M六角螺母制作
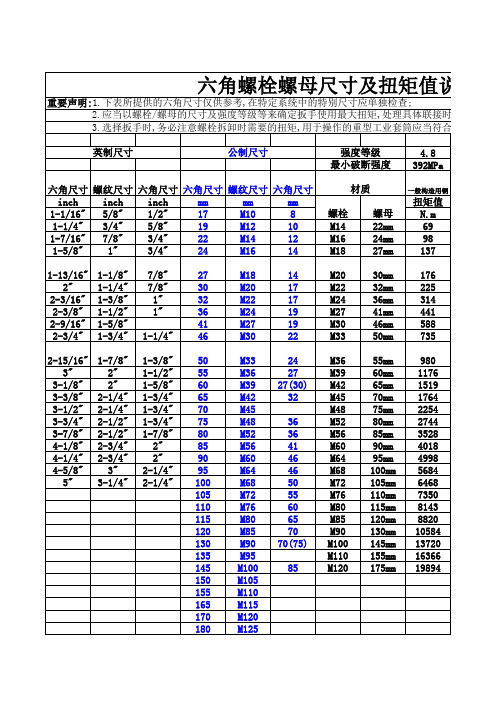
六角螺栓螺母尺寸及扭矩值说明
KG 则拆卸时所需的力矩为320*(1.5-2.5) = 480-800KGM
一般构造用钢
扭矩值 N.m 69 98 137 176 225 314 441 588 735 980 1176 1519 1764 2254 2744 3528 4018 4998 5684 6468 7350 8143 8820 10584 13720 16366 19894
1.以上为德国工业标准,表中扭矩值为螺栓达到屈服极限的70%时所测定; 2.建议锁紧力矩值为: 表中数值*(70-80)% .例如:M48 8.8级螺栓 的力矩为:400*80% = 320KG 3.螺栓拆卸时所需的力矩为锁紧力矩的1.5-2.5倍. 例如:上例锁紧力矩为320KG,则拆卸时所需的力矩为
扭矩值 N.m 165 247 341 480 765 981 1472 1962 2060 2453 2943 3826 4415 5592 6573 8437 10791
扭矩值 N.m 225 353 480 569 911 1176 1764 2352 2450 2940 3626 4606 5390 6664 8330 10290 13230
德国JACARE液压工具/德国工具/德国LUKAS耗材产品 廖先生(Salem)13527621405
矩值说明
Байду номын сангаас
具体联接时请确认工程的制造商的参数; 筒应当符合国际通用标准. 6.8 588MPa
机械构造用钢
8.8 784MPa
铬钼合金钢
10.9 941MPa
镍铬钼合金钢
12.9 1176MPa
镍铬合金钢
六角螺栓螺母尺寸及扭矩值说明
重要声明:1.下表所提供的六角尺寸仅供参考,在特定系统中的特别尺寸应单独检查; 重要声明: 2.应当以螺栓/螺母的尺寸及强度等级等来确定扳手使用最大扭矩,处理具体联接时请确认工程 3.选择扳手时,务必注意螺栓拆卸时需要的扭矩,用于操作的重型工业套筒应当符合国际通用标 英制尺寸 六角尺寸 inch 1-1/16" 1-1/4" 1-7/16" 1-5/8" 1-13/16" 2" 2-3/16" 2-3/8" 2-9/16" 2-3/4" 2-15/16" 3" 3-1/8" 3-3/8" 3-1/2" 3-3/4" 3-7/8" 4-1/8" 4-1/4" 4-5/8" 5" 螺纹尺寸 inch 5/8" 3/4" 7/8" 1" 1-1/8" 1-1/4" 1-3/8" 1-1/2" 1-5/8" 1-3/4" 1-7/8" 2" 2" 2-1/4" 2-1/4" 2-1/2" 2-1/2" 2-3/4" 2-3/4" 3" 3-1/4" 公制尺寸 六角尺寸 六角尺寸 螺纹尺寸 六角尺寸 inch mm mm mm 17 M10 8 1/2" 5/8" 19 M12 10 3/4" 22 M14 12 3/4" 24 M16 14 27 M18 14 7/8" 7/8" 30 M20 17 1" 32 M22 17 36 1" M24 19 41 M27 19 1-1/4" 46 M30 22 1-3/8" 50 M33 24 1-1/2" 55 M36 27 1-5/8" 60 M39 27(30) 1-3/4" 65 M42 32 1-3/4" 70 M45 1-3/4" 75 M48 36 1-7/8" 80 M52 36 2" 85 M56 41 2" 90 M60 46 2-1/4" 95 M64 46 2-1/4" 100 M68 50 105 M72 55 110 M76 60 115 M80 65 120 M85 70 130 M90 70(75) 135 M95 145 M100 85 150 M105 155 M110 165 M115 170 M120 180 M125 185 M130 200 M140 M150 210 强度等级 最小破断强度 材质 螺栓 M14 M16 M18 M20 M22 M24 M27 M30 M33 M36 M39 M42 M45 M48 M52 M56 M60 M64 M68 M72 M76 M80 M85 M90 M100 M110 M120 螺母 22mm 24mm 27mm 30mm 32mm 36mm 41mm 46mm 50mm 55mm 60mm 65mm 70mm 75mm 80mm 85mm 90mm 95mm 100mm 105mm 110mm 115mm 120mm 130mm 145mm 155mm 175mm 4.8 392MPa
