激光熔覆工艺参数对熔覆层表面平整度的影响
简述工艺参数对激光熔覆的影响
简述工艺参数对激光熔覆的影响激光熔覆是一种利用激光束对工件表面进行局部熔化,然后快速凝固形成涂层的表面改性技术。
工艺参数是激光熔覆过程中非常重要的影响因素,合理的工艺参数能够有效控制熔覆涂层的质量和性能。
本文将就工艺参数对激光熔覆的影响进行简要的介绍。
激光功率是影响激光熔覆的关键参数之一。
激光功率的大小直接影响着熔池的温度和深度。
如果激光功率过小,熔池温度将不足以完全熔化底材和熔覆材料,从而导致涂层的结合性能不佳。
而如果激光功率过大,熔池温度将过高,易造成熔池过深和过宽,热影响区增大,从而使热输入过高,使基体金属易热变形和热应力引起裂纹。
要保证适当的激光功率,是保证熔覆质量的重要因素之一。
激光扫描速度也是影响激光熔覆的重要参数之一。
激光扫描速度的大小直接影响着熔覆涂层的结晶组织和晶粒尺寸。
当激光扫描速度过小,熔覆涂层的热输入将过高,涂层容易产生大晶粒和热影响区过大,从而导致涂层的组织过粗;当激光扫描速度过大时,熔覆涂层的热输入将过低,导致熔化不彻底,容易出现未熔或者局部未熔现象。
合理控制激光扫描速度,能够有效控制熔覆涂层的组织和性能。
激光熔覆的气氛环境也是影响熔覆质量的重要因素。
不同的气氛环境对涂层表面的氧化和夹杂物的形成有着直接的影响。
一般来说,惰性气体的气保护效果较好,能够有效减少氧化和夹杂物的形成,保证涂层的质量。
在激光熔覆过程中,要选择合适的惰性气体进行气保护,以保证涂层的质量。
激光熔覆的激光束直径和焦距也是影响熔覆质量的重要参数之一。
激光束的直径直接影响着熔池的形状和大小,而焦距则直接影响着激光束的能量密度分布。
要保证合适的激光束直径和焦距,以保证熔覆涂层的质量和性能。
工艺参数是激光熔覆过程中影响熔覆质量的重要因素。
合理的控制激光功率、扫描速度、气氛环境和激光束参数,能够有效地提高熔覆涂层的质量和性能,为激光熔覆技术的应用提供了重要的理论依据和实践指导。
简述工艺参数对激光熔覆的影响
简述工艺参数对激光熔覆的影响激光熔覆技术是一种先进的表面强化工艺,可以有效地提高金属表面的硬度、耐磨性和耐腐蚀性。
工艺参数作为激光熔覆过程中的重要因素,对最终的熔覆质量和性能有着重要的影响。
本文将对工艺参数对激光熔覆的影响进行简要描述。
激光熔覆技术是一种利用高能密度激光束对金属表面进行加热熔化,并在凝固过程中与基体金属混合的技术。
通过控制激光熔覆过程中的工艺参数,可以实现对熔覆层的组织结构、成分和性能的调控,从而满足不同工件的表面强化要求。
激光功率是影响激光熔覆过程的重要参数之一。
激光功率的大小直接影响着熔池的温度和深度,过高或过低的激光功率都会导致熔覆层的质量不理想。
过高的激光功率会导致熔池过热,容易产生裂纹和气孔,过低的激光功率则无法完全熔化添加材料和基体金属,影响熔覆层的结合强度。
合理选择激光功率对于保证熔覆层的质量至关重要。
激光扫描速度也是影响激光熔覆过程的重要参数之一。
激光扫描速度的快慢直接影响着熔池的凝固速度和熔覆层的组织结构。
通常情况下,较快的激光扫描速度会导致熔池的凝固速度加快,晶粒尺寸变小,组织更加细密,硬度更高,但是会降低熔覆层的厚度;而较慢的激光扫描速度则会导致熔池的凝固速度减慢,晶粒尺寸变大,组织较粗,硬度较低,但是可以保证熔覆层的厚度。
根据具体的工件和表面强化要求,合理选择激光扫描速度是非常重要的。
激光熔覆过程中的激光焦点位置也是影响熔覆质量的重要参数。
激光焦点位置与添加材料的进料位置、基体金属的表面形貌等因素密切相关,不同的焦点位置会导致熔池的形状和尺寸不同,影响熔覆层的成形性能和质量。
激光熔覆过程中的激光束直径、激光束形状、激光束的成形方式、激光束与工件表面的角度等参数也会对熔覆质量产生一定的影响。
合理选择和控制这些工艺参数,可以有效地提高激光熔覆的加工效率和加工质量。
工艺参数对激光熔覆的影响是十分显著的。
通过合理选择和控制激光功率、扫描速度、焦点位置等工艺参数,可以实现对熔覆层的微观组织、成分和性能的调控,从而满足不同工件的表面强化要求。
激光熔覆工艺参数和材料等因素对熔层裂纹关系影响的探讨与思考

