环缝焊机总体结构设计
绿色设计理念在环缝焊机设计中的应用

绿色设计理念在环缝焊机设计中的应用张宣升1张朝国1陈囡囡2李兵1(1.阜阳职业技术学院 安徽阜阳 236031; 2.阜阳博创数控机械科技有限公司 安徽阜阳 236000)摘要:为科学控制环缝焊机中的铅、汞、多溴二苯醚等有害物质,避免这些有害物质超过所设定的限量,促使电焊机械制造业向绿色化、环保化方向的不断发展,现使用绿色设计理念,提出一套行之有效的环缝焊机绿色化设计方案。
首先,根据环缝焊机概述,从树立绿色设计观念、选用符合RoHS要求的电子元件、焊机的电磁兼容性设计、无铅PCB板的设计等方面入手,完成对环缝焊机的绿色化设计。
其次,从无铅焊接、助焊剂、PCB板焊后清洗、整机装配这4个方面入手,完成对环缝焊机无铅化设计。
最后,探讨了环缝焊机绿色包装、回收和无害化处理。
关键词:绿色设计理念 环缝焊机 设计 无铅化水平统计中图分类号:TG43文献标识码:A 文章编号:1672-3791(2023)19-0177-04 Application of the Green Design Concept in the Design ofCircumferential-Seam Welding MachinesZHANG Xuansheng1ZHANG Chaoguo1CHEN Nannan2LI Bing1(1.Fuyang Institute of Technology, Fuyang, Anhui Province, 236031 China; 2.Fuyang Bochuang CNC MachineryTechnology Co., Ltd., Fuyang, Anhui Province, 236000 China)Abstract:In order to scientifically control harmful substances such as lead, mercury and polybrominated diphenyl ethers in circumferential-seam welding machines, prevent these harmful substances from exceeding set limits, and promote the continuous development of the welding machinery manufacturing industry to the direction of greenery and environmental protection, now a set of effective greenery design schemes for circumferential-seam welding machines are proposed by using the green design concept. Firstly, based on the overview of circular-seam welding machines, the green design of circular-seam welding machines is completed from the aspects of establishing a green design concept, selecting electronic components that meet RoHS requirements, designing the electromagnetic compatibility of the welding machine and designing lead-free PCB boards. Secondly, the lead-free design of the circumferential-seam welding machine is completed from the four aspects lead-free welding, soldering flux, PCB board cleaning after welding and overall assembly. Finally, the green packaging, recycling and harmless treatment of circular-seam welding machines are discussed.Key Words: Green design concept; Circumferential-seam welding machine; Design; Lead-free level statistics作为一种环保化设计模式,绿色设计的目标是促使环缝焊机在设计、包装、运输、应用、报废处理等整个生命周期中,实现资源利用最大化,确保将环境污染程度降到最低,帮助企业获得社会效益和经济效益最大DOI:10.16661/ki.1672-3791.2303-5042-3463基金项目:安徽省高等学校科学研究重点项目(自然科学类)“基于卡车储气罐的一种智控型环缝焊机设计”(项目编号:2022AH052567)成果。
机械毕业设计-立式环缝自动焊接机虚拟设计(含全套CAD图纸)

毕 业 设 计论 文 任 务 书一、题目及专题:1、题目立式环缝自动焊接机虚拟设计2、专题二、课题来源及选题依据气电立焊是 80 年代发展起来的一种熔化极气体保护电弧垂直对 接焊方法,采用药芯焊丝作熔化极,用能自动控制的上升系统带动焊 枪进行连续焊接, 在水冷滑块的强制成型作用下以 CO2 气体保护实现 单面焊双面一次成型。