ASME-B18.2.4.6M-2010-米制重型六角螺母

米制重型六角螺母
MetricHeavyHexNuts
米制重型六角螺母
Date of Issuance: March 31,
2010发行日期:2010年3月31日
This Standard will be revised when the Society approves the issuance of a new edition. There will benoaddendaissuedtothisedition.
ASME就有关本标准技术方面的解释提出书面答复。定期发布ASME B18委员会的某些行动作为案例。案例和解释是在ASME网站上发布的,委员会的网页在发布。
ASME is the registered trademark of The American Society of Mechanical Engineers.
ASME只负责根据已建立的ASME程序和政策发布的对这些文件的解释,从而排除了个人发布解释的责任。
No part of this document may be reproduced in any form, inanelectronicretrievalsystemorotherwise,
without the prior written pting on September 22, 1976, Subcommittee 2 organized the contents of a standard covering six different styles of hex nuts. Actual drafting was postponed until ISO/TC2 could reach final decisions relating to basic dimensions and characteristics of hex bolts, screws, and nuts. At ISO/TC2 meetings held in April 1977, final actions were taken. The B18 Committee affirmed the TC2 decisions at a metting on June 29, 1977, and drafting of this Standard was started.
六角螺栓重量表(单螺帽 双螺帽)
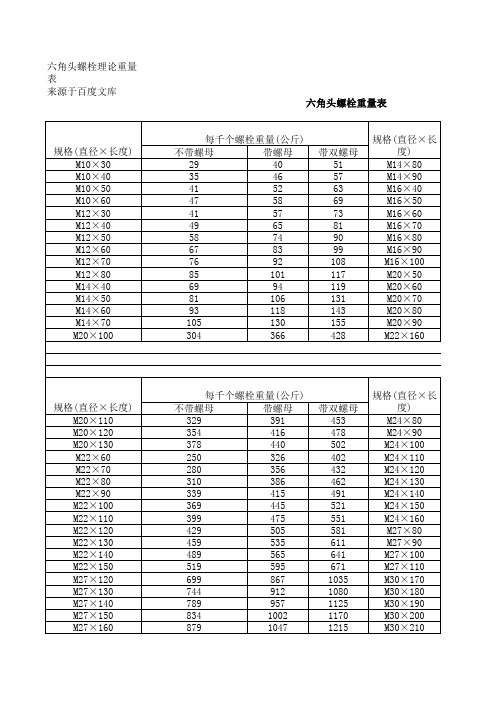
带双螺母 453 478 502 402 432 462 491 521 551 581 611 641 671 1035 1080 1125 1170 1215
规格(直径×长 度) M24×80 M24×90 M24×100 M24×110 M24×120 M24×130 M24×140 M24×150 M24×160 M27×80 M27×90 M27×100 M27×110 M30×170 M30×180 M30×190 M30×200 