激光熔覆工艺参数和材料等因素对熔层裂纹关系影响的探讨与思考激光熔覆是一种热源集中、熔融和凝固迅速的表面修复工艺,广泛应用于金属和合金的表面涂覆、修复和改性等领域。
在激光熔覆过程中,熔层裂纹是一个重要的质量问题,对于改善熔覆层的性能和延长使用寿命具有重要意义。
本文将探讨激光熔覆工艺参数和材料等因素对熔层裂纹的关系,并提出相应的思考。
首先,激光熔覆工艺参数对熔层裂纹的影响是关键因素之一、激光功率是影响熔覆过程中加热速率和冷却速率的重要参数。
当激光功率过高时,熔池的温度梯度将增大,热影响区内的残余应力增加,容易形成熔层裂纹。
因此,合理选择激光功率,控制熔池的温度梯度和冷却速率,可以有效减小熔层裂纹的产生。
其次,激光熔覆过程中的扫描速度也对熔层裂纹的形成有重要影响。
扫描速度过高,将导致熔层过厚,易产生热应力集中和裂纹的形成;扫描速度过低,将导致熔层过薄,容易产生裂纹。
因此,合理选取适当的扫描速度,可以减少熔层裂纹的发生。
此外,激光熔覆过程中还有其他重要的参数,如激光束直径、熔覆层厚度、激光束与工件的距离等等。
这些参数与熔层裂纹的形成有密切关系。
在激光熔覆中,激光束直径的大小和激光束与工件的距离能够影响加热区域的大小和形状,进而影响熔池的温度梯度和残余应力的分布,从而影响熔层裂纹的形成。
熔覆层厚度对于冷却速率和残余应力有明显影响,因此也会对熔层裂纹产生影响。
另外,材料特性也是影响熔层裂纹的重要因素。
不同的材料具有不同的熔点、热导率、热膨胀系数等物理特性,这将直接影响加热和冷却过程,容易引起熔层裂纹。
材料的化学成分和晶体结构也对熔层裂纹的形成起到重要作用。
一些合金中残余元素的含量可能会导致晶间腐蚀,进而引起熔层裂纹。
在研究激光熔覆工艺参数和材料等因素对熔层裂纹关系时,我们应该从实际应用需求出发,通过改变激光功率、扫描速度、激光束直径、工件与激光束的距离等参数,以测试和分析熔覆层的裂纹情况,从而优化工艺参数,减少熔层裂纹的产生。
激光熔覆工艺参数对熔覆层质量的影响
激光熔覆工艺参数对熔覆层质量的影响杨宁;杨帆【摘要】激光表面热处理技术是上世纪70年代逐渐发展起来的一门新兴激光加工技术,尤其在激光熔覆等领域取得了很大进展.本文概述了激光熔覆技术,介绍了激光熔覆工艺参数对熔覆层质量的影响.【期刊名称】《热处理技术与装备》【年(卷),期】2010(031)004【总页数】3页(P17-19)【关键词】激光熔覆;工艺参数;熔覆层质量【作者】杨宁;杨帆【作者单位】河南教育学院,物理系,河南,郑州,450046;郑州大学物理工程学院,材料物理教育部重点实验室,河南,郑州,450052;中州大学,国资处,河南,郑州,450044【正文语种】中文【中图分类】TG156.99激光表面热处理技术是上世纪 70年代逐渐发展起来的一门新兴激光加工技术,尤其在激光熔覆、合金化、熔凝处理和焊接领域取得了很大进展。
激光熔覆技术发展已经近半个世纪,最早开始利用激光熔覆技术的是美国,AVCO公司对易磨损部件进行了首次试验并取得成功。
1981年英国 Ro11s Royce公司成功地在喷气发动机叶轮叶片上涂覆钴基合金显著提高了耐磨性,目前研究工作不只集中在组织性能方面,而且在生产中获得了广泛推广及应用。
激光熔覆是指以不同的添加方式把预涂材料放置在基体表面,常用的添加方式有同步送粉法和预涂粉末法,利用高能激光束辐照基体表面,熔覆粉末和基体形成一薄层,这一薄层迅速升温、气化和熔化并快速凝固成形,且基体对熔覆层稀释度极低,因此熔覆层与基体冶金结合良好,从而明显提高基体的硬度、耐磨性和抗氧化性等性能[1~2]。
激光熔覆是一个与物理、化学和材料科学等诸多方面都有关的冶金过程,对熔覆层质量影响的因素很多,包括熔覆材料、材料的供给方式、预涂厚度、激光功率、扫描速率、光斑尺寸等多种因素各自和相互间的影响。
除熔覆材料对熔覆层质量的影响外,工艺参数对熔覆层质量的影响也是很重要的一方面。
熔覆层质量分为宏观熔覆层质量和微观熔覆层质量两个方面。
激光熔覆工艺参数对熔覆层表面平整度的影响
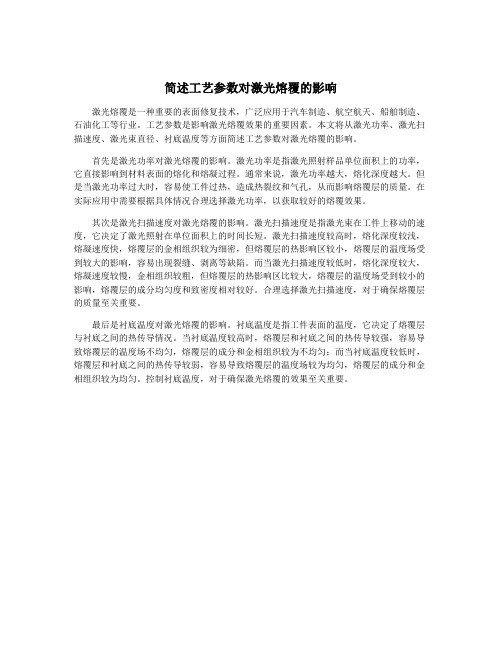
