IGBT逆变焊机与可控硅整流焊机的区别
焊接基础知识

钨极直A)
15~18 70~150
直流反接(A)
---------------10~20
交流(A)
20~60 60~120
2.4
3.2 4.0 5.0
150~250
250~400 400~500 500~700
15~30
25~40 40~55 55~80
100~180
碱性焊条选用的焊接电流比酸性焊条小10%左右;
不锈钢焊条比碳钢焊条选用的焊接电流小20%左右等。 总之,电流过大过小都易产生焊接缺陷。电流过大时,焊条易发红, 使药皮变质,而且易造成咬边、弧坑等缺陷,同时还会使焊缝过热,促使 晶 粒粗大。 5、电弧电压 电弧电压主要决定于弧长。电弧长,则电弧电压高;反之,则低。 在焊接过程中,一般希望弧长始终保持一致,而且尽可能用短弧焊接。 所谓短弧是指弧长为焊条直径的0.5~1.0倍,超过这个限度即为长弧。
4~6
4、焊接电流的选择 选择焊接电流时,要考虑的因素很多,如:焊条直 径、药皮类型、工件厚度、接头类型、焊接位置、焊道层次等。但主要由 焊条直径、焊接位置、焊道层次来决定。 (1) 焊条直径 焊条直径越粗,焊接电流越大。下表供参考
焊条直径 (mm)
1.6
2.0
2.5
3.2
4.0
5.0
6
260~300
第三节
二氧化碳气体保护焊的工艺及设备
气体保护焊与其它焊接方法相比,具有:
1、明弧焊 焊接过程中,一般没有熔渣,熔池的可见度好,适宜进行全 位置焊接。 2、热量集中 电弧在保护气体的压缩下,热量集中,焊接热影响区窄,焊 件变形小,尤其适应薄板的焊接。 3、可焊接化学性质活泼的金属及其合金
一、二氧化碳气体保护焊的特点
逆变焊机代替可控硅电焊机可行性分析报告

逆变焊机代替可控硅电焊机可行性分析报告 逆变焊机是现在国际焊机市场兴起的一种新产品, 它不仅有高效 节能、体积小、重量轻、多功能、多用途等特点;而且具有良好动、 静特性和工艺特性。
下面是测试的数据报告:测试设备:(1) 逆变焊机(2) 可控硅电焊机测试工况对比:相同工位 测试地点: 测试时间: 二零零五年七月二十二日测试所用仪器:FLUKE 43B谐波的比较下图是逆变焊机和可控硅焊机的谐波含量的比较图标:分析:从两台设备上采集到的电流谐波分析图表上可以看出逆变 焊机的电流谐波含量为81.1%,可控硅焊机的电流谐波含量为 25.0%. 焊接车间 100加501III 1.1IJIu 5 9 13 17 21 25 ;29 33 37 45 轲恥CK ■ i ftECALLHARMONICS HOLD1 “ 5003HN 14J0A585 %r图1-1逆变焊机的电流谐波含量 图1-2可控硅焊机的电流谐波含量结论:可控硅焊机的电流谐波小于比逆变焊机的电流谐波含量。
空载时功率的比较在两台电焊机空载时,对两台电焊机的空载功率进行了功率的波 形录波(见图2-1,图2-2)分析:逆变电焊机在空载时的有功功率是 0.19kw ,可控硅电焊机在 空载时的有功功率是1.26kw 。
即逆变焊机空载能耗远小于可控硅焊三.运行时功率的比较两台电焊机在运行状态时功率参数图表见下图(图 3-1,图3-2) POUER 30957 图2-1逆变焊机的空载功率波形 HOLDQ73 DPF500 HzFUHDAMFHTALBACK = RECALL H图2-2可控硅焊机的空载功率波形 图3-1逆变焊机运行功率曲线图 图3-2可控硅焊机运行功率曲线图根据图表分析和现场数据测试记录:逆变焊机运行输入功率为8.1 KW,; 可控硅电焊机的运行输入功率为9.3KW.四.可控硅电焊机和逆变电焊机的节能数据分析以侧板焊工位为例,从电焊工艺工程师处得知:在一个焊接工艺周期中空载运行和满负荷运行的时长比例为55:45,则计算如下:9.3KW x 45%+ 1.26kw x 55%= 4.88kw ——可控硅焊机平均功率8.1KW x 45% + O.19kw x 55%= 3.75kw ——逆变焊机平均功率(4.88kw-3.75kw)/4.88kw=23% ――节电率以上计算可知,使用逆变焊机可以比可控硅电焊机节约电量23% 左右。
