BOPP薄膜进料检验标准
塑料薄膜的质量标准及检验方法
塑料薄膜的质量标准及检验方法塑料薄膜是一种常用的包装材料,广泛应用于食品、医药、农业等领域。
为了保证塑料薄膜的质量和安全性,需要制定相应的质量标准和检验方法。
本文将介绍塑料薄膜的质量标准及检验方法。
塑料薄膜的质量标准可以从以下几个方面来制定:1. 物理性能:塑料薄膜的物理性能对包装效果和使用寿命有着重要影响。
物理性能包括薄膜的厚度、拉伸强度、断裂伸长率、热收缩率等指标。
根据不同的应用领域和要求,可以制定相应的物理性能要求,如拉伸强度大于一定数值、断裂伸长率大于一定数值等。
2. 包装性能:塑料薄膜作为包装材料,需要具备一定的包装性能,如防水、保鲜、抗氧化等性能。
可以制定对于这些性能的测试要求,如防水性能要求塑料薄膜在一定的水压下不渗漏。
3. 安全性和环保性:塑料薄膜的安全和环保性越来越受到重视。
可以制定对于塑料薄膜中有害物质的限制要求,如重金属含量要求低于一定数值,限制某些有害添加剂的使用等。
塑料薄膜的质量检验方法主要有以下几种:1. 外观检验:通过目视观察检查塑料薄膜表面有无破损、污染、起皱等问题。
可以根据需要制定外观检验标准。
2. 厚度测量:测量塑料薄膜的厚度,可使用微米计或厚度测量仪进行。
3. 拉伸强度和断裂伸长率测试:使用拉伸试验仪进行拉伸试验,测量塑料薄膜的拉伸强度和断裂伸长率,从而评估其物理强度。
4. 热收缩率测试:使用热收缩率测试仪进行测试,测量塑料薄膜在热收缩情况下的收缩率。
5. 防水性能测试:通过将一定压力下的水注入塑料薄膜中,观察是否有渗漏情况,根据需求制定相应的测试方法和标准。
6. 有害物质含量检测:使用各种化学分析方法,如光谱分析、质谱分析等,测定塑料薄膜中有害物质的含量。
总之,塑料薄膜的质量标准和检验方法是确保产品质量、保证使用安全的重要手段。
在制定质量标准时,需要参考相关国家和行业标准,根据应用领域的需求进行制定。
在进行质量检验时,应使用合适的测试仪器和方法,确保测试结果准确可靠。
塑料薄膜检测项目有哪些可降解塑料薄膜检测标准有哪些
塑料薄膜检测项目有哪些可降解塑料薄膜检测标准有哪些市面上常见的塑料薄膜一般可用于食品包装、日用品包装、电器产品包装、服装包装等,在生活上给我们带来了很大的方便。
但塑料薄膜检测范围及可降解塑料薄膜检测的标准有哪些?如果没有经过检测,我们并不知道这些塑料薄膜究竟合不合格,如果不合格的产品出现在我们身边,极有可能影响到人们的身心健康。
检测橡塑材料检测实验室可塑料薄膜检测服务。
作为第三方检测中心,机构拥有CMA、CNAS检测资质,检测设备齐全、数据科学可靠。
塑料薄膜检测范围用途分类:保护膜、包装薄膜、保鲜膜、土工膜、气垫膜、水溶性薄膜、活性塑料包装薄膜、抗微生物塑料薄膜、新型超导薄膜、黑白膜、可自动腐化膜、农业薄膜、日用塑料袋等。
材料分类:双向拉伸聚丙烯薄膜(BOPP)、PVA涂布高阻隔薄膜、低密度聚乙烯薄膜(LDPE)、流延聚丙烯薄膜(CPP)、镀铝薄膜、聚酯薄膜(PET)、尼龙薄膜(PA)等。
