LM车轮踏面尺寸
铁路货车轮对和滚动轴承组装及检修规则

4.1轮对组装范围4.1.1轮对新组装:轮对新组装是以新制车轮及车轴按新制(原型)技术标准组装的轮对。
4.1.2轮对重新组装:轮对重新组装是以旧车轮和旧车轴(拼修)、旧车轮和新车轴(换轴)及新车轮和旧车轴(换轮)按厂修技术标准组装的轮对。
4.2轮对组装要求4.2.1 同一车轴上必须组装同型号、同材质的车轮(除另有规定者外,不同国家或不同厂家制造的车轮不得混装)。
4.2.2轮对应以同型号的车轴和车轮相组装。
当车轮与车轴型号不同时,轮对型号以车轴型号为准,组装规定如下:4.2.2.1 D型车轮可组装在轮座直径为197mm及以下的E 型车轴上;4.2.2.2 E型车轮可组装在轮座直径为192mm及以上的D 型车轴上。
4.2.3 向同一车轴上组装的两个车轮轮辋宽度相差不得超过5mm,其内侧距离应按最小轮辋宽度的规定执行;轮辋宽度小于127mm的车轮不得再组装使用。
4.2.4轮对退轮检查后,其原车轮与原车轴不得重新组装。
4.2.5轮座和轮毂孔旋配技术要求4.2.5.1轮对组装时,轮毂孔及轮座应在相同环境温度下同温8小时后进行加工、测量、选配和组装。
4.2.5.2轮座与轮毂孔采取过盈配合,配合过盈量按轮座直径的o.8‰~1.5‰执行;4.2.5.3轮毂孔和轮座的直径尺寸必须符合规定限度,并且同一车轴上两端的轮座直径相差不得超过3mm。
4.2.5.4 轮座加工后的圆度不得超过O.020mm,内外侧的直径差不得超过O.1mm,并且大端必须在内侧。
4.2.5.5 轮座的终加工可采用磨削或滚压工艺,采用滚压工艺做为终加工时,轮座经车削加工表面粗糙度必须达到Ra3.2μm后方可进行滚压加工,经磨削或滚压加工后表面粗糙度应达到Ra1.6μm,但由于压装工艺的原因,为保证压装力曲线合格,轮座表面粗糙度可放宽到Ra2.0μm。
4.2.5.6轴身直径不得大于轮座直径,轮座与轴身过渡部分的圆弧半径必须符合图纸规定,过渡部分的表面粗糙度必须达到Ra6.3μm。
铁路货车主要轮对型式和基本尺寸
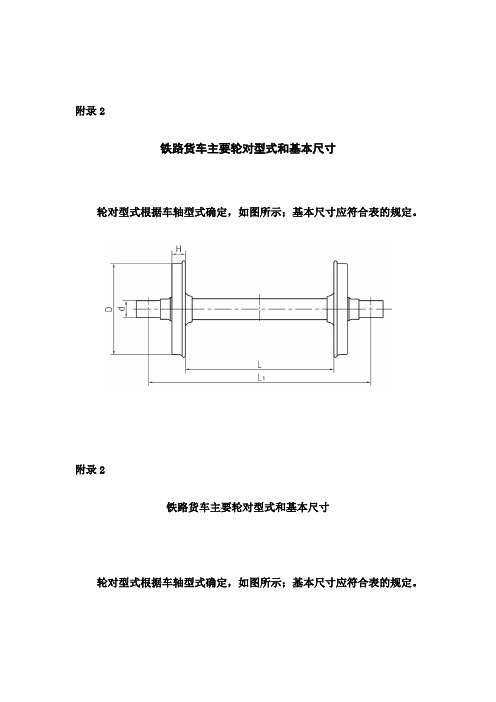
附录2铁路货车主要轮对型式和基本尺寸轮对型式根据车轴型式确定,如图所示;基本尺寸应符合表的规定。
附录2铁路货车主要轮对型式和基本尺寸轮对型式根据车轴型式确定,如图所示;基本尺寸应符合表的规定。
图滚动轴承轮对表附录3铁路货车车轴型式、基本尺寸和理化性能车轴型式和基本尺寸车轴型式如图—1所示,基本尺寸应符合表的规定。
图滚动轴承车轴表附录4铁路货车车轮型式、基本尺寸和理化性能车轮型式和基本尺寸符合标准TB/T2817-1997的辗钢整体车轮型式如图所示,基本尺寸应符合表的规定。
图 TB/T2817-1997标准的辗钢整体车轮表符合TB/T1013-1999标准的铸钢整体车轮型式如图所示,基本尺寸应符合表的规定。
表符合GB/T8601-1988标准的辗钢整体车轮型式如图所示,基本尺寸应符合表的规定。
图 GB/T 8601-1988标准的辗钢整体车轮表车轮的理化性能车轮的化学成分(TB/T2817—1997)车轮的化学成分(熔炼分析)应符合表的规定。
表注:Cr、Ni、Cu的含量均不大于%,且Cr+Ni+Cu不大于%。
(TB/T1013—1999)车轮的化学成分(熔炼分析)应符合表的规定。
表(GB/T 8601-1988)车轮的化学成分(熔炼分析)应符合表的规定。
表注:Cr、Ni、Cu的含量均不大于%。
车轮的机械性能(TB/T2817—1997)车轮的机械性能应符合表的规定。
表(TB/T1013—1999)车轮的机械性能应符合表的规定。
表(GB/T 8601—1988)车轮的机械性能应符合表的规定。
表车轮轮缘踏面外形车轮轮缘踏面(LM型)外形如图所示,外形系列尺寸符合表的规定。
车轮轮缘踏面(LM型)外形的作图方法须符合TB/T449-2003《机车车辆车轮轮缘踏面外形》标准。
表车轮轮缘踏面(LM型)外形系列尺寸。
轮对知识

货车车轴
B型
货车车轴
A型
货车车轴
C型
货车车轴
通过对车轴卸荷槽加工工艺研究 ,铁道部
2004年12月下文规定了新制RD2型车轴的B、D
车轮
车轴
一. 车
轴
.