IGBT系列焊机工作原理
IGBT系列焊机工作原理一、功率开关管的比较常用的功率开关有晶闸管、IGBT、场效应管等。
其中,晶闸管(可控硅)的开关频率最低约1000次/秒左右,一般不适用于高频工作的开关电路。
1、效应管的特点:场效应管的突出优点在于其极高的开关频率,其每秒钟可开关50万次以上,耐压一般在500V以上,耐温150℃(管芯),而且导通电阻,管子损耗低,是理想的开关器件,尤其适合在高频电路中作开关器件使用。
但是场效应管的工作电流较小,高的约20A低的一般在9A左右,限制了电路中的最大电流,而且由于场效应管的封装形式,使得其引脚的爬电距离(导电体到另一导电体间的表面距离)较小,在环境高压下容易被击穿,使得引脚间导电而损坏机器或危害人身安全。
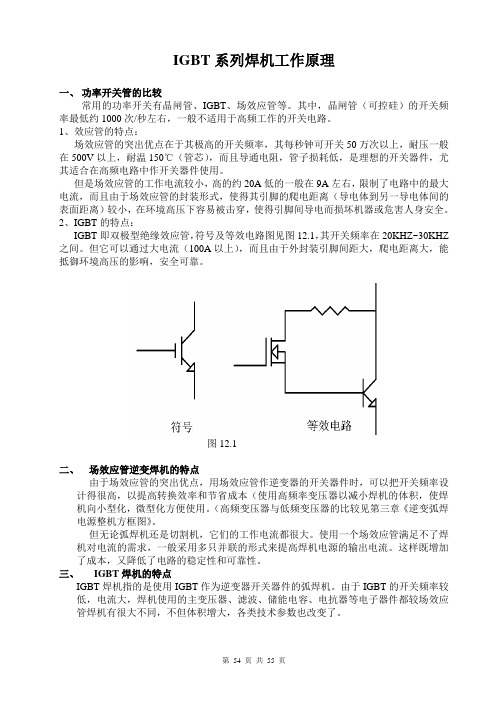
2、IGBT的特点:IGBT即双极型绝缘效应管,符号及等效电路图见图12.1,其开关频率在20KHZ~30KHZ 之间。
但它可以通过大电流(100A以上),而且由于外封装引脚间距大,爬电距离大,能抵御环境高压的影响,安全可靠。
图12.1二、场效应管逆变焊机的特点由于场效应管的突出优点,用场效应管作逆变器的开关器件时,可以把开关频率设计得很高,以提高转换效率和节省成本(使用高频率变压器以减小焊机的体积,使焊机向小型化,微型化方便使用。
(高频变压器与低频变压器的比较见第三章《逆变弧焊电源整机方框图》。
但无论弧焊机还是切割机,它们的工作电流都很大。
使用一个场效应管满足不了焊机对电流的需求,一般采用多只并联的形式来提高焊机电源的输出电流。
这样既增加了成本,又降低了电路的稳定性和可靠性。
三、IGBT焊机的特点IGBT焊机指的是使用IGBT作为逆变器开关器件的弧焊机。
由于IGBT的开关频率较低,电流大,焊机使用的主变压器、滤波、储能电容、电抗器等电子器件都较场效应管焊机有很大不同,不但体积增大,各类技术参数也改变了。
四、IGBT焊机工作原理:1、半桥逆变电路工作原理如图12.2图12.2 图12.3工作原理:①tl时间:开关K1导通,K2截止,电流方向如图中①,电源给主变T供电,并给电容C2充电。
可控硅电焊机设计原理

ZX5—630可控硅整流弧焊机一.用途可控硅整流弧焊机是国家“八五”期间重点推广应用的新型节能焊接设备,也是国家指定用于取代旋转直流焊机的理想设备。
该焊机可广泛用于汽车、造船、冶金、化工、建筑等行业,可使用所有牌号直径2.5—8mm的各种焊条,对低碳钢,中碳钢,低合金钢及不锈钢等进行全位置焊接,利用可控硅元件快速控制的特点,焊机动特性优良,性能柔和,电弧稳定,熔池平静,飞溅小,焊缝成型好,有利于克服碱性焊条在焊接中产生气孔的倾向。
焊机具有引弧及推力电流装置,使引弧容易及焊条不易粘住,焊机对电网电压波动进行补偿并在焊机冷热时,都能保持焊接电流的稳定,焊机操作方便可远距离调节(暂定10米)焊接电流。
二.技术数据三.结构概述焊机由三相变压器,平衡电抗器,滤波电抗器,控制变压器,交流接触器,排风扇,控制线路板,可控硅元件等组成,主变压器及平衡电抗器绕组均采用盘式结构,绕制方便,风道畅通,有利于通风散热,滤波电抗器采用中间插入铁芯的条形结构,制作方便,振动极小。
焊机焊接电流可以远控,搬运远、近控开关,调节相应的电位器,既可达到焊接电流的调节,推力电流及引弧电流可在面板上任意调节。