塑料薄膜检测项目1.物理指标:厚度、润湿张力、镜面光泽度、摩擦系数、线性尺寸变化率、热收缩性能、透光率、雾度、水蒸气透过性、氧气透过性以及其他气体透过性等2.力学指标:拉伸强度、拉伸断裂应力、拉伸屈服应力、断裂伸长率、撕裂性能、冲击性能、穿刺性能等3.化学性能:耐化学药品性、耐油性、接触腐蚀、气相缓蚀能力等4.老化性能:高温试验、低温试验、紫外老化、盐雾老化、氙灯老化、碳弧灯老化、卤素灯老化、寿命推算等塑料薄膜检测标准GB/T 21529-2023 塑料薄膜和薄片水蒸气透过率的测定电解传感器法GB/T 25121.1-2023 轨道交通机车车辆设备电力电子电容器第1部分:纸/塑料薄膜电容器GB/T 26253-2023 塑料薄膜和薄片水蒸气透过率的测定红外检测器法GB/T 28765-2023 包装材料塑料薄膜、片材和容器的有机气体透过率试验GB/T 30412-2023 塑料薄膜和薄片水蒸气透过率的测定湿度传感器法GB/T 37841-2023 塑料薄膜和薄片耐穿刺性测试方法GB/T 6672-2023 塑料薄膜和薄片厚度测定机械测量法GB/T 31729-2023 塑料薄膜单位面积质量试验方法GB/T 36289.2-2023 晶体硅太阳电池组件用绝缘薄膜第2部分:氟塑料薄膜GB/T 1038-2000 塑料薄膜和薄片气体透过性试验方法压差法GB/T 6673-2023 塑料薄膜和薄片长度和宽度的测定GB/T 8809-2023 塑料薄膜抗摆锤冲击试验方法GB/T 9639.1-2023 塑料薄膜和薄片抗冲击性能试验方法自由落镖法第1部分:梯级法GB/T 30693-2023 塑料薄膜与水接触角的测量GB/T 31726-2023 塑料薄膜防雾性试验方法SN/T 3180-2023 食品接触材料高分子材料塑料薄膜中残留溶剂的测定气相色谱法SN/T 4607-2023 出口商品运输包装塑料薄膜袋检验规程。
BOPP薄膜进料检验标准QC-QS-01
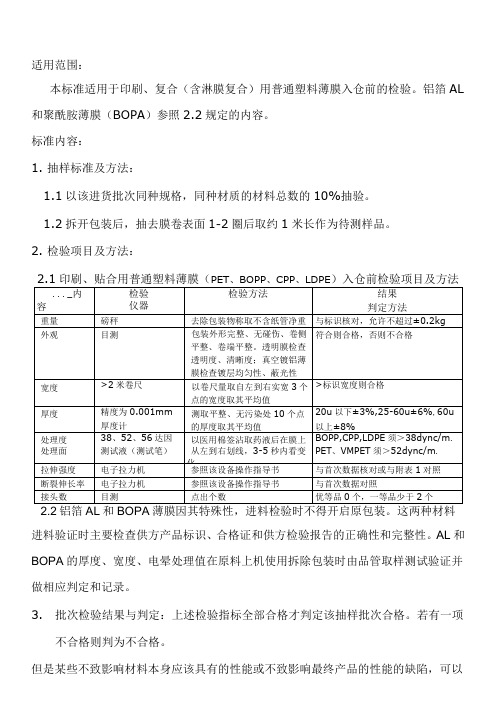
适用范围:本标准适用于印刷、复合(含淋膜复合)用普通塑料薄膜入仓前的检验。
铝箔AL 和聚酰胺薄膜(BOPA)参照2.2规定的内容。
标准内容:1.抽样标准及方法:1.1以该进货批次同种规格,同种材质的材料总数的10%抽验。
1.2拆开包装后,抽去膜卷表面1-2圈后取约1米长作为待测样品。
2.检验项目及方法:2.2铝箔AL和BOPA薄膜因其特殊性,进料检验时不得开启原包装。
这两种材料进料验证时主要检查供方产品标识、合格证和供方检验报告的正确性和完整性。
AL和BOPA的厚度、宽度、电晕处理值在原料上机使用拆除包装时由品管取样测试验证并做相应判定和记录。
3.批次检验结果与判定:上述检验指标全部合格才判定该抽样批次合格。
若有一项报上级视情形考虑降级使用。
4.记录与区分:4.1所有检验数据及判定结果,填入《进料检验记录》并交品管部主管确认。
