工装、模具维护保养周期检查表
工装模具定期检查表
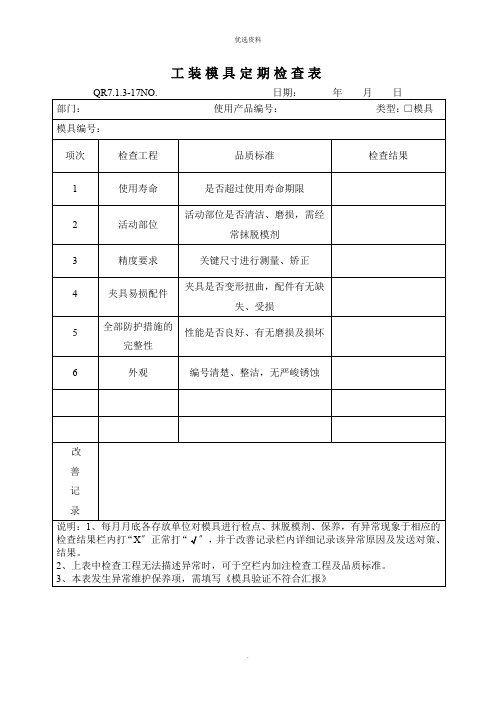
QR7.1.3-17NO.日期:年月日
部门:使用产品编号:类型:□模具
模具编号:
项次
检查工程
品质标准
检查结果
1
使用寿命
是否超过使用寿命期限
2
活动部位
活动部位是否清洁、磨损,需经常抹脱模剂
3
精度要求
关键尺寸进行测量、矫正
4
夹具易损配件
夹具是否变形扭曲,配ቤተ መጻሕፍቲ ባይዱ有无缺失、受损
5
全部防护措施的完整性
性能是否良好、有无磨损及损坏
6
外观
编号清楚、整洁,无严峻锈蚀
改
善
记
录
说明:1、每月月底各存放单位对模具进行检点、抹脱模剂、保养,有异常现象于相应的检查结果栏内打“X〞正常打“√〞,并于改善记录栏内详细记录该异常原因及发送对策、结果。
2、上表中检查工程无法描述异常时,可于空栏内加注检查工程及品质标准。
3、本表发生异常维护保养项,需填写《模具验证不符合汇报》
工装模具维修保养记录表
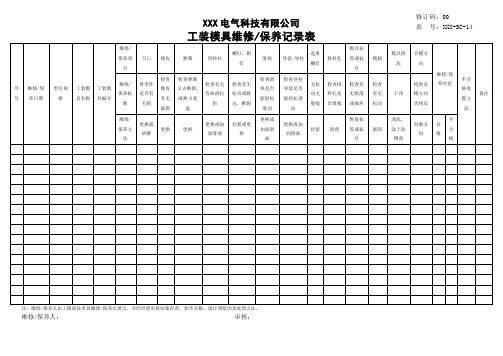
不Hale Waihona Puke 格注:维修/保养人由工模部技术员维修/保养后填写,并经经理审核结案存查,如不合格,请注明原因及处理方法。
维修/保养人: 审核:
XXX电气科技有限公司
工装模具维修/保养记录表
序号
维修/保养日期
型号规格
工装模具名称
工装模具编号
维修/保养项目
刀口
橡皮
弹簧
顶料杆
螺钉,销钉
滑块
导套,导柱
起重螺钉
排料孔
模具标签或标号
模柄
模具清洗
合模方向
维修/保养结论
不合格处置方法
备注
维修/保养标准
看零件是否有毛刺
检查橡皮有无破裂
检查弹簧又去断裂,或弹力衰退
检查有无弯曲或拉伤
检查有无松动或脱出,断裂
检查滑块是否能轻松滑动
检查导柱导套是否能轻松滑动
无松动无裂痕
检查排料孔是否堵塞
检查有无脱落或撞坏
检查有无松动
干净
检查合模方向否相反
维修/保养方法
更换或研磨
更换
更换
更换或加润滑油
拧紧或更换
更换或加润滑油
更换或加润滑油
拧紧
清理
恢复标签或标号
紧固
清洗,涂上防锈剂
对准方向
工装模具保养维修记录表

模具品名
模号
使用材质
保养类 别: 量产前保
检查模具 是否生锈
保养现场
保养时间
滑块润滑: 有 保养项目
导杆润滑: 有
油缸是否异常
保养异常记录: 正常
无Байду номын сангаас滑块定位损坏
无 水油路是否阻塞 检查
有 无 弹簧 断裂
异常
有 无 检查顶针是否短少或磨损 有 无
有 无 模具开闭器是否短少或磨损 有 无
模面有无 碰划伤
有无
处理对策:
保养类 别: 结 模具喷防
锈剂处 理检:查顶针 保养项目 是否断裂 滑块及限 位是否正
保养员:
开闭器是 否短少或 磨检损查模面 是否残留 检查模面 /镶块是
检查模具生产所需之配件是否归还及是否有损坏:
保养异常 记录及对
技术主 管:
填表:
工装模具周期鉴定及维护保养