过去我国对气电立焊的设备主要依赖进口,并被广泛应用于石油 天然气的储油罐建设这些设备,虽然性能良好但价格昂贵,国内一些 中小企业无力购买,受进口设备和国内药芯焊丝技术不过关的制约, 其应用范围和发展受到限制。
所以,开发拥有我国自主知识产权的气 电立焊设备,以解决困扰我国众多企业的焊接问题,成为当务之急。
在开发气电立焊设备的过程中,如果在设计初告段落时采用计算 机虚拟技术进行运动仿真,将使产品设计更为可靠。
采用计算机虚拟 技术, 将使得设计者在产品制造出来前即能看到产品的装配信息和运 行状态,并能检测装配干涉,预先测得重要的运动参数,以便与设计 要求进行对比, 提高了设计可靠性, 缩短产品的设计周期。
由此可知, 采用计算机运动仿真, 将对气电立焊设备的设计开发产生重要的积极 影响。
三、本设计(论文或其他)应达到的要求:本课题要求根据任务书完 成立式环缝自动焊接机虚拟设计。
这个课题能充分体现专业知识,对 虚拟设计能力有较强锻炼。
通过本课题的研究,我们需要达到的要求 有:①熟悉气电立焊的国内外历史及其发展前景;②正确合理分析理解气电立焊原理、特点及其工艺特点和设备知识;③了解立式环缝自动焊接机主要零部件的特点及作用;④充分理解,明白各个零部件的位置及作用;⑤对于虚拟设计, 能够掌握各个部分的设计原则以及合理分析各因素 对设计的影响;⑥熟练运用 Pro/ENGINEER 软件。
四、接受任务学生:机械 94 班 姓名祝 灏五、开始及完成日期:自 2012 年 11 月 12日 至 2013年 5月 25 日六、设计(论文)指导(或顾问):指导教师 签名签名签名 教研室主任〕 签名 〔 学科组组长研究所所长系主任 签名2012 年 11月 12 日摘 要气电立焊是由普通熔化极气体保护焊和电渣焊发展而形成的一种熔化极气体保护电 弧焊方法,焊接效率及焊接质量均较高,主要应用于船舶的外壳板的中厚板焊接,也可应用 于相应尺寸的桥梁箱式梁腹板及大型储罐侧板的中厚板的焊接。
汽车后桥环焊缝焊接专机设计

汽车后桥环焊缝焊接专机设计摘要汽车工业在中国已经经历了60年的探索与发展,近年来,我国汽车生产水平大幅度提高,逐步接近世界先进水平。
焊接作为汽车生产工艺中必不可少且最关键的一环,国内的焊接技术也达到了国际水准。
在专业性强且具有规则轨道的零部件进行焊接时,使用焊接专机可以满足焊接条件且经济实用。
本设计为汽车后桥环焊缝焊接专机的设计。
整个焊接专机的工作包括气动卡盘卡紧与放松并按照焊接工艺要求进行匀速转动,顶尖通过气缸带动进行左右移动以便装卸工件,焊枪上下移动给工人留下操作空间,焊枪可以左右移动以便使焊枪对准焊缝位置。
环焊缝焊接专机的结构设计内容包括床身,焊接小车,传动机构,工装卡具等。
根据工件的加工需求,采用两个对称的焊接小车进行一次性同时加工两条焊缝。
环焊缝的工作原理是焊枪不动,要求工件进行匀速转动,所以气动卡盘是整个设计的核心部件,根据工件的尺寸对卡盘的大小尺寸,工件的定位都是以卡盘中心为基准。
进行设计另外设计内容还包括了电机与减速机构的选取,顶尖定位与传动,焊接小车的设计等。
关键词:汽车后桥;焊接专机;气动卡盘;焊接小车AbstractAutomobile industry in China has gone through 60 years of exploration and development,in recent years,China's automobile production levels increase the dsignificantly,Step by step closer to the world's advanced level.Welding as a car is necessary in the production process and the key link,Domestic welding technology has reached the international level.In orbits and with specialized components during welding,using the welding machine can satisfy the welding conditions and the economic and practical.This design for the automobile rear axle seam welding machine design.Work of the whole welding machine including pneumatic chuck card tight and relaxation and uniform rotation in accordance with the requirements for welding process.Top move around to unloading workpieces by pneumatic cylinders,Welding torch left workers operating space to move up and down,Welding torch can move around in order to make the torch on the weld position.Seam welding machine structure