车轴有滑动轴承车轴与滚动轴承车轴之分。 我国铁道车辆上使用的车轴,大多为圆截面的实心车轴。由于车轴各 部位的受力状况不同,其直径大小也不一样。 从材质上看,目前的车轴一般都是用 40 钢或 50 钢 —— 优质碳素钢 锻制而成。 从技术要求上看,车轴表面须锻造光滑平整,不得有起皮、裂纹、熔 渣、或其他危害性缺陷存在。
●
货车车轴
因RE2 型车轴载荷中心距短,增加了转向架结
构的设计难度,加上早期设计的197730型轴承比
较笨重,所以该车轴仅进行了装车运用试验而未
大量推广使用。
货车车轴
RE2A型车轴
1998年,开始设计 RE2A型车轴。设计进程 ——
货车车轴
A型
货车车轴
C型
货车车轴
B型
货车车轴
RE2A型车轴主要参数 商业运营速度:120km/h ● 轴重:25t (245kN) ● 全长:2191mm ● 载荷中心距:1981mm ● 轴肩距:1731mm ● 轴颈长度:230mm ● 载荷中心到轴颈根部距离:125mm ● 轴身长度:1228mm,突悬 ● 轴颈及防尘板座型式:3种
货车车轴
RE2B 型车轴轮对主要结构特点
1981 1761 (RE2A:1731)
LMD型薄轮缘踏面经济性旋修的研究
铁 道 科 学 技 术 研 究 发 展 中 心 科 研 项 目 (J2015Z014) 张 旗 (1990— )男 ,工 程 师 (修 回 日 期 :2018-02-05)
第3期 LMD 型薄轮缘踏面经济性旋修的研究 10 1
张 旗1 ,詹 凌 峰2,许 自 强3 ,潘 长 领4 (1 中车青岛四方机车车辆股份有限公司,山东青岛 266111; 2 柳州铁道职业技术学院 动力技术学院,广西柳州 545616;
3 中国铁道科学研究院 机车车辆研究所,北京 100081; 4 华东交通大学,南昌 330013)
摘 要 对某 CRH1 动车组的车轮外形测量及磨耗跟踪测 试,并 分 析 其 轮 缘 厚 度 与 等 效 锥 度 等 主 要 参 数,设 计 了 LMD 型薄轮缘踏面。利用多体动力学软件建立 CRH1 型动车组系统动力学模型,对 LMD 型薄轮缘踏面分别 从 轮 轨关系、车辆稳定性和平稳性动力学性能进行分析 并 与 LMD 原 型 踏 面 对 比。 结 果 表 明:LMD 型 薄 轮 缘 踏 面 在 运 用 过 程 中 维 护 成 本 降 低 ,并 且 动 车 组 的 各 项 动 力 学 指 标 均 符 合 运 行 安 全 的 要 求 。 关键词 LMD 型薄轮缘;动力学仿真;经济性旋修 中 图 分 类 号 :U260.11 文 献 标 志 码 :A doi:10.3969/j.issn.1008-7842.2018.03.25
第 38 卷 第 3 期
铁道机车车辆
Vol.38 No.3
2018年6月 RAILWAY LOCOMOTIVE & CAR J)03-0100-04
犔犕犇 型薄轮缘踏面经济性旋修的研究
图1 犔犕犇 薄轮缘踏面变化过程示意图
关于lm型车轮踏面外形磨耗的研究与展望

……一:=—=:—_。j二;二二1 r一…—二-——卜—一一,
:
1
图1判定前次标准参考外形及最小加
工总余量下ห้องสมุดไป่ตู้外形比对
样本中12mm处以上存在磨耗的41片 车轮由于滚动圆处的磨耗较为严重.经比 对后仍能镟修出轮缘不小于前次加工选定 的标准参考外形。
根据样本车轮磨耗外形的统计,以车 轮滚动圆处的点(0。0)为基准.在最小 的加工总余量的情况下,经过镟修后车轮 轮缘厚度相比前次加工选定的标准参考外 形的轮缘厚度平均增加O 54mm。