M30×0m1040m1050m1060m1230m1240m1250m1260m1270m1280m1440m1450m1460m1470m20100每千个螺栓重量公斤不带螺母带螺母2940354641524758415749655874678376928510169948110693118105130304366带双螺母5157636973819099108117119131143155428规格直径长度m1480m1490m1640m1650m1660m1670m1680m1690m16100m2050m2060m2070m2080m2090m22160规格直径长度m20110m20120m20130m2260m2270m2280m2290m22100m22110m22120m22130m22140m22150m27120m27130m27140m27150m27160每千个螺栓重量公斤不带螺母带螺母32939135441637844025032628035631038633941536944539947542950545953548956551959569986774491278995783410028791047带双螺母45347850240243246249152155158161164167110351080112511701215规格直径长度m2480m2490m24100m24110m24120m24130m24140m24150m24160m2780m2790m27100m27110m30170m30180m30190m30200m30210规格直径长度m27170m27180m30100m30110m30120m30130m30140m30150m30160m36190m36200m36210m36220m36230m36240m42150m42160m42170m42180m42190m42200m42210m42220m48260m48300每千个螺栓重量公斤不带螺母带螺母9241092969113776599982010548751109931116598612201042127610981332188622571966233720462417212624972206257722862657222328222332293×长度) M10×30 M10×40 M10×50 M10×60 M12×30 M12×40 M12×50 M12×60 M12×70 M12×80 M14×40 M14×50 M14×60 M14×70 M20×100
六角螺母的工艺流程

六角螺母的工艺流程一、原材料准备。
这六角螺母啊,它的故事得从原材料开始说起。
一般呢,咱们会选用钢材来制作六角螺母。
为啥是钢材呢?钢材结实啊,能承受得住各种压力。
这就好比一个人要去干重活,那肯定得找个身强力壮的呀。
在准备原材料的时候呢,可不能马虎。
得检查钢材的质量,有没有裂缝啊,是不是符合咱们制作六角螺母的规格啊。
要是原材料都不行,那后面做出来的六角螺母肯定也是个“残次品”。
就像盖房子,地基要是没打好,房子肯定不稳当。
二、切割。
有了好的钢材,接下来就是切割啦。
把钢材按照咱们需要的尺寸切割成一小段一小段的。
这个切割可讲究了呢。
不能切得太长,也不能太短。
要是太长了,就浪费材料,就像你吃饭,盛了一大碗,结果吃不完,多浪费呀。
要是太短了呢,又做不出合格的六角螺母。
这时候啊,操作切割机器的师傅就像一个大厨,掌握着精确的“刀工”,把钢材切割得恰到好处。
三、锻造。
切割好的钢材小段就进入锻造环节啦。
锻造就像是给钢材做“塑形手术”。
把钢材放在模具里,然后通过各种压力设备,让钢材按照六角螺母的形状开始变形。
这个过程可不容易呢。
就像你捏橡皮泥,你得使对劲儿,才能捏出你想要的形状。
在锻造的时候啊,压力的大小、锻造的速度,都得控制好。
要是压力太大了,钢材可能就被压坏了;要是速度太快了,可能形状就不太标准了。
这就全靠工人师傅的经验啦,他们就像神奇的魔法师,把一段段钢材变成了六角螺母的雏形。
四、钻孔。
锻造好的六角螺母雏形还不能用呢,因为它还没有孔。
这时候就要钻孔啦。
钻孔就像是给六角螺母开个小窗户。
这个孔可是很重要的,它要和螺丝配合得严丝合缝才行。
钻孔的时候呢,钻头的大小得选对,要是钻头太大了,孔就太大,螺丝就容易松动;要是钻头太小了,孔太小,螺丝都拧不进去。
这就像你穿衣服,衣服大小得合适,不然穿着就不舒服。
而且钻孔的时候还得保证孔的位置是正的,不然六角螺母拧在螺丝上的时候就歪歪扭扭的,那多难看呀。
五、热处理。
钻好孔的六角螺母还得进行热处理。
六角法兰螺母标准尺寸表

六角法兰螺母标准尺寸表六角法兰螺母作为紧固件中的一种常见形式,广泛应用于机械设备和工程结构中。