4.2检验合格的材料作合格标识,交仓库于备料区区分摆放。
4.3遇有不合格物料,贴不合格标识,填写《不合格原料报告处理单》交相关部门领导确认后与供应商联络处理。
4.4检验员及时对检验合格和不合格的物料作出明确、固定的标识,并通知仓库按区域摆放。
1.外观应符合表1规定表12.尺寸偏差2.1薄膜宽度允差土2mm2.2厚度偏差、厚度平均偏差应符合表2规定表22.3每卷薄膜接头及每段长度应符合表3规定表33.物理机械性能应符合表4规定表41.外观应符合表1规定表12.尺寸偏差2.1薄膜宽度应符合表2规定表22.2厚度偏差、厚度平均偏差应符合表3规定表32.3每卷薄膜接头及每段长度应符合表4规定表43.物理机械性能应符合表5规定表51.外观应符合表1规定表12.尺寸偏差2.1薄膜宽度允差土2mm。
2.2厚度偏差、厚度平均偏差应符合表2规定表22.3每卷薄膜接头及每段长度应符合表3规定表33.物理机械性能应符合表4规定表44.卫生性能符合GB9688之规定,嗅觉应无异味附件4珠光型双向拉伸聚丙烯薄膜 1.外观应符合表1规定表12•尺寸偏差2.1薄膜宽度允差土2mm 。
BOPP烟包膜的质量控制分析及检测方案

BOPP 烟包膜的质量控制分析及检测方案(一)BOPP 在卷烟行业最主要是用于小盒烟包及条盒烟包的外包装上,在生产 过程中,BOPP 烟膜在生产线上经过数道加工工序,从而完成对香烟纸盒的包 装。
BOPP 烟膜的物理机械性能及产品的加工质量,对其在生产过程中的使用 有较大影响。
BOPP 烟膜的物理机械性能可以从厚度、 摩擦系数、 热封性能、 热收缩率、 雾度等方面进行验证。
※厚度:是实验室检测薄膜性能的基础指标。
厚度不均不但会影响到烟膜各 处的拉伸强度、阻隔性等,更会影响烟膜的后续加工。
机械接触式是常用的 厚度测试方法,测试时将试样放置在上下测量面之间,测量时两测量面与试 样接触,对试样测量表面施加一定的压力,通过位移传感器测试试样的厚度, 测试便捷、准确。
※摩擦系数:BOPP 烟膜的滑爽性能是综合指标中的重要指标,是配合高速包 装的而产生的检测需求。
在卷烟包装过程及整个生产过程中,摩擦系数的测 试有四种情况:①薄膜外面与机械金属面或传送带间的摩擦系数②薄膜内面 与内面,③薄膜内面与外表面④薄膜外面与纸盒。
测试时将薄膜固定在滑块 上,试验平台上固定测试试样,用钢丝绳连接滑块与力值传感器,试样之间 相对滑动,可得到静摩擦力与动摩擦力,再通过软件计算出动静摩擦系数。
※热封性能: 卷烟业要求 BOPP 薄膜必须具有高的热封强度和较宽的热封范围, 从而提高包装速度及操作适应性。
当然若 BOPP 烟膜的热封温度高,则会出现 因烟膜收缩率大而产生的发皱现象。
所以,应根据实际情况,选择适宜的热 封温度,避免出现热封不牢、飞包、发皱等现象。
※热收缩率:主要用于对 BOPP 烟膜的在不同条件或因素作用下的尺寸热稳定 性的评定。