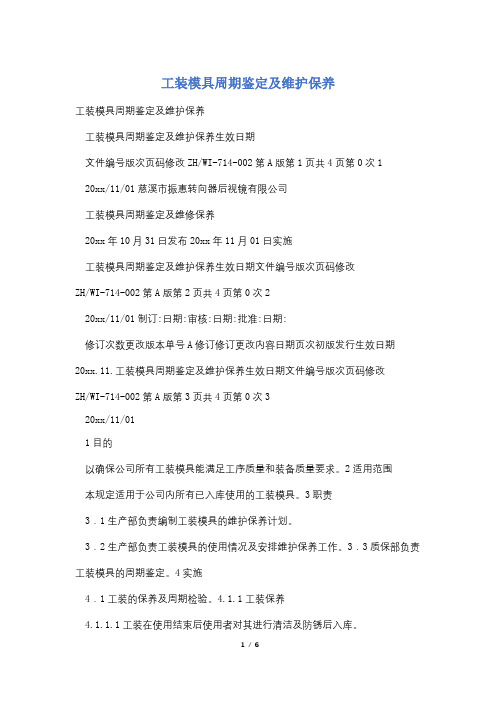
工装模具周期鉴定及维护保养工装模具周期鉴定及维护保养工装模具周期鉴定及维护保养生效日期文件编号版次页码修改ZH/WI-714-002第A版第1页共4页第0次120xx/11/01慈溪市振惠转向器后视镜有限公司工装模具周期鉴定及维修保养20xx年10月31日发布20xx年11月01日实施工装模具周期鉴定及维护保养生效日期文件编号版次页码修改ZH/WI-714-002第A版第2页共4页第0次220xx/11/01制订:日期:审核:日期:批准:日期:修订次数更改版本单号A修订修订更改内容日期页次初版发行生效日期20xx.11.工装模具周期鉴定及维护保养生效日期文件编号版次页码修改ZH/WI-714-002第A版第3页共4页第0次320xx/11/011目的以确保公司所有工装模具能满足工序质量和装备质量要求。
2适用范围本规定适用于公司内所有已入库使用的工装模具。
3职责3.1生产部负责编制工装模具的维护保养计划。
3.2生产部负责工装模具的使用情况及安排维护保养工作。
3.3质保部负责工装模具的周期鉴定。
4实施4.1工装的保养及周期检验。
4.1.1工装保养4.1.1.1工装在使用结束后使用者对其进行清洁及防锈后入库。
4.1.1.2工装管理员结合工装的实际情况制定《工装保养计划》,每个月对工装夹具进行清洁、防锈、防腐、防潮等工作以确保工装的使用寿命并将保养的内容填写入《工装模具保养记录》中。
4.1.2工装周期鉴定4.1.2.1金属工装的鉴定周期为6个月,木质工装为3个月,由工装管理员负责制定《工装鉴定计划表》并按计划提交质控部进行鉴定。
4.2模具的保养及周期检验4.2.1模具库结合模具的合模数对模具进行相应的保养及周期检验,对于在台式注塑机60G-100G上生产的模具其开模数累计到达10万模则要进行周期保养及周期检验。
4.2.2在100G以上至300G注塑机上生产的模具其开模数累计达到5万模则要进行周期保养及周期检验。
模具定期保养点检表

产品料号
模具编号
生产模数
保养日期
下回保养日期
项次
保养项目
保养方法
检查标准
合格
不合格
不合格处理
1
模具表面和模具型腔内油污、赃物、异物、锈斑及灰尘
用抹布、模具清洗剂擦拭,气枪吹,油石省模
表面清洁,手感光滑、无拉伤、无撞伤现象
2
模具灌嘴检查
清除模具灌嘴内塑胶料,用抹布、模具清洗剂擦拭
14
其他保养检查项目
备注:1.打"√"代表已保养,打"×"代表故障,打" "表示维修完成2.保养人由工模部技术员保养后填写,并经主管稽核结案存查
保养:审核:核准:
表单编号:YX-G-005
7
顶出销、回位销
顶针有变形、断裂、划伤的须更换;回位销检查是否回位确实,视具体情况
顶出销,顶出顺畅,无嵌领回位梢归位确实
8
定销板、归位板
顶针板、归位出机构
斜销有变形需换新,滑块,顶出机构;有裂纹或滑动不顺畅,视具体情况维修
滑块,斜顶出机构滑配良好,斜销