design content including lathe bed seam the welding machine tstructure design content including lathe bed,the welding tractor, transmissionmechanism.Due to the workpiece requirements,Using two symmetrical welding carriage to one-time processing two weld at the same time.The working principle of girth weld is a welding torch,So the pneumatic chuck is the core component of the whole design,So according to the size of the size of the workpiece to chuck size,So the root workpiece positioning are chuck center as a benchmark.To carry on the design and design content includes the selection of motor and the retarding mechanism, top location and transmission, the design of the welding carriage, etc.Keywords:Automobile driving axle; Welding machine; Pneumatic chuck. Welding tractor目录摘要 (I)Abstract (II)第1章绪论 (1)1.1 焊接专机的发展现状及发展趋势 (1)1.2国内外焊接技术发展 (2)1.2.1国内焊接技术的发展现状 (2)1.2.2国外焊接技术发展现状 (3)1.3课题研究内容及目标 (5)第2章汽车后桥环焊缝焊接专机整体设计方案 (6)2.1汽车后桥环焊缝焊接专机工作原理 (6)2.2气动卡盘的设计 (6)2.2.1气动卡盘的工作原理 (6)2.2.2滑柱的设计方案 (7)2.2.3 活塞的设计方案 (8)2.2.4 气缸的设计方案 (8)2.2.5 法兰盘的设计方案 (8)2.2.6进气盘的设计方案 (8)2.2.7 芯体的设计方案 (9)2.2.8 端盖的设计方案 (9)2.2.9爪体与卡爪的设计方案 (9)2.2.10 轴承及轴承端盖的设计方案 (9)2.2.11 橡胶密封环的设计方案 (10)2.2.12 轴的设计 (10)2.3 焊枪卡紧机构的设计 (10)2.4 工件支架的设计 (11)第3章汽车后桥环焊缝焊接专机各标准件的选取 (13)3.1 电动机与减速机的选取 (13)3.2 顶尖的选取 (14)3.3 气缸的选取 (14)3.3.1 带动顶尖的气缸的选取 (14)3.3.2 带动焊枪的气缸的选取 (14)3.4 工件的定位 (14)3.4.1加工件的定位 (14)3.4.2气动卡盘的定位 (14)3.4.3工件支架的定位 (15)3.4.4减速电动机及减速机的定位 (15)3.4.5 顶尖的定位 (15)3.4.6 顶尖气缸的定位和校核 (15)3.4.7 焊枪的定位 (17)3.4.8 送丝机构的定位 (18)3.5 轴的校核 (19)3.5.1 初步确定轴的最小直径 (19)3.5.2 轴的强度校核 (20)第4章结论 (22)参考文献 (23)致谢 (24)第1章绪论1.1 焊接专机的发展现状及发展趋势典型的焊接机器人系统有如下几种形式:焊接机器人工作站、焊接机器人生产线和焊接专机。
数控环缝自动焊接机设计

[ 2]陈锡剑.二氧化碳保护焊在油车罐体焊接中的应用[ J ].专用汽车, 20 02( 4) :3 2—33.
[ 3] 郑招强,卢泽杰, 李子君.混凝土搅拌车筒体非等角对数螺旋 线 的探讨 [J ] .建筑机 械,2009(6上) :65—67.
[ 4] 裴志军.混凝土搅拌车搅拌筒叶片螺旋线的探讨[ J ] .建筑机械, 2007( 5上) :54—59.
4结论 通过研究,可得到如下结论: ( 1) 本文建立应用的搅拌罐螺旋叶片数学模 型
以及实体模型,可为叶片性能分析与优化设计、生 产制造提供依据。
( 2) 该焊接设备对复杂轨迹焊接的自动化具 有 重要意义 ,可作为其他类 似自动焊接设备的 借鉴。
( 3) 该设备的研制成功,对于改善工人劳动 环 境,提高生产效率与质量意义重大。
[ 5] 郑招 强.基于PR0 ,E的混凝土 搅拌车螺旋叶 片三维造型[ J ] .专 用汽 车,2009( 10) :44_46.
[ 6] 曹俊芳,蒋力培, 孙亚玲.管道全位置焊接机器人机械系统研 制 [ J]. 电焊 机, 2006,36(12) :l O—12.
[ 7] Namkug Ku,Ju·hwa n Ch a,KyLl —Yeul ke,et a1 .Dev eI o pment of a mo bi l e wel di ng mbot f or dou bl e- hul l s t nl ct ur es i n shi pbui l di ng[ J] . J 0umal of Ma r i ne Sc i e nce and 7r ec hn0109y ,20l O, 15( 4) : 374—38 5.