在试样纵向和横向各画一条对称轴作标记,并标明纵、横向,将 试样平放入两框架间,接着,迅速浸入 120±2℃的恒温介质中自由收缩,20 s 后取出,浸入备用的常温浴中,冷却 5 s 后取出试样,水平静置,在 30 min 内测量纵横对称轴尺寸。
食品相关产品主要原材料BOPP、NY、PET薄膜进货检验标准
BOPP薄膜进货检验标准
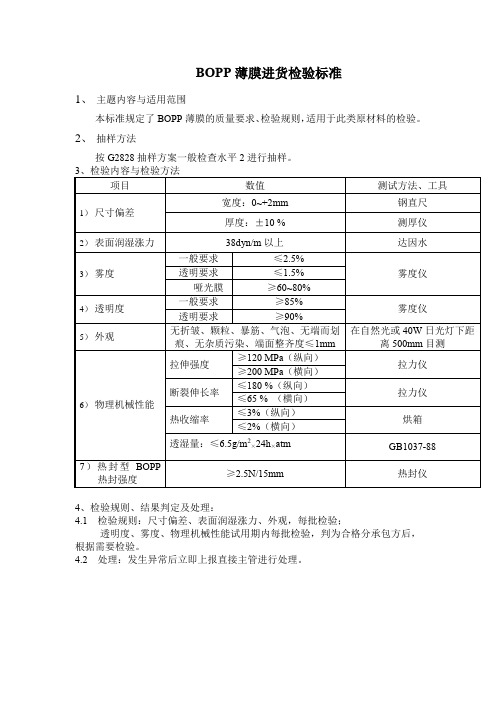
1、主题内容与适用范围
本标准规定了BOPP薄膜的质量要求、检验规则,适用于此类原材料的检验。
2、抽样方法
按G2828抽样方案一般检查水平2进行抽样。
4、检验规则、结果判定及处理:
4.1 检验规则:尺寸偏差、表面润湿涨力、外观,每批检验;
透明度、雾度、物理机械性能试用期内每批检验,判为合格分承包方后,根据需要检验。
4.2 处理:发生异常后立即上报直接主管进行处理。
NY薄膜进货检验标准
1、主题内容与适用范围
本标准规定了NY薄膜的质量要求、检验规则,适用于此类原材料的检验。
2、抽样方法
按G2828抽样方案一般检查水平2进行抽样。
4.1 检验规则:尺寸偏差、表面润湿涨力、外观,每批检验;
透明度、雾度、物理机械性能试用期内每批检验,判为合格分承包方后,根据需要检验。
4.2 处理:发生异常后立即上报直接主管进行处理。
PET薄膜进货检验标准
1、主题内容与适用范围
本标准规定了PET薄膜的质量要求、检验规则,适用于此类原材料的检验。
2、抽样方法
按G2828抽样方案一般检查水平2进行抽样。
3、检验内容与检验方法
4.1 检验规则:尺寸偏差、表面润湿涨力、外观,每批检验;
透明度、雾度、物理机械性能试用期内每批检验,判为合格分承包方后,根据需要检验。
4.2 处理:发生异常后立即上报直接主管进行处理。
BOPP烟包膜的质量控制及检测方案(二)

BOPP 烟包膜的质量控制分析及检测方案(二)BOPP 薄膜在卷烟行业最主要是用于小盒烟包及条盒烟包的外包装上,在 生产过程中,BOPP 烟膜在生产线上经过数道加工工序,从而完成对香烟纸盒 的包装。
香烟在流通及销售过程中,对 BOPP 烟膜的物理机械性能及产品包装 的加工质量,都有一定的要求。
BOPP 烟膜的物理机械性能除了《BOPP 烟包膜的质量控制分析及检测方 案(一) 》中所要求的厚度、摩擦系数、热封性能、热收缩率、雾度项目之外, 还需在水蒸气阻隔性、 抗拉强度与伸长率、 弹性模量、 耐磨性等方面进行验证。
了解更多详情 400 实验室 6088368 将竭诚为您解答。
※水蒸气阻隔性:香烟包装要求 BOPP 烟膜具备高水蒸气阻隔性能,以防止香 烟在流通及销售过程中因受潮而产生的霉变问题。
《YC/T 266-2008 烟用包装 膜》标准中,对此检测项目有明确要求。
测试方法选用称重法,即将 BOPP 烟膜裁成适当的试样,然后在透湿杯中放入适量蒸馏水,之后将试样装夹到 透湿杯中,放入试验腔内,设置好试验参数,在规定的温度、相对湿度条件 下,使试样两侧保持一定的水蒸气压差,通过天平自动称量固定时间间隔内 透湿杯的重量差,计算得到试样的水蒸气透过量。