四.电气原理1.ZX5—630可控硅整流弧焊机,采用可控硅元件,在电源变压器的次级贿赂中,既起整流作用又利用触发相位角来改变输出直流电压大小,焊机从直流输出端的分流器上,取出电流信号,做为电流负反馈信号,随着直流输出电流的增加,负反馈亦增加,可控硅的导通角减小,输出直流电压下降,从而获得了下降的外特性。
焊机电路方框图如图(一)2.焊机电气原理概述如下:(附电气原理图)(1)焊机主要回路:焊机主回路包括电源变压器B1,可控硅元件SCR1—6,平衡电抗器L1,滤波电抗器L2,分流器FL组成,变压器次级与可控硅元件接成带平衡电抗器双反星形整流电路形式,滤波电抗器既使焊接电流中脉冲分量减小,又使整流电路在可逆状态下运行,使触发电路以简化,由分流器上取出准确,及时的电流信号,通过负反馈,控制焊机的外特性和动特性。
逆变直流手工弧焊机和逆变单管IGBT直流手工弧焊机有什么区别

"逆变直流手工弧焊机"和"逆变单管IGBT直流手工弧焊机"
有什么区别
逆变单管IGBT直流手工弧焊机是采用单管IGBT作为功率逆变开关的直流焊机,它属于逆变直流手工弧焊机,逆变直流手工弧焊机这个名称是这类焊机的总称逆变直流手
工弧焊机按功率开关种类分为:可控硅逆变、场效应管逆变、IGBT单管逆变和IGBT模块逆变。
ZX7-500S(IGBT)逆变直流弧焊机是手工焊机。
ZX7-500S(IGBT)逆变直流弧焊机的工作原理是:一般直流逆变电焊机是为了满足焊接工艺过程的动特性和静特性
的要求。
首先要选择适当的焊接电源(建议直流输出400A)。
然后就要设计一个可靠的电路结构。
可采用IGBT作为电力电子器件组成单端正激式逆变主电路,利用小功率的IGBT并联型式、两路逆变弧焊电源并联来满足大容量输出的要求.
该系统的控制电路采用脉宽调制技术(PWM),PWM调制器
采用典型的集成电路SG3525。
该系统的工作特点为,在焊接电弧正常工作时采用PWM控制方式,设定逆变频率为
20kHZ, 并进行恒流外特性控制;系统在空载时由于采用电
压反馈控制使PWM调制器间断地输出脉冲, 间歇振荡的频
率低而脉冲宽度窄,不但空载损耗小,而且使变压器不易饱和。
系统对焊接电弧的短路过程采用了短路分频的控制方式,并
进行短路电流的控制.系统还采用了小给定值和最小脉宽控制电路,使焊接容易起弧、焊弧稳定、焊接特性好
"逆变直流手工弧焊机"和"逆变单管IGBT直流手工弧焊机"有什么区别-森达焊接上海通用电焊机友情提供-壹伍柒壹玖贰玖玖陆陆叁.。
可控硅整流器 效率

可控硅整流器效率可控硅整流器是一种常见的电力电子器件,广泛应用于工业生产中的电力控制和变换领域。
其主要作用是将交流电转换为直流电,并且能够根据控制信号调整输出电压和电流的大小。
相比于传统的整流器,可控硅整流器具有更高的效率和更好的可控性。
可控硅整流器的效率较高。
传统的整流器使用二极管进行整流,其效率一般在70%左右。
而可控硅整流器采用可控硅器件,通过控制其导通角来调整输出电流的大小,从而实现能量的有效转换。
由于可控硅器件具有较低的导通压降和较高的导通电流能力,因此可控硅整流器的效率可达到90%以上。
这意味着可控硅整流器可以更有效地将电能转换为其他形式的能量,减少能量的浪费,提高能源利用率。
可控硅整流器具有较好的可控性。
可控硅整流器可以通过控制电流的触发角来调整输出电压的大小。
触发角是指控制信号与交流电波峰值之间的时间差,通过改变触发角的大小,可控硅整流器可以实现对输出电压的精确控制。
这种可控性使得可控硅整流器在电力控制和变换领域中应用广泛,例如电动机的调速、电压和电流的调节等。
可控硅整流器具有较好的稳定性和可靠性。
可控硅器件具有较高的耐压能力和较低的温升特性,能够在较高的电压和电流条件下正常工作,并且不易受到外界干扰。