五、前景展望 经过本次的磨耗外形检测和标准参考外形 轮廓比对。能够在理论上最大限度的降低加工 和更新成本。同时延长车轮的使用寿命。 将这种外形检测技术与轮辋厚度及宽 度、车轮直径等检测有效融合实现自动化 检测及信息电子共享化,同时与车轮镟修 数控机床组成协同作业处理中心,将自动 检测出的图形和数据与标准参考外形和限 度通过处理、自动比对。再加入人工干预 对踏面缺陷的加工补偿,协同作业处理中 心将镟修前后的图形及数据直观显示,自 动筛选出最优的镟修标准参考外形和加工 总余量,为自动化、科学化、标准化加工 生产奠定强有力的基础。 参考文献: IIl《铁路货车轮轴组装检修及管理规 则》(TG/CL 224—2016) 12】《机车车辆车轮轮缘踏面外形》(TB/ T 449-2016)
· 168 ·
垦圈
前沿理论与策略
关于LM型车轮踏面外形磨耗的研究与展望
李好龙张世颖 中车北京二七车辆有限公司,北京100072
摘要:通过对厂修车辆车轮检测的外形和标准参考外形进行比对统计分析、研究并阐述,进而探讨车轮镟修的发展前景。 关键词:磨耗;外形;分析
随着我国铁路高速和重载发展。车轮 磨耗现象日益严重,镟修间隔缩短。车轮 镟修作业日益增加。本文通过抽样检测比 对和统计分析摸索车轮磨耗后的外形(简 称“磨耗外形”)与标准参考外形的差异, 寻找磨耗外形是否存在规律性,对其分析
铁路货车轮规(word版2)
第六篇附则1 本规则是铁路货车轮轴造修、轮对组装和轴承检修、压装产品质量检查及验收的基本依据,必须全面落实,严格执行。
遇有本规则的规定不明确时,轮轴及零部件造修单位应在保证运用安全、可靠、使用寿命,并且不低于本规则相关的技术标准和要求的前提下,由轮轴及零部件造修单位和铁道部(铁路局)驻车辆验收室共同研究,制订相应的技术标准。
遇有重大问题须逐级上报铁道部。
2 本规则的解释、修改权属铁道部运输局。
3 本规则自发布实施之日起施行。
原《铁路货车轮对和滚动轴承组装及检修规则》(铁辆[1998]2号)同时废止。
附件1 术语解释F1.1 轮轴:指已压装(组装)滚动轴承的轮对,具有承载和走行的功能。
本规则中也作为轮轴零部件的总称.F1.2 轮对:由一根车轴和两个车轮采取过盈配合,经冷压装组成的整体铁路部件,轮对分为滚动轴承轮对和滑动轴承轮对,滚动轴承轮对又分为无轴箱双列圆锥滚子轴承轮对和有轴箱圆柱滚子轴承轮对。
F1.3 段修轮轴:随段修(全面检查修)货车检修或入段检修,能够按段修标准修复,达到段修车辆装车标准的轮轴。
F1.4 厂修轮轴:随厂修(大修,含入段厂修)货车检修的轮轴,以及按轮轴段修标准无法修复,需退轮按厂修标准检修,达到厂修货车装车标准的轮轴。
F1.5 轮对新组装:是以新制车轮及车轴按新制(原型)技术标准组装的轮对。
F1.6 轮对重新组装:是以旧车轮和旧车轴(拼修)、旧车轮和新车轴(换轴)及新车轮和旧车轴(换轮)按厂修技术标准组装的轮对。
F1.7 提速轮轴:是指适用于120km/h运行速度的轮轴。
车轴须为50钢;车轮型号须为HDS,HDZ,HES或HEZ等系列,新品车轮的最大静不平衡值为125g·m,标记为E3;轴承型号须为353130B,353130A,SKF197726或装用工程塑料保持架的352226X2-2RZ等。
F1.8 减重轮轴:是指装用HDZB,HDZC,HDZD,HEZB,HEZD,HDSA,HESA等型减重车轮、50钢车轴及无轴箱双列圆锥滚子轴承的轮轴。
列车轮轨接触几何参数

轮轨接触几何参数轮轨接触几何参数(wheel-rail contact geometry parameters)由轮轨接触几何关系所确定的轮对和钢轨上的一系列几何量。