它有着明显的优点:首先,结构简单,方便加工和安装;其次,紧固性能可靠,紧固力度大,经久耐用。
在工业生产和日常生活中,六角法兰螺母使用频率较高,对于各种类型的机械关节或紧密连接中起到了至关重要的作用。
下面是六角法兰螺母标准尺寸表的详细介绍。
一、标准尺寸法兰螺母是按照国际标准制定而来的,通常采用的是DIN、JIS 以及ANSI标准。
以DIN标准为例,六角法兰螺母的标准尺寸表如下:公称直径 d m e materialM5 0.8 8 3 钢、铜M6 1 10 5 钢、铜M8 1.25 13 6 钢、铜、不锈钢M10 1.5 17 8 钢、铜、不锈钢M12 1.75 19 10 钢、铜、不锈钢M14 2 22 11 钢、不锈钢M16 2 24 13 钢、不锈钢M18 2.5 27 15 钢、不锈钢M20 2.5 30 16 钢、不锈钢M22 2.5 32 18 钢、不锈钢M24 3 36 19 钢、不锈钢M27 3 41 22 钢、不锈钢M30 3.5 46 24 钢、不锈钢M33 3.5 50 26 钢、不锈钢M36 4 55 29 钢、不锈钢M42 4.5 65 34 钢、不锈钢M48 5 75 38 钢、不锈钢二、材质种类六角法兰螺母的材质通常采用的是钢材、铜材和不锈钢材质。
钢材优点是强度高,可靠性好,适合于在大型机械系统中使用,铜材优点是导电性和导热性好,同时具有良好的延展性和可塑性,对于电气器械和精密设备中使用。
不锈钢材料的优点是不会生锈,易于清洗和保养,适合于在水环境中运用较多。
三、使用方法1、安装时,应注意安装六角法兰螺母时的螺纹与螺栓的尺寸、方向和搭配,避免不必要的拧紧力度或过度锁紧。
2、在使用过程中,需要注意定期检查六角法兰螺母的紧固状况,保证其稳定性和持久性。
3、在分配的紧固预紧力值时,需注意是预紧扭力、轴向预紧力还是受到扭矩、地面、热扩散等外在因素的影响。
六角螺母螺栓的制作

六角螺母螺栓的制作
六角螺母和螺栓是机械行业中广泛使用的连接件之一,在制造和装配机器和设备中有
重要作用。
本文将介绍六角螺母和螺栓的制作过程。
1. 材料选择
六角螺母的制作需要选用合适的材料。
通常采用的材料包括不锈钢、铬钼合金钢、碳
素钢等。
选择材料应考虑使用环境、工作温度和强度等因素。
2. 加工工艺
首先,将选好的材料切割成合适大小坯料,然后加工成螺帽形状。
加工方式一般包括
车削、冷拔、热拔、冲压等。
车削是最常见的加工方式,它可以保证六角螺母的密合度和
尺寸精度。
3. 表面处理
制成的螺母表面需要进行处理。
表面处理是为了提高六角螺母的表面硬度和阻止腐蚀。
通常的表面处理方式有镀锌、镀铬、氧化等。
4. 检查
六角螺母制作完成后,需要进行严格的检查。
检查标准应根据六角螺母的国家标准和
企业标准进行,包括外径、内径、高度、角度等方面。
5. 包装
完成检查后,对六角螺母进行包装,并标明批次号、规格型号、材质和生产日期等信息。
加工好的六角螺栓需要进行热处理。
一般热处理方式有淬火、正火和回火等。
热处理
可以提高螺栓的强度和硬度。
3. 螺纹加工
螺栓需要在两端加工螺纹,以便与螺母连接。
螺纹加工一般采用车削或滚压加工方式。
滚压可以提高螺栓的疲劳强度和耐腐蚀性。
总结。
六角螺母的钳工制作工艺流程

六角螺母的钳工制作工艺流程六角螺母是一种常用的紧固元件,广泛应用于机械、建筑、汽车等领域。
在工程施工和制造过程中,六角螺母的质量和安全性十分关键。
钳工制作工艺流程对于六角螺母的质量和稳定性有着重要的影响。
下面,我将以从简到繁、由浅入深的方式,为您介绍六角螺母的钳工制作工艺流程,并分享一些对该制作工艺的观点和理解。
1. 材料选择在六角螺母的制作工艺流程中,首先需要选择适当的材料。
常见的材料包括碳钢、不锈钢等。
根据使用环境和要求,选择合适的材料对于六角螺母的性能和质量至关重要。
2. 切削与成形切削与成形是六角螺母制作的核心步骤之一。
通常采用机械加工的方式,利用车床或铣床等设备对材料进行切削和成形。
在这一步骤中,需要根据设计图纸的要求,精确控制刀具的切削深度和位置,确保螺纹的准确度和六角螺母的尺寸符合标准要求。