2 . 2 扫描路径 试样的填充模式如图 3 所示 。分区平行扫描方
式是最常用的扫描方式 ,即将一个大区域分为若干
图 2 激光熔覆系统图 Fig. 2 System diagram of t he laser cladding
热点和追求的直接目标 ,而加工工艺参数 (如激光功 率 、扫描速度 、送粉量及载气流量等) 对熔覆层成形 质量起决定性作用 ,在已有的研究中主要关注的是 送粉量 、激光功率 、扫描速度 、保护气流量等加工参 数对熔覆层成形宽度 、高度的影响规律 ,也有研究搭 接率对表面成形质量的影响[1~7] ,而熔覆层的表面 平整度作为衡量熔覆层成形质量的一个重要指标 , 目前尚缺乏系统的研究 。本文在扫描路径一定的条
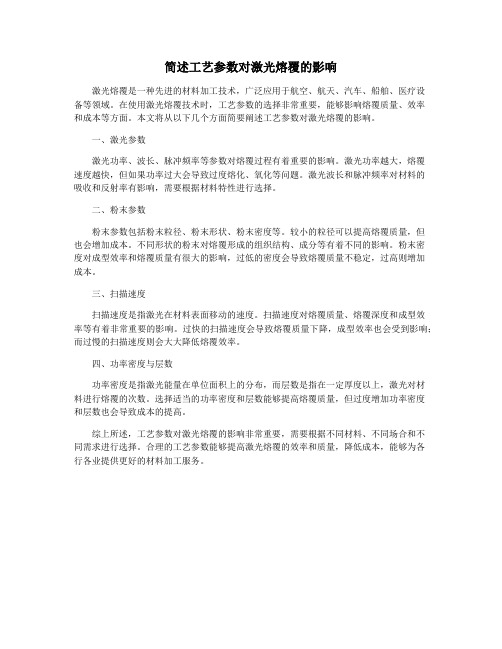
图 4 表面平整度 s 的定义 Fig. 4 Definition of surface smoot hness
298
中 国 激 光
37 卷
熔覆高度之比 : q = s/ h) 进行了计算 , 用表面平整 度来衡量是由于测量值已不满足表面粗糙度的范 围 。图 5 为成形后的熔覆层横断面形貌 。
Ef f ect of P r oces s P a r a met e r s o n S u rf a ce S m oot h nes s i n L a s e r Cl a d di n g
Zhu Gangxian Zhang Anf e ng Li Diche n
( S t a te Key L abor a t or y f or Ma n uf act u r i ng S ys te ms Engi neer i ng , Xi′a n J i aot ong U n i versi t y , Xi′a n , S h a a n xi 710049 , Chi n a)
超高速激光熔覆工艺参数对熔覆层组织和性能的影响
超高速激光熔覆工艺参数对熔覆层组织和性能的影响,郑红彬X王淼辉2,葛学元2,王欣2(1.机械科学研究总院,北京100083$.北京机科国创轻量化科学研究院有限公司,北京100083)摘要:超高速激光熔覆技术与传统激光熔覆有所不同,可大幅提高熔覆效率,制备无缺陷的均匀薄涂层。
为研究超高速激光熔覆主要工艺参数对熔覆层组织与性能的影响,采用超高速激光熔覆技术,分别 以不同激光功率、熔覆速度、熔覆道间距在9Cr2Mo钢基体表面制备M2高速钢涂层,对熔覆层微观组织及力学性能进行表征。
结果表明:熔覆层以细小等轴晶为主,晶间存在网状碳化物;熔覆层主要由crFe、2-Fe以及少部分的MC和M2C碳化物组成;随着激光功率的增大、熔覆速度的减小、熔覆道间距的减小,激光束对熔覆层输入的能量密度随之增大,熔覆层平均晶粒尺寸呈现增大趋势;改变超高速激光熔覆工艺参数,提高对熔覆层的输入能量密度,熔覆层的显微硬度也更加均匀,平均硬度明显提高。
关键词:激光技术;超高速激光熔覆;工艺参数;涂层;微观组织;显微硬度中图分类号:TG174.4文献标志码:AInfluence of Ultra-high-speed Laser Cladding Process Parameters on the Structure and Propertiesof the Cladding LayerZHENG Hongbin1,WANG Miaohui,GE Xueyuan2,WANG Xin2(1.China Academy of Machinery Science and Technology Group Co.,Ltd.,Beijing100083,China;2.Beijing National Innovation Institute of Lightweight Co.,Ltd.,Beijing100083,China)Abstract:Ultra-high-speed laser cladding technology was different from traditional laser cladding,which could greatly improve the