盖色偏亮
二十、披锋丝(拉丝):
披锋丝(拉丝)NG
二十一、应力痕:
应力痕:因注射时内应力过大而在产品表面形成的光影;
二十二、进胶位发蓝:
进胶点发蓝
二十三、多胶:
多胶 NG
塑胶件的种常见不 良缺陷图片(ppt)
一、缩水:
缩水(凹痕)
缩水(凹痕)
二、气纹:
气纹
三、缺料(走胶不足):
走胶不足
缺料
四锋
毛边
六、夹线(结合线):
夹线 夹线(结合线)
七、黑点:
黑点NG!
八、变形:
平面中间拱起变形
柱子弯曲变形
九、混色(异色):
塑胶制品常见不良及其原因

(1) 无主流道冷料穴或分流道冷料穴 (2) 脱模时刮胶,冷胶留在模具上与下一啤材料融合时产生冷胶印。 脱模时刮胶,冷胶留在模具上与下一啤材料融合时产生冷胶印。
3、塑料问题: 塑料问题:
(1)塑料有混入杂质 (2)混入不同品种或不同品级塑料
变形
产生发生变形通常是由于冷却收缩时各部位收缩大小不一造成。 产生发生变形通常是由于冷却收缩时各部位收缩大小不一造成。
喷嘴注诞
主要由于物料过热粘度变小,流动性过大造成。 主要由于物料过热粘度变小,流动性过大造成。
1、成形条件方面
(1)提高注射速度 (2)提高射出压力 (3)提高料筒温度 (4)脱模剂禁用 (5)提高背压及螺杆转速 不建议采用) (不建议采用) (6)模温提高
2、模具方面
(1)浇口太小 (2)冷料穴太小 (3)排气不良
3、塑料问题: 塑料问题:
(1)材料干燥不好。 材料干燥不好。
3、设备问题: 设备问题:
喷嘴孔太小/ 喷嘴孔太小/堵塞
银丝纹
主要是塑料含挥发物太多,及料筒温度高, 主要是塑料含挥发物太多,及料筒温度高,或材料干燥程度不够在产 品上形成放射状亮纹。 品上形成放射状亮纹。
1、塑料问题: 塑料问题:
(1)塑料污染 (1)塑料污染 (2)塑料未干燥或干燥不好 (2)塑料未干燥或干燥不好 (3)塑料低分子物质太多 (3)塑料低分子物质太多
1、塑料问题: 塑料问题:
原料含水份, ( 1 ) 原料含水份 , 溶剂或 易挥发物质太多 (2)原料加润滑剂太多
3、模具问题: 模具问题:
(1)模具温度太低 (2)模具排气不良
4、产品结构问题: 产品结构问题:
(1)产品太厚 (2)产品厚薄悬殊
2、操作问题:
3、塑料问题: 塑料问题:
(1)塑料有混入杂质 (2)混入不同品种或不同品级塑料
变形
产生发生变形通常是由于冷却收缩时各部位收缩大小不一造成。 产生发生变形通常是由于冷却收缩时各部位收缩大小不一造成。
喷嘴注诞
主要由于物料过热粘度变小,流动性过大造成。 主要由于物料过热粘度变小,流动性过大造成。
1、成形条件方面
(1)提高注射速度 (2)提高射出压力 (3)提高料筒温度 (4)脱模剂禁用 (5)提高背压及螺杆转速 不建议采用) (不建议采用) (6)模温提高
2、模具方面
(1)浇口太小 (2)冷料穴太小 (3)排气不良
3、塑料问题: 塑料问题:
(1)材料干燥不好。 材料干燥不好。
3、设备问题: 设备问题:
喷嘴孔太小/ 喷嘴孔太小/堵塞
银丝纹
主要是塑料含挥发物太多,及料筒温度高, 主要是塑料含挥发物太多,及料筒温度高,或材料干燥程度不够在产 品上形成放射状亮纹。 品上形成放射状亮纹。
1、塑料问题: 塑料问题:
(1)塑料污染 (1)塑料污染 (2)塑料未干燥或干燥不好 (2)塑料未干燥或干燥不好 (3)塑料低分子物质太多 (3)塑料低分子物质太多
1、塑料问题: 塑料问题:
原料含水份, ( 1 ) 原料含水份 , 溶剂或 易挥发物质太多 (2)原料加润滑剂太多
3、模具问题: 模具问题:
(1)模具温度太低 (2)模具排气不良
4、产品结构问题: 产品结构问题:
(1)产品太厚 (2)产品厚薄悬殊
2、操作问题:
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
9
九、混色(异色):
混色
混色(杂色料)
10
十、划伤(刮伤):
划伤
刮花
11
十一、烧焦:
烧焦
12
十二、拖花(拉伤):
拖花(拉伤)
13
十三、顶高(顶白):
顶高(顶针印)
14
十四、料花:
料花
15
十五、油污:
油污NG!
16
十六、碰伤:
碰伤
17
十七、削伤:
削缺(削伤)
18
十八、气泡:
气泡(透明件中央白泡状)
品质培训教材
塑胶件的24种常见缺陷 图片
1
一、缩水:
缩水(凹痕)
缩水(凹痕)
2
二、气纹:
气纹
3
三、缺料(走胶不足):
走胶不足
缺料
4
四、水口不平:
水口不平
5
五、披锋(毛边):
披锋
毛边
6
六、夹线(结合线):
夹线 夹线(结合线)
7
七、黑点:
黑点NG!
8
八、变形:
平面中间拱起变形
柱子弯曲变形
2519十九、源自差(上下盖阴阳色):上盖色偏哑
下盖色偏亮
20
二十、披锋丝(拉丝):
披锋丝(拉丝)NG
21
二十一、应力痕:
应力痕:因注射时内应力过大而在产品表面形成的光影;
22
二十二、进胶位发蓝:
进胶点发蓝
23
二十三、多胶:
多胶 NG
24
二十四、粘胶:
粘胶 :因模具内侧附着有积炭或脏物导致产品表面少胶;
九、混色(异色):
混色
混色(杂色料)
10
十、划伤(刮伤):
划伤
刮花
11
十一、烧焦:
烧焦
12
十二、拖花(拉伤):
拖花(拉伤)
13
十三、顶高(顶白):
顶高(顶针印)
14
十四、料花:
料花
15
十五、油污:
油污NG!
16
十六、碰伤:
碰伤
17
十七、削伤:
削缺(削伤)
18
十八、气泡:
气泡(透明件中央白泡状)
品质培训教材
塑胶件的24种常见缺陷 图片
1
一、缩水:
缩水(凹痕)
缩水(凹痕)
2
二、气纹:
气纹
3
三、缺料(走胶不足):
走胶不足
缺料
4
四、水口不平:
水口不平
5
五、披锋(毛边):
披锋
毛边
6
六、夹线(结合线):
夹线 夹线(结合线)
7
七、黑点:
黑点NG!
8
八、变形:
平面中间拱起变形
柱子弯曲变形
2519十九、源自差(上下盖阴阳色):上盖色偏哑
下盖色偏亮
20
二十、披锋丝(拉丝):
披锋丝(拉丝)NG
21
二十一、应力痕:
应力痕:因注射时内应力过大而在产品表面形成的光影;
22
二十二、进胶位发蓝:
进胶点发蓝
23
二十三、多胶:
多胶 NG
24
二十四、粘胶:
粘胶 :因模具内侧附着有积炭或脏物导致产品表面少胶;