3. 螺纹加工螺纹是六角螺母的重要部分,对于螺母的连接和紧固起着关键的作用。
螺纹的加工通常采用切割、攻丝等方式进行。
通过使用合适的切削工具或攻丝刀,将六角螺母的内部或外部表面切割成螺纹形状。
在这一步骤中,需要保证螺纹的精度和形状符合国际标准,以确保螺母能够与相关零部件紧密连接。
4. 表面处理为了提高六角螺母的抗腐蚀性能和外观质量,表面处理是不可或缺的一步。
常见的表面处理方法包括镀锌、镀镍、热处理、喷漆等。
通过选择合适的表面处理方式,可以保护螺母表面不受腐蚀,提高其使用寿命。
5. 检验与质量控制制作完成的六角螺母需要经过严格的检验与质量控制,以确保其符合国家标准和相关要求。
常见的检验方法包括尺寸测量、螺纹测量、外观检查等。
通过这些检验手段,可以对六角螺母的质量进行全面的控制和评估,以保证其安全性和可靠性。
以上是针对六角螺母的钳工制作工艺流程的简要介绍。
通过这个制作工艺,可以确保六角螺母的质量和性能符合相关标准和要求。
然而,需要注意的是,每一步骤都需要严格控制和精确操作,以确保六角螺母的质量和稳定性。
六角螺母材料

六角螺母材料
六角螺母是一种常用的紧固件,它通常与螺栓配合使用,用于连接两个或多个
零件,起到固定和连接的作用。
在不同的使用环境和要求下,选择合适的材料制作六角螺母显得尤为重要。
本文将就六角螺母的材料选择进行介绍和分析。
首先,六角螺母的材料应具有良好的机械性能,包括强度、硬度、韧性等。
常
见的材料有碳钢、合金钢、不锈钢等。
碳钢具有较高的强度和硬度,适用于一般要求不高的场合;合金钢由于含有合金元素,具有更高的强度和硬度,适用于一些特殊要求的场合;不锈钢具有良好的耐腐蚀性能,适用于潮湿、腐蚀性较大的场合。
其次,六角螺母的材料还应考虑使用环境和工作条件。
例如,在高温环境下,
需要选择耐高温的材料,如合金钢或不锈钢;在腐蚀性环境下,需要选择耐腐蚀的材料,如不锈钢等。
此外,还需要考虑六角螺母的使用寿命和安全性能,选择合适的材料可以有效延长使用寿命,提高安全性能。
最后,六角螺母的材料选择还应考虑成本和加工性能。
不同材料的成本和加工
性能有所差异,需要根据实际情况进行综合考虑。
一般来说,碳钢成本较低,加工性能较好,适用于一般要求不高的场合;合金钢成本较高,加工性能一般,适用于一些特殊要求的场合;不锈钢成本较高,加工性能一般,但具有良好的耐腐蚀性能,适用于腐蚀性较大的场合。
综上所述,选择合适的材料制作六角螺母是十分重要的。
在实际应用中,需要
根据使用环境和要求综合考虑材料的机械性能、使用环境和工作条件、成本和加工性能等因素,才能选择出最合适的材料,从而确保六角螺母的使用效果和安全性能。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1.分析本次实习重点、难点内容的学习效果,对课堂纪律、学习风气、安全文明操作等进行总决评价。
2.对工件评分并公布作业成绩。
3.写实习报告。
教法进程
实训教学内容
组织教学
复习旧课
引进新课
任务一:
读懂图纸
发图纸
图样分析
集中点名、检查学生着装及工位安全防护情况、强调纪律、卫生、安全文明生产。(组织教学贯彻于上课的始终)
(1)擦掉毛坯的机油、锈迹并去除毛刺。
(3)用钢直尺检查外形尺寸是否有足够的加工余量。
(2)检查外形精度误差是否过大。
2、整理外形(如图1-2所示)
(1)毛坯外形尺寸符合要求36×14mm,先修整A面作为基准面,再加工平行面,使尺寸达到图纸要求。
(2)面1是加工其它小面的第一个基准面,精度要求比较高。(如图1-3所示)
2)攻螺纹
钻出底孔和锪孔后,用绞杠和M10丝锥对工件进行攻螺纹,注意攻螺纹前工件夹持位置要正确,应尽可能把底孔中心线置于水平或垂直位置,便于攻螺纹时掌握丝锥是否垂直于工件。
攻螺纹时,要注意先用头锥,再用二锥,且两手均匀握住绞杠均匀施加压力(如图1-13所示),当丝锥攻入1到2圈后,从间隔90°的两个方向用90°角尺检查(如图1-14所示),并校正丝锥位置到符合要求,然后继续往下攻,并添加润滑油和倒转1/2圈,便于切削和排屑。
图1-2毛坯料外形尺寸
教法进程
实训教学内容
任务四:
六小面加工
师生互动
提问:
尺寸33mm怎样计算出来?