cladding efficiency and prepare a uniform thin coating without defects.In order to study the influence of the mainprocessparameGersofulGra-high-speedlasercladdingonGhesGrucGureandperformanceofGhecladdinglayer ulGra-high-speedlasercladdingGechnology wasusedGoprepare M2high-speedsGeelcoaingonGhesurfaceof9Cr2MosGeelsubsGraGe wihdi f erenGlaserpower claddingspeed andcladdingchannelspacing.The microsGrucGureand mechanicalproperGiesof the cladding layer were represented.The results showed that the cladding layer was mainly composed of small equiaxed crystals andtherewerenetworkEarbidesbetweentheErystals.TheEladdinglayerwas mainlyEomposedof1-Fe2-Feanda sma l partofMCand M2CEarbides withtheinEreaseoflaserpower EladdingspeeddeEreased andEladdingEhannelspaE-ing also decreased,the energy density of laser beam input to the cladding layer would increase ,and the average grain size of thecladdinglayerincreased;changingtheultra-high-speedlasercladdingprocessparameterscouldincreasetheinputenergy densitytothecladdinglayer themicrohardnessofthecladdinglayerwasalso moreuniform andtheaveragehardnesswas significantlyimproved.Key words:laser technology ,ultra-high-speed laser cladding,process parameters,coating,microstructure ,microhard-激光熔覆是指将熔覆材料以不同方式添加到熔覆基体表面,并以激光束作为热源,将熔覆材料熔化凝固到基体表面制备与基体具有冶金结合的表面涂层,从而实现材料的表面改性以及产品的表面修复等的工艺方法%13&。
简述工艺参数对激光熔覆的影响
简述工艺参数对激光熔覆的影响激光熔覆是一种重要的表面修复技术,广泛应用于汽车制造、航空航天、船舶制造、石油化工等行业。
工艺参数是影响激光熔覆效果的重要因素。
本文将从激光功率、激光扫描速度、激光束直径、衬底温度等方面简述工艺参数对激光熔覆的影响。
首先是激光功率对激光熔覆的影响。
激光功率是指激光照射样品单位面积上的功率,它直接影响到材料表面的熔化和熔凝过程。
通常来说,激光功率越大,熔化深度越大。
但是当激光功率过大时,容易使工件过热,造成热裂纹和气孔,从而影响熔覆层的质量。
在实际应用中需要根据具体情况合理选择激光功率,以获取较好的熔覆效果。
其次是激光扫描速度对激光熔覆的影响。
激光扫描速度是指激光束在工件上移动的速度,它决定了激光照射在单位面积上的时间长短。
激光扫描速度较高时,熔化深度较浅,熔凝速度快,熔覆层的金相组织较为细密,但熔覆层的热影响区较小,熔覆层的温度场受到较大的影响,容易出现裂缝、剥离等缺陷。