再通过该水蒸气透过量计 算 BOPP 烟膜为 0.1mm 时的水蒸气透过量即为标准要求的透湿量, 该透湿量 2 应小于等于 2.0g/(m .24h.0.1mm)。
※抗拉强度与伸长率:烟包要求 BOPP 烟膜具有高的拉伸强度,这样就会尽可 能地降低薄膜在包装过程中出现的“破包”现象。
一般要求纵向大于 140MPa, 横向大于 220 MPa。
断裂伸长率检测是用于对 BOPP 烟膜的易切割性的分析。
烟包行业不同于其它行业, 不是断裂伸长率越大越好, 烟包行业一般要求 BOPP 烟膜的断裂伸长率控制在纵向 180%以下,横向 70%以下,这样上机时较为容 易切断,可增大生产过程的通畅性。
保护膜入料检验规范

文件类别文件名:保护膜入料检验规范指导书文件编号页数共 3 页版本号B生效日期2019-02-18制订部门:品质部保护膜入料检验规范目录封面------------------------------ 1文件履历 ------------------------------ 2目的------------------------------ 3范围------------------------------ 3定义------------------------------ 3权责------------------------------ 3内容------------------------------ 3相关文件 ------------------------------ 3使用表单 ------------------------------ 3附件------------------------------ 3文件类别文件名:保护膜入料检验规范指导书文件编号页数共 3 页版本号B生效日期2019-02-18文件履历记要版本/版修订内容核准审查制定日期变更理由次AB文件类别文件名:保护膜入料检验规范指导书文件编号页数共 3 页版本号B生效日期2019-02-18一、目的为确保原材料之品质、规格能符合客户需要,促使制(流)程顺利,制造出优良产品;保障生产提供合格的原材料,确保生产的顺利进行,达到质量控制的目的。
二、使用范围适用于所有保护膜进料检验。
三、检验方式IQC人员在接到仓库通知时,依据客户出货检验报告,核对型号,对外标识及重量进行检验;抽样计划:按照每箱抽样一卷,不足一箱时按照一箱标准进行抽检。
四、检验内容:1.厂商:厂商是否为恒和昌合格供应商。
2.品名:保护膜品名与订购单相符。
3.型号:保护膜型号是否与采购单一致。
4.尺寸规格:长度±0.5CM 、宽度± 0.5CM 、厚度± 0.001mm。
薄膜组件成品检验标准
13 14
雷射畫線 (Laser scribing) 產品標籤 (Lable)
背面 內刮 (Inner scratch) 全部
7
Voc短路炸傷 (Voc Short circuit burning)
正面兩側
8
9