机械设备中各种筒体轴体的环形焊缝有许多如传动轴车桥液压油缸推杆活塞杆压力容器水箱管接头法兰消声器储气筒空压机等环形焊缝现大都采用手工焊接急需开发一种自动焊接设备目前国内环缝自动焊接机已有但大都采用plc控制技术控制程序对用户不开放人机界面交互性差缺乏用户二次开发的功能
单枪环缝焊接设备的电气设计
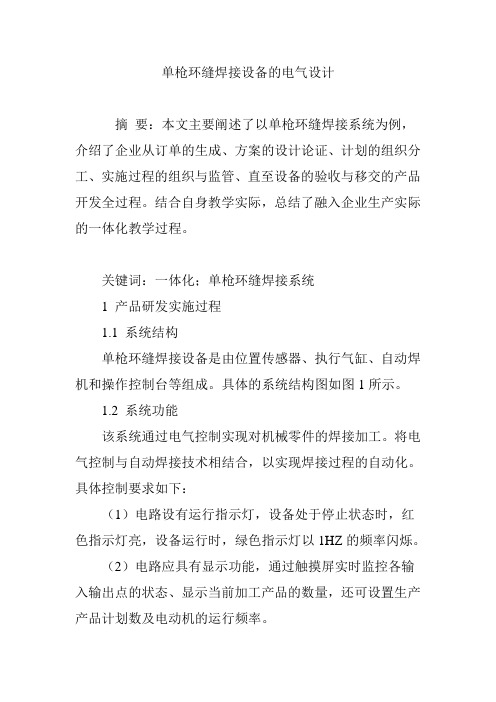
单枪环缝焊接设备的电气设计摘要:本文主要阐述了以单枪环缝焊接系统为例,介绍了企业从订单的生成、方案的设计论证、计划的组织分工、实施过程的组织与监管、直至设备的验收与移交的产品开发全过程。
结合自身教学实际,总结了融入企业生产实际的一体化教学过程。
关键词:一体化;单枪环缝焊接系统1 产品研发实施过程1.1 系统结构单枪环缝焊接设备是由位置传感器、执行气缸、自动焊机和操作控制台等组成。
具体的系统结构图如图1所示。
1.2 系统功能该系统通过电气控制实现对机械零件的焊接加工。
将电气控制与自动焊接技术相结合,以实现焊接过程的自动化。
具体控制要求如下:(1)电路设有运行指示灯,设备处于停止状态时,红色指示灯亮,设备运行时,绿色指示灯以1HZ的频率闪烁。
(2)电路应具有显示功能,通过触摸屏实时监控各输入输出点的状态、显示当前加工产品的数量,还可设置生产产品计划数及电动机的运行频率。
(3)电路设有急停按钮,当出现故障时,按下急停按钮系统立即停止运行。
中途停车再次上电时,可通过错误复位按钮进行系统复位。
(4)具有故障报警功能,有故障时(如电动机过载、按下急停、传感器损坏等),触摸屏上能对应显示故障类型。
红色指示灯以1HZ频率闪烁。
2 硬件系统设计本文中的硬件系统主要是由位置传感器、操作按钮、PLC、气缸、电磁阀、自动焊机、变频器、指示灯、蜂鸣器等组成。
2.1 位置传感器位置传感器是操作机构在机器的运动部件到达一个预定的位置时操作的一种指示开关。
本文中主要设置了焊接旋转重叠感应器、焊接旋转原点感应器和多个气缸限位感应器。
2.2 PLC根据控制要求分析,根据输入、输出点的数目与输出类型,本文选用三菱FX3U系列PLC。
型号为FX3U-80MR它是PLC FX家族中最先进的系列。
它最大范围的包容了标准特点、程序执行更快、全面补充了通信功能、适合世界各国不同的电源以及满足单个需要的大量特殊功能模块,可以为工厂自动化应用提供最大的灵活性和控制能力。
CSW-500卧式双环缝自动焊机的设计与应用
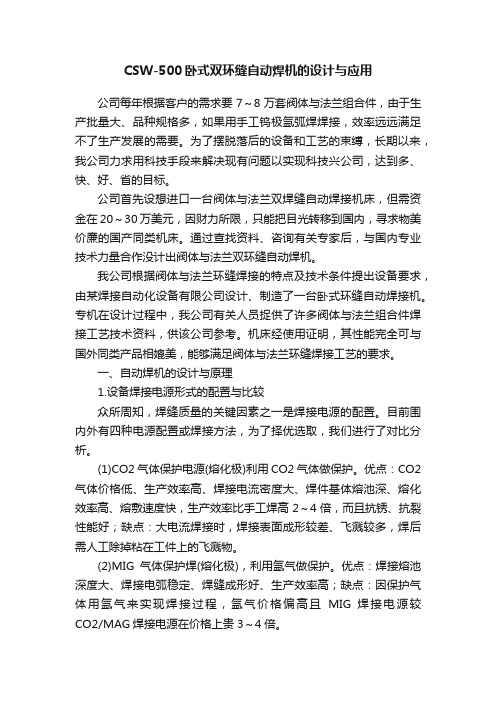
CSW-500卧式双环缝自动焊机的设计与应用公司每年根据客户的需求要7~8万套阀体与法兰组合件,由于生产批量大、品种规格多,如果用手工钨极氩弧焊焊接,效率远远满足不了生产发展的需要。
为了摆脱落后的设备和工艺的束缚,长期以来,我公司力求用科技手段来解决现有问题以实现科技兴公司,达到多、快、好、省的目标。
公司首先设想进口一台阀体与法兰双焊缝自动焊接机床,但需资金在20~30万美元,因财力所限,只能把目光转移到国内,寻求物美价廉的国产同类机床。
通过查找资料、咨询有关专家后,与国内专业技术力量合作没计出阀体与法兰双环缝自动焊机。
我公司根据阀体与法兰环缝焊接的特点及技术条件提出设备要求,由某焊接自动化设备有限公司设计、制造了一台卧式环缝自动焊接机。
专机在设计过程中,我公司有关人员捉供了许多阀体与法兰组合件焊接工艺技术资料,供该公司参考。
机床经使用证明,其性能完全可与国外同类产品相媲美,能够满足阀体与法兰环缝焊接工艺的要求。
一、自动焊机的设计与原理1.设备焊接电源形式的配置与比较众所周知,焊缝质量的关键因素之一是焊接电源的配置。
目前围内外有四种电源配置或焊接方法,为了择优选取,我们进行了对比分析。