而当激光扫描速度较低时,熔化深度较大,熔凝速度较慢,金相组织较粗,但熔覆层的热影响区比较大,熔覆层的温度场受到较小的影响,熔覆层的成分均匀度和致密度相对较好。
合理选择激光扫描速度,对于确保熔覆层的质量至关重要。
最后是衬底温度对激光熔覆的影响。
衬底温度是指工件表面的温度,它决定了熔覆层与衬底之间的热传导情况。
当衬底温度较高时,熔覆层和衬底之间的热传导较强,容易导致熔覆层的温度场不均匀,熔覆层的成分和金相组织较为不均匀;而当衬底温度较低时,熔覆层和衬底之间的热传导较弱,容易导致熔覆层的温度场较为均匀,熔覆层的成分和金相组织较为均匀。
控制衬底温度,对于确保激光熔覆的效果至关重要。
简述工艺参数对激光熔覆的影响
简述工艺参数对激光熔覆的影响激光熔覆是一种先进的材料加工技术,广泛应用于航空、航天、汽车、船舶、医疗设备等领域。
在使用激光熔覆技术时,工艺参数的选择非常重要,能够影响熔覆质量、效率和成本等方面。
本文将从以下几个方面简要阐述工艺参数对激光熔覆的影响。
一、激光参数激光功率、波长、脉冲频率等参数对熔覆过程有着重要的影响。
激光功率越大,熔覆速度越快,但如果功率过大会导致过度熔化、氧化等问题。
激光波长和脉冲频率对材料的吸收和反射率有影响,需要根据材料特性进行选择。
二、粉末参数粉末参数包括粉末粒径、粉末形状、粉末密度等。
较小的粒径可以提高熔覆质量,但也会增加成本。
不同形状的粉末对熔覆形成的组织结构、成分等有着不同的影响。
粉末密度对成型效率和熔覆质量有很大的影响,过低的密度会导致熔覆质量不稳定,过高则增加成本。
三、扫描速度扫描速度是指激光在材料表面移动的速度。
扫描速度对熔覆质量、熔覆深度和成型效率等有着非常重要的影响。
过快的扫描速度会导致熔覆质量下降,成型效率也会受到影响;而过慢的扫描速度则会大大降低熔覆效率。
四、功率密度与层数功率密度是指激光能量在单位面积上的分布,而层数是指在一定厚度以上,激光对材料进行熔覆的次数。
选择适当的功率密度和层数能够提高熔覆质量,但过度增加功率密度和层数也会导致成本的提高。
综上所述,工艺参数对激光熔覆的影响非常重要,需要根据不同材料、不同场合和不同需求进行选择。
合理的工艺参数能够提高激光熔覆的效率和质量,降低成本,能够为各行各业提供更好的材料加工服务。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Ef f ect of P r oces s P a r a met e r s o n S u rf a ce S m oot h nes s i n L a s e r Cl a d di n g
Zhu Gangxian Zhang Anf e ng Li Diche n
( S t a te Key L abor a t or y f or Ma n uf act u r i ng S ys te ms Engi neer i ng , Xi′a n J i aot ong U n i versi t y , Xi′a n , S h a a n xi 710049 , Chi n a)
本文研究的是激光功率 、扫描速度 、送粉量及载 气流量对成形轨迹截面表面平整度的影响 。为了避 免搭接率对成形表面平整度的影响 ,成形时必须选 择适当的搭接率 。搭接率的大小将直接影响成形表 面的平整程度 ,依据文献[ 13 ,14 ]得出轨迹间中心距 c 及临界搭接率ηc 的计算式为
c = [ ( w/ 2) 2 + h2 ]/ (2 h) 2 arcsin ( w h) / [ ( w/ 2) 2 + h2 ] - [ ( w/ 2) 2 - h2 ]/ (2 h) ·( w/ 2) ,
6
Beam diameter / mm
0. 5
Powder mass flow rate / (g/ min)
8. 8
Shielding gas / (mL/ min)
Ar ,200
Carrier gas flow rate / (L/ min)
8