錫導線 (Solder string) 錫導線過短 (Short solder string) 錫導線彎折 (Solder string bending) 錫導線偏移 (Solder string mis-aligment) 銀膠 (Silver glue) 絕緣膠帶 (Isolation Pad) 固定錫導線之膠 帶 前、背玻璃壓合 錯位
2 3
板邊白化(Edge milky haze) 板邊缺膠 (PVB shrikage at edge) 印刷錯位 (Printing shift)
4
白墨(white reflector) 昆蟲(insects) 玻璃本身之小凸點 或小氣泡
5
雜質 (impurity )
正面
背面 全部 正面
6
刮傷 (Scratch)
缺陷 (Defects)
1
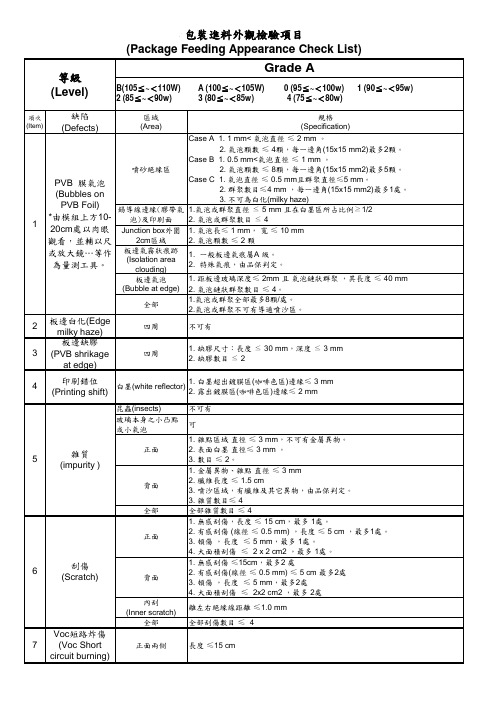
PVB 膜氣泡 (Bubbles on PVB Foil) *由模組上方1020cm處以肉眼 觀看,並輔以尺 或放大鏡…等作 為量測工具。
Case A 1. 1 mm< 氣泡直徑 ≤ 2 mm 。 2. 氣泡顆數 ≤ 4顆,每一邊角(15x15 mm2)最多2顆。 Case B 1. 0.5 mm<氣泡直徑 ≤ 1 mm 。 噴砂絕緣區 2. 氣泡顆數 ≤ 8顆,每一邊角(15x15 mm2)最多5顆。 Case C 1. 氣泡直徑 ≤ 0.5 mm且群聚直徑≤5 mm。 2. 群聚數目≤4 mm ,每一邊角(15x15 mm2)最多1處。 3. 不可為白化 haze) 錫導線邊緣(膠帶氣 1.氣泡或群聚直徑 ≤ 5 (milky mm 且在白墨區所占比例 ≥1/2 泡)及印刷面 2. 氣泡或群聚數目 ≤ 4 Junction box外圍 1. 氣泡長≤ 1 mm, 寬 ≤ 10 mm 2cm區域 2. 氣泡顆數 ≤ 2 顆 板邊氣霧狀痕跡 1. 一般板邊氣痕屬A 級。 (Isolation area 2. 特殊氣痕,由品保判定。 clouding) 板邊氣泡 1. 距板邊玻璃深度≤ 2mm 且 氣泡鏈狀群聚 ,其長度 ≤ 40 mm (Bubble at edge) 2. 氣泡鏈狀群聚數目 ≤ 4。 1.氣泡或群聚全部最多8顆/處。 全部 2.氣泡或群聚不可有導通噴沙區。 四周 四周 不可有 1. 缺膠尺寸:長度 ≤ 30 mm,深度 ≤ 3 mm 2. 缺膠數目 ≤ 2 1. 白墨超出鍍膜區(咖啡色區)邊緣≤ 3 mm 2. 露出鍍膜區(咖啡色區)邊緣≤ 2 mm 不可有 可 1. 雜點區域 直徑 ≤ 3 mm,不可有金屬異物。 2. 表面白墨 直徑≤ 3 mm 。 3. 數目 ≤ 2。 1. 金屬異物、雜點 直徑 ≤ 3 mm 2. 纖維長度 ≤ 1.5 cm 3. 噴沙區域,有纖維及其它異物,由品保判定。 3. 雜質數目≤ 4 全部雜質數目 ≤ 4 1. 無感刮傷,長度 ≤ 15 cm,最多 1處。 2. 有感刮傷 (線徑 ≤ 0.5 mm) ,長度 ≤ 5 cm ,最多1處。 3. 頓傷 ,長度 ≤ 5 mm,最多 1處。 4. 大面積刮傷 ≤ 2 x 2 cm2 ,最多 1處。 1. 無感刮傷 ≤15cm,最多2 處 2. 有感刮傷(線徑 ≤ 0.5 mm) ≤ 5 cm 最多2處 3. 頓傷 ,長度 ≤ 5 mm,最多2處 4. 大面積刮傷 ≤ 2x2 cm2 ,最多 2處 離左右絕緣線距離 ≤1.0 mm 全部刮傷數目 ≤ 4 長度 ≤15 cm