师生互动
提问:
加工面1注意事项有哪些?
师生互动
提问:
加工面2注意事项有哪些?
3、加工过程
(1)根据六角螺母的毛坯料外形尺寸是36mm,由于六角螺母是具有对称性,先加工面1,单边粗锉加工3mm(如图1-3所示),以刀口角尺控制平面度和垂直度,并且用游标卡尺测量控制尺寸33±0.04mm。
复习提高
攻螺纹技术
1)钻底孔
由图样可知,要攻出M10的螺纹孔,因为是钢料,底孔直径可用下列经验公式计算:
D=d-P
式中:D——底孔直径,mm;
d——螺纹大径,mm;
P——螺距,mm。
查表可知M10的螺距P=1.5mm,即底孔直径
D=d-P
=10-1.5
=8.5mm
选用?8.5麻花钻头对工件进行钻孔,然后再用90°锪孔钻对底孔锪孔,深度约1.5mm,通孔两端要锪孔,便于丝锥切入,并可防止孔口的螺纹崩裂。
教法进程
实训教学内容
重点强调
布置作业
巡回辅助夹紧,
以免工件锉削加工面夹伤或装夹不紧砸伤脚;
2)钻床用电要注意,平口钳装夹要紧固,钻速要合适;
3)钻孔时不要用嘴吹切屑,要用毛刷扫除并且要戴眼镜;
4)锯削时力度和速度要适中,且边锯边观察加工线,以免锯偏。
5)掌握好在加工六角体时常会出现的形位误差和产生原因,以便在练习时加以注意。
A.同一面上两端宽狭不等。产生原因是:
a.与基准端面垂直度误差过大
b.两相对面间的尺寸差值过大(平行度误差大)
B.六角体扭曲:原因是各加工面有扭曲误差存在。
C.120°角度不等:原因是角度测量的积累误差较大。
D.六角边长不等:原因是a.120°角不等;b.三组相对面间的尺寸差值较大。
复习:前一个工件铸铁料的制作特点。
导入:以上节课铸铁料复合件为例,进行分析引入新课钢料的加工。
一、图样分析
六角螺母的技术要求:(如图1-1所示),六个内角相等,六个面垂直于基准面A,倒角15°必须均匀,倒角后形成六角体内切圆,攻螺纹牙面光滑均匀,无崩裂,六边等长,允许公差0.1mm。
图1-1六角螺母图样
教法进程
实训教学内容
提问
讨论
任务二:
检查毛坯
讲解演示
任务三:
整理外形
实物演示
师生互动
提问:
加工A面的注意事项有哪些?
提问:给出毛坯尺寸36×14mm讨论如何进行加工?
(让同学们在座位站起或到讲台分析讲解)
答:根据同学们的回答进行总结分析,
一步一步给同学讲解加工工艺过程。
二、相关工艺的讲解
1.检查工件的毛坯
5)工件毛刺要清除好,以免刮伤手和影响测量精度。
三、布置作业
领材料根据图形内容要求进行整外形和划线,并布置实习报告。
四、巡回指导
让学生动手加工练习与操作,及时发现指正学生练习加工中存在一些不正确的姿势动作,要完全纠正,并解答学生提出的各种问题。
五、结束指导
1.分析本次实习重点、难点内容的学习效果,对课堂纪律、
图1-13图1-14
教法进程
实训教学内容
任务八:
倒角
操作演示
倒15°
内切圆
分析讲解
3)倒角
由图样可知,根据所划好线条,将工件平行装夹于平口钳上,用锉刀加工出15°倒角,注意倒角要求使相贯线对称、倒角面圆滑、内切圆准确(如图15所示)。
图1-15
5、注意事项
1)本课题已是锉削基本练习的后期,故必须达到锉削姿势动作的全部正确,一些不正确的姿势动作要完全纠正。
教学难点
六角螺母尺寸精度和形位公差的控制方法。
预习及
课后作业
预习:将课前所发的图纸读懂,并编写工件加工工艺。
课后作业:领材料根据六角螺母图形内容要求进行制作。
课前准备内容
图样
《六角螺母的制作》图纸
器材
1.材料:45#钢料;规格为?36×14mm等。
2.台虎钳、台式钻床、划线平板、90°V型铁块、?8.5麻花钻头等。
2.精度要求及配分情况
二、相关工艺的讲解
1.检查毛坯外形尺寸
2.整理外形尺寸
3.加工过程技术分析