(1)CO2气体保护电源(熔化极)利用CO2气体做保护。
优点:CO2气体价格低、生产效率高、焊接电流密度大、焊件基体熔池深、熔化效率高、熔敷速度快,生产效率比手工焊高2~4倍,而且抗锈、抗裂性能好;缺点:大电流焊接时,焊接表面成形较差、飞溅较多,焊后需人工除掉粘在工件上的飞溅物。
(2)MIG气体保护焊(熔化极),利用氩气做保护。
优点:焊接熔池深度大、焊接电弧稳定、焊缝成形好、生产效率高;缺点:因保护气体用氩气来实现焊接过程,氩气价格偏高且MIG 焊接电源较CO2/MAG焊接电源在价格上贵3~4倍。
(3)MAG气体保护焊电源(熔化极)。
利用氩气和CO2混合气体保护,其中氩气为80%、CO2为20%。
优点:焊接熔池深度大、熔敷效率高、焊接飞溅较小,可获得稳定的焊接过程和美观的焊缝。
货车风缸环缝自动焊接专机的设计

环缝 自动焊 专 机作 为 风 缸 生 产 线 的 第 4道 工 序, 主要完 成缸 体 与缸 端 盖 组 装 后 的两 环 缝 的 自动 焊接 。其 工作 过程 如下 : 开启 上下料 机构 , 从缸 体 圆
度校正 台位 传来 组 装成 的风 缸半 成 品 ( 以下 简称 工
环缝焊 接均 采用 手工 焊 , 样不 仅生 产效 率低 , 这 对操 作者 的技 能要 求 高 , 接 质 量也 难 以控 制 , 此 , 焊 为 研 制 了风缸 自动焊接 专机 。
相 关参 数为 : () 1 定位 误差 不大 于 0 5m ( ) . m;2 焊接 速度 4 0 0
~
该 部分 由活动夹 紧 和传动 机构 中的球 面夹 头组
成 。活 动夹 紧 机构 由球 面 夹头 、 滑动 套筒 、 套筒 座 、
风缸等 组成 。启 动 风 缸 时 , 塞杆 带 动 滑 动套 筒 在 活 套简座 内向前滑 动 , 动 最 前 端 的球 面 夹 头对 工 件 推
夹 紧 。夹头 的定 位 面采 用 与工件 端 盖相 吻合 的环 状
4 0 m / i ; 3 选 用 Y I 0—10型 三 相 异 步 5 m mn ( ) SO 8
电动机 , 可实 现无 级调 速 ; 4 专 机体积 18 0m × () 7 m
8 0m ×1 2 m; 5 总 质 量 13 0k 。 0 m 0m ( ) 5 0 g
工 装 设 备
文章 编 号 :0 7 3 ( 0 0 0  ̄0 1 o 1 0 40 4 2 1 ) 4 3 _2
货 车风 缸 环 缝 自动 接 专机 的设 计 焊
张 永 兰
( 南车石 家庄车辆 有 限公 司 , 河北 石 家庄 0 0 0 ) 5 0 0
二氧化碳焊环缝焊机的设计与应用

焊接直径范围广 , 工件装卸方便 , 生产效率高。 关键词 : 环焊机 齿轮 传动 变频调速 文献标识码 : A 文章编号 : 1 6 7 4 - 0 9 8 X ( 2 0 1 3 ) 0 5 ( a ) - 0 0 7 2 - 0 1 中图分类号: T D 3 5 5
目前 市 场 上 销 售 的工 程 油 缸 和 矿 用 液 座 , 螺 栓 连 接来实 现 , 装卸 方便 , 便 于 维 托 轮 组 件的 工件旋 转 。
1 0 , CO2 /MAG送 丝机 。
3 结语
该 环焊 机 自2 0 0 8 年9 月在我 厂 投入 使 用 以来 , 陆续 制 作使 用 l O 余 台 套, 已经 焊 接 各 种缸 径的 立 柱 、 千斤顶 缸体 1 0 0 万 余条 。 保 证 了焊 接 质 量 和 维 修 生 产 成 本 的 控 制 , 从 使
( 3 ) 将 待焊 组 件 置于传 动 轴 组件上 , 调
( 5 ) 机 身 的机 头 部 分 采 用 活 动上 盖 板 与 整焊 枪 高度位 置在焊 缝 处 。