幅度小于单层熔覆宽度的增加 ,随激光功率持续增 大 ,平整度值增加的幅度大于单层熔覆宽度的增加 , 不利于提高熔覆层表面平整程度 ;表面平整程度增 加的幅度与单层熔覆高度增加的幅度几乎相当 。所 以 ,从熔覆层表面平整程度及平宽比角度考虑应该 采用较低的激光功率 ,但是激光功率不能过低 ,否则 会出现粉末熔化不完全的现象 ,反而会导致粉末黏 附在熔覆层表面造成表面变粗糙 。从实验结果来 看 ,在激光功率 P ≤100 W , 其他工艺参数如表 1 时 ,激光能量不足以完全熔化金属粉末 ,而造成表面 平整程度较差 。 3 . 2 扫描速度对熔覆层表面平整度的影响
表 1 不同激光功率下的激光熔覆工艺参数
Table 1 Process parameters of laser cladding wit h
different laser powers
Parameter name
Val ue
ห้องสมุดไป่ตู้
Laser power / W
150 200 250 300
Widt h / mm
图 1 成形原理示意图 Fig. 1 Schematic diagram of t he p rocess p rinciple
2 . 2 扫描路径 试样的填充模式如图 3 所示 。分区平行扫描方
式是最常用的扫描方式 ,即将一个大区域分为若干
图 2 激光熔覆系统图 Fig. 2 System diagram of t he laser cladding
热点和追求的直接目标 ,而加工工艺参数 (如激光功 率 、扫描速度 、送粉量及载气流量等) 对熔覆层成形 质量起决定性作用 ,在已有的研究中主要关注的是 送粉量 、激光功率 、扫描速度 、保护气流量等加工参 数对熔覆层成形宽度 、高度的影响规律 ,也有研究搭 接率对表面成形质量的影响[1~7] ,而熔覆层的表面 平整度作为衡量熔覆层成形质量的一个重要指标 , 目前尚缺乏系统的研究 。本文在扫描路径一定的条
同理 ,在成形过程中的工艺参数及不同扫描速 度所对应的单层熔覆宽度及高度和由 (1) 式及 (2) 式 所计算出的参数列于表 2 中 。图 7 为不同扫描速度 对应的熔覆层的横截面表面平整度 、平宽比及平高 比的变化图 。
收稿日期 : 2009202209 ; 收到修改稿日期 : 2009203227 基金项 目 : 国 家 973 计 划 ( 2007CB707704 ) 、国 家 自 然 科 学 基 金 ( 50675171 ) 和 长 江 学 者 和 创 新 团 队 发 展 计 划
( PCSIR T0646) 资助课题 。 作者简介 : 朱刚贤 (1980 —) ,男 ,博士研究生 ,主要从事复杂构件的高能束控形控性制造方面的研究 。
第 37 卷 第 1 期 2010 年 1 月
中 国 激 光
CHIN ES E J OURNAL O F LAS ERS
文章编号 : 025827025 (2010) 0120296206
Vol. 37 ,No . 1 J anuary , 2010
激光熔覆工艺参数对熔覆层表面平整度的影响
1 引 言
激光熔覆技术是利用高能激光束为热源 ,以预 置或同步供给方式在基材表面添加金属粉末 (丝) 使 之具有优异的耐磨 、耐蚀及耐热等性能的表面改性 技术 。在激光熔覆过程中 ,激光 、粉末材料及基体间 相互作用形成熔覆层是一个较复杂的熔化2凝固冶 金过程 ,这就导致熔覆层的成形质量很难得到准确 控制 。提高熔覆层的成形质量一直是国内外关注的
图 5 熔覆层的横断面形貌 Fig. 5 Cro ss2section morp hology of cladding layer
3 . 1 激光功率对熔覆层表面平整度的影响 成形过程中的工艺参数及不同激光功率所对应
的单层熔覆宽度及高度和由 (1) 式及 (2) 式所计算出 的参数列于表 1 中 。图 6 为不同激光功率所对应的 熔覆层的横截面表面平整度 s ,平宽比 p 及平高比 q 的趋势图 。
图 3 成形试件的扫描路径 Fig. 3 Scanning pat h of fo rming sample