灌嘴内无残留物,表面光滑
3
分模表面各擦破,靠破面检查
清洁擦破、靠破锈斑,检查有无拉伤撞伤
无锈斑累渍、拉伤及撞伤不良
4
模具流道口检查
清除流道口及浇口楚的异物
流道表面光滑,浇口处无异物
5
弹簧
重点检查,有无损坏现象
是否有磨损,回弹力小,弹力损失现象
6
导柱、导套检查
有咬伤、拉伤、变形的修护
能够顺利组立,合模
无变形
10
连接螺丝
螺丝有损坏或滑丝要更换新的
模具一二三级维护保养表

客户: 申请日期:
保养项目
模具编号: 保养级别
完成日期:
一级保养
保养要求
二级保养 申请人:
良/OK 否/NG 保养者
三级保养 记录
一级保养
限位柱、限位块、限位销的紧固状态及安全性
1.滑动机构
二级保养 三级保养
拆检滑动部件及抽芯并清洁
间隙过大需更换磨损的导轨(间隙大于0.05mm 时需做调整)
顶杆无弯曲变形、无拉蹭痕迹、无杂音
一级保养
顶针油、润滑油等
清洁、润滑(WD40等)
顶杆导套无磨损
2.项出结构
螺丝无缺失、紧固 定位销无缺失
二级保养
推板导柱无弯曲变形、无拉蹭痕迹
第
一
推杆导套无磨损
联
紧固、无磨损、清洁
保 养
顶出顺畅,无干涉
部
门
三级保养
配合状态稳定(最后一模产品无飞边)
水路畅通、无渗水
一级保养
10.其它
备注:在保养时不适用的部分打N/A,要量测的部分需填写数据,有异常时请记录清楚。
审核 :
确认:
表单编号:TM-QF-
水管无老化、开裂
3.冷却系统
二级保养
无渗水、漏水 水路畅通
第 二 联
水管卡箍安全牢靠
品
质
三级保养
密封效果良好
部
油管无磨损、开裂、漏油
4.油路系统
一级保养
无内泄漏、无渗油 无缺失、紧固
无渗油、漏油
一级保养
正常升温
第
5.热流道系统
二级保养
无漏料
三 联
无漏油、渗水
申
6.信号系统
工装模具周期检验与维护规范

工装模具周期检验与维护规范1、目的对工装、模具进行周期检验,确保满足产品工艺、技术要求。
为不断持续提高产品质量水平提供有效的生产前期保障。
2、范围适用于生产用模具、工装夹具等工艺装备的周期检验。
3、鉴定周期主要工装模具鉴定周期见下表:序号鉴定内容鉴定周期1 清洁防锈每批完成后2 水路,电路3个月3 其它6个月4、检验程序4.1批量生产产品的工装模具,由模具员根据模具检验周期规定及模具实际生产使用频次编制《工装模具检验/维护计划》,组织周期检验。
4.2凡符合下列情况之一,使用单位可随时提交工装模具检查:1)、工装磨损,已不能满足产品使用要求的。
2)、产品、砂芯外观、尺寸偏差超出允许范围。
3)、操作不当,造成工装模具损坏不能正常使用的。
4)、工装模具停用半年以上(含半年),重新使用的。
4.3模具管理员负责按第五项“技术要求”对工装模具进行检验,并填写“工装模具检验/维护记录表”。
4.4检验为合格工装,鉴发《合格证》。
检验为不合格的工装,进行评审处理。
4.5正常周期检验不应影响正常的生产进度。