பைடு நூலகம்
( 4 ) 启 动环 焊 机 , 并调 整转 速 , 启动 配
套焊 机 NB C -6 3 0 , 开 始 焊接 。
( 6 ) 变 频调 速 , 操 作 简单 。 环 焊机 主要 技术 参数 : 型式: 卧式 , 电机
( 5 ) 焊 接 过 程 中 清 理 层 间异 物 , 保 证
焊 接 质量和 外观 质量 。 ( 6 ) 焊 接 完成 后 , 吊出 工件 , 完 成一 个
工作 循 环 。
本 着 既要 满 足 使 用要求 ,又要节 省 生产 线 速 度 : 0 -2 0 mm/ s }
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
目录前言 (1)1 绪论 (3)1.1 我国焊接技术的发展水平 (3)1.2 本课题的目的和研究意义 (4)2 研究现状及设计目标 (6)2.1 相近研究课题的特点及优缺点 (6)2.2 现行研究存在的问题及解决方法 (7)2.3 本课题要达到的设计目标 (80)3 焊接过程中要解决的几个问题 (9)3.1 需要解决的问题 (9)3.2 具体实现中采用的技术及分析 (9)3.2.1 焊接裂纹 (9)3.2.2 未焊透 (13)3.2.1 夹渣 (13)3.2.2 气孔 (14)3.2.1 焊缝外观缺陷 (14)4 系统结构与模型 (17)4.1 结构特点及主要技术参数 (17)4.2 整体结构与原理 (17)4.2.1 整体结构 (17)4.2.2 技术原理 (18)5 系统各部分实现方法及部件选择 (20)5.1 系统各部分实现方法及部件选择 (20)5.1.1 平台的升降 (20)5.1.2 伸缩臂进给 (23)5.1.3 台车的运行 (24)5.2 设计实现策略及算法描述 (25)5.2.1 驱动伸缩臂的齿轮校核 (25)5.2.2 行走机构计算 (25)5.2.3 升降机构计算 (29)5.2.4 伸缩机构计算 (32)6 设计中的注意事项及环形缝焊机的未来展望 (34)6.1 设计中的注意事项 (36)6.2 环缝焊机的发展前景 (36)6.2.1 爬行小车式焊管机 (36)6.2.2 长输管道自动焊接机 (36)6.2.3 环缝焊机焊头自动跟踪系统 (38)6.2.4 焊接机器人 (39)7 结束语 (40)致谢 (41)参考文献 (42)附录A 译文 (43)附录B 外文文献 (53)前言焊接是现代工业生产中不可缺少的先进制造技术,被广泛应用于机械、冶金、电力、电子、压力容器、汽车、船舶、建筑、航空航天和军事装备等产业部门。
现代工业的新技术的发展离不开焊接技术,而焊接技术也会得到其他奥新技术的支持。
在当今新技术革命的浪潮中,焊接技术越来越受到各行各业的密切关注。
焊接技术涉及的范围及其应用非常广泛。
随着现代先进制造技术的发展,特别是我国改革开放以来,焊接工艺以及焊接设备的研究与应用都有了全新的发展面貌,这使我对焊机产生浓厚兴趣。
虽然近年来大多数焊接装备均采用最先进的自动控制技术,如数字控制系统,基于PC机控制系统,智能化控制系统和网络控制系统等,但是为了突出我的专业方向,我将这次毕业设计的重点放在了焊机的总体结构设计方面。
焊机结构采用伸缩臂式焊接操作方式,工作方式是焊机与滚轮架组合应用。
由于我对焊接的认识只是停留在日常见到的设备和技术上,这些表面上的认识对我的设计来说还远远不够。
所以为了做好我所选择的毕业设计课题,在实际设计之前,我先在网上搜索了一些焊接技术和焊机的相关知识,对焊机的种类和外部构造有了初步了解。
在此基础上,又到图书馆借阅了焊机的相关书籍,对伸缩臂式焊机的结构有了基本上的认识。
随后,指导老师又给我对环缝焊机进行了深入的讲解。
通过参阅相关机械设计资料,毕业临近,四年大学学习生活也即将结束。