个小区域 ,分别实现各个小区域的连续扫描 ,扫描一 个连续的小区域后直接跳跨到另一个临近的小区 域 ,直至整个区域填充完成 。这样扫描线就避开了 孔洞区域 ,减少了空行程 ,节约了跳跨时间 ,提高了 效率[ 8~12 ] 。 2 . 3 搭接率
(1)
h
ηc
=
ww
c,
(2)
式中 w , h 分别为单层熔覆宽度与高度 。可以看出 ,
搭接率由单层熔覆宽度与高度决定 ,所以必须先根
据工艺参数做单道熔覆实验 ,测量出熔覆层宽度与
高度 ,然后由 (2) 式求解出临界搭接率 。
3 实验结果
根据图 3 扫描路径及 (2) 式临界搭接率分别进 行各个工艺参数的单层熔覆成形实验 。由于液态表 面在表面张力及粉末颗粒与基材间碰撞产生的弹力 共同作用下 ,导致熔覆层表面不是理想的光滑平面 ,
朱刚贤 张安峰 李涤尘
(西安交通大学机械制造系统工程国家重点实验室 , 陕西 西安 710049)
摘要 为了获得平整的熔覆层表面质量 ,对 316L 不锈钢激光熔覆工艺参数对熔覆层表面平整度 、平宽比 (表面平 整度与单层熔覆宽度比值) 及平高比 (表面平整度与单层熔覆高度的比值) 的影响进行了实验研究 。分析了单层熔 覆宽度 、单层熔覆高度与轨迹间的中心距及搭接率之间的相互关系 ,并进行了单层熔覆宽度 、单层熔覆高度及表面 平整度的测试 。实验结果表明 ,随激光功率增大 、送粉量增大及扫描速度的减低 ,熔覆层表面的平整程度降低 ;随 载气流量增大 ,熔覆层表面的平整程度先增加后降低 。 关键词 激光技术 ; 激光熔覆 ; 成形质量 ; 工艺参数 ; 表面平整度 中图分类号 TN249 ; T G39 文献标识码 A doi : 10. 3788/ CJL20103701. 0296
E2mail : gxzhu2005 @st u. xjt u. edu. cn 导师简介 : 李涤尘 (1964 —) ,男 ,博士 ,教授 ,主要从事快速成形制造 、生物制造和复合材料成形等方面的研究 。
E2mail : dcli @mail. xjt u. edu. cn (通信联系人)
1期
A bs t r act To obtain t he s moot h s urface qualit y of cladding laye r , t he effects of p rocess parameters on s urface s moot hness and t he ratios of t he widt h and height of cladding layer to s urface s moot hness we re s t udied by expe rime nts i n lase r cladding. The relations hips of t he height and widt h of cladding layer wit h ce nte r dis tance and overlapping ratio we re analyzed , and t he height , widt h and s urface s moot hness of cladding layer we re tes ted. The expe rime ntal res ults indicate t hat t he degree of s urface s moot hness decreases wit h t he increase of lase r powe r and p owde r mass flow rate and t he reducing of t rave rse sp eed ; t he degree of s urface s moot hness firs tly increased t he n decreased wit h t he growt h of car rie r gas flow rates . Key w o r ds lase r technique ; lase r cladding ; forming qualit y ; p rocess paramete rs ; s urface s moot hness