4.孔加工和倒角
5.注意事项
6.安全文明生产
演
示
图形、各种操作测量及相关尺寸计算方法的演示。
布置作业
每人领材料根据六角螺母图形内容要求进行制作。
巡回指导
让学生动手加工练习与操作,及时发现指正学生练习加工中存在问题并解答学生的提问。
图1-3加工1面
(2)在面1加工完成达到要求后,以面1为基准,先将工件放到划线平板上,用高度划线尺划出30mm高度线条,然后锉削加工到划线处作为面2(如图1-4所示),再精加工达到平面度和与大面A的垂直度,且与面1达到平行度要求,用游标卡尺控制尺寸达到30±0.04mm(如图1-5所示)。
图1-4加工2面
章节课题
项目一六角螺母的制作
教学目的
1.掌握六角螺母的加工方法,并达到一定的锉削精度;
2.掌握120°角度样板的测量和使用方法,提高游标卡尺测量准确度;
3.掌握正确对六角螺母钻出螺纹底孔,并掌握正确的攻螺纹方法;
教学方法
1.任务驱动法2.讲解法3.演示法4.巡回指导法
教学重点
六角螺母的制作和检测方法。
图1-6加工3面图1-7角度样板测量
教法进程
实训教学内容
师生互动
提问:
加工面4
注意事项有哪些?
4)面4的加工和测量与面3相同(如图1-8所示),注意控制平面度、垂直度及角度120°±2'(如图1-9所示),并且用游标卡尺控制平行度和测量尺寸30±0.04mm(如图1-10所示)。
图1-8加工面4图1-9角度样板测量
工具量
1.工具:各种锉刀、划针、样冲、手锤、毛刷、M10丝锥、扳手等。
2.量具:直尺、高度游标尺、游标卡尺、刀口尺、120°角度样板等。
教学环节
教学内容提要
组织教学
集中点名、检查学生着装及工位安全防护情况、强调纪律、卫生、安全文明生产。(组织教学贯彻于上课的始终)
入
门
指
导
讲
授
一、图纸的熟悉及分析
1.图样分析
学习风气、安全文明操作进行适当评价。
2.工件完成后进行自测、自评,收缴后再总结,分析存在问题。
3.写实习报告。
图1-10游标卡尺测量
教法进程
实训教学内容
师生互动
提问:
加工面5
和面6注意事项有哪些?
任务六:
孔和倒角划线
操作演示
5)面5、面6的加工和测量方法与面3、面4的相同,采用角度样板测量角度120°±2'和游标卡尺测量控制平行度及测量尺寸30±0.04mm,最终形成如下图11所示的正六方体。
图1-11正六方体
4、孔加工和倒角
在六个面达到要求后,用钢直尺对正六方体将对角相连接(如图1-12所示),三线相交点即为中心,用样冲定出中心眼,并用划规划出?10检测圆和?30内切圆,高度划线尺划出2mm的倒角高度线。最后去除毛刺、倒棱,全部精度复查。
图1-12
教法进程
实训教学内容
分析计算
注意事项
任务七:
攻螺纹
操作演示
教法进程
实训教学内容
任务五:
提高游标卡尺测量准确度
实物演示
师生互动
提问:
加工面3注意事项有哪些?
任务六:
120°角度样的使用方法
实物演示
图1-5游标卡尺测量
3)采用与面1相同的加工方法来加工面3(如图1-6所示),先用120°角度样以面1作为基准划面3加工参考线,进行粗加工,再用刀口角度控制平面度和与大面A的垂直度,再以面1作为基准,用角度样板控制面1与面3之间形成的角度120°±2'(如图1-6所示),并注意用游标卡尺测量控制尺寸33尺寸。
2)为保证加工表面光洁,在锉削钢件时,必须经常用钢丝刷清除嵌入锉刀齿纹内的锉屑,并在齿面上涂上粉笔灰。
3)为便于掌握加工各面时的粗锉余量情况,加工前可在加工面两端按划线位置用锉刀倒出加工余量的倒角。
4)在加工时要防止片面性,不要为了取得平面度精度而影响了尺寸公差和角度精度,为了锉正角度而忽略了平面度和平行度,或为了减小表面粗糙度而忽略了其他。总之在加工时要顾及达到全面精度要求。