我忠心的感谢四年来各科老师对我的辛苦教导,在这里我想说一句:“谢谢老师,你们辛苦了!”绪论1.1我国焊机的整体发展水平世界现代焊接技术以高效、节能、优质及其工艺过程数字化、自动化、智能化控制为特征。
在国内,无论是从目前焊接设备和材料产量构成比的发展趋势,还是从焊接设备和材料的制造技术以及发展方向上看,我国现代焊接技术已经有了很大的发展,部分产品技术已经达到或接近了国外先进水平。
今后我国现代焊机技术将继续向着高效、节能、机电一体化和成套焊接设备以及规模生产方面发展。
1.智能及自动、半自动焊接技术快速发展自动、半自动气体保护焊机、埋弧焊机、电阻焊机等产品,是实现优质、高效焊接工艺的必备条件,2000-2002年/MIG/MAG焊机产量,占总产量11%-13%,比上年增长26%-63%,埋弧焊产量增长107%-150%。
2000年我国电弧焊机器人已达980台。
通过模糊控制、神经网络、传感器、数据库(专家系统)、IC卡、数字化控制对焊接电流进行精细智能调节,把焊接“粗活”做细、做快等等,科研水平达到或接近国外先进水平,但在实际应用上,与国外的差距较大。
2.成套、抓用焊接设备整体制造能力与水平有较大提高近年来,由于用户更高的要求,我国成套、专用焊接设备不仅整体制造能力与水平有较大提高,发展出现较好的势头,还在基础件、配套件的选用方面下了功夫,并有许多新突破,通用产品部分已接近或达到国外的水平,但是特种焊接设备和重大装备的生产水平远不能满足国内用户的需求,进口额度有增无减,达到近3亿美元,与我国焊机年产总值相当。
3.焊接材料生产水平迅速增长,产品结构变化大我国焊丝产量从1995-2000年的63万吨增至109万吨,其中,实芯焊丝从6万吨增至11万吨;埋弧焊丝从2.3万吨增至6万吨。
可见,焊丝生产与焊条比较有较大幅度的增长,从而推动了半自动、自动焊方法的推广。
尤其是大型或特大焊接结构厂,焊丝和自动化试用已达78%。
2000年我国焊丝用量为109万吨,完成的焊接结构4950万吨,占钢材产量的35%,焊材产量与钢材产量之比为0.83%,大于世界发展中国家的比例(0.5%-0.8%)。
1.2本课题的目的和研究意义外国专家认为:“到2020年焊接扔将是制造业的重要加工工艺。
它是一种精确、可靠、低成本,并且是采用高科技连接材料的方法。
目前还没有启发方法能够比焊接更为广泛的应用于金属的连接,并对所焊的产品增加更大的附加值。
”世界钢及其他金属产量、品种的不断增长及其对制品质量、性能要求的日益提高。
特别是随着我国的入世及质量、性能要求的日益提高。
特别是随着我国的入世及世界制造加工基地向我国的不断转移,作为工业缝纫机、线(材料)的焊割机和焊丝、焊条的数量、质量和品位及其自动化生产水平,也将有很大提高。
按每亿吨钢材需求25万台焊机,我国每年消耗3亿吨钢材(焊接结构约1.2吨)统计,需要焊机约75万台。
不难预测,今后10年8年内它们将会继续保持持续高速发展。
为适应国内外市场急速发展和激烈竞争的需求,焊接设备与材料制造业将以市场为目标,进行传统、通用产品的改造、产品结构的调整、质量认证和规范管理,组织规模化、专业化、自动化的批量生产;同时加强对现代焊接技术的研究开发,特别是发展高效、节能、高性能、优质和多丝告诉焊接设备、重大装备及其数字化控制技术和新焊接材料,取代进口,争取出口。
尤其在近年来,随着我国大型骨干企业焊接技术的改造,我国焊接装备制造行业亦有了长足的进步。
焊接装备的成套性,自动化程度,制造精度和整体质量明显提高,其应用范围正逐步扩大,尤其是我国制定拉动内需的政策,焊接装备制造业加快发展。
我国近几年国民经济形势持续向好,为焊接装备制造行业的发展也创造了有利条件。