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
适用范围:
本标准适用于印刷、复合(含淋膜复合)用普通塑料薄膜入仓前的检验。
铝箔AL 和聚酰胺薄膜(BOPA)参照规定的内容。
标准内容:
1.抽样标准及方法:
以该进货批次同种规格,同种材质的材料总数的10%抽验。
拆开包装后,抽去膜卷表面1-2圈后取约1米长作为待测样品。
2.检验项目及方法:
印刷、贴合用普通塑料薄膜(PET、BOPP、CPP、LDPE)入仓前检验项目及方法
铝箔AL和BOPA薄膜因其特殊性,进料检验时不得开启原包装。
这两种材料进料验证时主要检查供方产品标识、合格证和供方检验报告的正确性和完整性。
AL和BOPA 的厚度、宽度、电晕处理值在原料上机使用拆除包装时由品管取样测试验证并做相应判定和记录。
3.批次检验结果与判定:
上述检验指标全部合格才判定该抽样批次合格。
若有一项不合格则判为不合格。
但是某些不致影响材料本身应该具有的性能或不致影响最终产品的性能的缺陷,可以报上级视情形考虑降级使用。
4.记录与区分:
所有检验数据及判定结果,填入《进料检验记录》并交品管部主管确认。
检验合格的材料作合格标识,交仓库于备料区区分摆放。
遇有不合格物料,贴不合格标识,填写《不合格原料报告处理单》交相关部门领导确认后与供应商联络处理。
检验员及时对检验合格和不合格的物料作出明确、固定的标识,并通知仓库按区域摆放。
附表1
普通型双向拉伸聚丙烯薄膜
1.外观应符合表1规定
薄膜宽度允差±2mm
厚度偏差、厚度平均偏差应符合表2规定
符合GB9688之规定,嗅觉应无异味。
附件2
热封型双向拉伸聚丙烯薄膜1.外观应符合表1规定表1
2.尺寸偏差
4.卫生性能
符合GB9688之规定,嗅觉应无异味。
附件3
消光型双向拉伸聚丙烯薄膜1.外观应符合表1规定
2.尺寸偏差
薄膜宽度允差±2mm。
厚度偏差、厚度平均偏差应符合表2规定
3.物理机械性能应符合表4规定
4.卫生性能
符合GB9688之规定,嗅觉应无异味
附件4 珠光型双向拉伸聚丙烯薄膜
2.尺寸偏差
薄膜宽度允差±2mm。
4.卫生性能
符合GB9688之规定,嗅觉应无异味。
附件5
包装用聚乙烯吹塑薄膜
1.外观
不得有对使用有碍的气泡、穿孔、条纹、暴筋、塑化不良、鱼眼、僵块等疵病。
有色薄膜的颜色近似标样且颜色均匀一致。
2.尺寸偏差
宽度及偏差应符合表1要求
厚度及偏差应符合表2规定
注:对用于医药包装的PE膜,要求在PE类别后注明“(Y)”,以示与其它用途膜区别,如PE (Y);