同时,可控硅整流器的工作原理简单,结构紧凑,容易实现集成化和模块化,提高了整流器的可靠性和稳定性。
除了高效率和良好的可控性外,可控硅整流器还具有快速响应和较低的电磁干扰等优点。
可控硅器件具有快速的开关特性,可以在短时间内完成开关动作,实现快速响应。
同时,可控硅整流器的开关过程中没有机械接触,没有电弧和火花产生,因此不会产生较强的电磁干扰,有利于提高整体系统的抗干扰能力。
然而,可控硅整流器也存在一些局限性。
首先,由于可控硅整流器的开关速度较慢,无法适应高频率的工作条件。
其次,可控硅器件的导通和关断过程中会产生较大的功耗和电热效应,需要进行散热处理以保证器件的正常工作。
此外,可控硅整流器的控制电路复杂,需要配备相应的控制器和保护电路,以确保整流器的安全可靠运行。
IGBT系列焊机工作原理
IGBT系列焊机工作原理IGBT(Insulated Gate Bipolar Transistor)系列焊机是一种电力电子元件,可以在高电压和高电流的条件下进行开关操作。
它结合了金属氧化物半导体场效应管(MOSFET)和双极晶体管(Bipolar Transistor)的优点,具有高输入阻抗、低输出阻抗、低开通电流和低饱和电压的特点。
IGBT系列焊机广泛应用于工业制造、电力系统和交通运输等领域。
在运行过程中,当输入信号与控制信号匹配时,IGBT芯片的通道会打开,高电压和高电流可以通过IGBT芯片。
与此同时,当输入信号和控制信号不匹配时,IGBT芯片的通道会关闭,最小电流只能流过。
IGBT芯片的主要功能是控制电流的流动和电压的变化。
当控制信号为高电平时,IGBT芯片的通道将打开,电流可以流过。
当控制信号为低电平时,IGBT芯片的通道将关闭,电流流动被阻断。
门极驱动电路的作用是将控制信号转换为能够控制IGBT芯片的驱动信号。
它可以提供足够的电压和电流来打开和关闭IGBT芯片的通道。
同时,门极驱动电路还负责保护IGBT芯片免受过电压和过电流的损害,以确保焊机的稳定运行。
电源电路为焊机提供电源能量,使得焊机能够正常工作。
电源电路将来自电网的变压器产生的低压交流电转换为高压直流电,以满足焊接过程中的能量需求。
控制电路是焊机的核心部分,负责生成控制信号并控制整个焊机的工作过程。
它可以根据焊接材料和焊接需求的不同,调整电流和电压的大小,以实现焊接过程中的自动控制和调节。
总之,IGBT系列焊机通过IGBT芯片、门极驱动电路、电源电路和控制电路的协同工作,实现对电流和电压的精确控制和调节,确保焊机稳定、高效地运行。
它具有体积小、重量轻、能耗低、效率高、可靠性强等优点,被广泛应用于各个行业的焊接工程中。
IGBT与可控硅区别

请问,在整流器中,应用IGBT整流与用可控硅整流有什么差别?另外,功率器件IGBT与可控硅的整流有什么区别?谢谢努力工作,多多挣钱2008-3-2 13:23:48 IP: 保密8355335等级:光明使者权限:普通用户积分:753金钱:4819声望:16经验:2193发帖数:2135注册时间:2006-5-8编辑删除引用第2楼可控硅整流器能够均匀调节输出电压,绝对珍藏:《深入浅出西门子S7-200PLC第二版》电子版变频器与PLC资料下载,天天更新2008-3-2 21:31:25 IP:保密99618等级:权限:普通用户积分:3445金钱:2946声望:-22经验:1901编辑删除引用第3楼看看这个摘要:本文对历年来得到广泛应用的可控硅全桥并联逆变固体电源以及近几年得到快速发展的IGBT半桥串联逆变固体电源的各项性能及它们的适用配套对象(电炉)进行了详细的比较分析。
它将有助于用户根据各自的工艺要求正确、合理、经济地选用合适的供电电源。