世界制造中心向中国转移,使我国成为世界制造大国,大量的焊接设备出口订单,也是行业高速发展源源不断的推动力量。
随着国家冶金、矿山、起重、锻压、焦炉、塔架等开发投资力度的增加,给我国焊接装备制造业带来了新的发展机遇。
尤其是我国加入WTO以后,焊接装备制造业面临着更激烈的竞争。
由此可以看出,焊接技术仍然严重制约着重型机械行业的产量、质量、成本和生产周期。
结合我国国情,焊接装备制造业的发展方向应是努力提高焊接设备和工艺技术水平,平衡发展焊接相关技术,结合新产品开发及新项目立项,研究应用焊接新工艺、新设备、新材料和新技术,进一步提高焊接生产效率和质量,降低成本,缩小与工业发达国家的差距,推动我国焊接技术的不断发展。
2研究现状及设计目标2.1相近研究课题的特点及优缺点分析2.2现行研究存在的问题及解决方法2.3本课题要达到的设计目标,横梁采用电机驱动,横梁的上固定可以左右移动的轨道,轨道的一端固定焊头,将焊机底座固定在可移动导轨上。
焊头的高度定位由工件及其固定装置来确定。
工件放置在滚筒上,滚筒运用摩擦力带动工件旋转,已达到焊接环形接缝的目的。
能够在一定的要求与设定条件下独立对工件完成焊接工作,从而降低工人的劳动强度。
3.焊接过程中要解决的几个问题3.1需要解决的问题由于材料的焊接性、焊件厚度、焊缝长短等因素的存在,需要结合各种焊接方法的特点和应用范围来确定。
焊接的基本原则是:在保证产品质量的前提下,优先选用常用的焊接方法;生产批量较大时,要考虑提高生产率和降低成本等。
工件在焊接结束后在接头处存留下来的不完整性称为焊接缺陷,主要有焊接裂纹、未焊透、夹渣、气孔和焊缝外观缺陷等。
这些缺陷会减少焊缝截面,降低承载能力;产生应力集中,引起裂纹,降低疲劳强度,易引起构件破裂而导致脆断。
这是在焊接中常见问题。
3.2具体实现中采用的技术及分析3.2.1焊接裂纹焊缝裂纹是焊接过程中或焊接完成后在焊接区域中出现的金属局部破裂的表现。
焊缝金属从熔化状态到冷却凝固的过程经过热膨胀与冷收缩变化,有较大的冷收缩应力存在,而且显微组织也有从高温到低温的相变过程而产生组织应力,更加上母材非焊接部位处于冷固态状况,与焊接部位存在很大的温差,从而产生热应力等等,这些应力的共同作用一旦超过了材料的屈服极限,材料将发生塑性变形,超过材料的强度极限则导致开裂。
裂纹的存在大大降低了焊接接头的强度,并且焊缝裂纹的尖端也成为承载后的应力集中点,成为结构断裂的起源。
裂纹可能发生在焊缝金属内部或外部,或者在焊缝附近的母材热影响区内,或者位于母材与焊缝交界处等等。
A、裂纹的分类根据裂纹尺寸大小,分为三类:(1)宏观裂纹:肉眼可见的裂纹。
(2)微观裂纹:在显微镜下才能发现。
(3)超显微裂纹:在高倍数显微镜下才能发现,一般指晶间裂纹和晶内裂纹。
从产生温度上看,裂纹分为两类:(1)热裂纹:产生于Ac3线附近的裂纹。
一般是焊接完毕即出现,又称结晶裂纹。
这种二裂纹主要发生在晶界,裂纹面上有氧化色彩,失去金属光泽。
(2)冷裂纹:指在焊毕冷至马氏体转变温度M3点以下产生的裂纹,一般是在焊后一段时间(几小时,几天甚至更长)才出现,故又称延迟裂纹。
按裂纹产生的原因分,又可把裂纹分为:①再热裂纹:接头冷却后再加热至500~700℃时产生的裂纹。
再热裂纹产生于沉淀强化的材料(如含Cr、Mo、V、Ti 的金属)的焊接热影响区内的粗晶区,一般从熔合线向热影响区的粗晶区发展,呈晶间开裂特征。
②层状撕裂主要是由于钢材在轧制过程中。
将硫化物、硅酸盐类等杂质夹在其中,形成各向异性。
在焊接应力或外拘束应力的使用下,金属沿轧制方向的杂物开裂。
③应力腐蚀裂纹:在应力和腐蚀介质共同作用下产生的裂纹。
除残余应力或拘束应力的因素外,应力腐蚀裂纹主要与焊缝组织组成及形态有关。
B、裂纹的危害裂纹,尤其是冷裂纹,带来的危害是灾难性的。