对用于医药包装的PE膜要求厚度偏差达到一级品要求。
注:对薄膜处于上述厚度范围之间的,采用偏向于较大厚度的指标作为该薄膜的判定指标。
每卷薄膜接头个数及每段长度应符合表3规定
4.卫生性能
符合GB9687之规定,嗅觉无异味。
附件6
未拉伸聚乙烯流延薄膜1.外观应符合表1规定
宽度及偏差应符合表2要求
厚度及偏差应符合表3规定
3.物理机械性能应符合表4规定
4.卫生性能
符合GB9687之规定,嗅觉无异味。
附件7 未拉伸聚丙烯流延薄膜(复合级)
符合GB9688之规定,嗅觉无异味。
附件8
双向拉伸尼龙薄膜
符合GB16331之规定,嗅觉应无异味。
附件9
包装用双向拉伸聚酯薄膜
1.聚酯薄膜的分类
本技术要求将包装用双向拉伸聚酯薄膜分为普通型聚酯薄膜(普通BOPET或BOPET)、化学处理型聚酯薄膜(化学BOPET)、印刷用聚酯薄膜(印刷BOPET)、高光型聚酯薄膜(高光BOPET)。
其主要用途如表1所示。
明化学处理面,本公司要求化学处理面在内面;印刷BOPET要求说明电晕处理面,本公司要求电晕处理面在内面。
2.外观应符合表2规定
薄膜宽度允差0~+2mm。
厚度偏差、厚度平均偏差应符合表3规定
每卷薄膜接头及每段长度应符合表4规定
5.卫生性能
符合GB13113之规定,嗅觉应无异味。
附件10
包装用纯铝箔
1.外观
铝箔表面应洁净、平整,不允许有残油油痕、腐蚀、开缝等影响使用的缺陷。
双合铝箔不允许有影响使用的亮点。
铝箔卷外径范围一般为200~360mm,如另有商定的,按商定的尺寸。
管芯的长度应等于或大于箔宽,但不得大于箔宽5mm以上。
2.尺寸偏差
宽度及偏差,厚度及偏差应符合表1要求
铝箔表面允许有对光用肉眼可见的针孔,但针孔不得密集成行。
药用铝箔针孔直径不得大于0.3mm,并且不能超过5个/m2。
其它用纯铝箔针孔尺寸最大不超过0.5mm。
针孔数应符合表3要求。
4.表面润湿张力
表面润湿张力(内、外面)要求达到B级(含B级)以上。
5.化学成分
食品、医药包装用铝箔的有害元素应符合下述规定:铅≤%,镉≤%,砷≤%。
其它成分应符合GB/T3190规定。
溴觉无异味.
附件11
真空镀铝未拉伸聚丙烯薄膜(VMCPP)
1.外观应符合表1规定
2.尺寸偏差
宽度及偏差应符合表2要求
厚度及偏差应符合表3规定
每卷薄膜接头个数及每段长度应符合表4规定
3.物理机械性能应符合表5规定
4.卫生性能
符合GB9688之规定,嗅觉无异味。
附件12
真空镀铝双向拉伸聚酯薄膜(VMPET)
1.真空镀铝聚酯薄膜的分类
本技术要求将真空镀铝双向拉伸聚酯薄膜分为普通型镀铝聚酯薄膜(普通VMPET)、化学处理型镀铝聚酯薄膜(化学VMPET)。
其主要用途如表1所示。
2.外观应符合表2规定
3.尺寸偏差
薄膜宽度允差0~+2mm。
厚度偏差、厚度平均偏差应符合表3规定
每卷薄膜接头及每段长度应符合表4规定
4.物理机械性能应符合表5规定
5.卫生性能
符合GB13113之规定,嗅觉应无异味。