关键词:可控硅;IGBT;中频固体电源,感应电炉The performance comparison between MF power supply with SCR and IGBTYan Wenfei Yin Jingxing ( Xi’an Mechanical and Electric Research Institute 710075)Abstract: The performan ce and it’s application for the SCR solid state MF power当电炉的功率在1500 kW以下时,如果需要高性能,能耗低,可以选择IGBT中频感应电炉。
如果要求低价格,则可选择SCR全桥中频感应电炉。
当电炉的功率在1500 kW以上时,通常应该选择SCR全桥中频感应电炉,它具有更高的稳定性和可靠性。
对于熔化电炉而言,因为电炉经常工作在满功率状态,所以功率因数已不是主要问题。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
IGBT逆变焊机与可控硅整流焊机的区别
IGBT逆变焊机电源是一种高性能、高效、省材的新型焊机电源,代表了当今焊机电源的发展方向。
由于IGBT大容量模块的商用化,这种电源更有着广阔的应用前景。
它与可控硅整流焊机的区别如下:
1、可控硅整流焊机是将50HZ的交流电整流成直流电输出,通过改变可控硅的导通角来改变输出大小,输出波形不平滑,所以焊接效果不好,引弧及其他一些控制功能差。
IGBT逆变焊机电源大都采用交流-直流-交流-直流(AC-DC-AC-DC)变换的方法。
50Hz 交流电经全桥整流变成直流,再经过IGBT逆变,将直流电逆变成20~30kHz的中频矩形波,中频变压器降压,经过二次整流后输出,成为稳定的直流,输出波形好,通过PWM脉宽调制或移相控制IGBT逆变器的导通时间,改变输出的大小。
供电弧使用,引弧及焊接电流易于控制。
2、可控硅整流焊机体积大,较为笨重,不便于搬运和移动,而IGBT焊机由于逆变频率高达20~30kHz,所以变压器体积小,重量轻,易于搬运。
3、逆变焊机比可控硅整流焊机省电约30%左右。
4、IGBT逆变焊机控制及主电路较为简单,所以可靠性高,故障点少,易于维修。
5、IGBT控制技术已经非常成熟,是新一代逆变器的主流器件。
但由于焊机电源的工作条件恶劣,频繁的处于短路、燃弧、开路交替变化之中,因此IGBT逆变式整流焊机电源的工作可靠性问题成为最关键的问题,也是用户最关心的问题。
6、对电网电压的波形影响:
电焊机是非线性用电设备。
可控硅整流焊机的谐波产生的原因是由于整流本身有一个阀电压,在小于阀电压时,电流为零(如图所示)。
为了提供平稳的直流电源输出,在电焊机中加入了储能元件(滤波电容和滤波电感),从而使阀电压提高,加激了谐波的产生量。
为了控制焊机的输出电压和电流,在焊机中使用了可控硅,这使得电焊机的谐波污染更严重,而且谐波的次数比较低。
IGBT逆变焊机,在交流变直流过程中产生的谐波与上述的可控硅整流焊机一样,它在直流逆变成交流时又有逆变波形反射到交流电流,因此IGBT逆变焊机产生的谐波分量不仅有低次谐波,还有高次谐波(如图所示)。
虽然IGBT逆变焊机容量比上述可控硅整流焊机容量要小,但大量使用后,由于分布面广,数量多,谐波污染更加严重,因此它的谐波污染应引起足够关注。
在电网中大量投运后,
造成电网的谐波分量占的比重越来越大,增加了电网的供电损耗。
IGBT逆变焊机的工作原理是先把交流整流成直流,通过开关管控制中频变压器初级电流的开通和关闭,从而在变压器二次侧感应出电流,供电弧使用。
此外,IGBT开关的频率比较高一般在20~30kHz,不仅在整流时产生谐波,而且在开关管开闭时,反射20~30kHz 的波至电源。
它还有一定量的三次谐波,造成配变的中心线电流居高不下,而且三次谐波还会通过配变污染到电网。