主要包括下述11种参数。
车轮名义直径由于车轮踏面具有斜度,各处直径是不相同的,根据规定,车辆在离轮缘内侧面70mm处(车辆)或73mm处(机车)测量得到的直径为名义直径,该圆称为滚动圆。
车轮名义直径的大小影响机车车辆的性能。
中国客车标准轮径为915mm,货车标准轮径为840mm,内燃机车标准轮径为1050mm,电力机车标准轮径为1250mm。
车轮滚动接触半径车轮在钢轨上滚动时接触点处的车轮半径(图中的r1和r2)。
由于轮对沿钢轨向前滚动时,会一面相对钢轨横向移动、一面又绕通过其质心的铅垂轴转动,车轮和钢轨的接触点位置是在不断变化的,车轮滚动接触半径也是在不断变化的。
轮轨接触角过轮轨接触点的公切线与车轴中心线的夹角(图中的δ1和δ2)。
在车辆运行过程中它是一个不断变化的量。
车轮踏面曲率半径轮轨接触点处车轮踏面横断面外形的曲率半径(图中的R1和R2)。
对于锥形踏面车轮,车轮踏面曲率半径为无穷大。
轨头截面曲率半径轮轨接触点处轨头横断面外形的曲率半径(图中RT1和RT2)。
轮对侧滚角如果轮对离开轨道中心线位置而相对于轨道横向移动时,由于车轮踏面具有锥度,轮对左右车轮的滚动接触半径具有差别,这样车轴中心线相对于其原来的水平位置会产生一个夹角,此夹角即定义为轮对侧滚角(图中的φW)。
轮对横移量由于车轮踏面有锥度,轮对沿轨道向前运动时总是会伴随轮对相对轨道中心线横向移动,此移动量即为轮对横移量(图中的yw)。
轮对摇头角由于车轮踏面锥度的存在,轮对沿轨道向前运动时除了伴随轮对相对轨道中心线横向移动外,轮对还会绕通过其质心的铅垂轴转动,转动的角度即为轮对摇头角。
轮缘内侧距轮对两轮缘的内侧面间的距离即为轮缘内侧距(图中的b),对于标准轨距,轮缘内侧距为(1 353±2)mm。
(17、18)转K4、K5型转向架培训教材

转K4弹簧托板 K4弹簧托板
转K5弹簧托板 K5弹簧托板
摇动座 摇动座支承
6
弹簧 承载外簧 承载内簧 减振外簧 减振内簧
弹簧悬挂系统及减振装置
外径 (mm) φ147 φ96 φ126 φ81 自由高 (mm) 269 232 265 232
转K4型转向架每侧弹性悬挂系统弹簧规格: 组 直径 数 (mm) 4 4 2 2 φ24 φ20 φ21 φ17
(3) 提高了车辆脱轨安全性 由于摆动式转向架摇枕挡位置下移,使侧滚中 由于摆动式转向架摇枕挡位置下移, 心降低,对侧滚振动控制加强, 心降低,对侧滚振动控制加强,有效地减小了爬轨 和脱轨的可能性,尤其是对高重心的货车, 和脱轨的可能性,尤其是对高重心的货车,大大提 高了其脱轨安全性。 高了其脱轨安全性。 (4) 该转向架具有高的耐久性和可靠性 ) 经美国和加拿大运用实践表明,该转向架运用 经美国和加拿大运用实践表明, 寿命长,维修工作量小,可运营160万公里免检修 万公里免检修。 寿命长,维修工作量小,可运营 万公里免检修。
主磨擦板
斜锲体
7
下旁承组成
转K4型转向架下旁承:初出厂500辆车用钢弹簧弹性下旁 K4型转向架下旁承:初出厂 辆车用钢弹簧弹性下旁 型转向架下旁承 承组成(厂修时更换为橡胶弹性下旁承 以后采用与转K5通 厂修时更换为橡胶弹性下旁承), 承组成 厂修时更换为橡胶弹性下旁承 ,以后采用与转 通 用的常接触橡胶弹性旁承 常接触橡胶弹性旁承。 用的常接触橡胶弹性旁承。 钢弹簧弹性旁承主要由下旁承体、下旁承弹簧、 钢弹簧弹性旁承主要由下旁承体、下旁承弹簧、下旁承 弹簧座、橡胶块、磨耗板1、磨耗板2、 组成。 弹簧座、橡胶块、磨耗板 、磨耗板 、调整板等 组成。
2 材质: C级钢 材质: C级钢