5、技术要求:5.1.模具产品的加工基准面磨损极限偏差为最小加工余量的12%。
芯头处的磨损极限偏差不大于芯头间隙的30%。
5.2模具工作面表面粗糙度应达到Ra1.6μm,不允许存在多肉、缺肉及加工刀痕的存在,不允许存在影响起模和使用性能的缺陷。
模具分型面表面粗糙度应达到Ra6.3μm,不允许存在影响合模和造型合箱的缺陷存在。
5.3芯盒的合模间隙应≤0.3mm。
合模后错边、错箱量应小于0.2 mm。
芯盒上的抽块应定位准确、抽动平稳、安装牢固。
顶杆及排气塞装配后凸出或凹下应≤0.5mm。
5.4工装模具配合定位销直径磨损极限偏差不大于制造公差下偏差的二倍,定位套孔的直径的磨损极限偏差不大于制造公差上偏差的二倍。
出气孔铣刀直径的磨损极限偏差为直径不大于2mm。
5.5工装模具上产品标识及铸造日期标识应完整、清晰、无缺陷,安装字块凸出或凹陷产品所在面≤0.5mm。
工装模具保养记录表
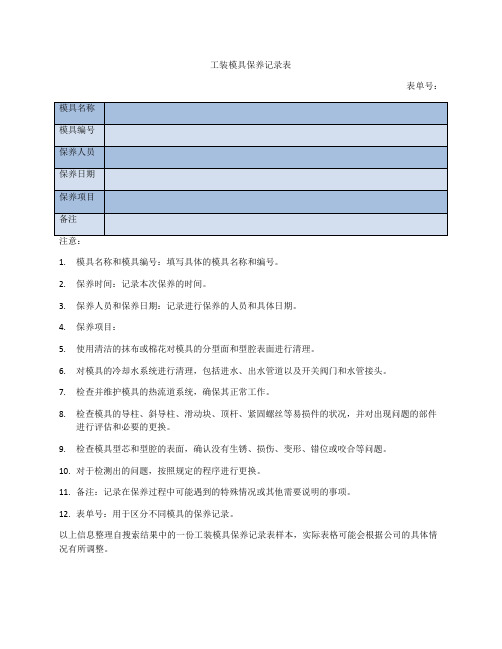
工装模具保养记录表
表单号:
1.模具名称和模具编号:填写具体的模具名称和编号。
2.保养时间:记录本次保养的时间。
3.保养人员和保养日期:记录进行保养的人员和具体日期。
4.保养项目:
5.使用清洁的抹布或棉花对模具的分型面和型腔表面进行清理。
6.对模具的冷却水系统进行清理,包括进水、出水管道以及开关阀门和水管接头。
7.检查并维护模具的热流道系统,确保其正常工作。
8.检查模具的导柱、斜导柱、滑动块、顶杆、紧固螺丝等易损件的状况,并对出现问题的部件
进行评估和必要的更换。
9.检查模具型芯和型腔的表面,确认没有生锈、损伤、变形、错位或咬合等问题。
10.对于检测出的问题,按照规定的程序进行更换。
11.备注:记录在保养过程中可能遇到的特殊情况或其他需要说明的事项。
12.表单号:用于区分不同模具的保养记录。
以上信息整理自搜索结果中的一份工装模具保养记录表样本,实际表格可能会根据公司的具体情况有所调整。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
日期: 部门: 模具编号: 使用产品编号: 年 月 □工装 日 类型:□模具
项次 1 2 3 4 5 6
检查项目 使用寿命 活动部位 精度要求 夹具易损配件
品质标准 是否超过使用寿命期限 活动部位是否清洁、磨损,需经常注油润滑 关键尺寸进行测量、矫正 夹具是否变形扭曲,配件有无缺失、受损
检查结果
所有防呆措施的完整性 性能是否良好、有无磨损及损坏 外观 编号清晰、整洁,无严重锈蚀
ห้องสมุดไป่ตู้
改 善 记 录
说明: 1、每月月底各存放单位对模具进行检点、润滑、保养,有异常现象于相应的检查结果栏内打“X”正常打“V ”,并于改善记录栏内详细记录该异常原因及发送对策、结果。 2、上表中检查项目无法描述异常时,可于空栏内加注检查项目及品质标准。 3、本表发生异常维护保养项,需填写《工装、模具验证不符合报告》。 生产主管: 检查人: